hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Я циник. Мною движет не желание помочь. "Помочь" - это субпродукт. Мне, как диагносту, необходим массив данных (случаев из жизни), на котором я строю алгоритм поиска неисправностей.
-
Я заметил такую тенденцию - когда у кого-то, какие-то проблемы, то они включают партизана и приходится как гестаповцу клещами информацию вынимать. https://rutube.ru/video/5320d438e620d91931c7315514454c36/
-
Может предгаз подлиннее?
-
Самая большая опасность при подобных проблемах (неважно каких) - недооценка серьезности возможных последствий. Их (последствия) можно потом годами хлебать полной ложкой. Лайфхак от меня. Я, обычно, после поискового запроса про оперативное лечение, вторым запросом ищу "осложнения". Так что, как было бы не влом идти к Айболиту, разумнее сходить и надеется, что он профессию не на форумах изучал.

-
 Не, не про сварку, но навеяло воспоминания про подобный колхозный ремонт плавучего крана (сам кран на видео https://vkvideo.ru/video8991090_160853194?t=3m19s - КПЛ 351, грузоподъемность 350 тонн). Умудрились сломать гребной вал. Кран приписан у нас (в Дубне). Ждать вал из Австрии, а уж тем более тащить туда сам кран в разгар навигации сильно не хотелось. Сделали вал у нас (со слов исполнителя, банкет был шикарный). К слову, у нас не гребновалостроительный завод, немного другой профиль.
Не, не про сварку, но навеяло воспоминания про подобный колхозный ремонт плавучего крана (сам кран на видео https://vkvideo.ru/video8991090_160853194?t=3m19s - КПЛ 351, грузоподъемность 350 тонн). Умудрились сломать гребной вал. Кран приписан у нас (в Дубне). Ждать вал из Австрии, а уж тем более тащить туда сам кран в разгар навигации сильно не хотелось. Сделали вал у нас (со слов исполнителя, банкет был шикарный). К слову, у нас не гребновалостроительный завод, немного другой профиль.
-
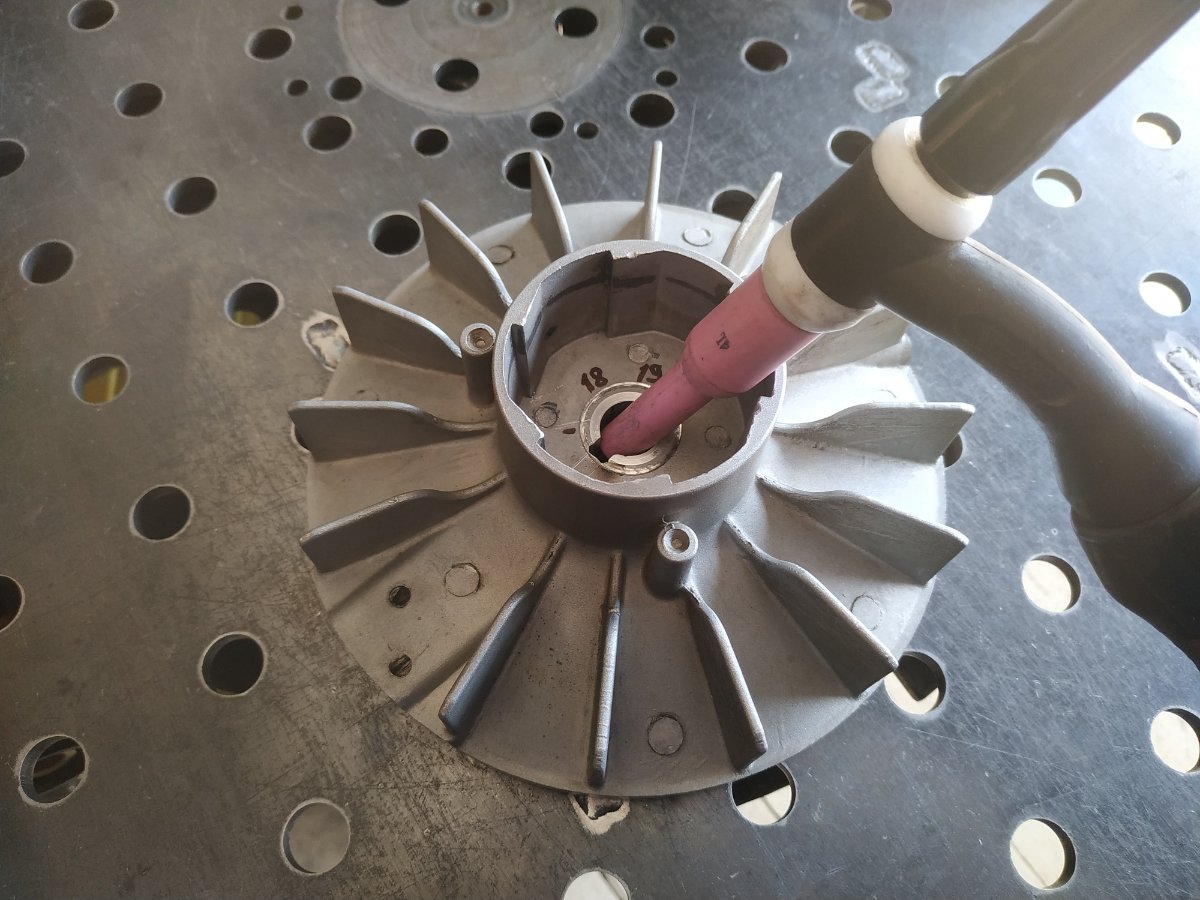
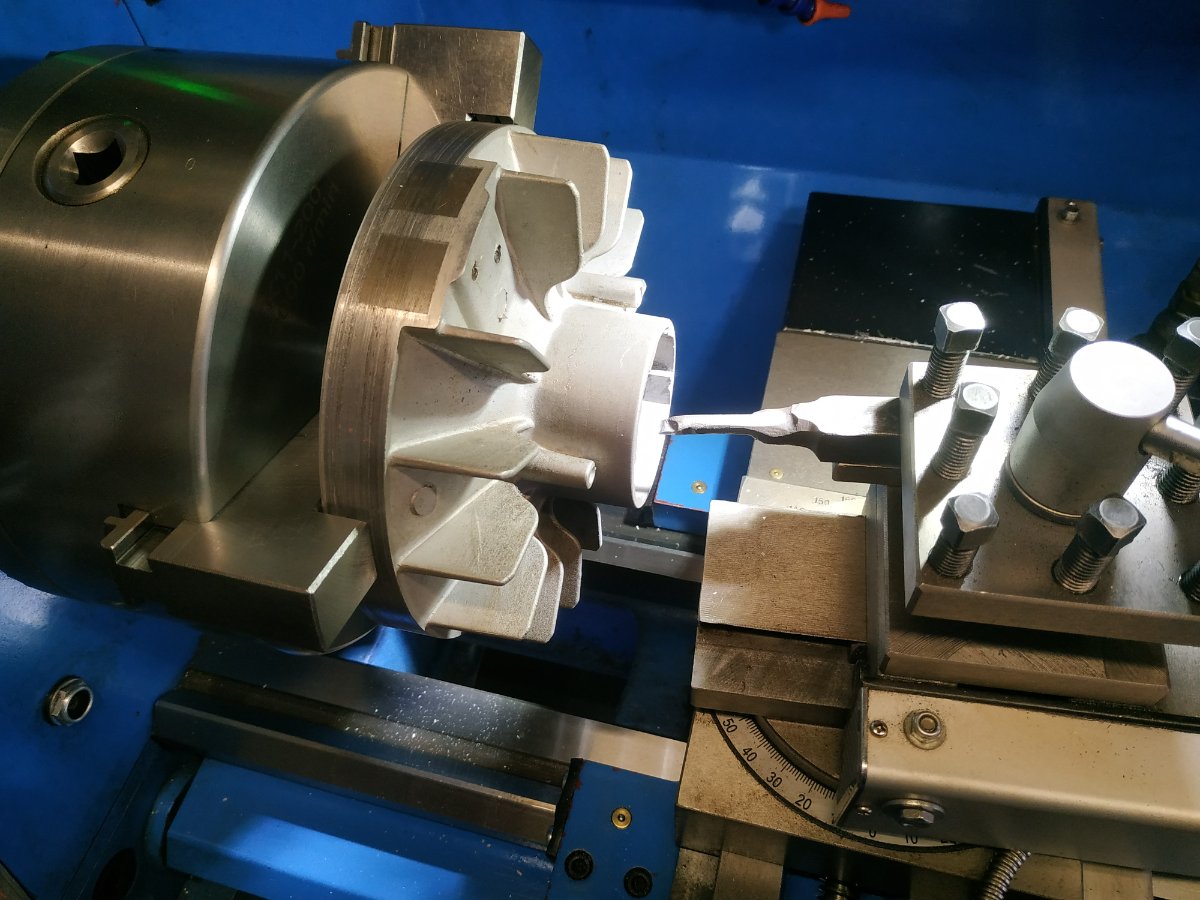
Три вида технологии изготовления подобных изделий: литье в кокиль (а бывает и в землю); изотермическая штамповка; точение из поковки. Большинство потребителей делят колесные диски на литые и кованые (которые это самое большинство не отличает от изотермически штампованных и изготовленных из поковки точением). Что про данную ступицу - литье в кокиль. Для такого вида литья алюминиевый сплав должен обладать высокими литейными свойствами, значит высокое содержание кремния, и низкий предел текучести у изделия. На примере со ступицей видно, что разрушение хрупкое. Дерзко.
-
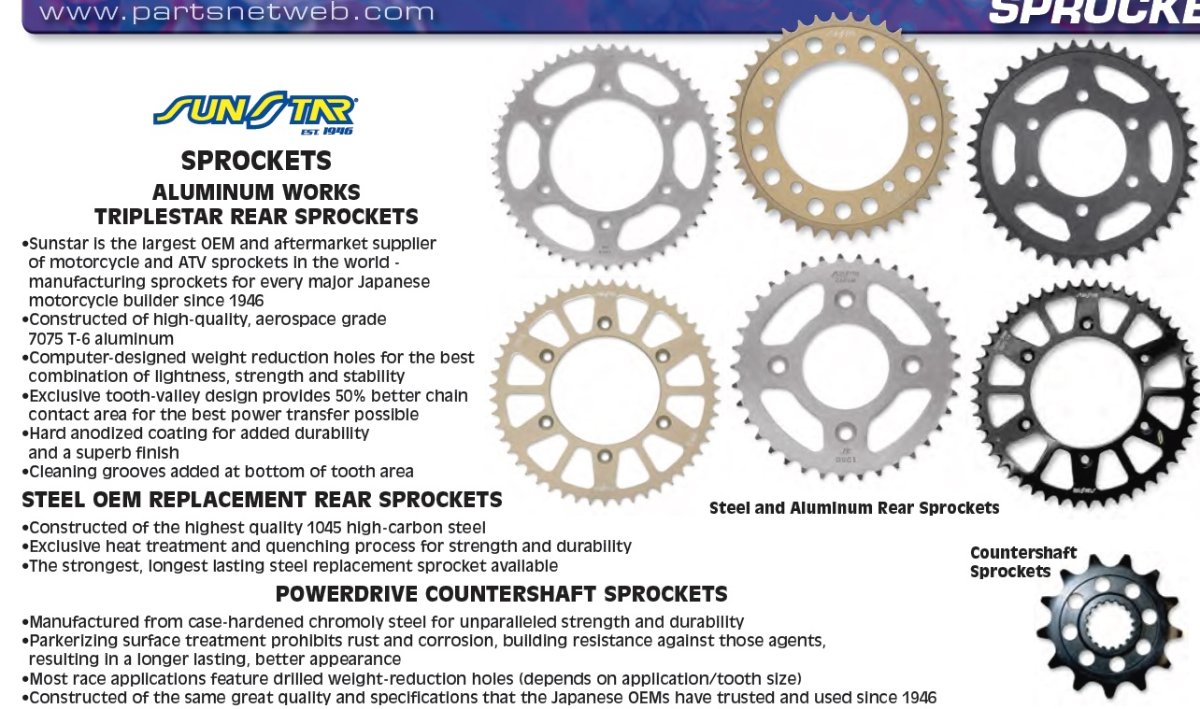
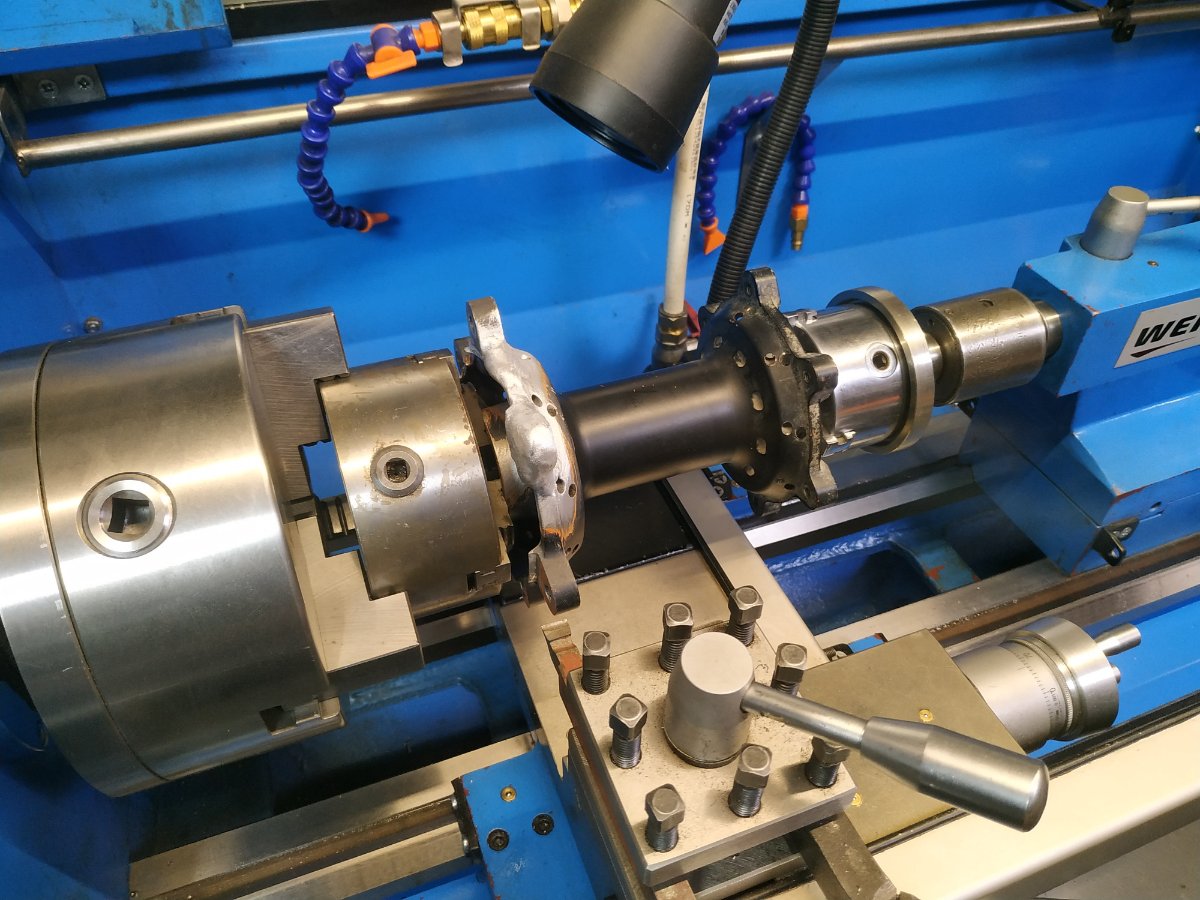
Все намного хуже. Данное болтовое соединение (крепление звездочки) работает на смятие-срез и частично на трение от усилия затяжки болтов (степень этой частичности я не считал, так что примем что небольшая). Соединение, работающее на смятие-срез, предполагает высокую точность выполнения совмещаемых отверстий. Аварийная и сварочная деформация привели к значительному смещению отверстий под болты, плоскостей вращения и соосности осей вращения (посадочное подшипников и звездочки). Как результат, при данном виде мех. обработки, реально работает только одно ухо (совпадают координаты отверстия под болт и посадочное на ступице/звездочке). Если случилось чудо - работают два уха, а если чудесное чудо - три. Чтобы сделать правильно, необходимо довольно точное делительное устройство на токарном станке и шпиндель для координатной обработки (пока такого нет). П.С. Если кого-то смущает непрочный вид этих цепных передач, то вот некоторые примеры задних звезд, которые выглядят не очень прочно (первое фото - алюминиевая ступица и стальной зубчатый венец с креплением на заклепках).
-
Да я понял, просто я перфекционист.
-
Ступица литая. 4043 - Ваша собака кусается? - А вы заходите, она у нас недавно, мне самому интересно. Заказчик сказал, чтобы я ему просто что-нибудь придумал, чтобы можно было ездить до того, как заказанное в долгую колесо приедет, вплоть до приваривания звездочки к ступице (звездочка тоже алюминиевая). Я ремонтом "на костылях" заниматься не стал, сделал по максимуму (и по технологиям и по деньгам). П.С. А нагрузки там бывают действительно немаленькие (кстати, нагрузка или постоянная - статическая, или динамическая - переменная). Я на кроссовом мотоцикле смог цепь порвать, с разрывной нагрузкой 37 кН.
-
Открутилась звездочка, оторвало три уха из шести и погнуло оставшиеся. В кривых руках остался только один из трех оторванных фрагментов (остальные улетели). Утраченные фрагменты клонировать не стал, просто наплавил. Погнутость ушей рихтовать не стал из-за опасности зарождения скрытых трещин при знакопеременной деформации. Разность между оставшимися ушами в плоскости вращения - 2,7 мм (надеюсь что привод переживет смещение плоскостей вращения ведущей и ведомой звездочек). Привалочную плоскость отторцевал "как чисто" по самому "дальнему" уху. Плоскость тыльной стороны - отторцевал по самому "ближнему" уху. П.С. Опять главным в сварке оказался токарный станок.
-
https://rutube.ru/video/448daec19287a627f154220de70e9441/
-
"КЕДР COOL‑65 PROTON - Рабочий диапазон температур: от −65 C до +110 C. - Изготовлен по гибридной технологии HOAT (Hybrid‑Organic Acid Technology). - Обеспечивает высокую стабильность теплофизических свойств. - Защищает систему охлаждения от накипи, коррозии и пенообразования." "HOAT (Hybrid Organic Acid Technology) — гибридная технология производства антифризов, которая сочетает органические и неорганические компоненты. Такие охлаждающие жидкости обеспечивают защиту системы охлаждения двигателя от коррозии, кавитации и других негативных воздействий. Особенности HOAT-антифризов. Состав. В основе — этиленгликоль, к которому добавляют силикатные присадки и карбоновые соли. Не содержат аминов, фосфатов, нитритов и молибдатов. Защита от кавитации. Неорганические соли (нитриты, бораты, фосфаты и молибдаты) в составе предотвращают кавитацию — разрушение металла из-за пузырьков воздуха. Это особенно важно для коммерческой техники (грузовиков, карьерных машин и т. д.), где используются «мокрые» гильзы, подверженные кавитации. Срок службы. До 3 лет или 150 000 км пробега для легковых автомобилей, до 2 лет или 300 000 км — для внедорожной техники. Совместимость. Подходят для бензиновых и дизельных двигателей легковых и грузовых автомобилей. Совместимы с элементами из пластика, резины и эластомеров. Цвет. Зелёный, бирюзовый, синий или жёлтый. Пример товара Антифриз CARVILLE RACING G11 HOAT — готовый к применению продукт на основе этиленгликоля высшего сорта, комплекса силикатных присадок и карбоновых солей. Соответствует требованиям спецификации Volkswagen TL 774-С (G11)."
-
Всё, хорош сиськи мять! Курс молодого бойца пройден, все зачеты сданы. Патроны и гранаты получить у дежурного и в бой.
-
Что самое главное в сварке? Совершенно верно - токарный станок.
-
У меня проблема была со знаком "наоборот" (на сварочном аппарате, но сути не меняет). Официальный продавец аппарата, по доброте душевной, доработал аппарат и поставил термореле на вентилятор. Эту конструкцию я заподозрил в инертности срабатывания на высоких токах и поставил в параллель тумблер включения вентилятора. Теперь, если есть опасность быстрого нагрева на высоких токах, включаю вентилятор принудительно. Если работа на небольших токах и с длительными перерывами - оставляю управление от термореле, чтобы не шумело.
-
- Ты где работаешь? - Аэродром подметаю. - А что, зарплата большая? - Да самая мизерная. - Так увольняйся. - Да ты что, чтоб я авиацию бросил! Для меня сварка (в виде прибора) всего лишь инструмент, один из многочисленных. И я всегда стремлюсь, чтобы он, инструмент, мне доставался самый продвинутый, в рамках моей покупательной способности + еще чуть-чуть добавить сверху, дабы "... не было мучительно больно за бесцельно прожитые годы...". Когда я себе ТИГ выбирал, то опыт эксплуатации у меня был только в виде сундуковой Бримы от моего знакомого - посваривал пару раз. Так что, при выборе я действовал в условиях высокой степени неопределенности. Выбор свой остановил на Тритоне. В описании от продавца и в мануале было все подробно разжевано по предназначению режимов, коих было в аппарат накидано очень прилично по тем временам (да и по сегодняшним). Из понятных мне плюсов, был прямой вход в пункты меню, а не циклограмма, которая меня просто бесит с ее "круговоротом" и постоянными проскакиваниями "мимо поворота". Но были и недостатки (стали понятны в процессе эксплуатации). Самый существенный - отсутствие регулировки тока поджига на АС. Второй минус - мелкие пиктограммы на панели. Отсутствие дисплея - сейчас минус, а тогда таких предложений не было. Если Тритон сравнивать с моей Чеборой 180-й, то он варит (на АС) субъективно лучше, так что аппаратом доволен и варил бы им, если бы не было Чеборы.
-
Наверное все же следует заузить круг рассматриваемых хозяйств. В некоторых хозяйствах и отвертка отсутствует. Это форум не "любителей итальянской оперы" и по большей части народ здесь не Риголетто слушает. Будем считать что присутствующие - технически подкованы (или по крайней мере к этому тяготеют). Вот лично меня сильно угнетает когда что-либо приходится делать голым пальцем. Сразу портится настроение и это "что-либо" делать совсем не хочется, потому что приходится решать не техническую задачу, а всячески приспосабливать палец. А клянчить на стороне (как инструмент-оборудование, так и услугу) пролетарская гордость сдерживает. П.С. У меня не мастерская (тем более не производство), просто так выглядит мой образ жизни (я лет с восьми занимаюсь техникой и это банальная зависимость). Все оснащение - это результат решения каких-то конкретных проблем. Для ясности приведу яркий пример. Возникла необходимость качественно удалить масло из неудобного объема. Вот результат (на фото). При этом, я шестьдесят лет без этого обходился и скорее всего оставшееся время тоже обойдусь (сам удивился своему неадекватному решению). Но не смог устоять от рукоблудия. Ах да, про ТИГ. "Самое дорогое у человека - это жизнь. Она даётся ему один раз, и прожить её надо так, чтобы не было мучительно больно за бесцельно прожитые годы... И надо спешить жить. Ведь нелепая болезнь или какая-нибудь трагическая случайность могут прервать её." (с)
-
Спор о надобности ТИГ в хозяйстве - вчерашний день. Ноне место ТИГ, в этом споре, занял "гиперболоид инженера Гарика" (лично я уже гипотетически чешу репу о нем, так-как раскрой сильно хочется, хотя, в этом самом хозяйстве стоят уже без дела два ТИГ и два МИГ и паяльников не счесть). П.С. У меня не производство, а самое, что ни на есть, натуральное хозяйство.
-
https://rutube.ru/video/6da9de3790c27ef718bca357d9a29eda/
-
"Образование не лечит от глупости, оно её вооружает." - Escolios a un texto implícito (Nicolás Gómez Dávila)
-
Нудно поумничаю. Если рассматривать выбор аппарата как составляющую такого процесса как "Проект"="project" (в управленческой деятельности). То он, выбор, будет подчиняться "тройственной ограниченности".
-
Грубо. Скорость от 1 до 10 с дискретностью 1 и напряжение от 15 до 35 вольт с дискретностью 1 - уже 200 вариантов.
-
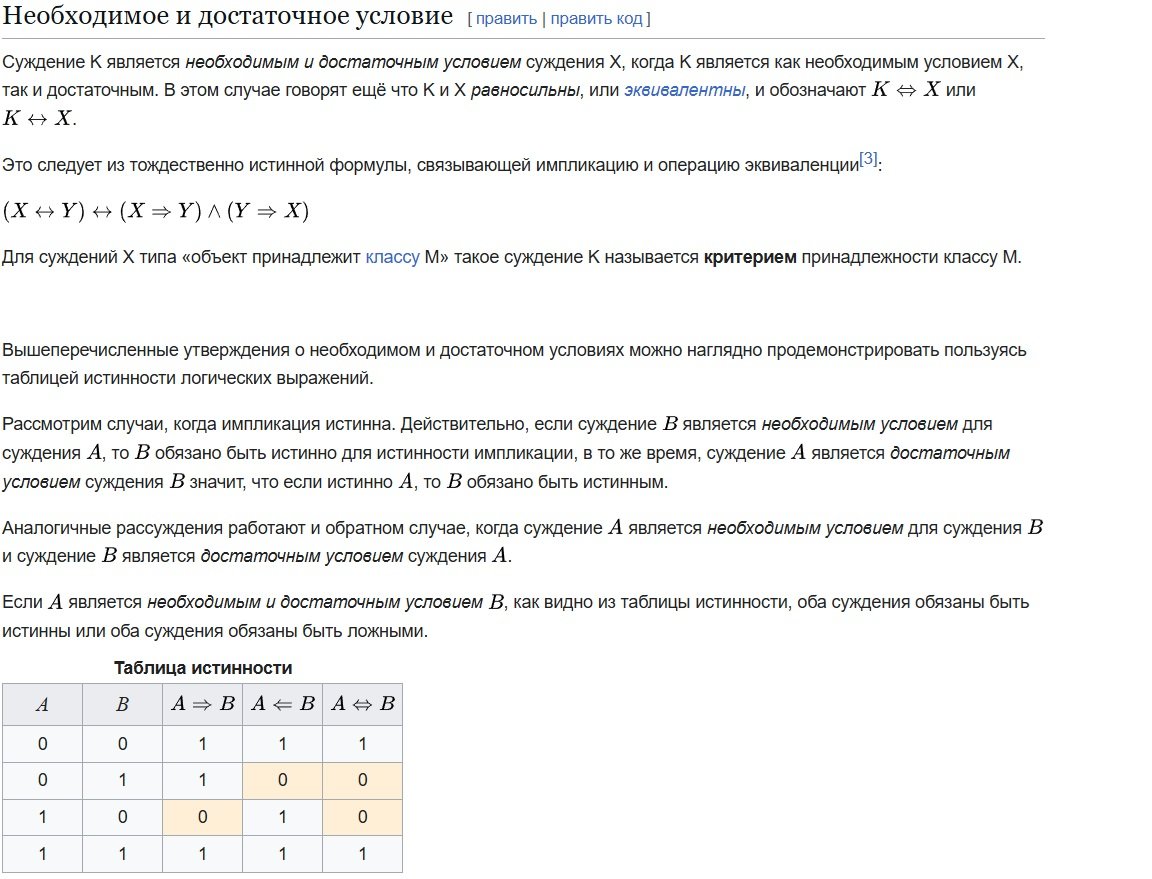
"Чему нас учит семья и школа? Что жизнь сама таких накажет строго." (с) Есть такой принцип необходимой достаточности.
-
Я уже писал, что "В науке, как и в любви, концентрация на технике нередко приводит к импотенции." В этих ваши настройках, Вы полезли в какие-то дебри. Какие швы, какое проплавление? У Вас сопло засерается, что говорит о том что горение дуги совершенно неправильное. Начинать нужно с буквы "А" в алфавите, а не с "Х" заниматься. Научитесь настраивать горение дуги. Для этого нет необходимости покупать новые рельсы и полировать их до зеркала. Достаточно вот такого, высокотехнологичного приспособления (на фото 1). Способ применения: горелка в одной руке, крутилка в другой руке (если все делается руками). И настоятельный совет: смените проволоку на 0,8. Ну и что, что у вас есть 1,0. А если бы была 1,6 , мы бы тут еще на тридцать страниц сиськи мяли? П.С. Мудрая мудрость. Чем хорош полуавтомат. Им можно по ржаво-незачищенному заварить так, что никто и не заметит. Я вот полуавтоматом варю крайне редко (нет желание сварочный стол, кафельный пол и себя брызгами дрызгать) и тогда, когда нет желания что-то зачищать, или качества ТИГовского не надо. Из того, что было перед глазами (фото 2) - прихватил ТИГом, а заварил полуавтоматом и даже не смотрел какие там настройки стоят, заварил на том что стояло, пофиг. Заварил бы и ТИГом, но по незачищенному сильно электрод обгарает, точить больно уж часто надо. П.П.С. Ответственные конструкции необходимо варить по все правилам.
-