hvr63
-
Постов
1 385 -
Зарегистрирован
-
Посещение
-
Победитель дней
118
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
У заказчика еще один глупый вопрос возникает: "сколько это будет стоить?" И как на него отвечать перед началом работ? А если деталей 1000 шт?
-
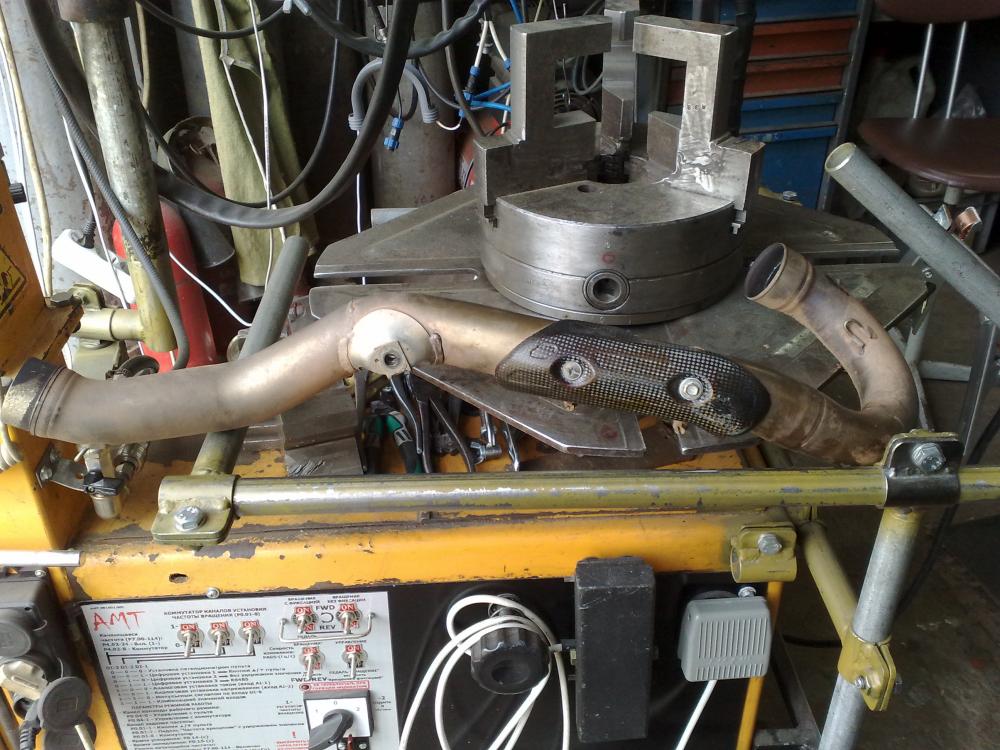
Я привел примере (вверху) как рассчитывается стоимость работы для сварки выхлопной трубы с применением нормо-часов. По моему все предельно просто. А вот, кстати, как выглядела программа из автосервиса. У меня работники тоже ныли, что стоят нереальные нормативы. Пришлось им доказывать, что все реально. Для примера заменял переднего крыла Жигулей (они как раз стояли в работе). По нормативу, если не ошибаюсь, 15 лет прошло, на замену 1,7 часа. Я быстрее заменил.

-
"Все очень просто, Анджин-сан. Просто измените ваше представление о мире."Джеймс Клавелл, Сёгун У меня в автосервисе нормативы на окрасочные работы (у меня специализация - кузовной ремонт) были по справочнику "Евротакс". Так вот, я обсчитывал ремонт автомобиля после катастрофы полностью, до начала работ, и полученная стоимость потом не менялась. И я ошибался крайне редко. В этом справочнике "Евротакс", было прямое указание на то, что все временные нормативы должны базироваться на условии должной технической оснащенности автосервиса, и предлагалось использовать поправочный коэффициент, если оснащенность, по каким либо параметрам, не соответствует нормативной.
-
Есть универсальный способ ценообразования - нормо-час + накладные расходы (по вкусу).
-
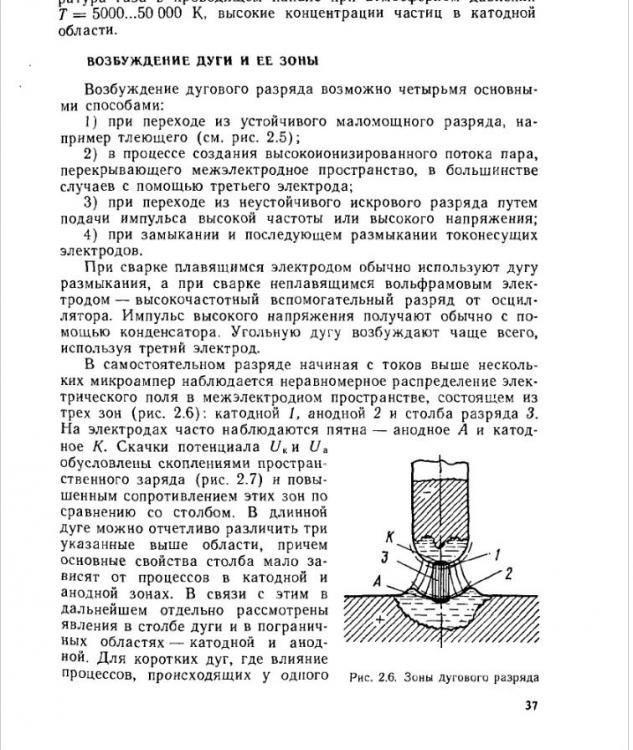
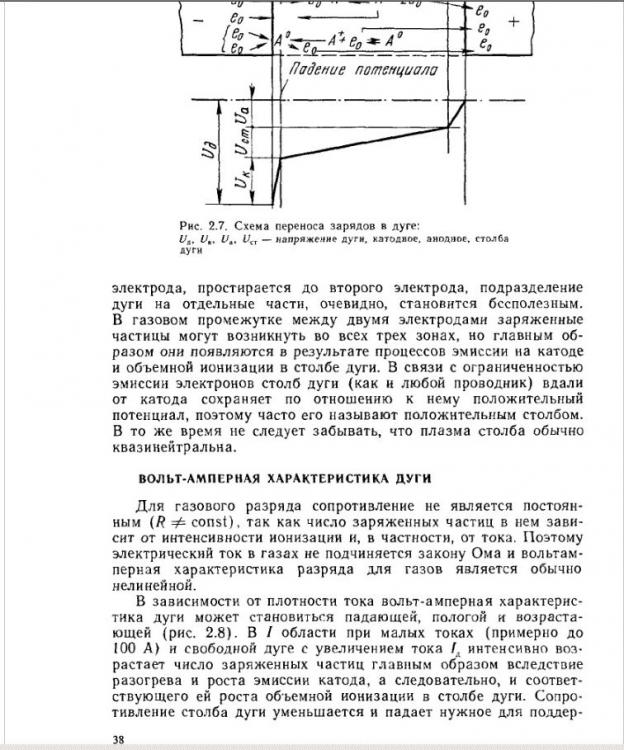
Я, с этой Сиборой, скоро весь учебник сюда залью.
-
Валер, это я писал про профессиональный аппарат Тритон, там такие фокусы возможны.
-
Я тут подумал про первичный и вторичный поджиг, все таки это все относиться к первоначальному зажиганию дуги. Первый поджиг, с его силой тока, необходим для разогрева электрода, дальше, с разогревом электрода эмиссия резко возрастает и ток нужно снизить. То что в заводских настройках предусмотрена такая функция - это просто сказочный падарок от разработчиков, не надо менять каждый раз прошивку, а можно отладкой заниматься в реальном времени. В связи с этим, сильно менять временные показатели розжигов нужно с осторожностью. Все же на Сиборе не колхозники из Заветов Ильича сидят, а люди с лабораторной измерительной аппаратурой и они уж точно знают временные фазы зажигания дуги.
-
Может вторичный поджиг, это как раз поджиг во время сварки, а первичный только когда есть ВЧ, или контакт с деталью при Лифте? У разогретого элетрода эмиссионные свойства высокие, ему не нужен такой большой ток для поджига, какой прописан для первичного.
-
Кто предупрежден - тот вооружен. Это физическое явление, а мы, советские ученые, с физическими явлениями можем бороться.
-
Это есть, но оно не носит катастрофический характер. Хотя... Я думаю, в какой-то неблагоприятный момент это может подловить, как когда я сжег трубку при стоящем за спиной заказчике.
-
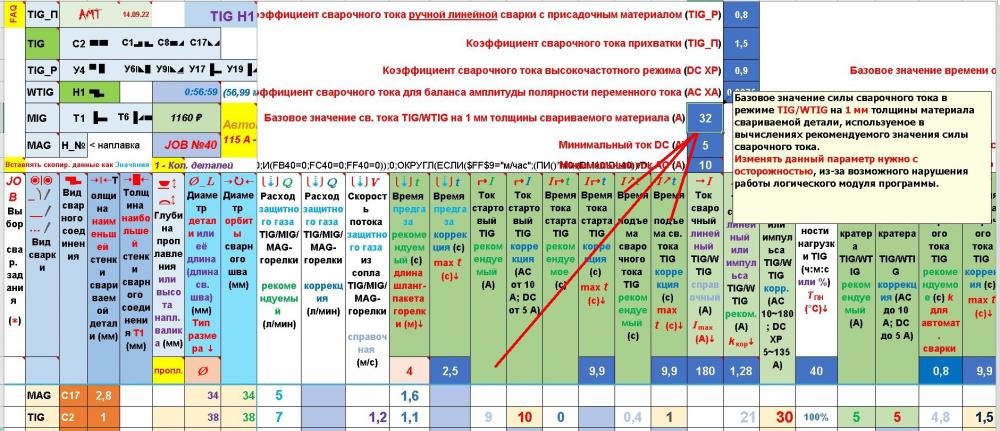
Это к вопросу про суслика Просто в обычном мануале производитель не обязан расписывать всю логику заводских настроек. Но вот я, к примеру, в своей программе указываю про возможные последствия изменения заводских установок (см. по стрелке и пояснение к параметру). Тут определенно что-то не так, как должно быть. У них на первой прошивке были какие-то проблемы с поджигом (со слов Тульского мастера). В 14 якобы это исправили. Может здесь Hund begraben.
-
При токе розжига для диаметра 0,5 можно на алюминии 0,3 мм спокойно поджечься и некоторое время держаться на оном месте.
-
Кстати, слишком мало, наверное тоже не очень хорошо. При маленьком токе розжига количество попыток возбудить дугу будет больше. И вот что я заметил. Такое ощущение, что при розжиге, баланс полярности очень сильно в плюс, если не чисто в плюс. У меня на другом аппарате, с нерегулируемым током розжига, шарик оплавляется правильно при балансе на всю в плюс. И на этом аппарате есть возможность менять полярность розжига (старт с положительной, или отрицательной полуволны). Так вот ставил на нем на положительную полуволну и шарик подкипал. А вот на Сиборе шарик почти сразу начинает кипеть, что говорит за то, что сильно в плюс.
-
Вместо того, чтобы ток розжига уменьшать в заводских настройках, не проще ли уменьшать диаметр электрода в настройках? Мне доподлинно неизвестно, но следуя дедуктивному умозаключению, заводское значение - это базовая величина, от которой, по какому нибудь закону пропорциональности и изменяется ток и время розжига с изменением выбора диаметра электрода. Крутните настройку электрода на всю и увидите это самое оплавление без всяких стараний по держанию электрода на одном месте полчаса. Если электрод так оплавляется за один цикл розжига, то что говорить за серию этих розжигов при срыве дуги.
-
-
Как диагност диагносту скажу: с такими факторами будешь искать причину до посинения. Как бы поступил я. Попробовал бы откатиться на 14 прошивку, если на сервисе на это пойдут. Хотя с этой прошивкой тоже нечто похожее есть, но как то не явно. Цель в таком действие - попытаться резко изменить ситуацию и посмотреть на результат. При диагностике плавающей неисправности, прежде всего ищут факторы сильно раскачивающие текущую ситуацию. Да чего я тебя учу, ты наверняка и сам все это знаешь.
-
Ты же диагность, должен владеть алгоритмом поиска неисправности. Я тут недавно часы электронные настольные чинил, спешить стали очень сильно, а до этого несколько лет просто спешили. Вскрыл, а так как в электронике абсолютно не разбираюсь, ограничился визуальным осмотром. Осмотр выявил почерневший резистор и один электролитический конденсатор с подозрительным дном. Так как конденсатора на замену не было, стал чинить резистор (у которого маркировка сгорела). Выпаял, померил - не обрыв. Впаял обратно. От нечего делать заменил резонатор на какой-то другой. Часы пошли еще быстрее. Бросил это дело. Через какое-то время попалась под руку плата от компьютерного монитора. Нашел на ней подходящую емкость, впаял в часики и они заработали. Я к чему? Не надо лезть во всякие дебри, надо прежде поискать под фонарем, там, где светлее.
-
Но всякую метериало-газо-электродно-сопельную трехамудию можно проверить-исключить.
-
Володь, у тебя же Гроверс еще есть. Настрой его также, да сравни.
-
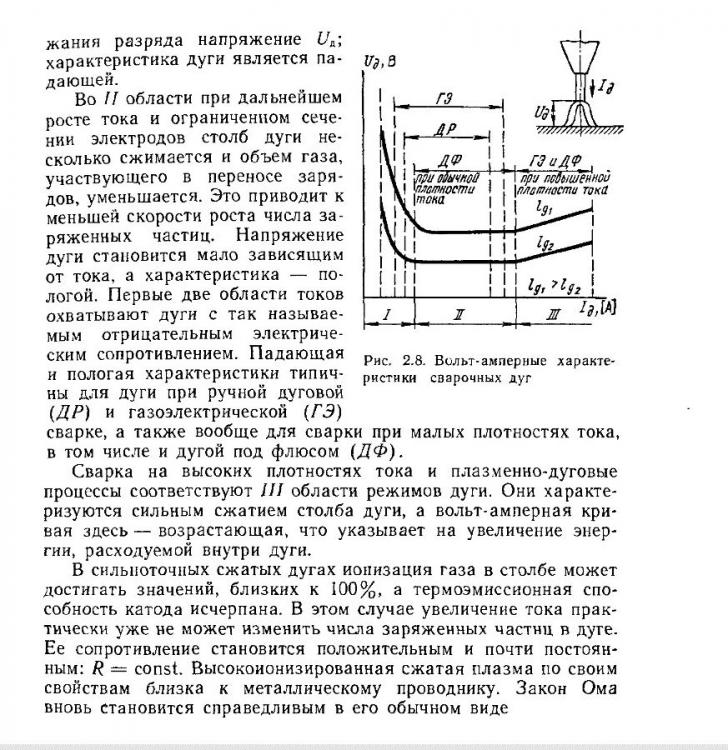
На переменном токе каждый полупериод дуга возбуждается вновь. Не сложно оценить величину энергии (то есть, по сути, ее отсутствие) приходящееся на время возбуждения дуги на разных частотах.
-
Пока загородный дом еще есть,то нужно бытовку оттащить от него подальше.
-
Ну и еще раз про заземление, чтоб два раза не вставать.
-
Скажу наверное банальную вещь: плохое заземление хуже его отсутствия.
-
А с массой все хорошо? У меня, когда деталь лежит на столе, а масса к столу, а не к детале, иногда на DC деталь аж прыгает когда варишь из-за плохой массы. На АС как-то не обращал внимание на это, но наверное тоже бывает.