hvr63
-
Постов
1 418 -
Зарегистрирован
-
Посещение
-
Победитель дней
126
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
 Липилами так и делается. Краска довольно эластична на изгиб. И в принципе и на растяжение держится на стыке с герметиком, но со временем может треснуть. Поэтому на таких местах применяют "расшивку шва", ну если более понятно - как русты между плитами потолочного перекрытия, чтобы был меньше риск растрескивания.
Липилами так и делается. Краска довольно эластична на изгиб. И в принципе и на растяжение держится на стыке с герметиком, но со временем может треснуть. Поэтому на таких местах применяют "расшивку шва", ну если более понятно - как русты между плитами потолочного перекрытия, чтобы был меньше риск растрескивания. -
Стыки нахлестных соединений никогда не шпаклюют. Туда наносят шовный герметик на основе модифицированного силикона (MS-герметики), или полиуретановые (PU).
- 21 ответ
-
- 1
-

-
За себя скажу. Сварка MAG через перфорацию (MAG - для уменьшения ограничений по пространственному положению). Если стыковой шов, то С5, с приваркой подложки через перфорацию. Контактная сварка больно муторна: нужна тщательная подготовка стыкуемых поверхностей; разброс результатов из-за подготовки поверхностей.
- 21 ответ
-
- 1
-
-
А вот вот это не про это? https://ru.wikipedia.org/wiki/Кривая_Пашена ПС. Лично я в физике не разбираюсь.
-
Две недели я уже израсходовал. Еще неделя-две и золотой ключик у меня в кармане. А если совет посоветовать... То от меня он будет таков: линейный режим, высокий ток и максимально-высокая скорость. Это по моему опыту автоматической сварки и по предварительным результатам от написанию программы. С пульсом нужен богатый опыт по результатам от настроек.
-
В моем примере все сварено в линейном режиме. В пульсе медленно получается. Кстати про пульс. Сейчас занимаюсь написанием программы по расчету теплофизики сварочного процесса. Меня с детства мучил вопрос: по каким критериям настраивать пульс и соответствует ли его металлургия правильным критериям. Вот допишу и тогда будет ответ по истинному тепловложению на пульсе. И заодно будет ответ: соответствует ли температурное поле пульса (в том виде, в каком мы его привыкли настраивать) допустимым значениям.
-
Про поведет. Вот, для примера. Нержавейка. Ни одного сгиба, все сварено из фрагментов, телом. Абсолютно ничего не повело. Главное высокую скорость держать.

-
Легче всего вырезать на лазере с перфорацией под сгиб
-
Не, тут лясы точатся про поддув, не про пшик.
-
- Наверное самое оптимальное решение. - На импульсный режим проще вычислить значение из параметров импульса.
-
Если решать единичную задачу, то можно и клещами, но если это рутинная задача, то без цифрового отображения тока на аппарате сложно жить. Я пока функцию расчета погонной энергии для MIG-сварки не задействовал. Я речь вкл про сварочный автомат. Там скорость сварки известна. У меня то место (автоматическая сварка), где действительно необходимо считать. И как раз абсолютные значения не столь важны. Важно наглядное отображение динамики изменения при различных сварочных режимах. Вот меня мучил вопрос по импульсной сварке, насколько он холодней. Зная общую и погонную энергию картина начинает прояснятся. Тоже самое и по точечной сварке. Но собственно я привел в пример мою проблему для того, чтобы сказать, что показания силы тока на аппарате иногда востребованы. Ну, правда, если еще и напряжение отображается.
-
Столкнулся с проблемой. Потребовалось рассчитать для сварочного автомата погонную энергию (ну типа тепловложения) сварочного процесса. Если с TIG еще более-менее решаемо, есть и ток и какое-то напряжение, то для MIG я потерялся. Напряжение есть, а откуда ток брать? У меня показометра тока на аппарате нет, а вот он бы существенно облегчил задачу.
-
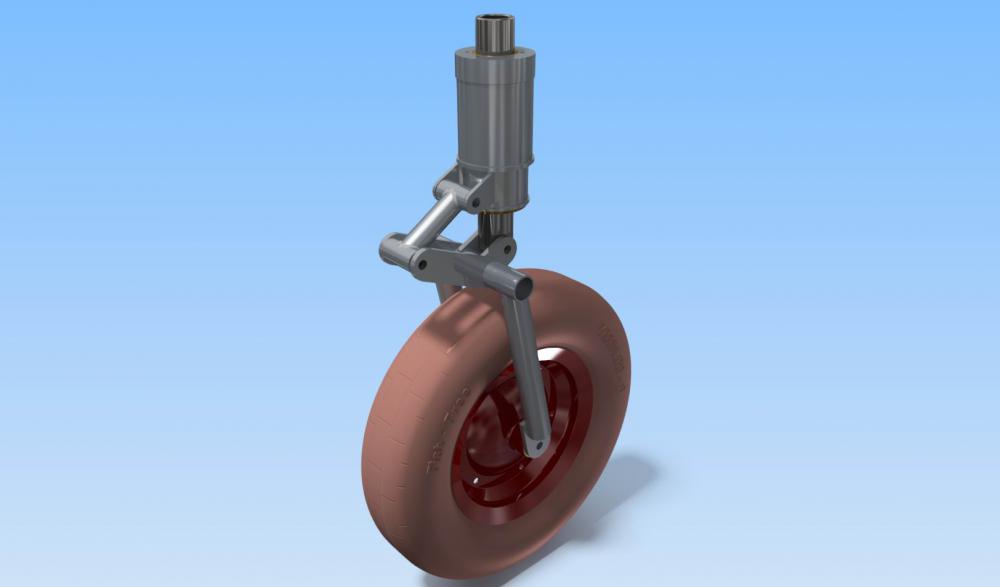
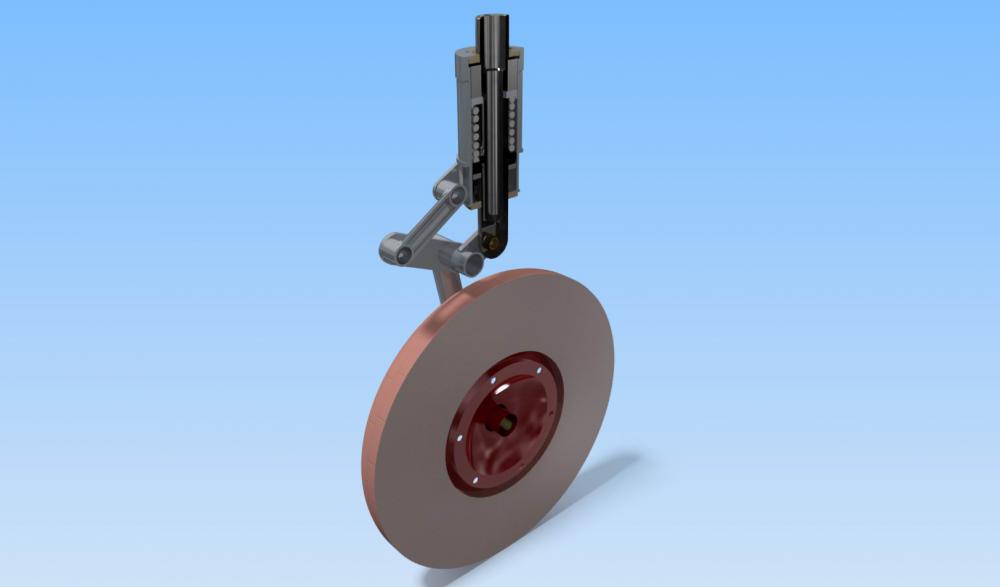
Очередной самолетик сделанный кое-как. Исправлял конструкцию передней стойки шасси, старая не работала и ломалась. Пришлось вписывать в имеющийся формфактор фюзеляжа и систему поворота колеса, с минимизацией переделок. Фото готового чего-то не нашел, может и не делал.
-
А как же отбеливание?
-
Вот ведь немцы бракоделы.
-
Всем спасибо!
-
Тут есть зависимость от пространственного положения шва. При тавровом соединение в нижнем положении обычно одна деталь - горизонтально, другая - вертикально. В таком случае нагрев не симметричен, ванна должна течь еще и с учетом гравитации.
-
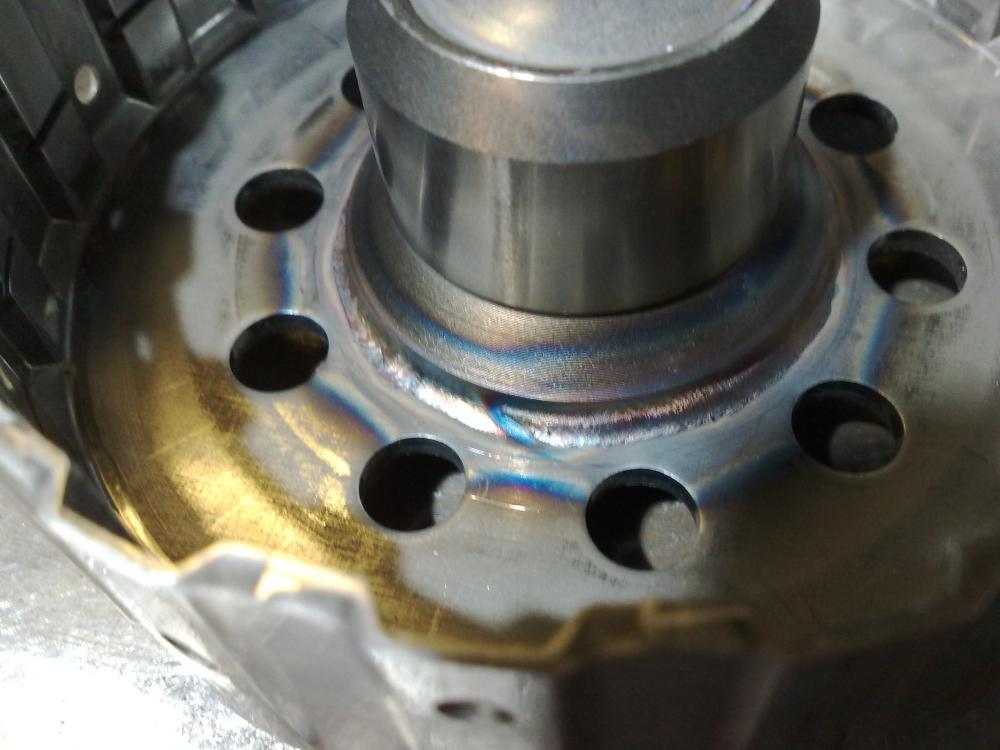
Как раз при большем токе и нагрев больше и ванна жиже и из под защиты шов быстрее выходит. При больших токах и скоростях нужно увеличивать диаметр сопла и расход газа. Других фото нет, покажу уже не раз публикованную муфту. Ток, по моему 120-130, линза увеличенная, сопло 12, расход 12-13.
-
Линза обычная или увеличенная, а то у меня с обычной линзой и нержавейку варит с проблемой. А по существу, на чернухе должен быть шов правильный, а не цвет. Акаленостойкость у чернухи гораздо ниже чем у нержавейки и добиться, чтобы было без окалины нужно специально для этого меры принимать. Смысла в этом нет.
-
А что на горелку накручено?
-
"Пушнина" по аналогии сдачи охотниками пушнины.
-
Тосол. ТОС - "Технология органического синтеза" название отдела-разработчика НИИ органической химии и технологии. -ол - принятое в химии обозначение спиртов.
-
Зря я пожалел пакистанцев. Вот в соседней мастерской все по нормальному делают. И по грузовым меркам недорого.
-
Да я и забыл что на форуме сварщиков, тут то я быстро буду разоблачен А по нагрузке - 500 и 1000 кг если не изменяет память. И по симметричности нагрузки - нужно обратить внимание на втулки, как они закрашены. Болты просто примерочные. Но и 8.8 уже высокопрочные.