hvr63
-
Постов
1 395 -
Зарегистрирован
-
Посещение
-
Победитель дней
120
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
 Не, не про сварку, но навеяло воспоминания про подобный колхозный ремонт плавучего крана (сам кран на видео https://vkvideo.ru/video8991090_160853194?t=3m19s - КПЛ 351, грузоподъемность 350 тонн). Умудрились сломать гребной вал. Кран приписан у нас (в Дубне). Ждать вал из Австрии, а уж тем более тащить туда сам кран в разгар навигации сильно не хотелось. Сделали вал у нас (со слов исполнителя, банкет был шикарный). К слову, у нас не гребновалостроительный завод, немного другой профиль.
Не, не про сварку, но навеяло воспоминания про подобный колхозный ремонт плавучего крана (сам кран на видео https://vkvideo.ru/video8991090_160853194?t=3m19s - КПЛ 351, грузоподъемность 350 тонн). Умудрились сломать гребной вал. Кран приписан у нас (в Дубне). Ждать вал из Австрии, а уж тем более тащить туда сам кран в разгар навигации сильно не хотелось. Сделали вал у нас (со слов исполнителя, банкет был шикарный). К слову, у нас не гребновалостроительный завод, немного другой профиль.
-
Три вида технологии изготовления подобных изделий: литье в кокиль (а бывает и в землю); изотермическая штамповка; точение из поковки. Большинство потребителей делят колесные диски на литые и кованые (которые это самое большинство не отличает от изотермически штампованных и изготовленных из поковки точением). Что про данную ступицу - литье в кокиль. Для такого вида литья алюминиевый сплав должен обладать высокими литейными свойствами, значит высокое содержание кремния, и низкий предел текучести у изделия. На примере со ступицей видно, что разрушение хрупкое. Дерзко.
-
Все намного хуже. Данное болтовое соединение (крепление звездочки) работает на смятие-срез и частично на трение от усилия затяжки болтов (степень этой частичности я не считал, так что примем что небольшая). Соединение, работающее на смятие-срез, предполагает высокую точность выполнения совмещаемых отверстий. Аварийная и сварочная деформация привели к значительному смещению отверстий под болты, плоскостей вращения и соосности осей вращения (посадочное подшипников и звездочки). Как результат, при данном виде мех. обработки, реально работает только одно ухо (совпадают координаты отверстия под болт и посадочное на ступице/звездочке). Если случилось чудо - работают два уха, а если чудесное чудо - три. Чтобы сделать правильно, необходимо довольно точное делительное устройство на токарном станке и шпиндель для координатной обработки (пока такого нет). П.С. Если кого-то смущает непрочный вид этих цепных передач, то вот некоторые примеры задних звезд, которые выглядят не очень прочно (первое фото - алюминиевая ступица и стальной зубчатый венец с креплением на заклепках).
-
Да я понял, просто я перфекционист.
-
Ступица литая. 4043 - Ваша собака кусается? - А вы заходите, она у нас недавно, мне самому интересно. Заказчик сказал, чтобы я ему просто что-нибудь придумал, чтобы можно было ездить до того, как заказанное в долгую колесо приедет, вплоть до приваривания звездочки к ступице (звездочка тоже алюминиевая). Я ремонтом "на костылях" заниматься не стал, сделал по максимуму (и по технологиям и по деньгам). П.С. А нагрузки там бывают действительно немаленькие (кстати, нагрузка или постоянная - статическая, или динамическая - переменная). Я на кроссовом мотоцикле смог цепь порвать, с разрывной нагрузкой 37 кН.
-
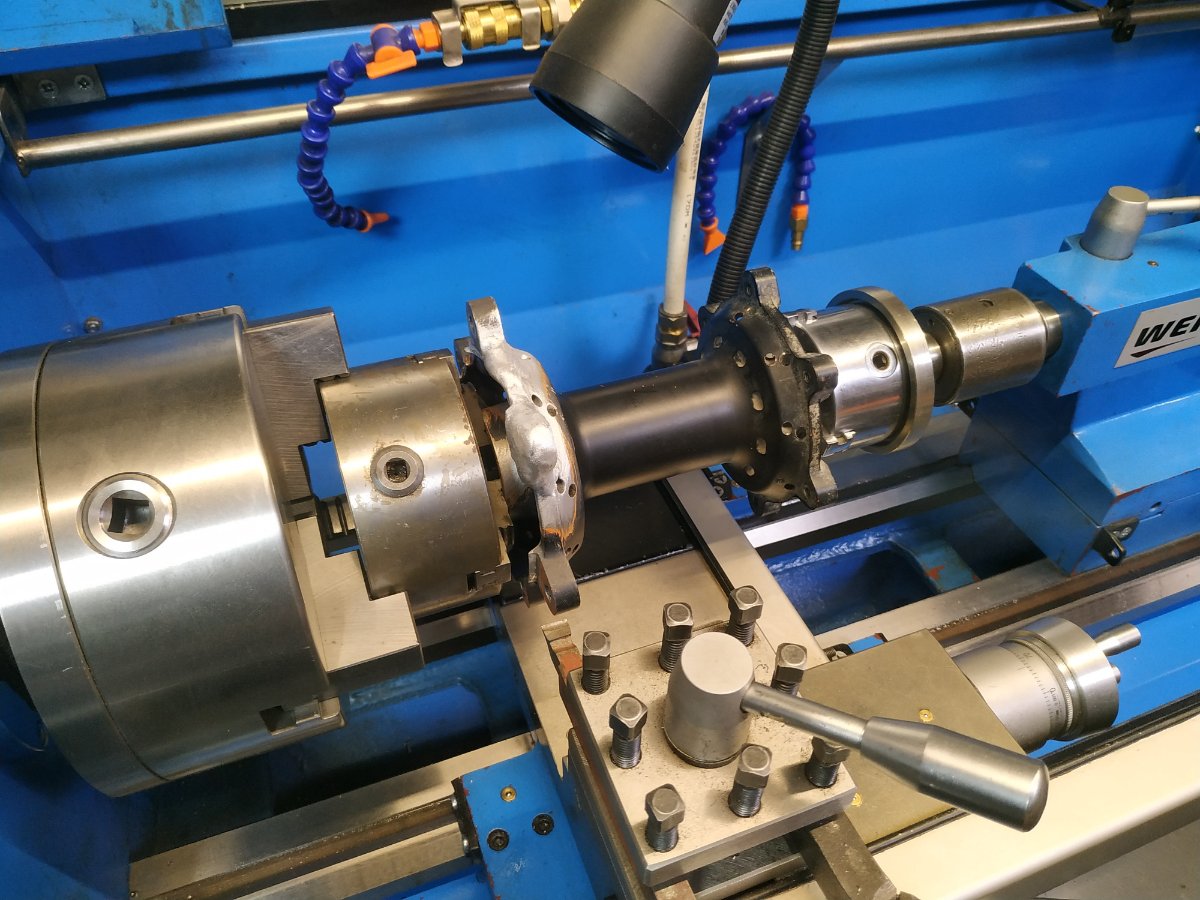
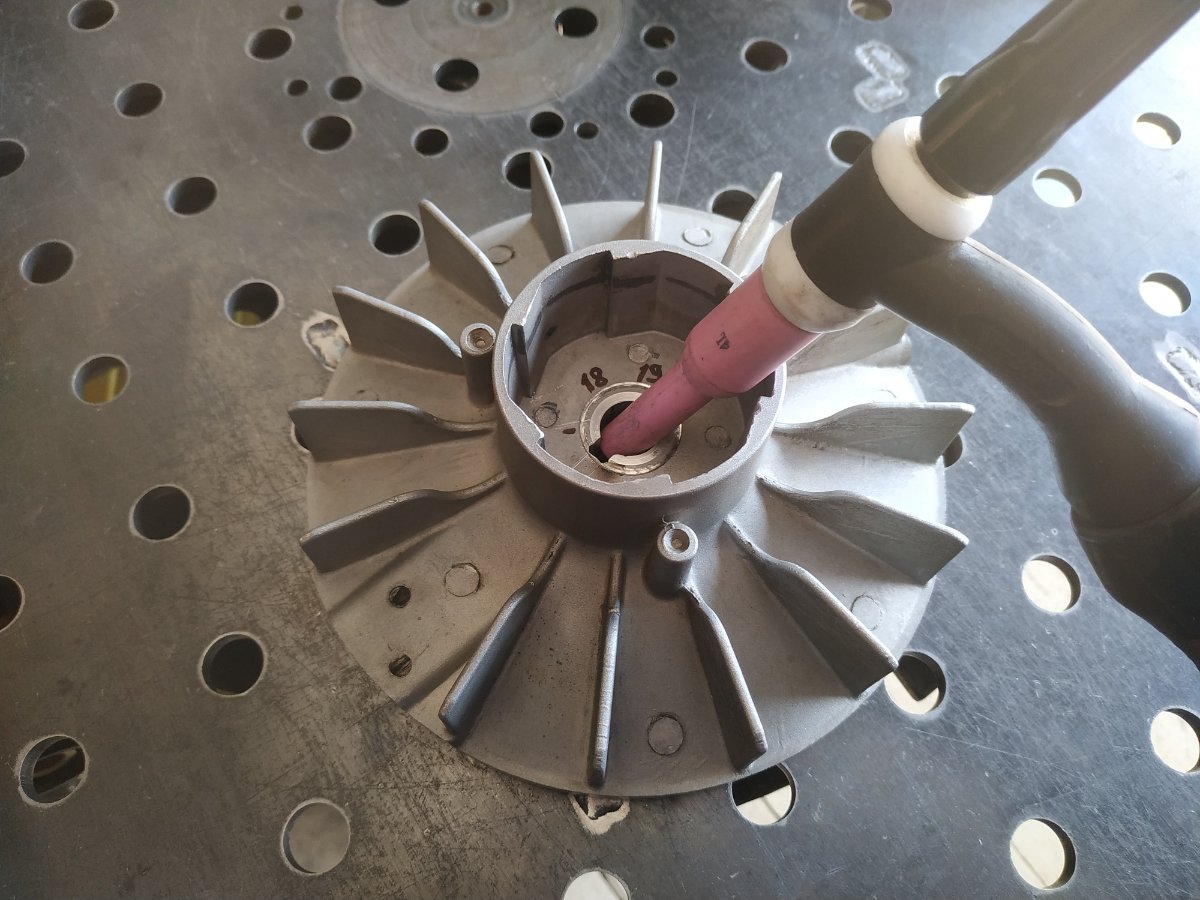
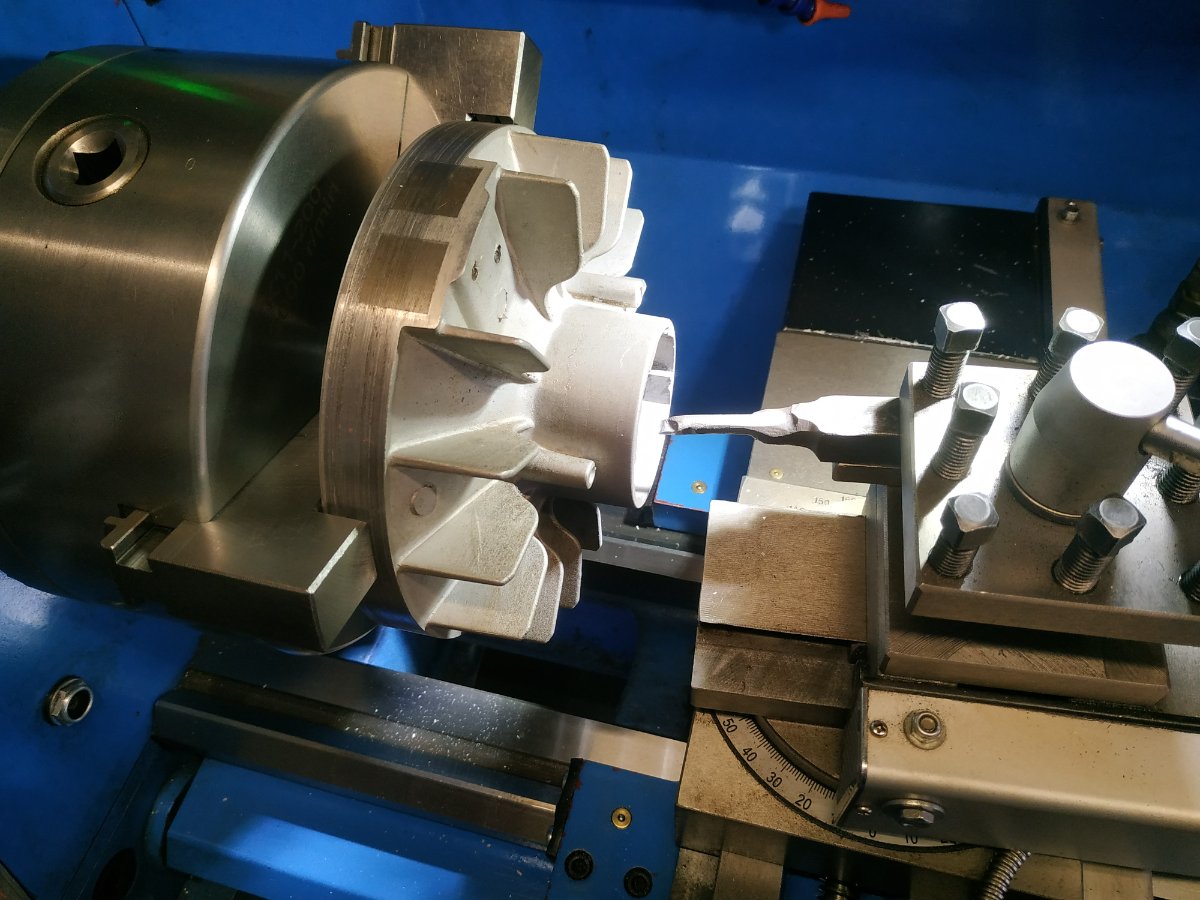
Открутилась звездочка, оторвало три уха из шести и погнуло оставшиеся. В кривых руках остался только один из трех оторванных фрагментов (остальные улетели). Утраченные фрагменты клонировать не стал, просто наплавил. Погнутость ушей рихтовать не стал из-за опасности зарождения скрытых трещин при знакопеременной деформации. Разность между оставшимися ушами в плоскости вращения - 2,7 мм (надеюсь что привод переживет смещение плоскостей вращения ведущей и ведомой звездочек). Привалочную плоскость отторцевал "как чисто" по самому "дальнему" уху. Плоскость тыльной стороны - отторцевал по самому "ближнему" уху. П.С. Опять главным в сварке оказался токарный станок.
-
https://rutube.ru/video/448daec19287a627f154220de70e9441/
-
"КЕДР COOL‑65 PROTON - Рабочий диапазон температур: от −65 C до +110 C. - Изготовлен по гибридной технологии HOAT (Hybrid‑Organic Acid Technology). - Обеспечивает высокую стабильность теплофизических свойств. - Защищает систему охлаждения от накипи, коррозии и пенообразования." "HOAT (Hybrid Organic Acid Technology) — гибридная технология производства антифризов, которая сочетает органические и неорганические компоненты. Такие охлаждающие жидкости обеспечивают защиту системы охлаждения двигателя от коррозии, кавитации и других негативных воздействий. Особенности HOAT-антифризов. Состав. В основе — этиленгликоль, к которому добавляют силикатные присадки и карбоновые соли. Не содержат аминов, фосфатов, нитритов и молибдатов. Защита от кавитации. Неорганические соли (нитриты, бораты, фосфаты и молибдаты) в составе предотвращают кавитацию — разрушение металла из-за пузырьков воздуха. Это особенно важно для коммерческой техники (грузовиков, карьерных машин и т. д.), где используются «мокрые» гильзы, подверженные кавитации. Срок службы. До 3 лет или 150 000 км пробега для легковых автомобилей, до 2 лет или 300 000 км — для внедорожной техники. Совместимость. Подходят для бензиновых и дизельных двигателей легковых и грузовых автомобилей. Совместимы с элементами из пластика, резины и эластомеров. Цвет. Зелёный, бирюзовый, синий или жёлтый. Пример товара Антифриз CARVILLE RACING G11 HOAT — готовый к применению продукт на основе этиленгликоля высшего сорта, комплекса силикатных присадок и карбоновых солей. Соответствует требованиям спецификации Volkswagen TL 774-С (G11)."
-
Всё, хорош сиськи мять! Курс молодого бойца пройден, все зачеты сданы. Патроны и гранаты получить у дежурного и в бой.
-
Что самое главное в сварке? Совершенно верно - токарный станок.
-
У меня проблема была со знаком "наоборот" (на сварочном аппарате, но сути не меняет). Официальный продавец аппарата, по доброте душевной, доработал аппарат и поставил термореле на вентилятор. Эту конструкцию я заподозрил в инертности срабатывания на высоких токах и поставил в параллель тумблер включения вентилятора. Теперь, если есть опасность быстрого нагрева на высоких токах, включаю вентилятор принудительно. Если работа на небольших токах и с длительными перерывами - оставляю управление от термореле, чтобы не шумело.
-
- Ты где работаешь? - Аэродром подметаю. - А что, зарплата большая? - Да самая мизерная. - Так увольняйся. - Да ты что, чтоб я авиацию бросил! Для меня сварка (в виде прибора) всего лишь инструмент, один из многочисленных. И я всегда стремлюсь, чтобы он, инструмент, мне доставался самый продвинутый, в рамках моей покупательной способности + еще чуть-чуть добавить сверху, дабы "... не было мучительно больно за бесцельно прожитые годы...". Когда я себе ТИГ выбирал, то опыт эксплуатации у меня был только в виде сундуковой Бримы от моего знакомого - посваривал пару раз. Так что, при выборе я действовал в условиях высокой степени неопределенности. Выбор свой остановил на Тритоне. В описании от продавца и в мануале было все подробно разжевано по предназначению режимов, коих было в аппарат накидано очень прилично по тем временам (да и по сегодняшним). Из понятных мне плюсов, был прямой вход в пункты меню, а не циклограмма, которая меня просто бесит с ее "круговоротом" и постоянными проскакиваниями "мимо поворота". Но были и недостатки (стали понятны в процессе эксплуатации). Самый существенный - отсутствие регулировки тока поджига на АС. Второй минус - мелкие пиктограммы на панели. Отсутствие дисплея - сейчас минус, а тогда таких предложений не было. Если Тритон сравнивать с моей Чеборой 180-й, то он варит (на АС) субъективно лучше, так что аппаратом доволен и варил бы им, если бы не было Чеборы.
-
Наверное все же следует заузить круг рассматриваемых хозяйств. В некоторых хозяйствах и отвертка отсутствует. Это форум не "любителей итальянской оперы" и по большей части народ здесь не Риголетто слушает. Будем считать что присутствующие - технически подкованы (или по крайней мере к этому тяготеют). Вот лично меня сильно угнетает когда что-либо приходится делать голым пальцем. Сразу портится настроение и это "что-либо" делать совсем не хочется, потому что приходится решать не техническую задачу, а всячески приспосабливать палец. А клянчить на стороне (как инструмент-оборудование, так и услугу) пролетарская гордость сдерживает. П.С. У меня не мастерская (тем более не производство), просто так выглядит мой образ жизни (я лет с восьми занимаюсь техникой и это банальная зависимость). Все оснащение - это результат решения каких-то конкретных проблем. Для ясности приведу яркий пример. Возникла необходимость качественно удалить масло из неудобного объема. Вот результат (на фото). При этом, я шестьдесят лет без этого обходился и скорее всего оставшееся время тоже обойдусь (сам удивился своему неадекватному решению). Но не смог устоять от рукоблудия. Ах да, про ТИГ. "Самое дорогое у человека - это жизнь. Она даётся ему один раз, и прожить её надо так, чтобы не было мучительно больно за бесцельно прожитые годы... И надо спешить жить. Ведь нелепая болезнь или какая-нибудь трагическая случайность могут прервать её." (с)
-
Спор о надобности ТИГ в хозяйстве - вчерашний день. Ноне место ТИГ, в этом споре, занял "гиперболоид инженера Гарика" (лично я уже гипотетически чешу репу о нем, так-как раскрой сильно хочется, хотя, в этом самом хозяйстве стоят уже без дела два ТИГ и два МИГ и паяльников не счесть). П.С. У меня не производство, а самое, что ни на есть, натуральное хозяйство.
-
https://rutube.ru/video/6da9de3790c27ef718bca357d9a29eda/
-
"Образование не лечит от глупости, оно её вооружает." - Escolios a un texto implícito (Nicolás Gómez Dávila)
-
Нудно поумничаю. Если рассматривать выбор аппарата как составляющую такого процесса как "Проект"="project" (в управленческой деятельности). То он, выбор, будет подчиняться "тройственной ограниченности".
-
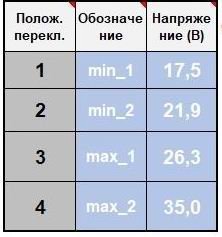
Грубо. Скорость от 1 до 10 с дискретностью 1 и напряжение от 15 до 35 вольт с дискретностью 1 - уже 200 вариантов.
-
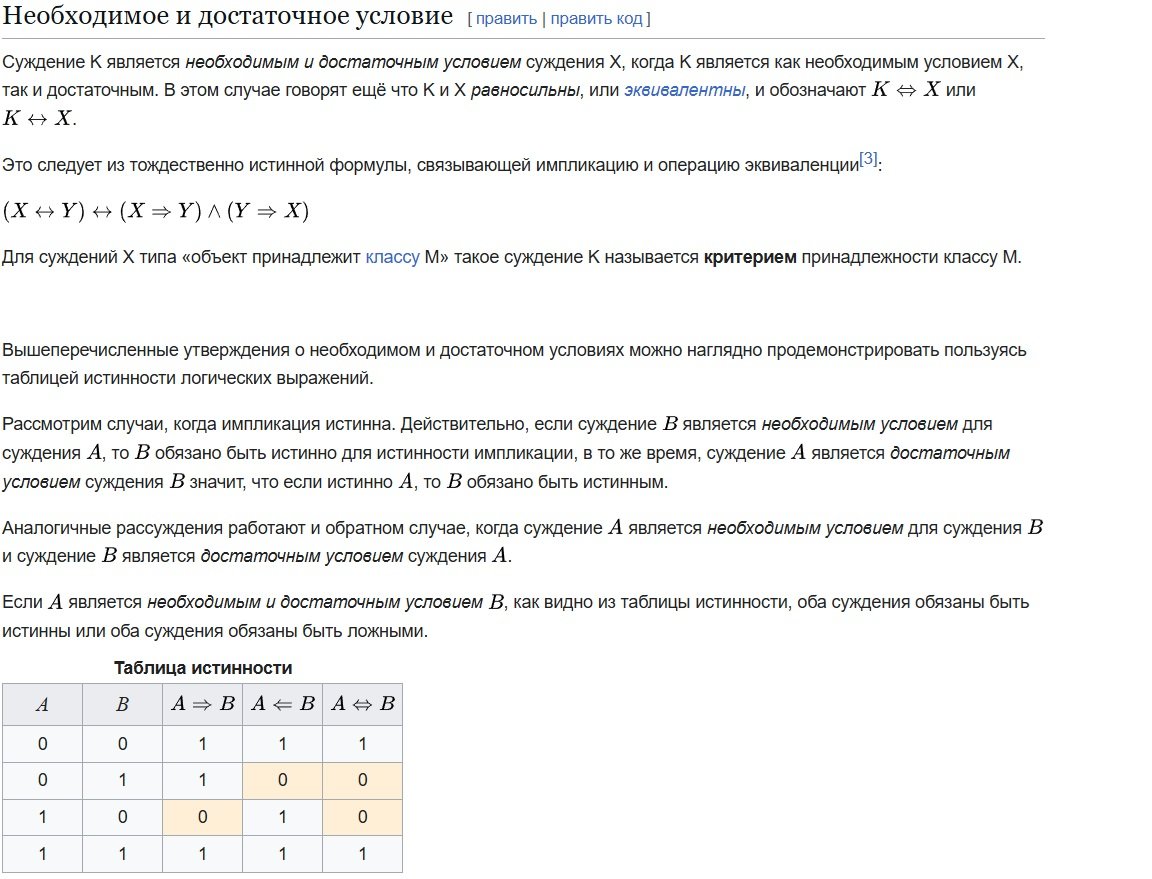
"Чему нас учит семья и школа? Что жизнь сама таких накажет строго." (с) Есть такой принцип необходимой достаточности.
-
Я уже писал, что "В науке, как и в любви, концентрация на технике нередко приводит к импотенции." В этих ваши настройках, Вы полезли в какие-то дебри. Какие швы, какое проплавление? У Вас сопло засерается, что говорит о том что горение дуги совершенно неправильное. Начинать нужно с буквы "А" в алфавите, а не с "Х" заниматься. Научитесь настраивать горение дуги. Для этого нет необходимости покупать новые рельсы и полировать их до зеркала. Достаточно вот такого, высокотехнологичного приспособления (на фото 1). Способ применения: горелка в одной руке, крутилка в другой руке (если все делается руками). И настоятельный совет: смените проволоку на 0,8. Ну и что, что у вас есть 1,0. А если бы была 1,6 , мы бы тут еще на тридцать страниц сиськи мяли? П.С. Мудрая мудрость. Чем хорош полуавтомат. Им можно по ржаво-незачищенному заварить так, что никто и не заметит. Я вот полуавтоматом варю крайне редко (нет желание сварочный стол, кафельный пол и себя брызгами дрызгать) и тогда, когда нет желания что-то зачищать, или качества ТИГовского не надо. Из того, что было перед глазами (фото 2) - прихватил ТИГом, а заварил полуавтоматом и даже не смотрел какие там настройки стоят, заварил на том что стояло, пофиг. Заварил бы и ТИГом, но по незачищенному сильно электрод обгарает, точить больно уж часто надо. П.П.С. Ответственные конструкции необходимо варить по все правилам.
-
-
Так, не отвлекаемся господа, у нас миссия.
-
А потом в этих закладках...
-
Вот как у меня на аппарате. Всего лишь. Как я должен процесс настраивать - выбрать одну конкретную подачу и щелкать четыре варианта напряжения?
-
Ну почему так-то? Это полуавтоматическая сварка. Регулируется горение дуги. И еще. Зачем миллиметровую проволоку? 0,8 практически все задачи закрывает. Повышать толщину можно когда уже явно производительности не хватает на больших толщинах и разделках. На малых токах большая толщина проволоки будет усложнят процесс горения.