hvr63
-
Постов
1 386 -
Зарегистрирован
-
Посещение
-
Победитель дней
118
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Оксидная пленка - это тугоплавкое образование. Разбивают ее механически на положительной полуволне для того, чтобы ее большие куски не попадали в сварочный шов, так-как посторонние включения ухудшают его прочностные свойства. Мелкие, разбитые части оксидной пленки, или испаряются, или стекают по поверхности сварочной ванны к краю. Нестабильность сварочной дуги при плохой очистке происходит вплоть до расплавления металл и начала работы эмисси должным образом. Так-как оксидная пленка это диэлектрик, то при окончании сварки, когда происходит спад тока (особенно до слишком заниженного), наступает момент, когда пленка перестает разрушаться. Этот момент и выражается в пердеже из-за срыва поджига дуги на одной из полуволн. Такая же картина наблюдается при начале сварки, точно по той же причине, только в обратном порядке.
-
Это все для экономии газа. У меня самое ходовое сопло 8. И голова не болит за защиту.
- 3 331 ответ
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
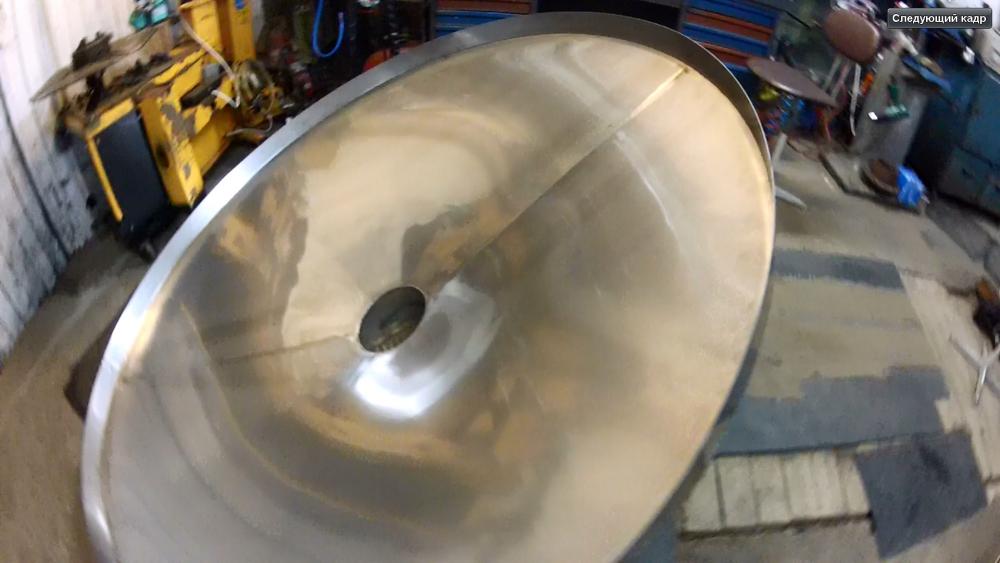
Это плакировка сгорела.
-
В детском саду дети начали разговаривать матом. Стали выяснять. Оказалось приходили два сантехника, трубы переваривали. Вызывают их, спрашивают, как было дело. - Да ничего особенного, начали трубу варить, я говорю: "Уважаемый Степан Иванович, не соблаговолите ли Вы варить аккуратнее, а то мне окалина за шиворот падает".
-
И что, теперь можно матищем на форуме? Здорово!
-
D3,2 к D3,0. Телом.

-
 Небольшая справка. Температура в центре столба дуги в аргоне примерно 16 000 К (в гелии 25 000 К). Температура плавления алюминия 933,5 К. Температура кипения алюминия 2 792 К.
Небольшая справка. Температура в центре столба дуги в аргоне примерно 16 000 К (в гелии 25 000 К). Температура плавления алюминия 933,5 К. Температура кипения алюминия 2 792 К. -
Это сталь.
-
Есть очень много демо-версий программы (это которые абсолютно даром).
-
Не хочу каркать, но с колесами будущее может не наступить.
-
Вот может это подойдет под такое развернутое ТЗ https://bigital.ru/programma-dlja-sozdanija-poligonalnyh-razvertok/
-
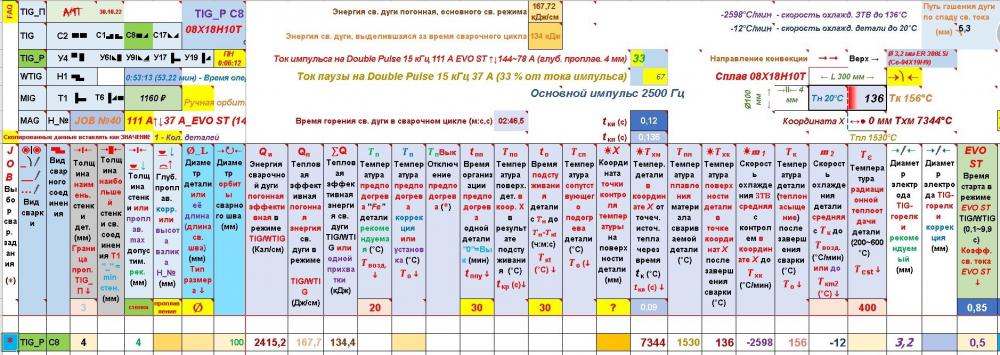
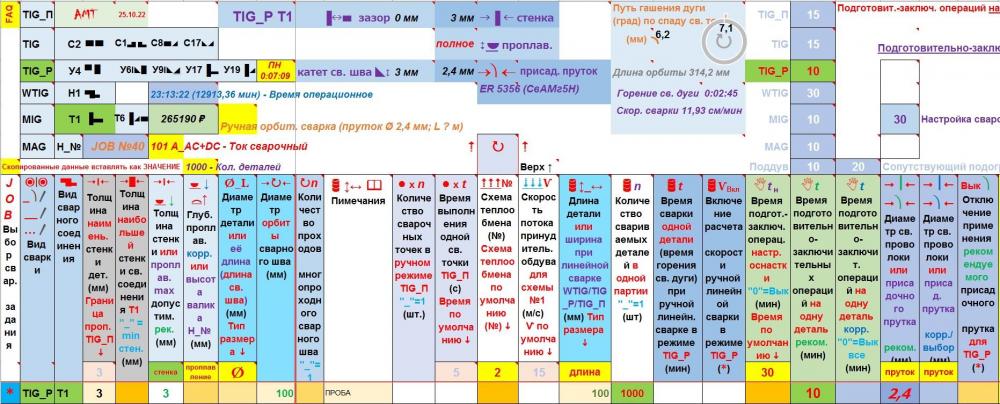
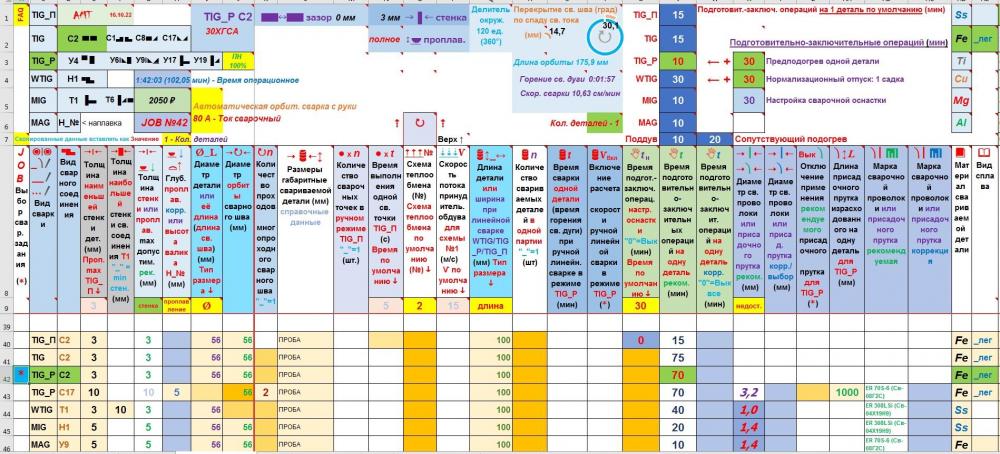
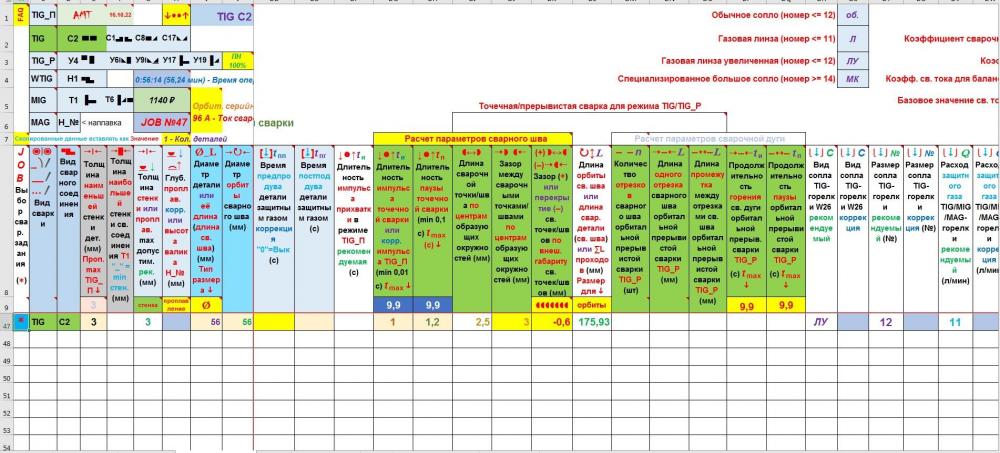
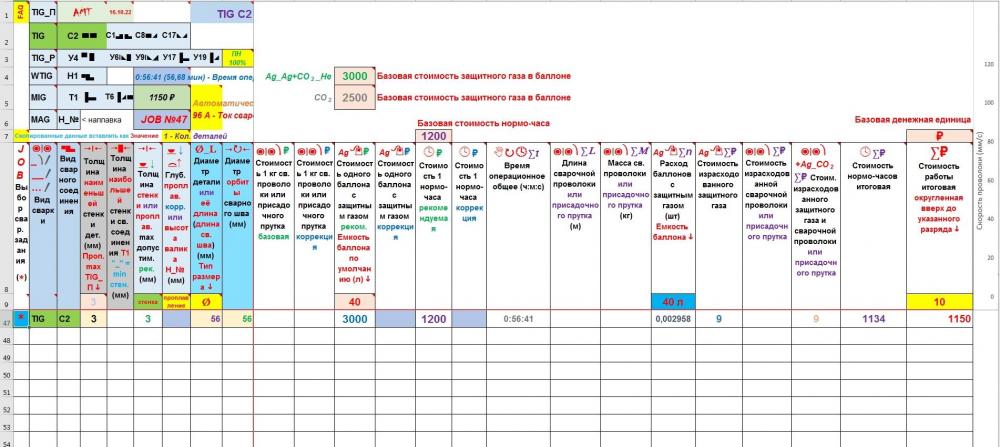
Забыл рекламно-пафосно описать программу. Программа представляет из себя логическую систему, облегчающую, или полностью берущую на себя, принятие решения по сварочным настройкам в широком спектре сварочных заданий, в режимах автоматической, или ручной, орбитальной, или линейной сварки (TIG/WTIG/MIG/MAG).
-
-
Дело в том, что я сам себе нормоконтроль, так-как "сам испек - сам и ем". Если сторонний заказчик мне будет тыкать в нос ЕСКД, то он пойдет лесом, так-как без таких есть чем себя занять. Я работаю на результат и обеспечиваю заказчика реально-исполнимой конструкцией, без многодневных терок по технологии исполнения.
-
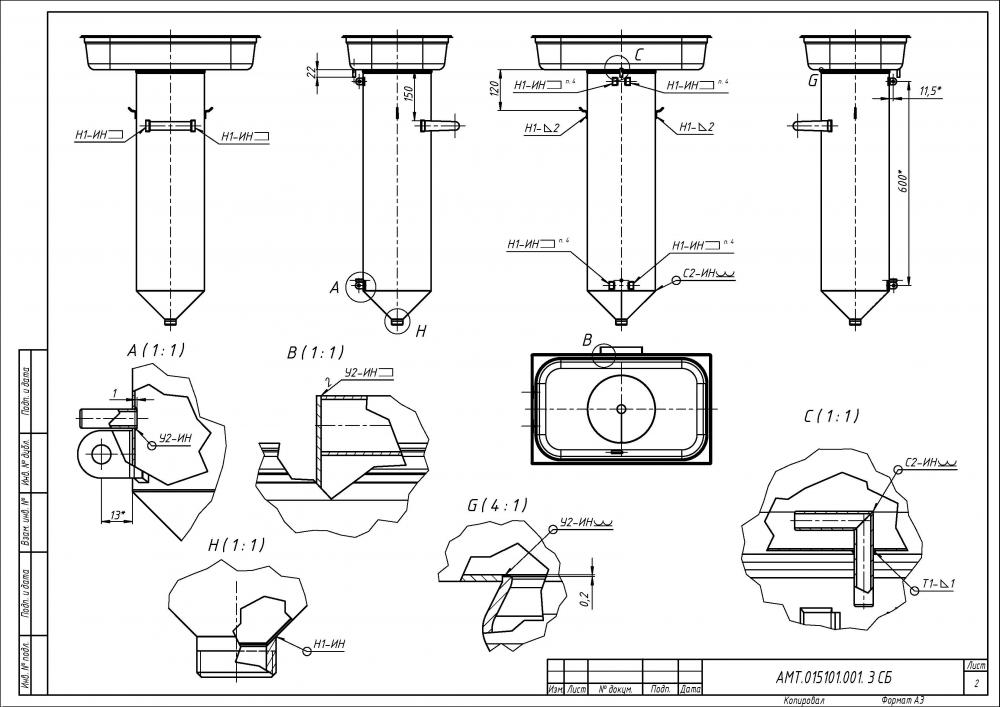
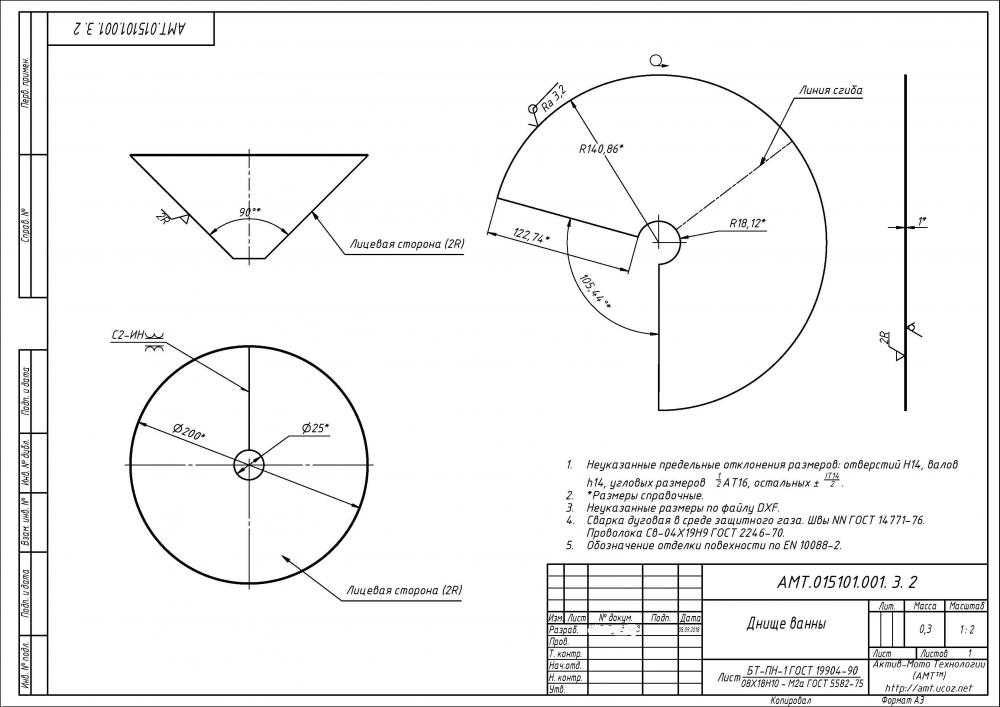
- На ЕСКД плевать. - Линия сгиба потому, что конус не вальцованный а гнутый. - Зачистка где не указана, значит ее нет. - 2R По теме не знаю, даже не пытался вникать, я же не на работе, мне так - поболтать.
-
Как конструктор - конструктору скажу (банальные вещи наверное). Существующая догма на недопущение конструктором установки технологии выполнения изделия (с известными оговорками), зачастую рождает для конструктора сильную головную боль. Запаришься в цех бегать и объяснять свои мысли исполнителю. Я всегда в конструкцию закладываю технологические возможности исполнителя, если конструкция не обезличенная по исполнителю. Если исполнитель обезличен, то по возможности стараюсь опереться на технологию исполнения попроще, а не на ту, которая применяется в NASA, или НПО Лавочкина. Вот для примера пара чертежей с установленной технологией исполнения под известного исполнителя.
-
Да.
-
Вот 1 мм нержавейка. Сплошной шов и даже не пульс. Ничего не ведет, не коробит (можно по отражению посмотреть). Конструктор, технолог и сварщик сидят на одном стуле. Я к чему? Необходимо согласовывать действия этих трех, по отдельности уважаемых персонажей.
-
Ну а чё, тоже сварка...
- 1 252 ответа
-
- 13
-
-
Адрес почты в личку, отгрузку проведу незамедлительно.
-
Ток розжига не регулируется, но исхитриться можно.
-
Продам за 3000=00 руб. Системные требования: Excel 2016 Заинтересовавшимся вышлю демо-версию программы. aktivmoto@yandex.ru Краткое описание в PDF АМТ.131001.001 - Программа Автомат сварочный - О программе.pdf
-
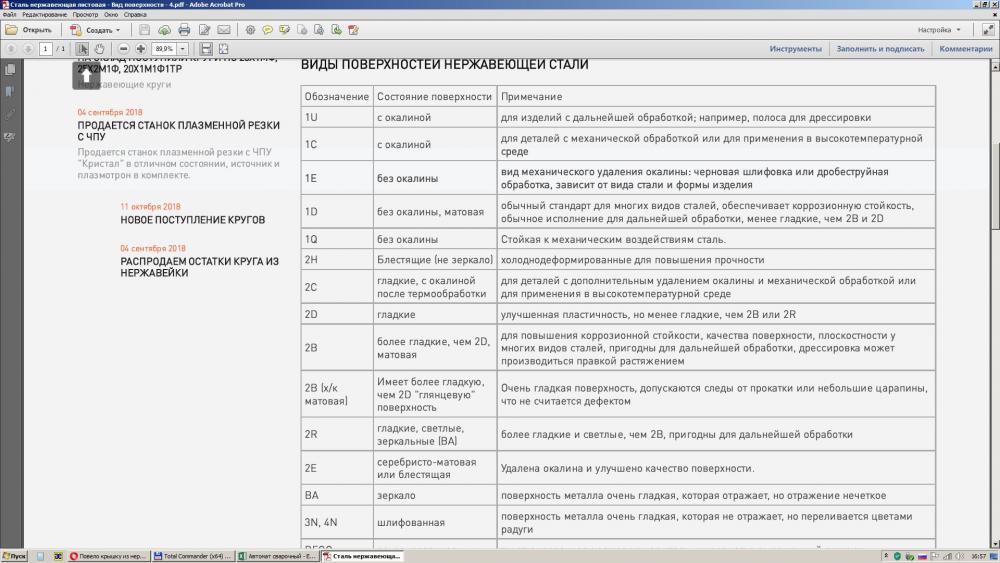
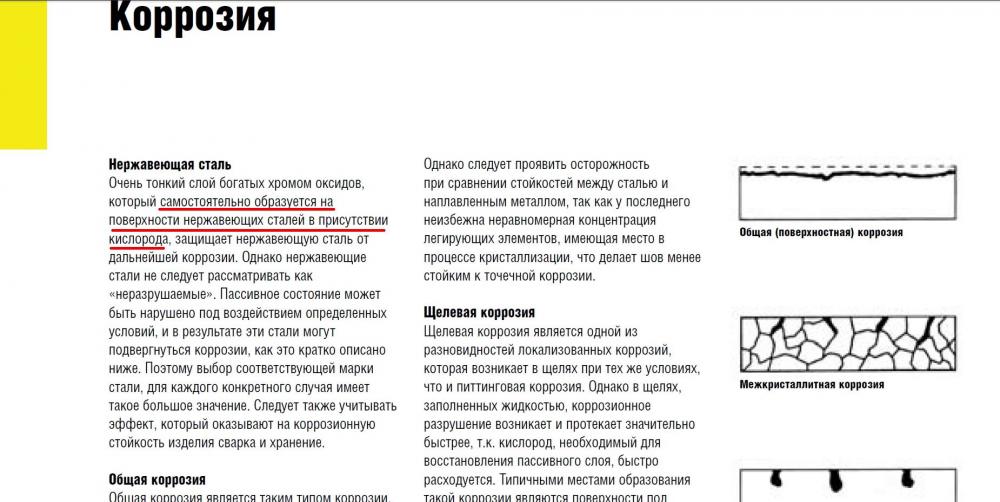
ESAB - Информация и руководство по травлению нержавеющей стали.pdf
-
Может не по теме. В бытность службы механиком на самолете, в мои обязанности входила заправка-слив жидкого кислорода системы дыхания летчиков. Сей перфоманс происходил перед-после каждого полета. После полета кислорода оставалось в сосуде прилично и сосуд емкостью был приличный (экипаж 6 человек). Слив происходил до банальности просто, кран открыл и из сливного отверстия внизу фюзеляжа кислород потек прямо на бетон. В холодное время даже лужица успевала образоваться. Ну так присматриваешь, чтоб не в лужу с маслом, но никто площадку под сливом с мылом не мыл. А площадка иногда сильно загрязнялась, например при замене тормозных камер на колесах шасси. Случаев возгорания кислорода с такой процедуры, я не припоминаю. Если бы нечто подобное было, то обязательно такие случае до личного состава доводились бы. При заправке тоже особо никто не церемонился, машина с кислородом подъезжала, подстыковывалась и понеслось. Заправка происходила до перелива: как кислород потек из дренажа - идешь краник закрывать. А под самолетом могло еще несколько технических машин болтаться и люди суетиться.
-
Теорему Ферма доказали, а это уравнение - сущая безделица.