Лидеры




Популярный контент
Показан контент с высокой репутацией за 18.06.2026 во всех областях
-
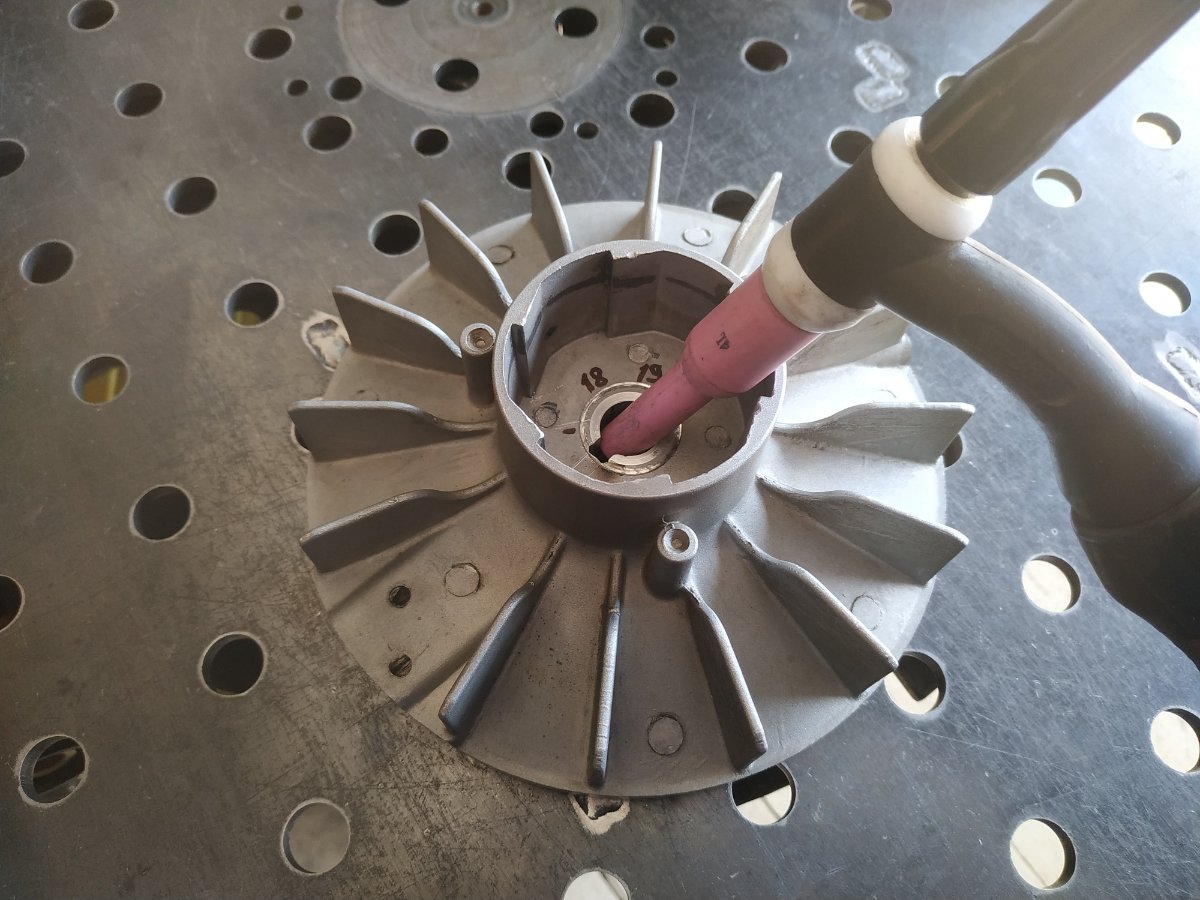
Кронштейн зеркала хонда. Увлекательное занятие,надо сказать.Жгут проводов сильно мешает сварке.
 6 баллов
6 баллов -
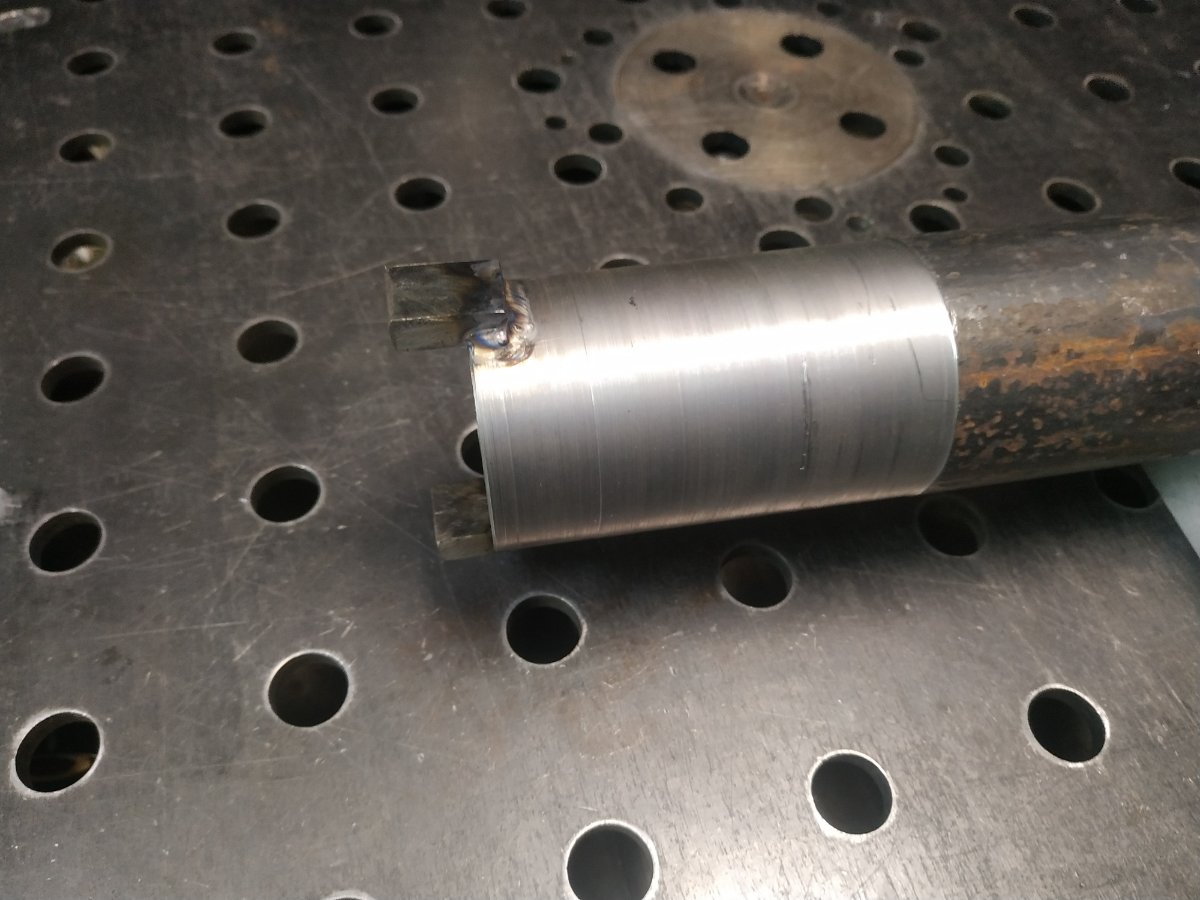
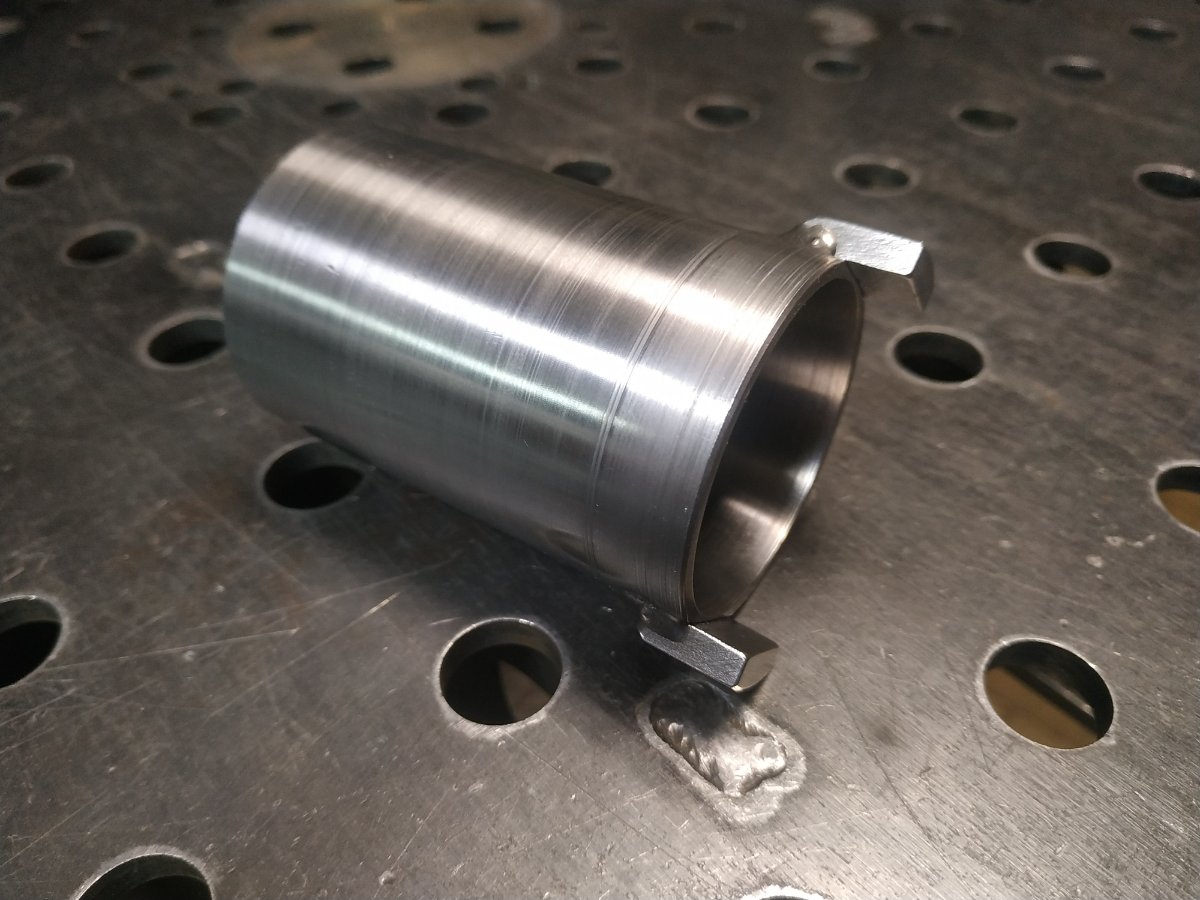
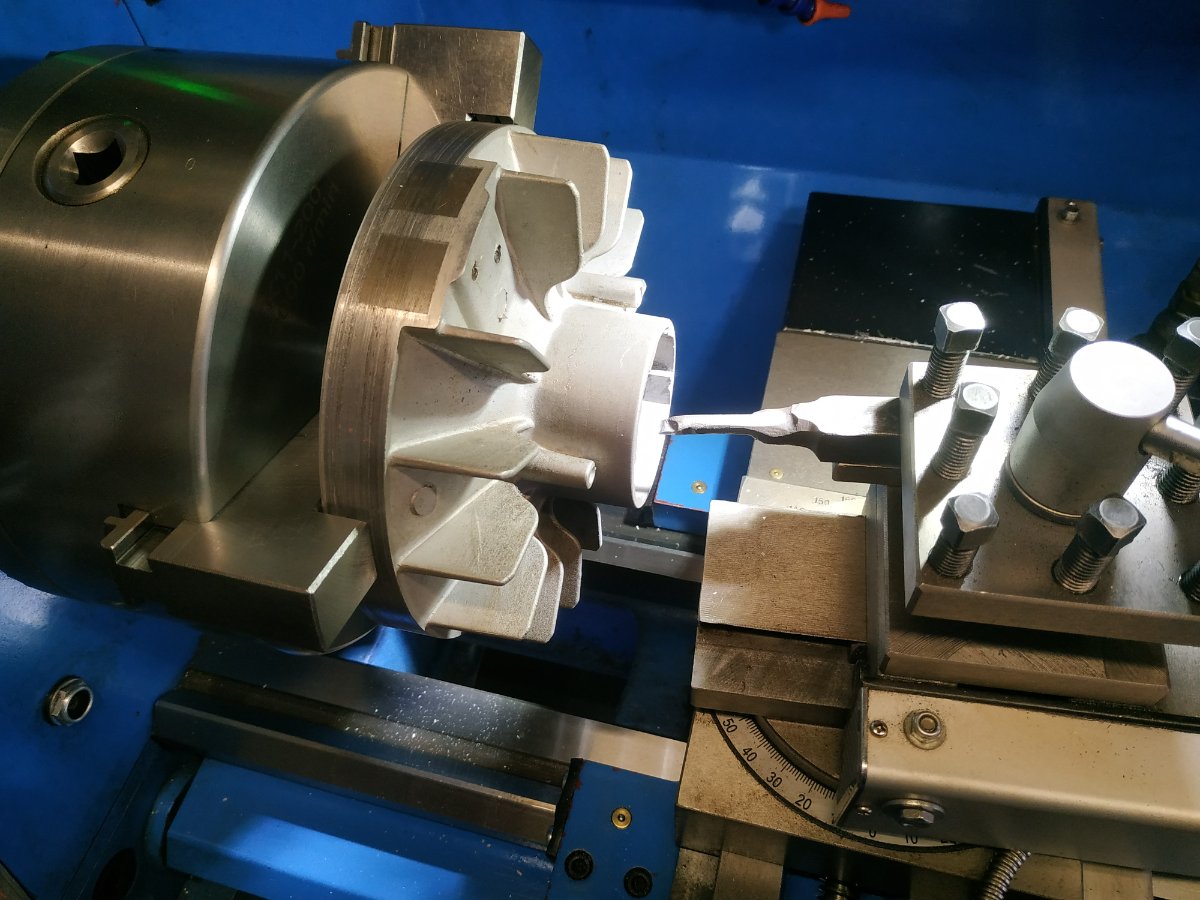
Очень не хотелось фрезеровать (хотя по правде - не из чего и нечем). Для справки: переходная втулка D50 - ISO40.
5 баллов
-
Первый пульт собрал.
5 баллов
-
Хочу поблагодарить Алексея за ремонт моего тетрикса из поста выше. Ремонт выполнен шикарно и в максимально короткие сроки. Алексей, спасибо, вы настоящий профессионал!5 баллов
-
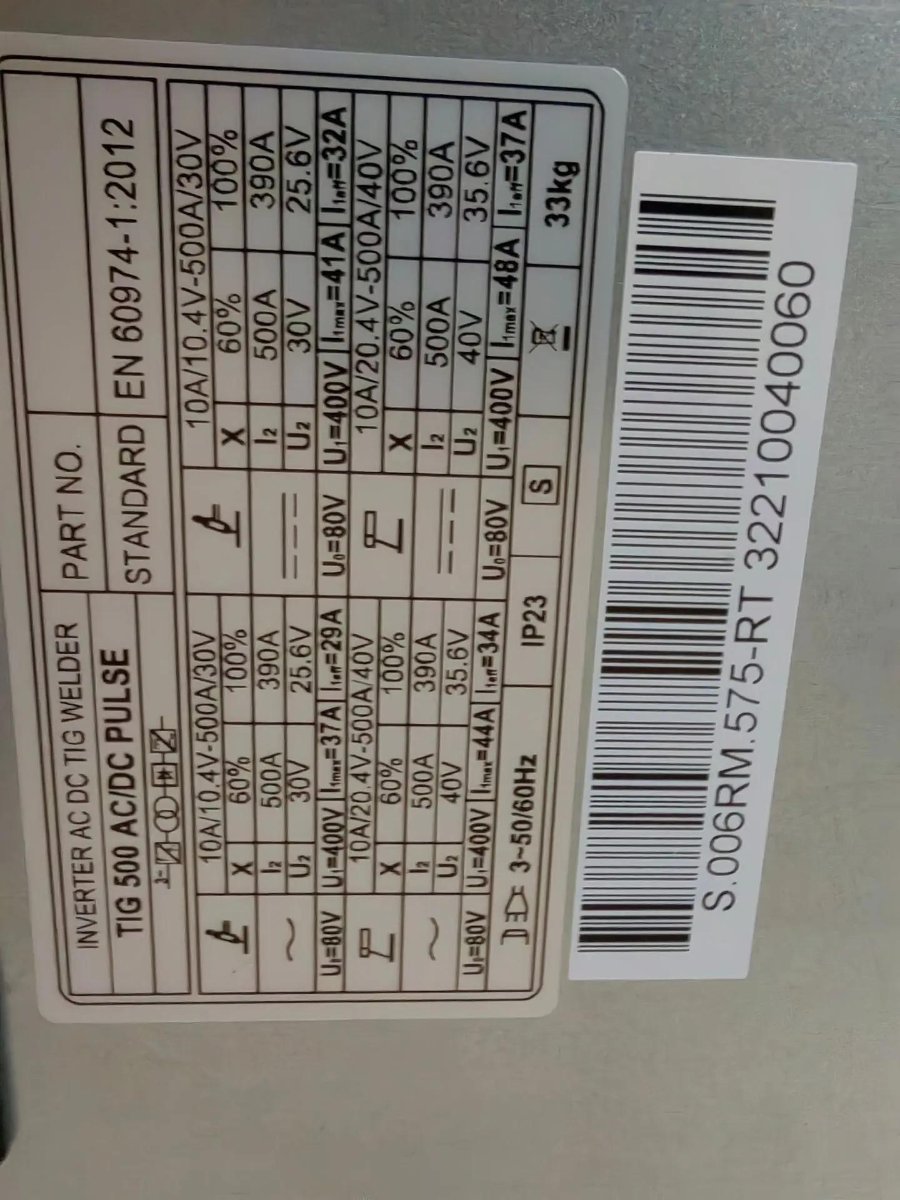
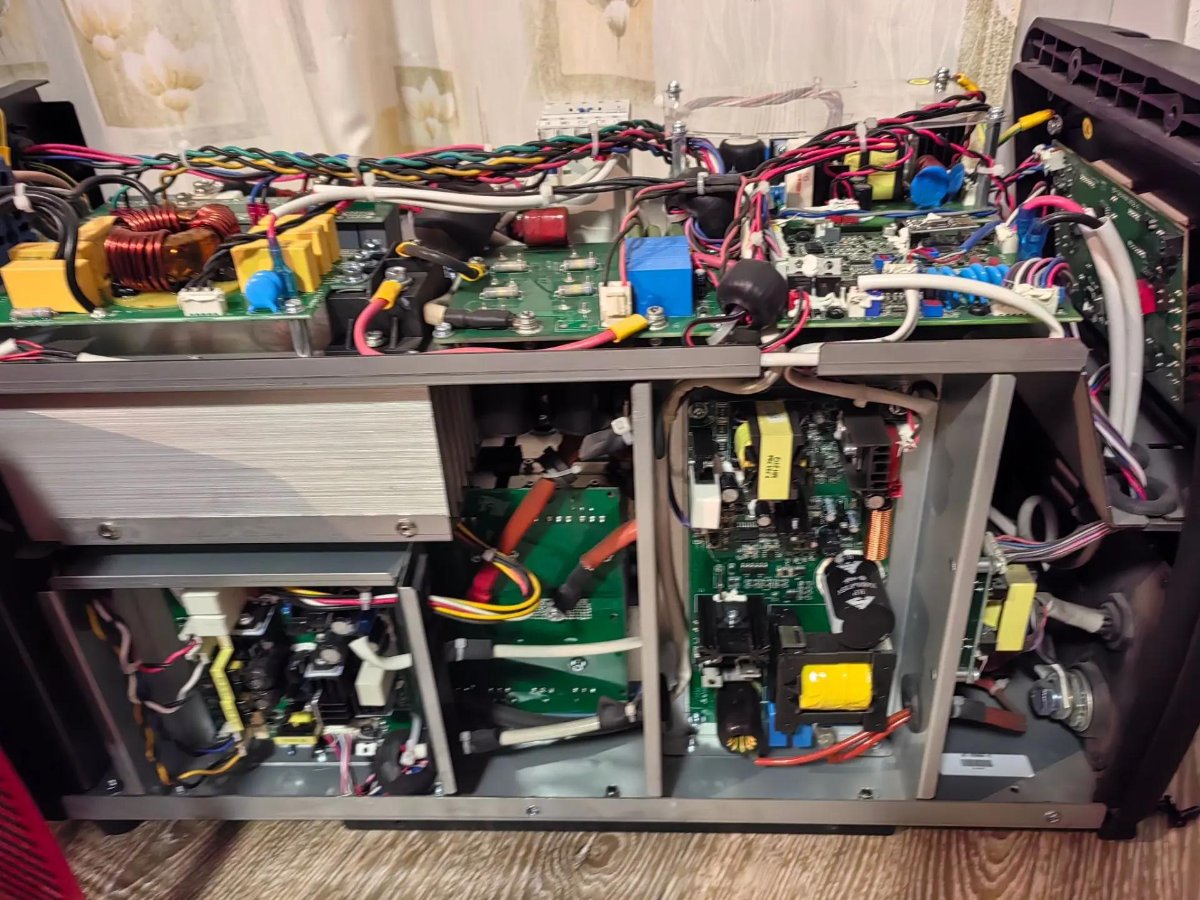
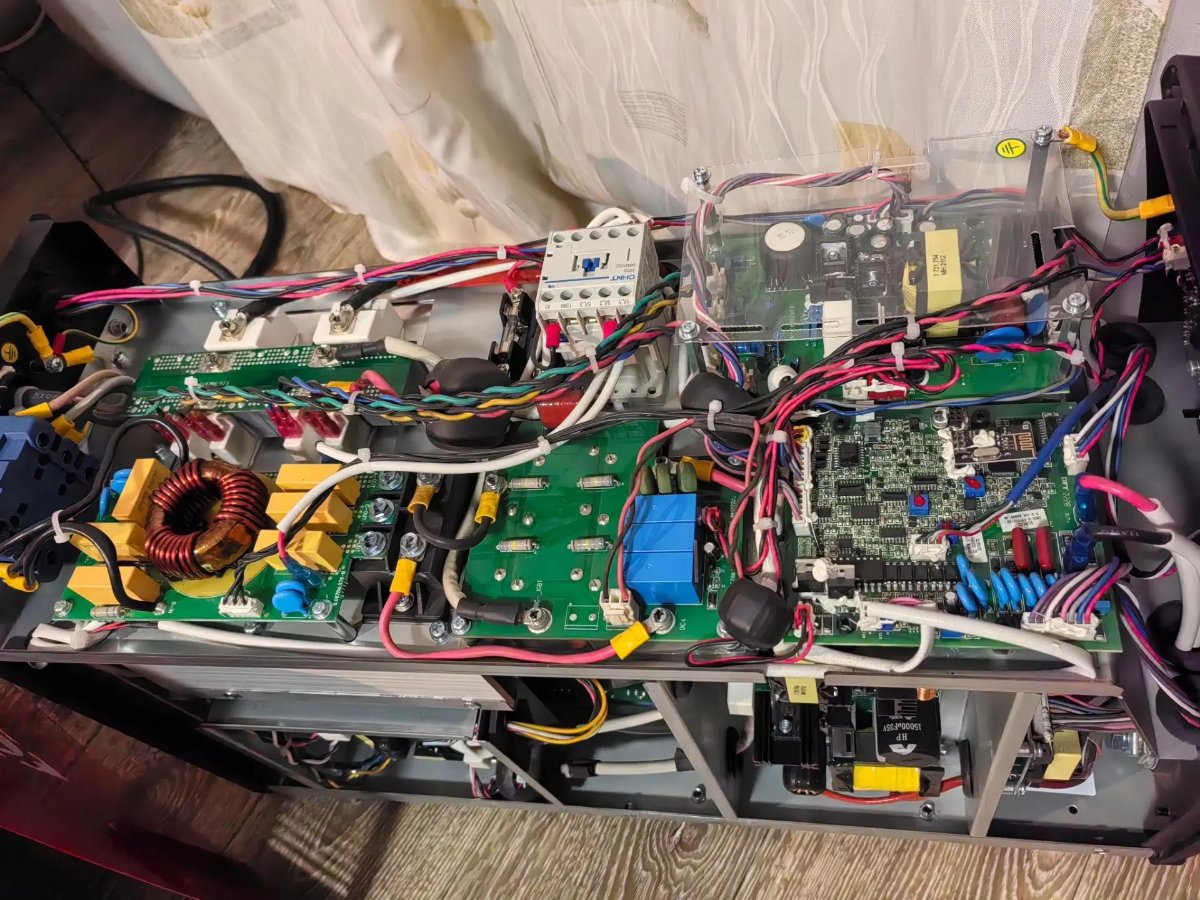
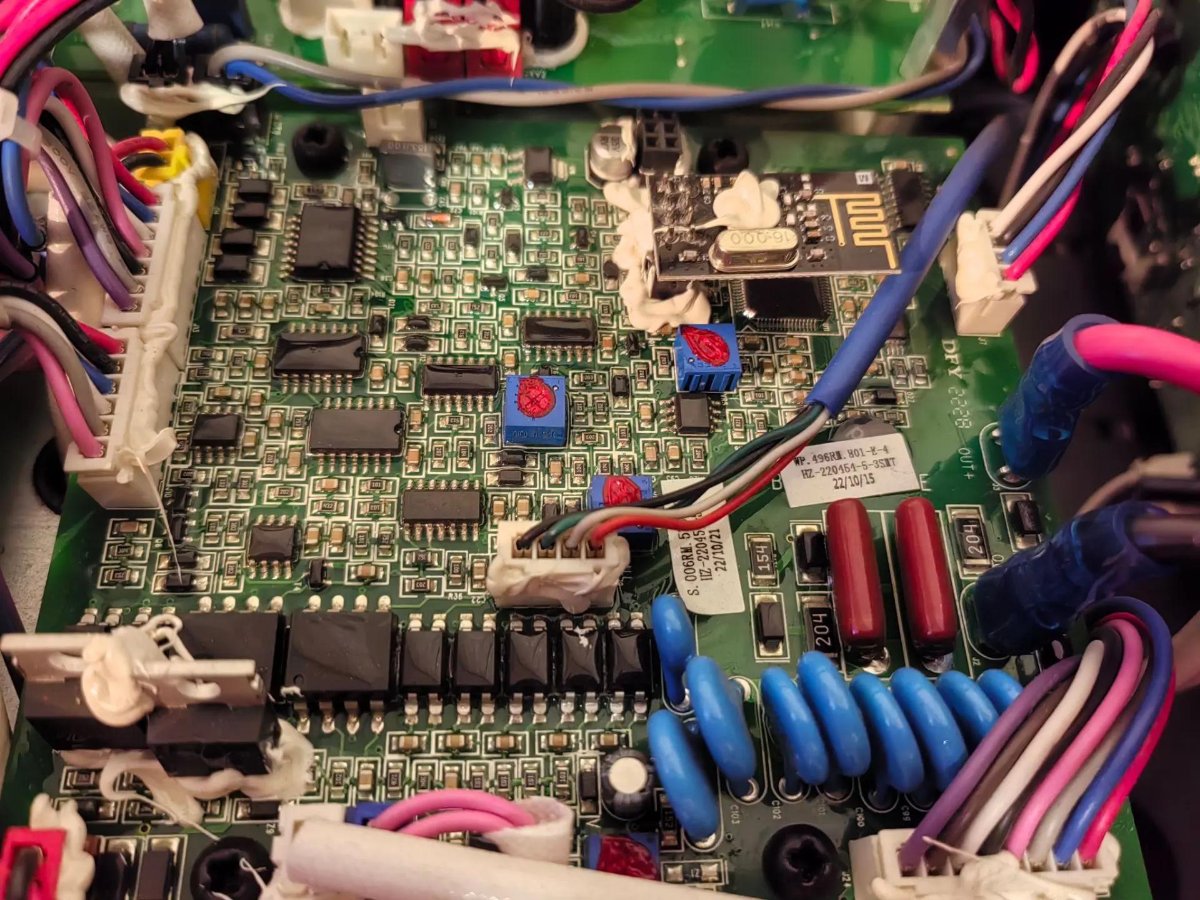
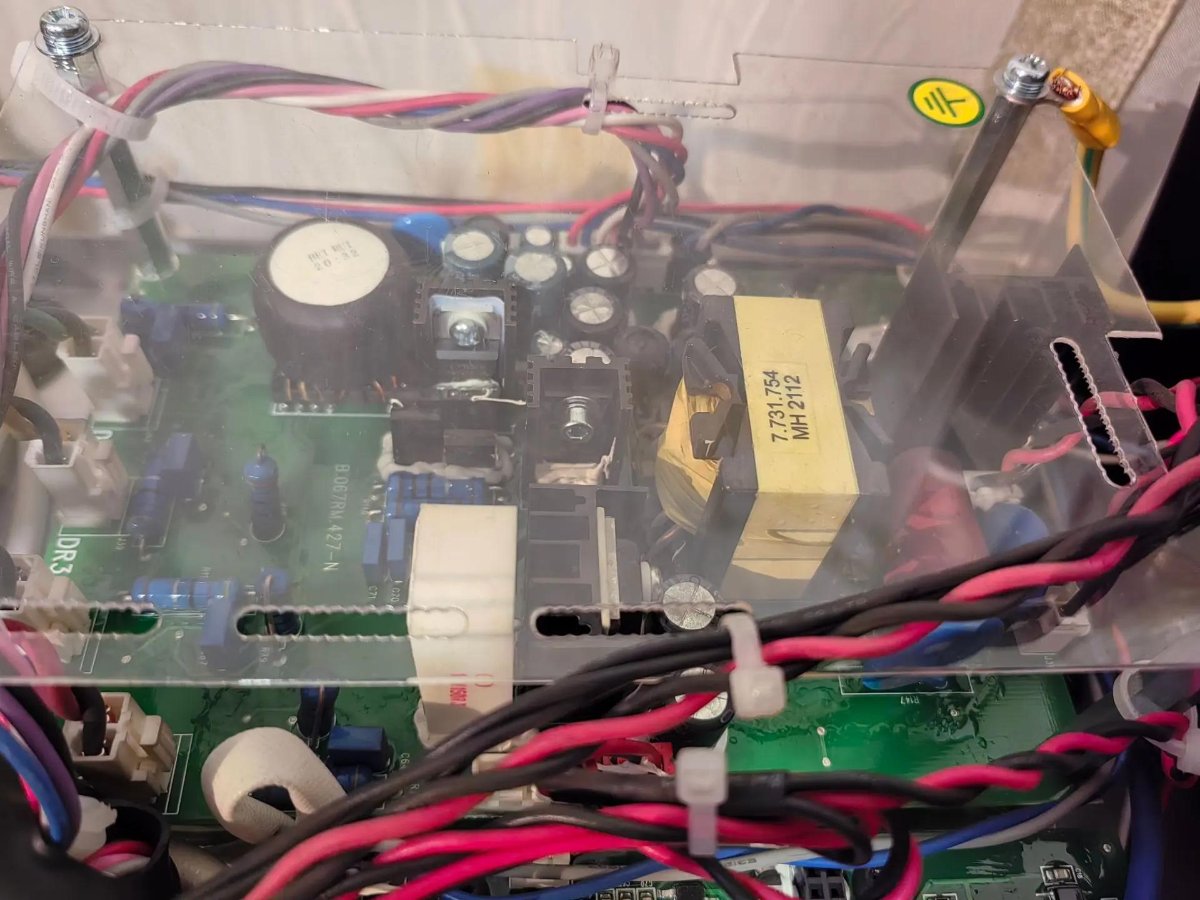
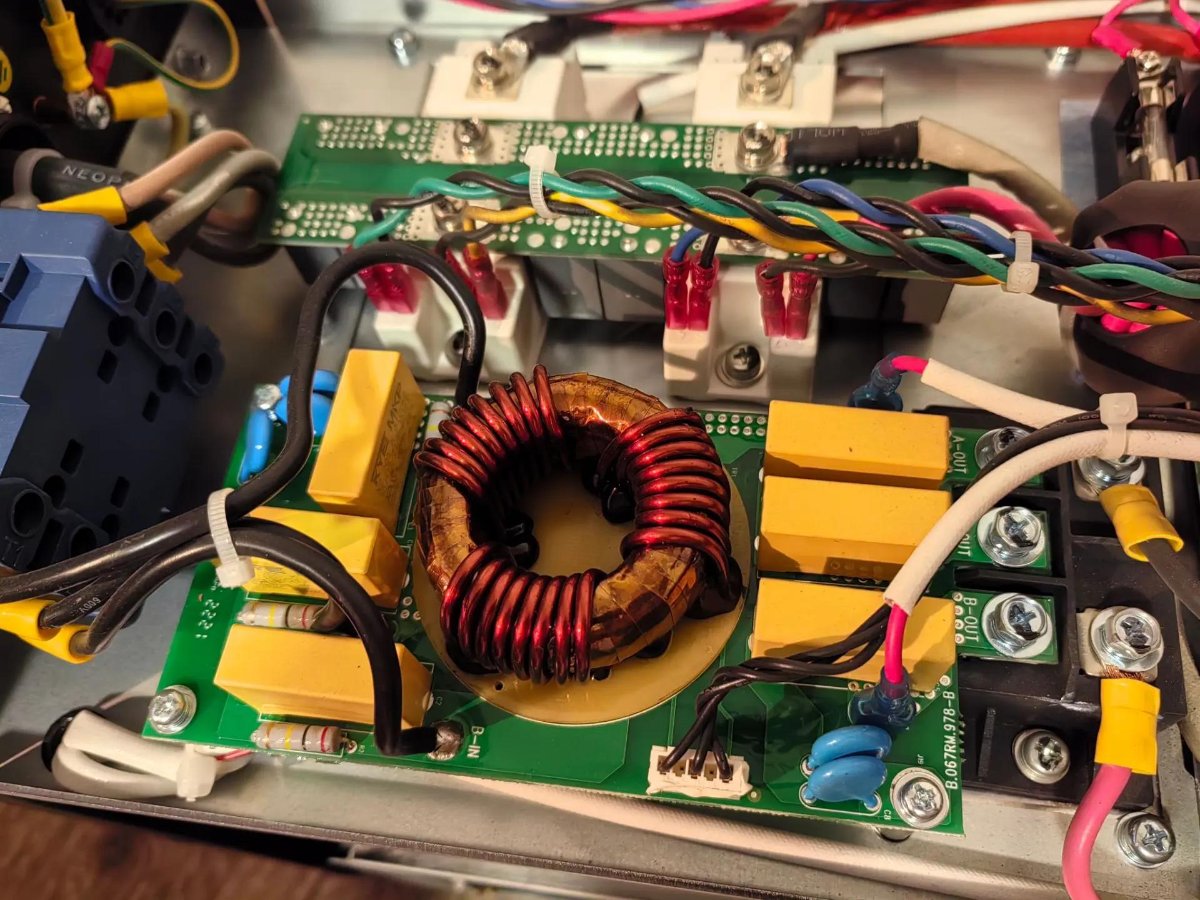
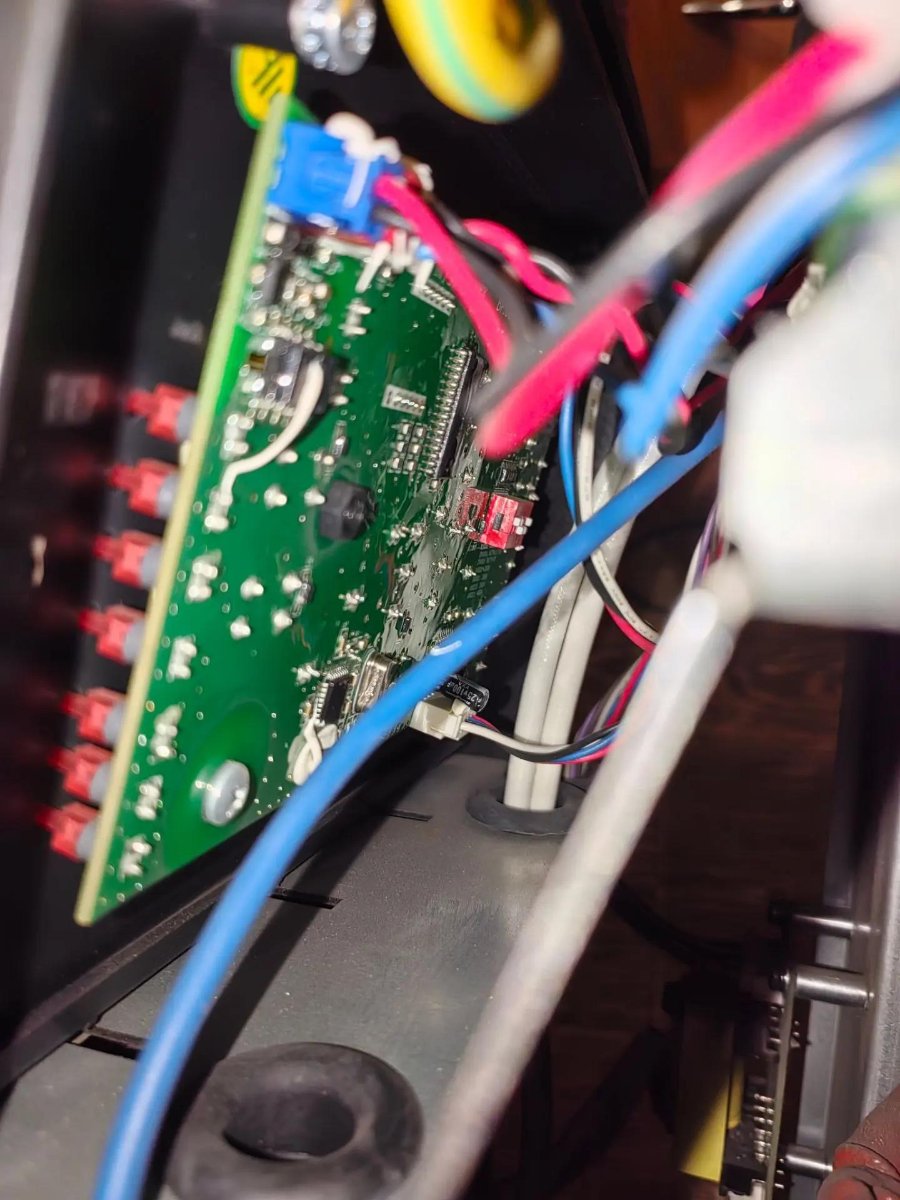
Сварочный аппарат ET-Welding TG 500 AC/DC Pulse Может кому будет интересно что внутри. Попробовал три формы волны, работают. Поджиг мне понравился. На малых токах работает. Водянку включает, на больших токах, не забудешь точно. Беспроводная педаль и беспроводной блок регулировки параметров поддерживаются. Разобрал для установки быстросьема вместо резьбового соединения газа. Фактически аналог по передней панели только 500А: https://grovers-welding.ru/shop/svarochnyj-invertor-grovers-tig-400-ac-dc-pulse/
5 баллов
-
Чтобы не быть голословным.
5 баллов
-
Cлава, если нерж неизвестна рекомендуется применять 309 .4 балла
-
Швы, аналогичные ТИГ сварке, на полуавтомате , каким бы он ни был, получить очень проблематично. К тому же нужно очень много подготовительных работ. Зачистка, травление, подогрев. И это лишь профиль или листовой люминь. Кусок наварить в блок будет практически нереально. Швы у Вас сразу и не получатся. Будет серево, потому как нужен опыт и с этим видом сварки. Ну и понимание,, что в данный момент происходит с металлом.4 балла
-
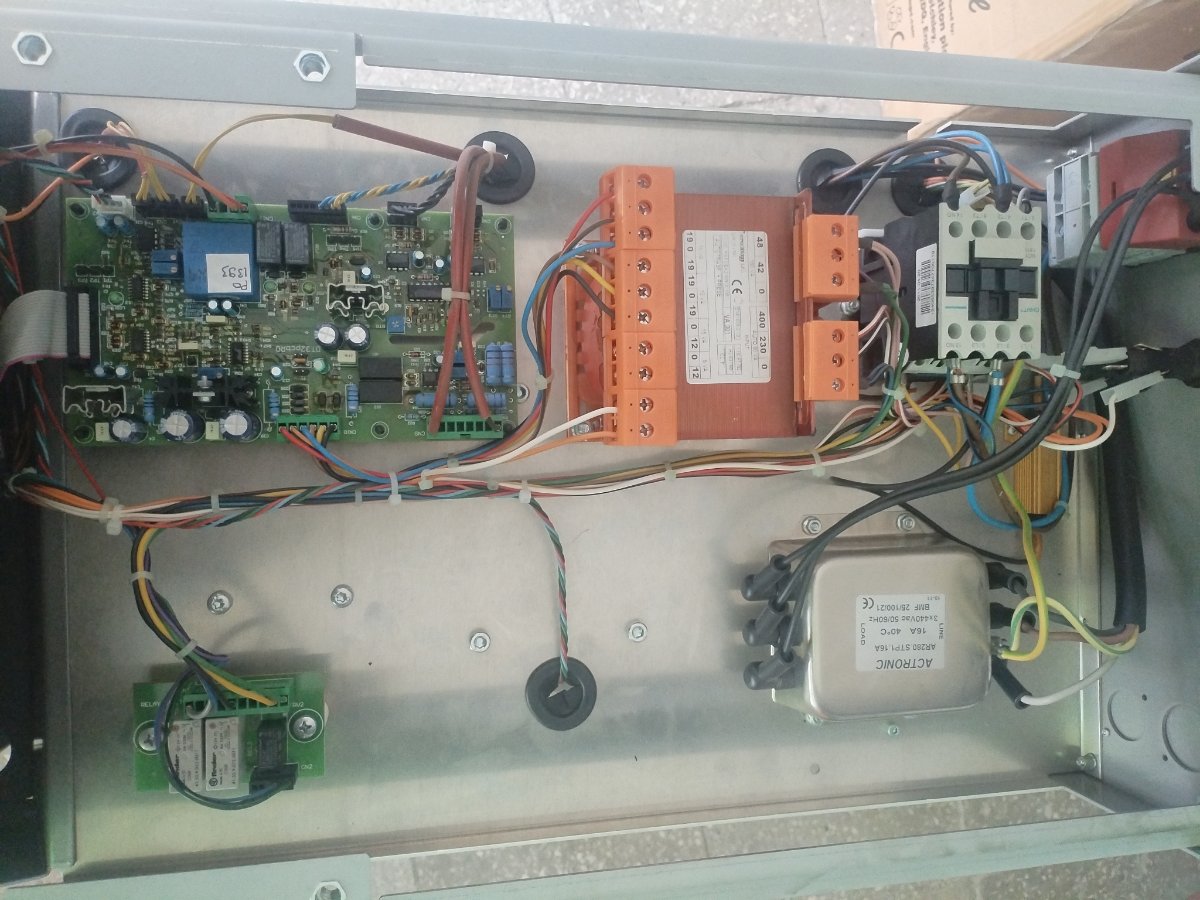
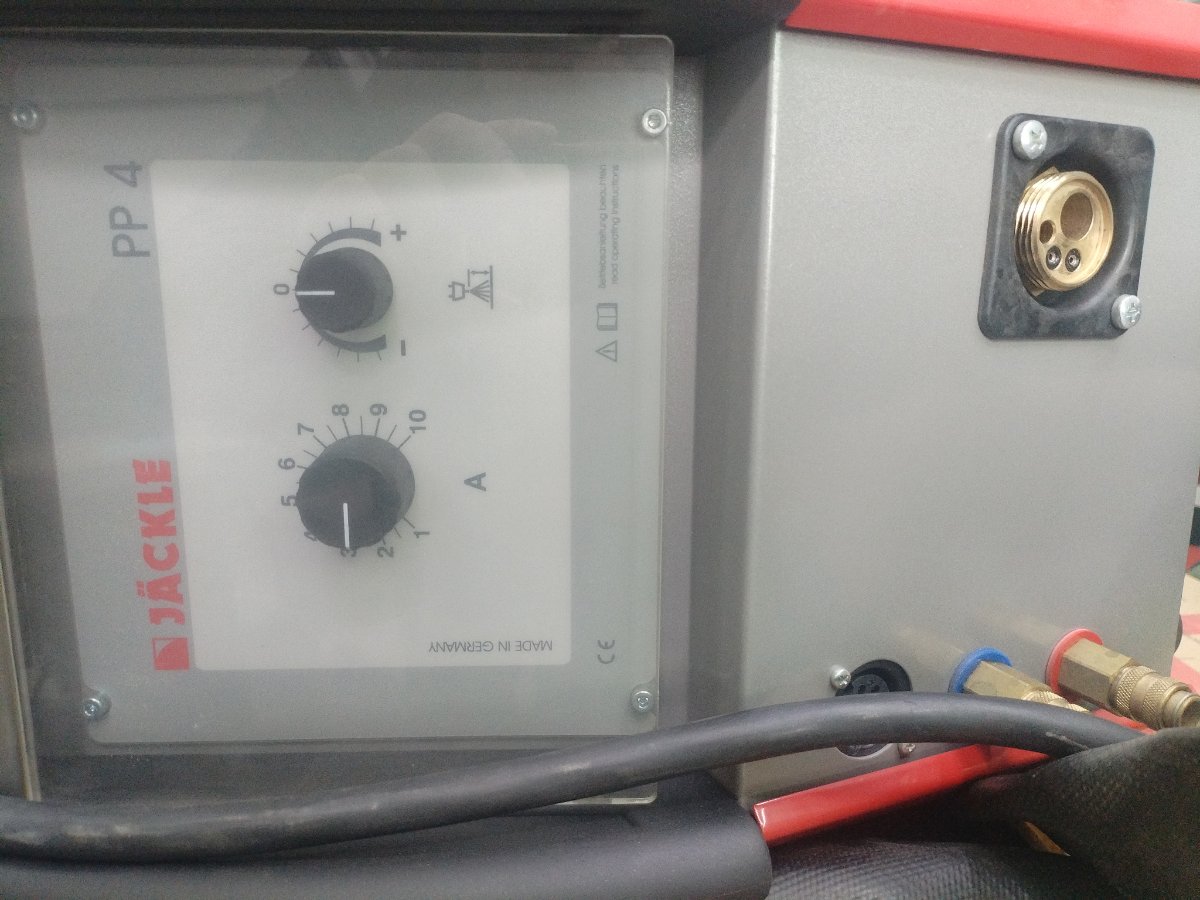
Jäckle ProPuls 320 из под Новосибирска. В ремонт его брать никто в России не желал, по крайней мере те, кого обзвонил хозяин и кто ранее занимался их поставками. Немцы разговаривать вообще отказались, хотя и туда звонил. Человек из-за этого полез разбираться с аппаратом сам и заблокировал источник полностью. Через знакомого, которому я ранее ремонтил EWM, узнал про меня и решил отправить аппарат на ремонт в нашу сторону. Сам ремонт оказался не слишком сложен, хоть и затратен, но вот разблокировка аппарата заняла очень много времени. Причём в паспорте указано, что при утрате пароля, восстановление полных функций аппарата невозможно. Видимо во время ВМВ они также думали про Россию!
4 балла
-
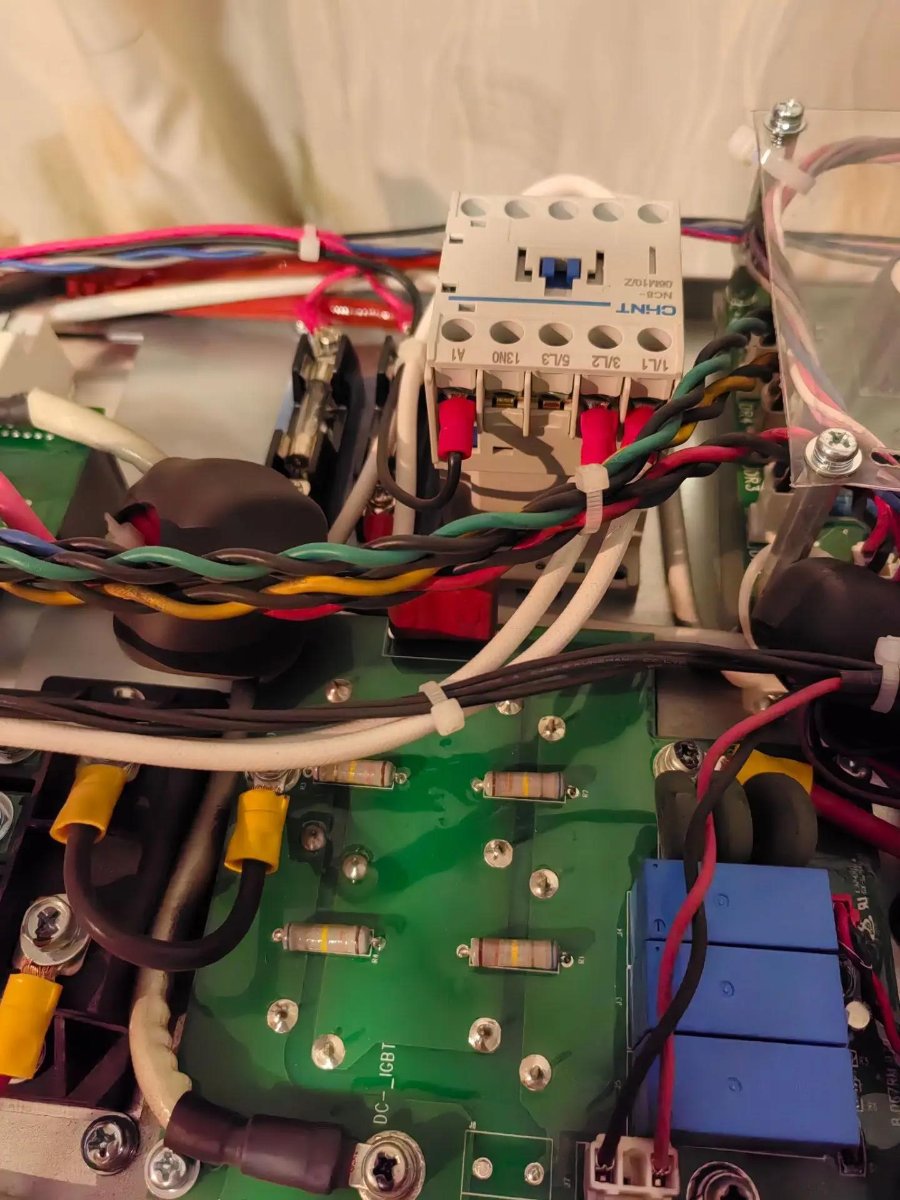
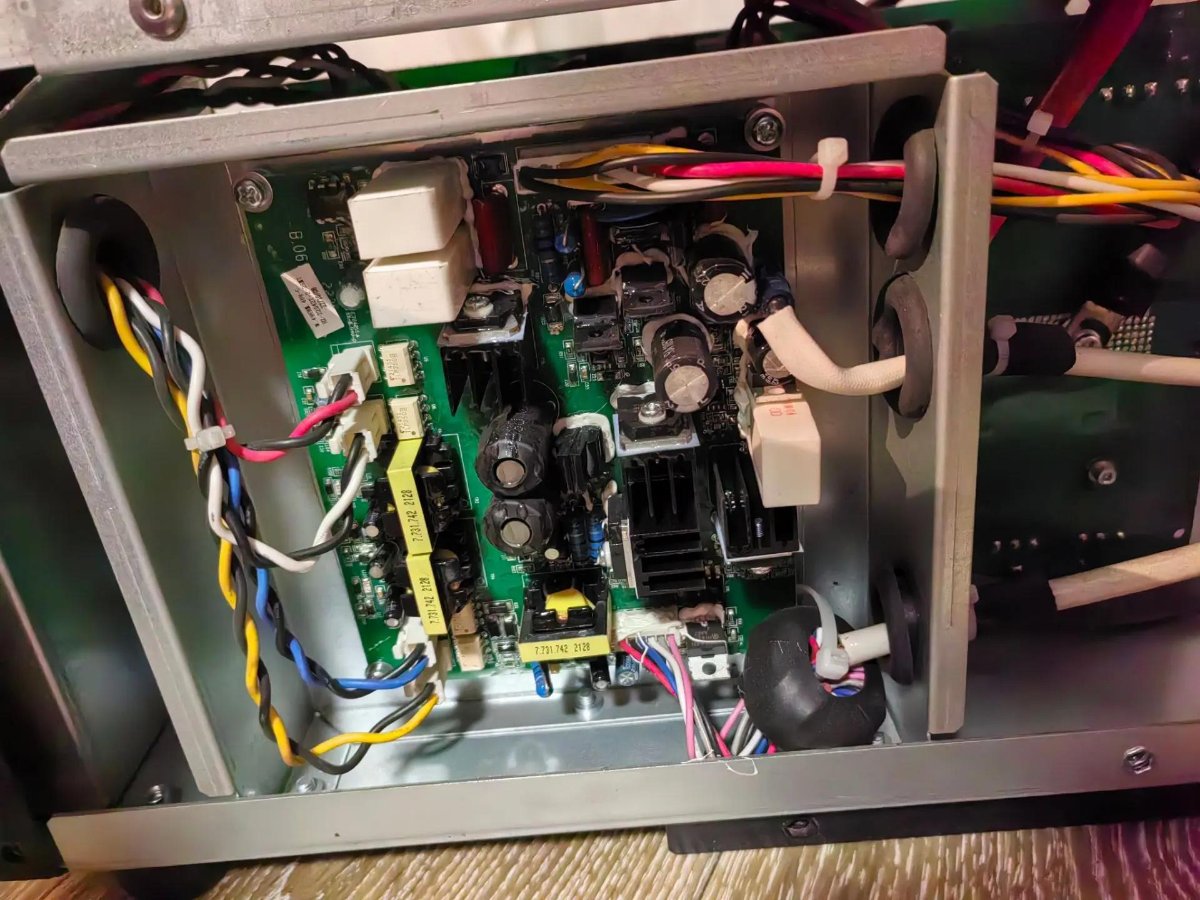
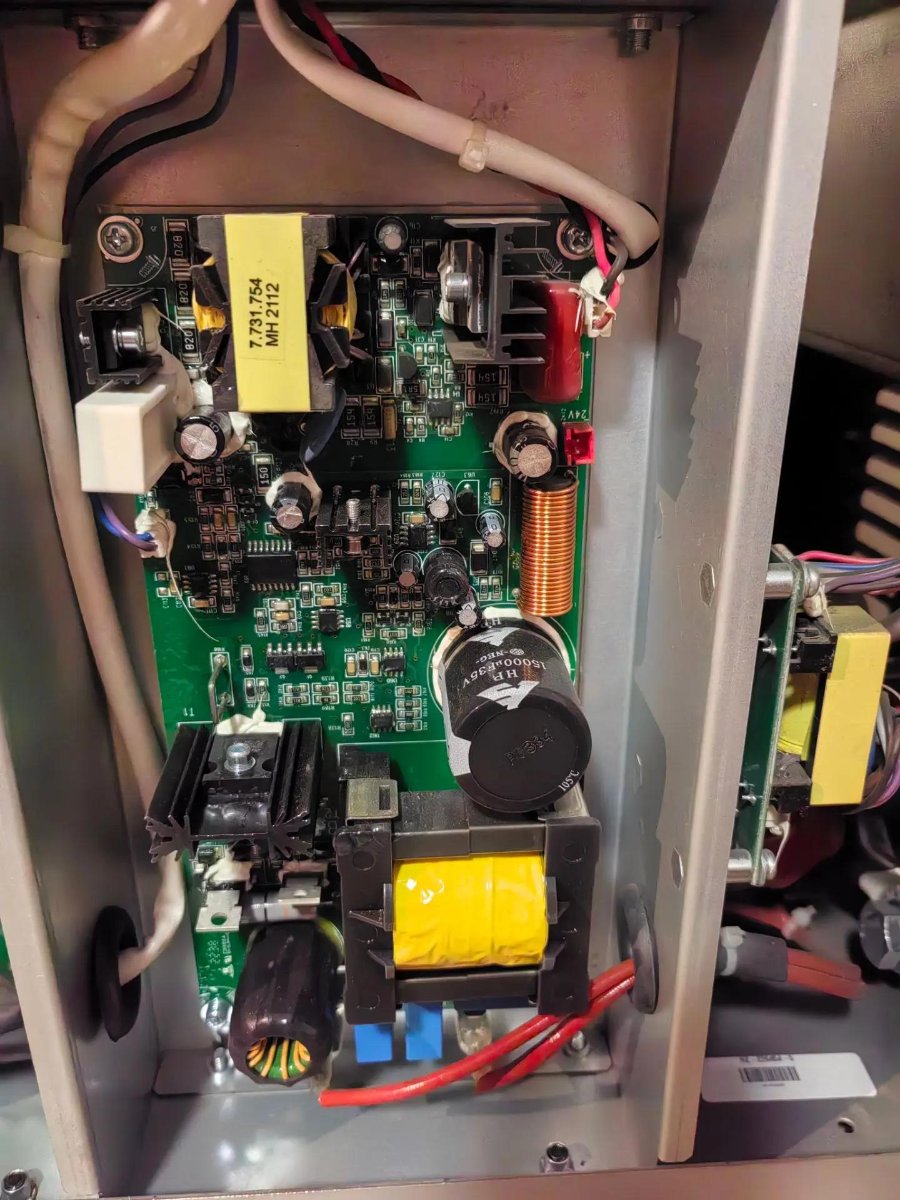
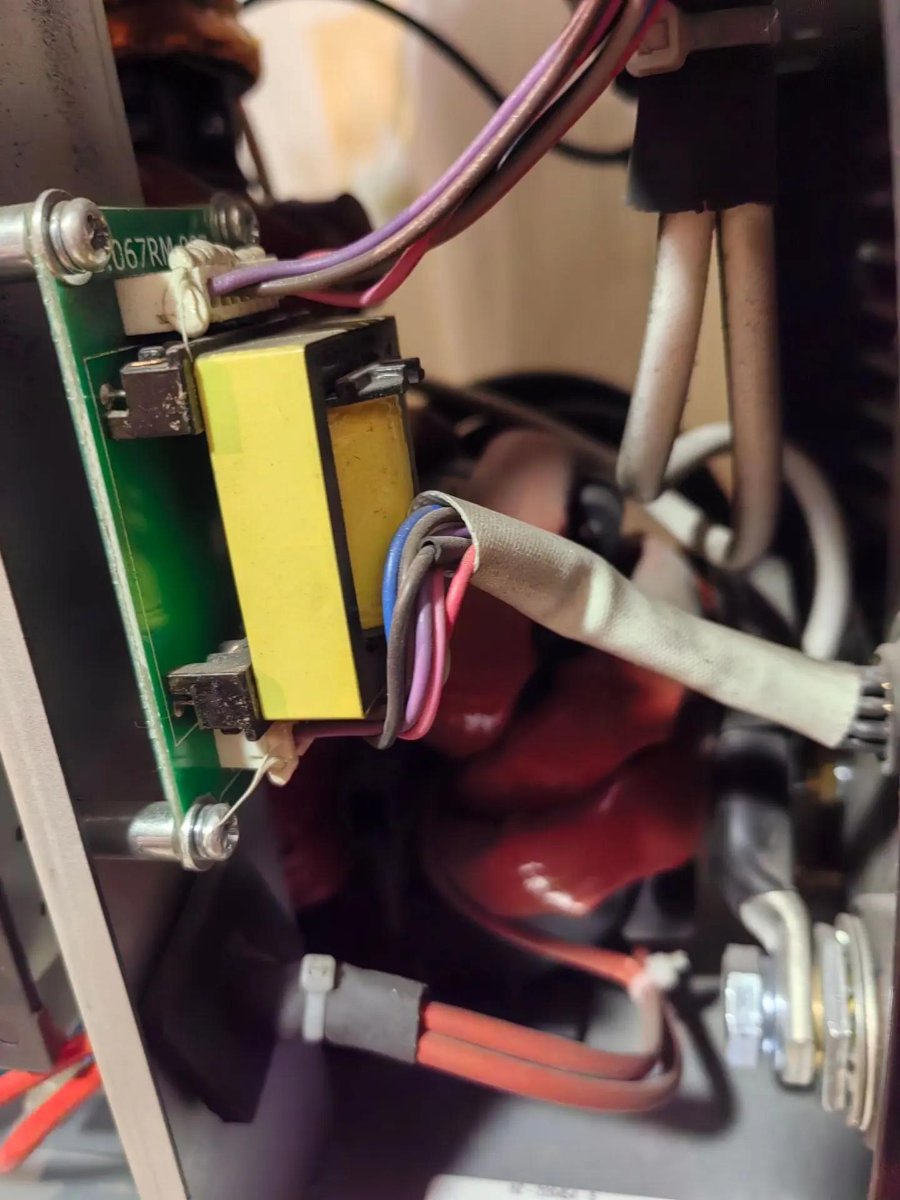
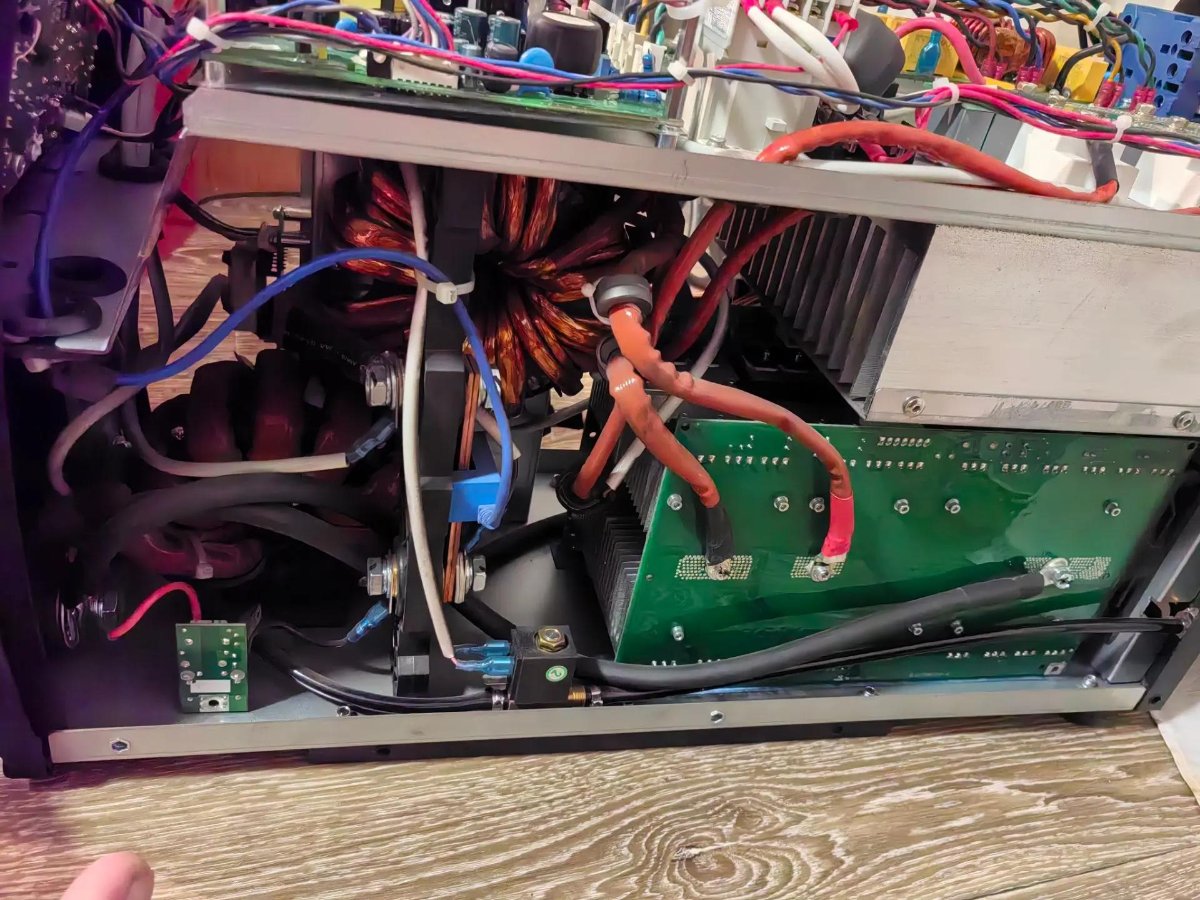
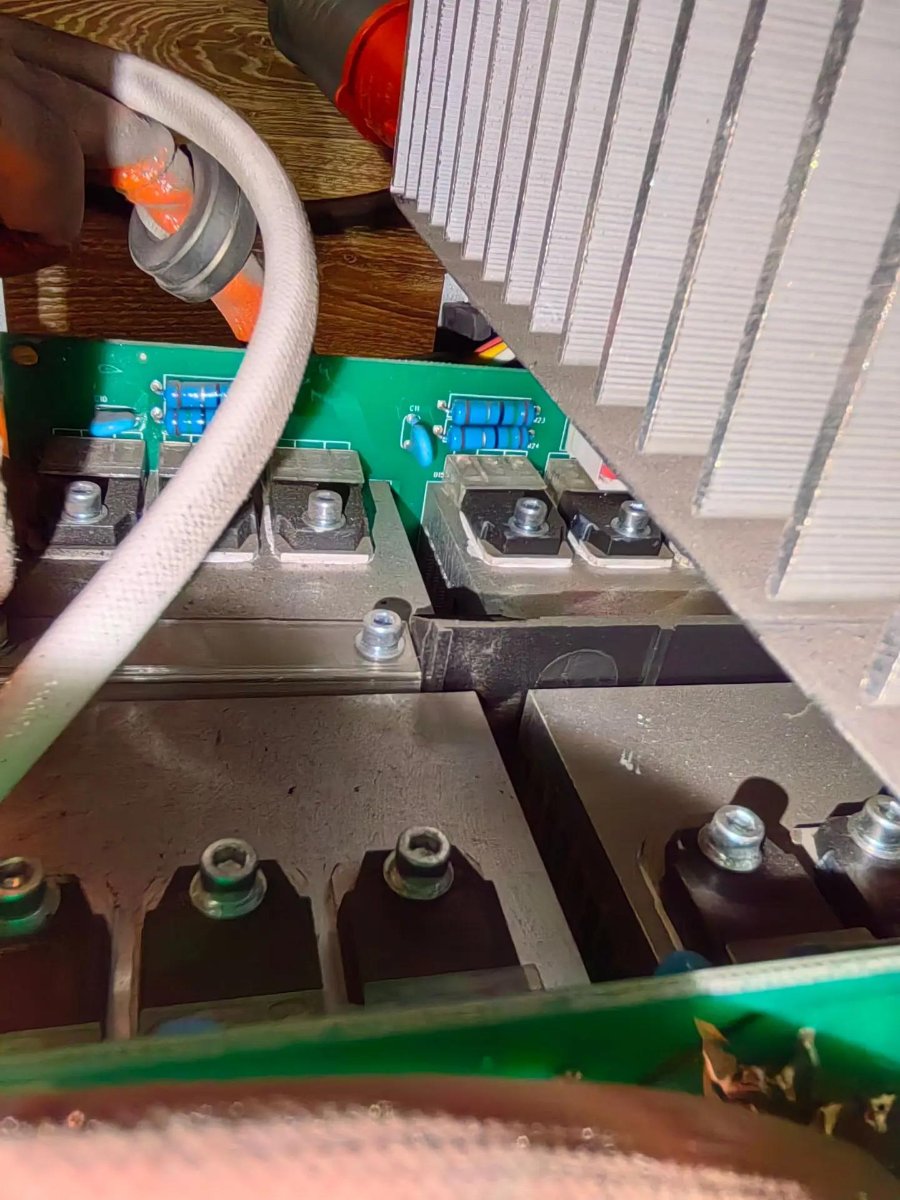
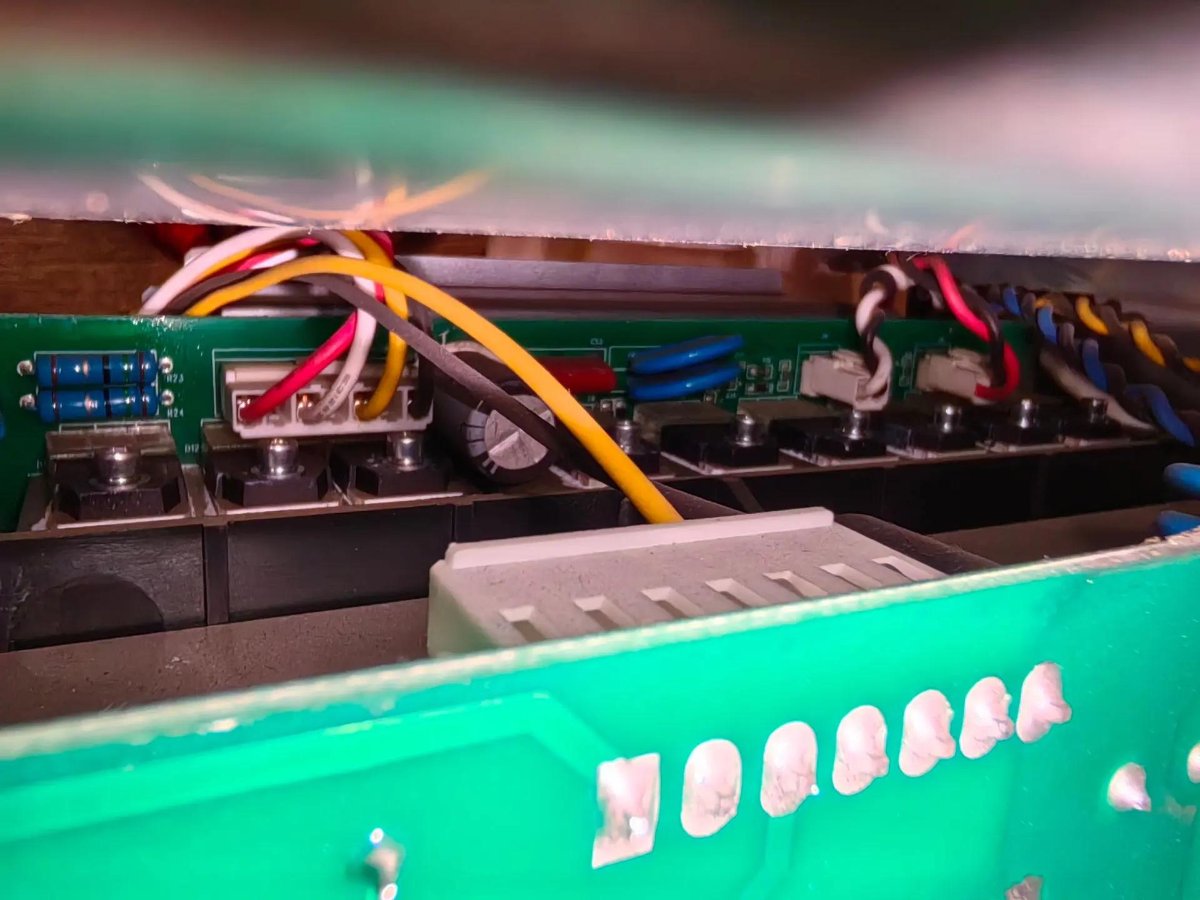
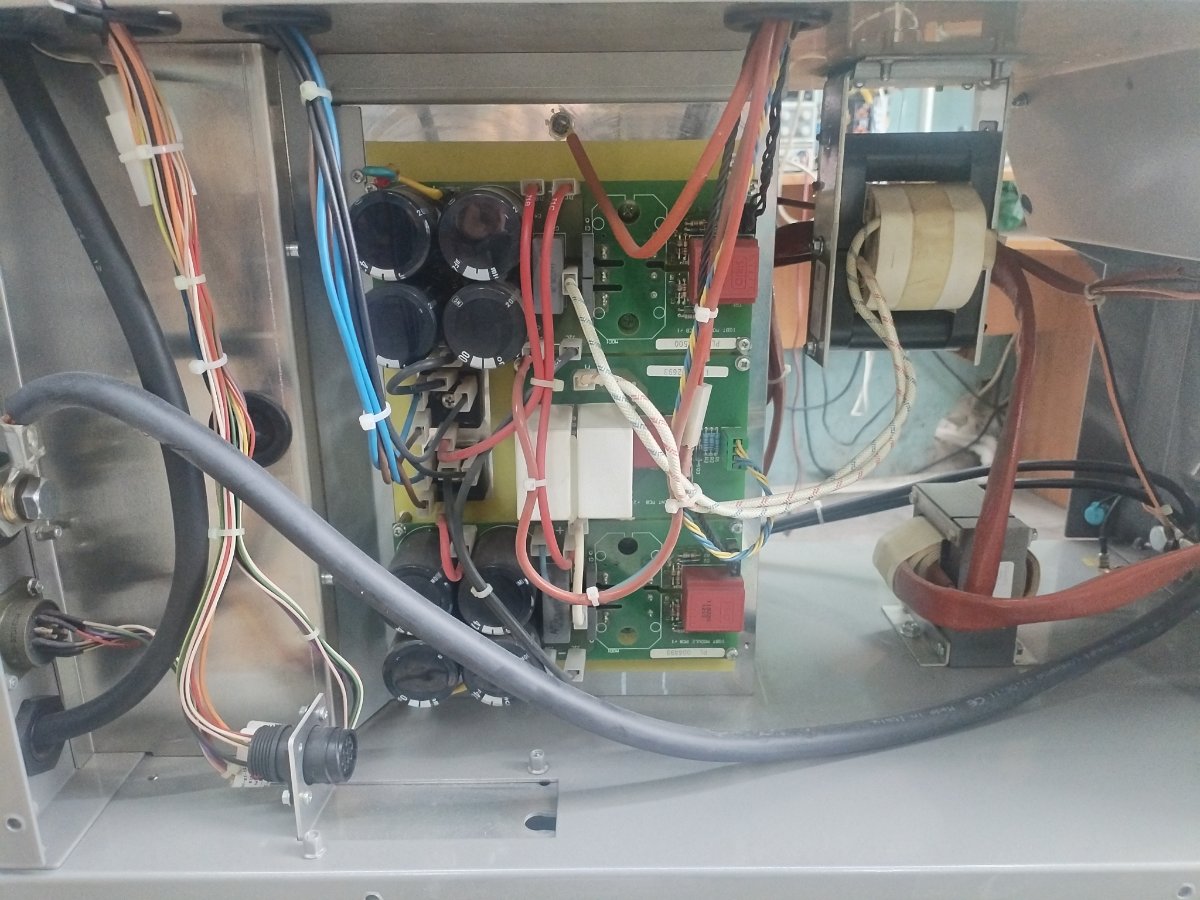
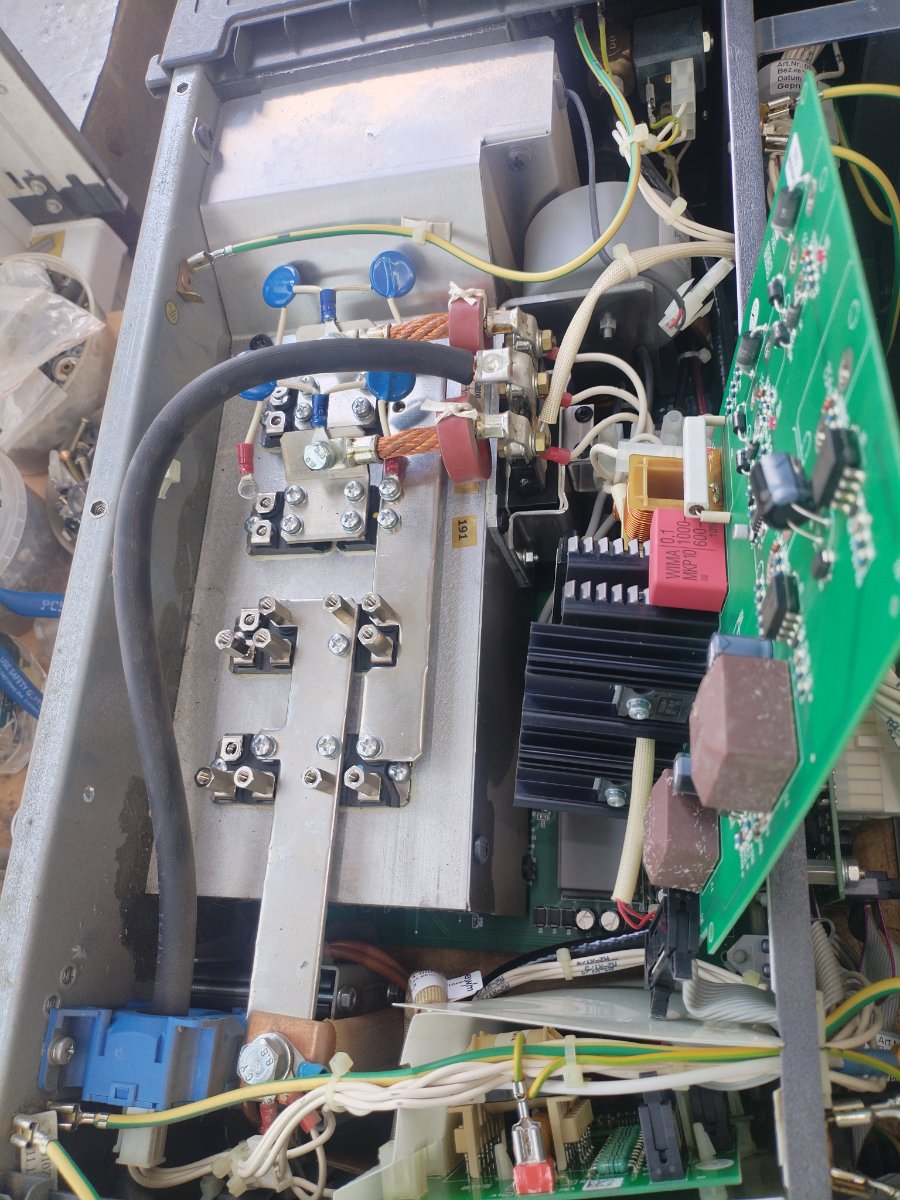
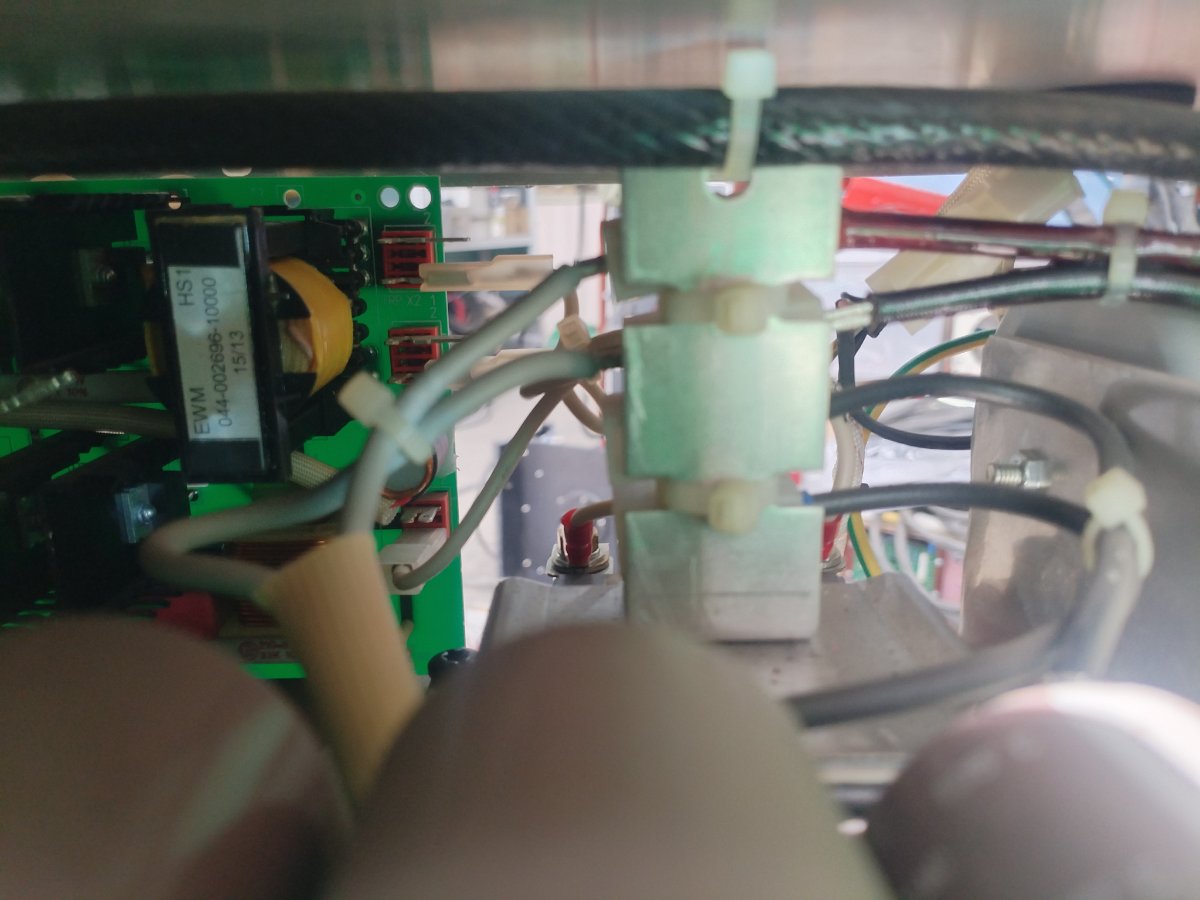
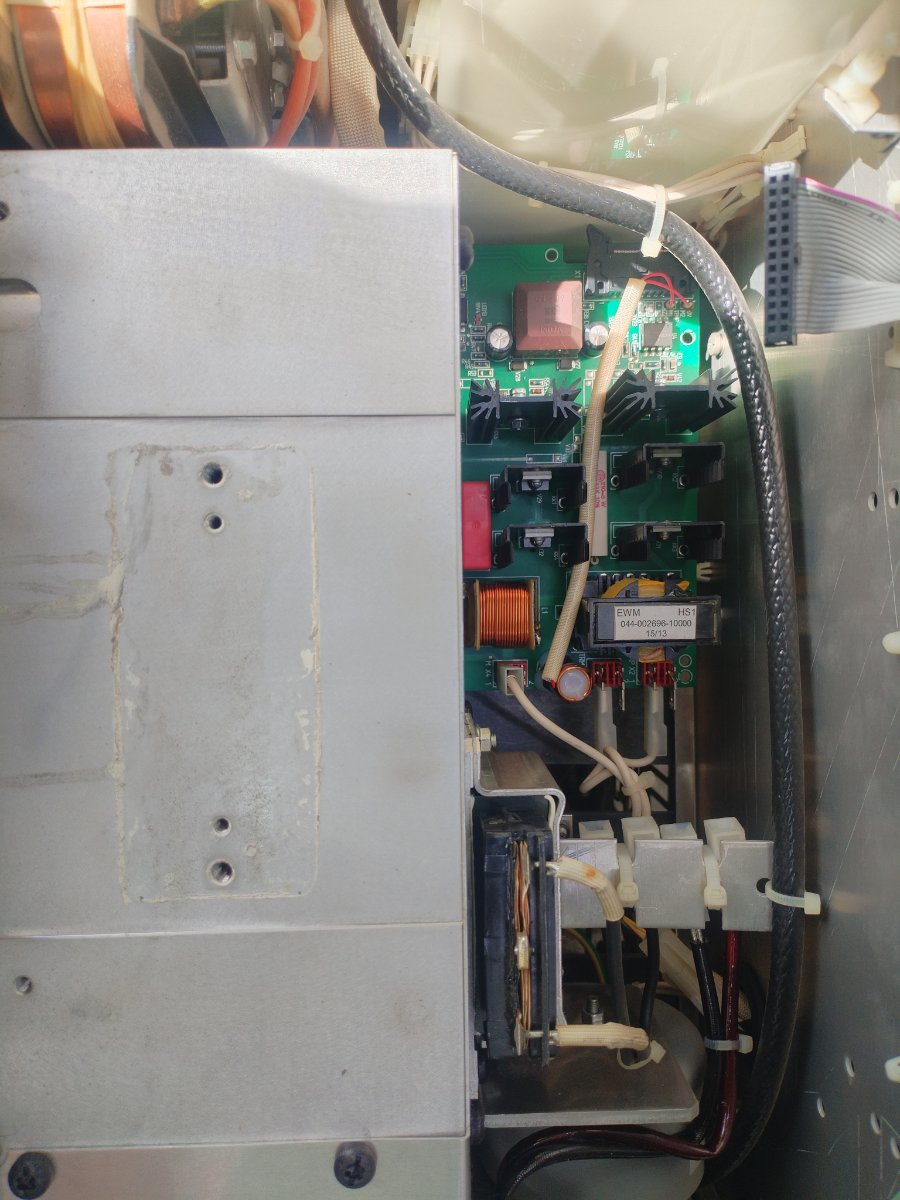
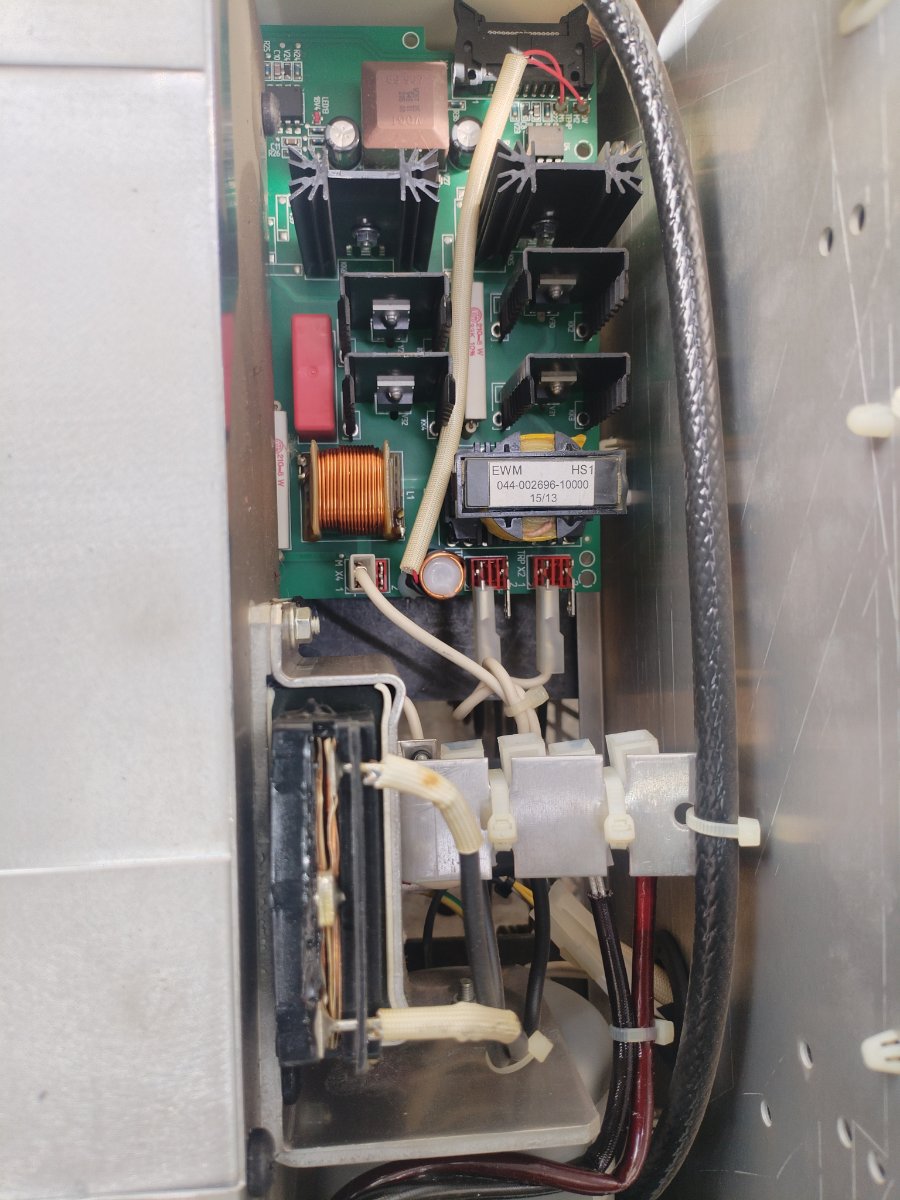
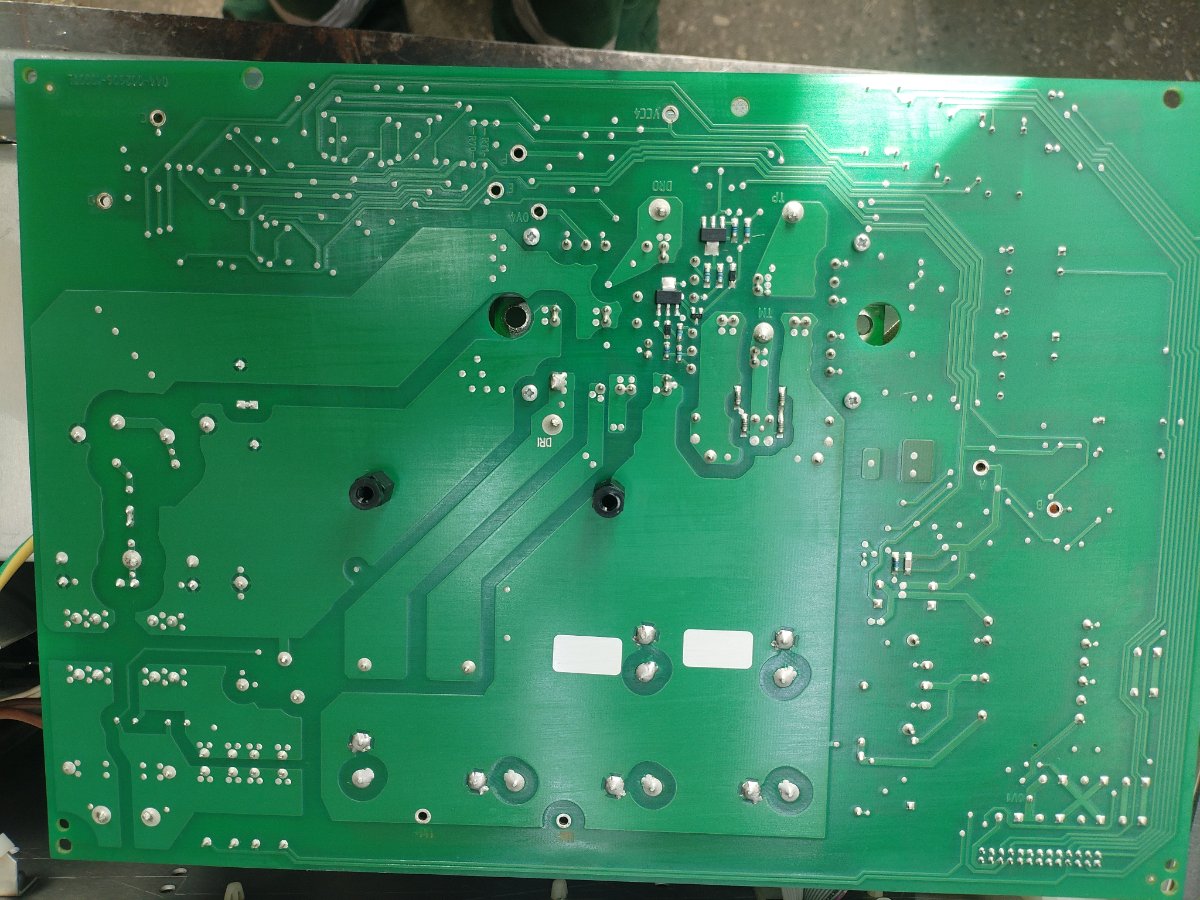
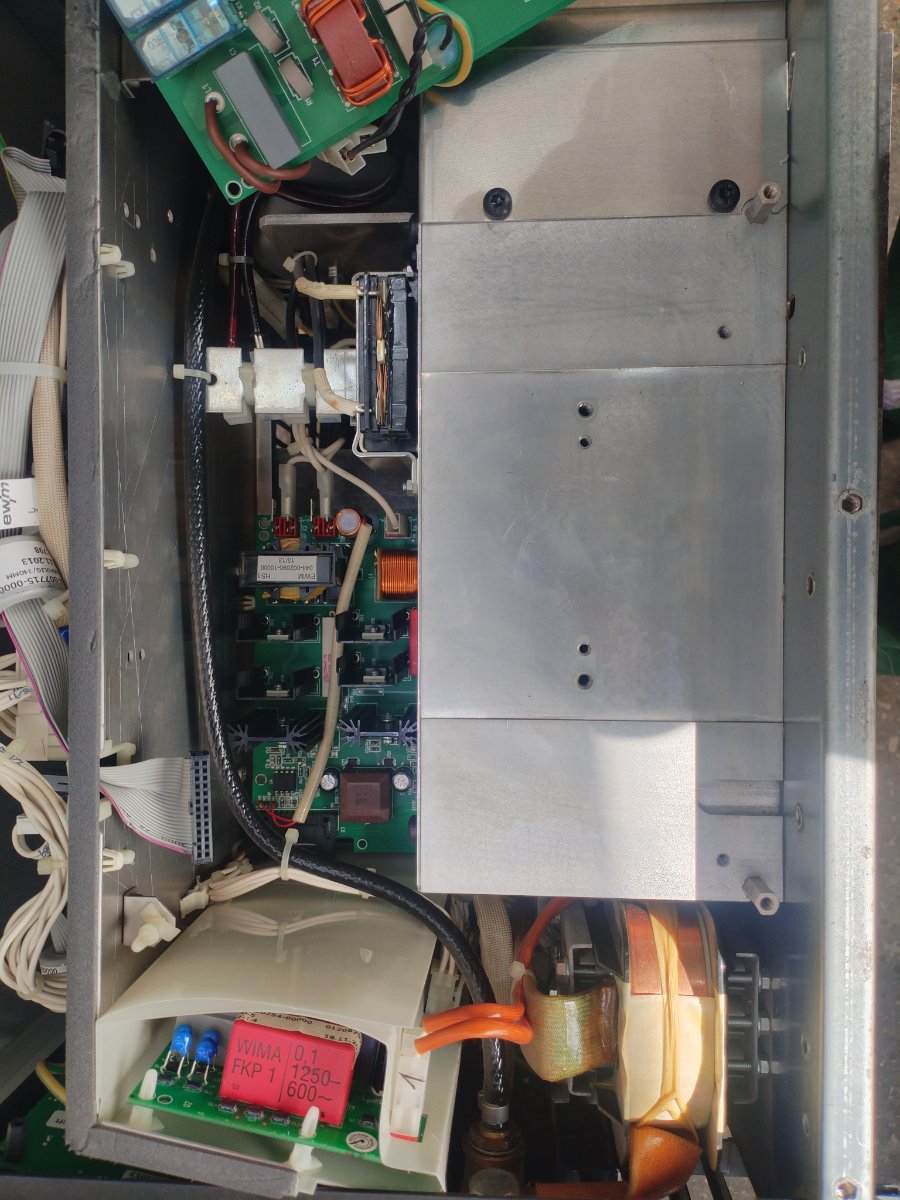
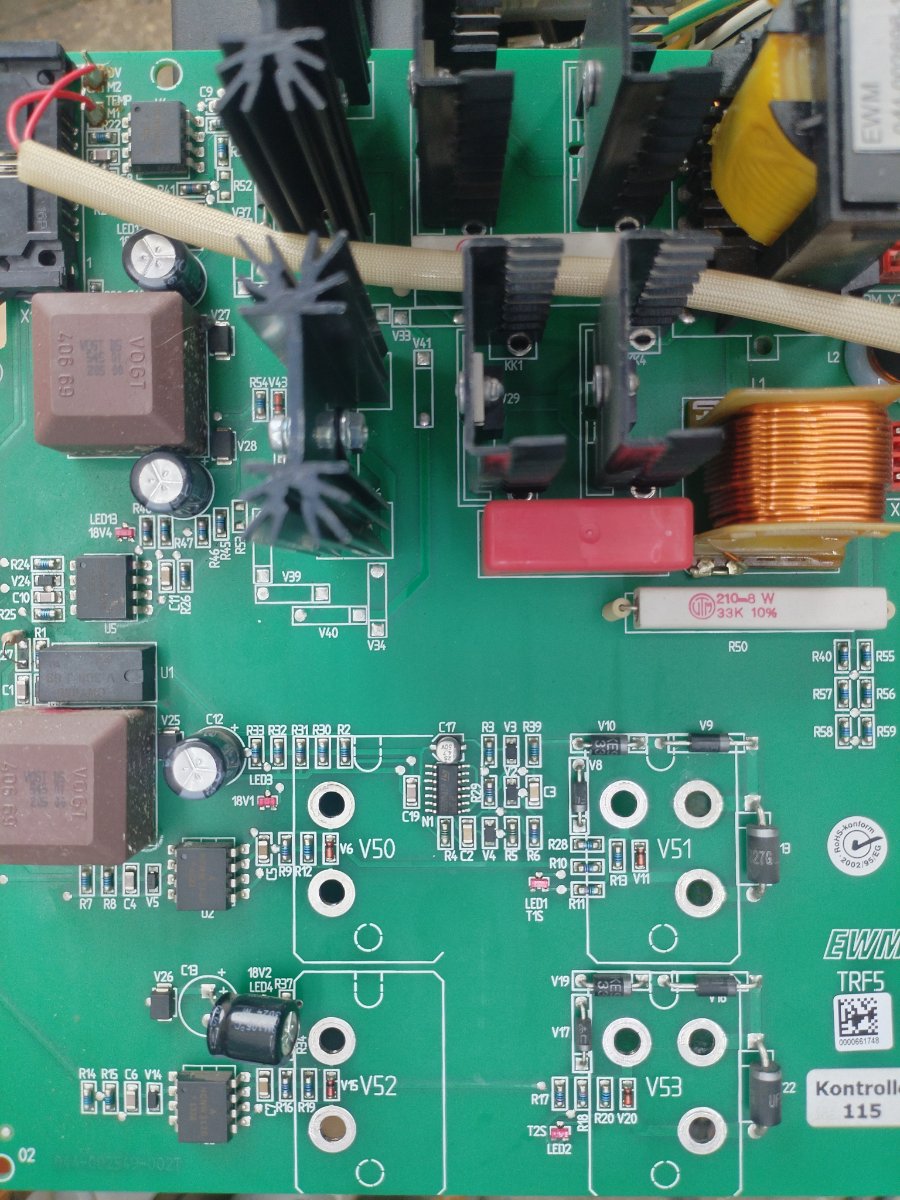
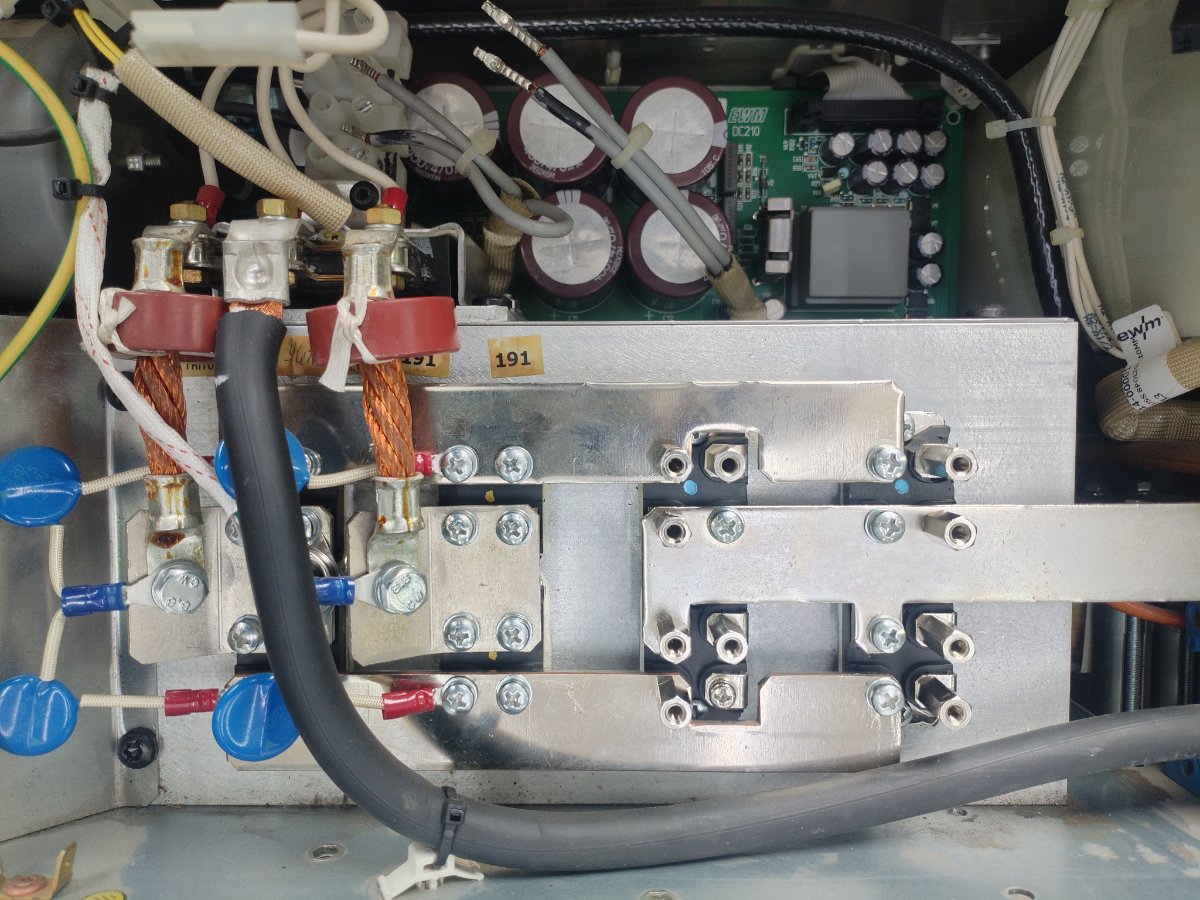
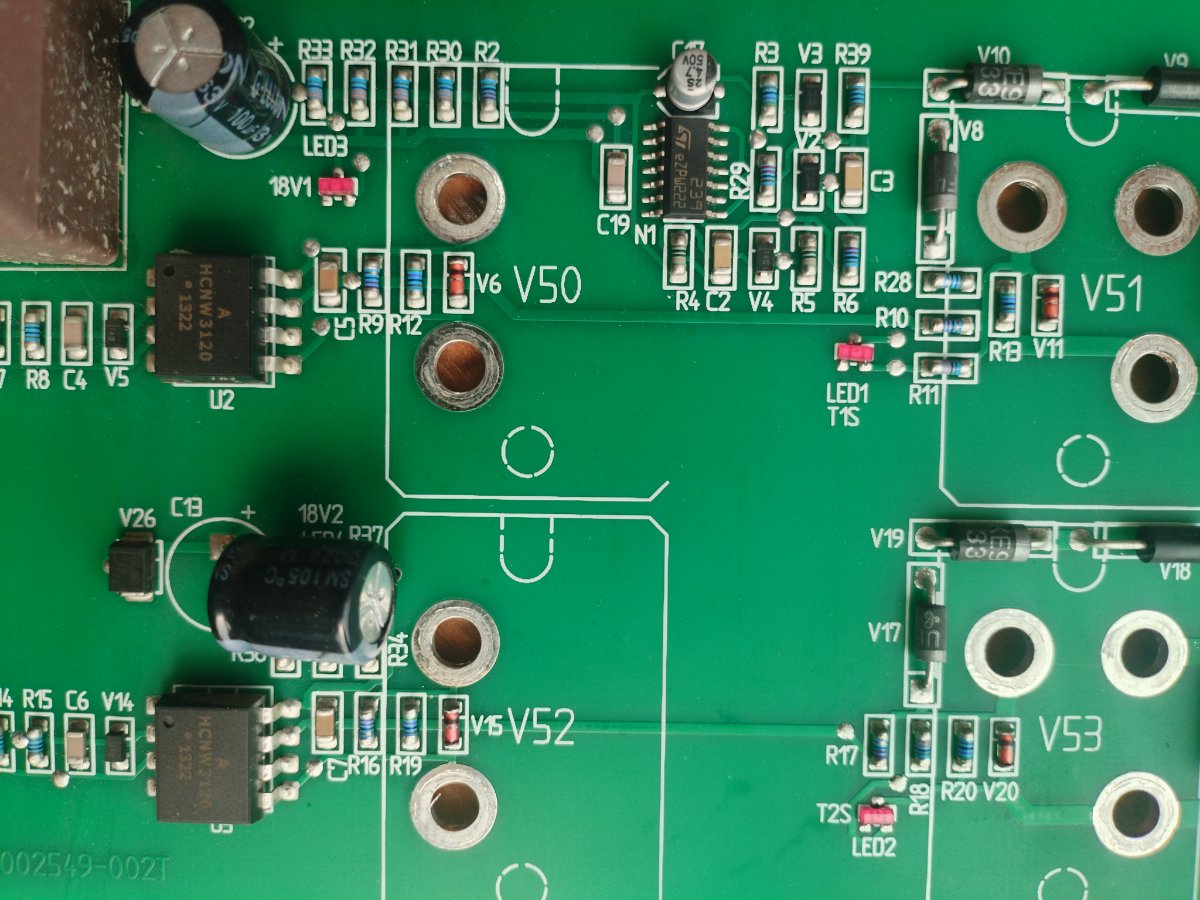
Вновь EWM Tetrix 230 AC-DC. На сей раз из Пскова. Стандартная ситуация с силовыми модулями малость расширена битым управлением. К тому же хозяин попросил проверить плату первичного инвертора и конденсаторы. Так как фото внешки были недавно, то выкладываю именно внутрянку первичного и управы вторичного. Ну и сами платы и их соединения между собой.
4 балла
-
4 балла
-
Самая большая опасность при подобных проблемах (неважно каких) - недооценка серьезности возможных последствий. Их (последствия) можно потом годами хлебать полной ложкой. Лайфхак от меня. Я, обычно, после поискового запроса про оперативное лечение, вторым запросом ищу "осложнения". Так что, как было бы не влом идти к Айболиту, разумнее сходить и надеется, что он профессию не на форумах изучал.
4 балла
-
ценник вообще красотища. А то любят втюхать что подороже и вот ни разу не означает, что и полезнее или эффективнее. это всегда было вражеским. В теплых краях при солнечных ожогах, пена рулит. Мазь ... ну та что у нас продается, что-то не впечатлила. Проще сметаной мазаться @Luckystorm , вы по легче с этим. Мы от сварки частенько краснеем А вот забугорские товарищи, укомплектовываются по самое не балуйся. А когда токи за 200А вообще, даже стекло не любое спасает, все равно глазики краснеют. Поэтому, если есть возможность только маска. Ну иногда приходится смотреть за процессом и есть стекло, для полевых условий, что в сумку легко убрать и достать. А когда токи за 300А, то несколько секунд хватает и будешь красный даже от отраженного излучения и краска, особенно глянцевая, ох как лупит по сторонам, даже прямого излучения не надо, вечером уже ощущаешь, что ты живой ... Для глаз, немного болючая, но эффективная жижа "капли глазные Диклофенак" они и с обезболивающим эффектом и дешево и спасает, на следующий день вот прямо на порядок лучше, чем другие капли.4 балла
-
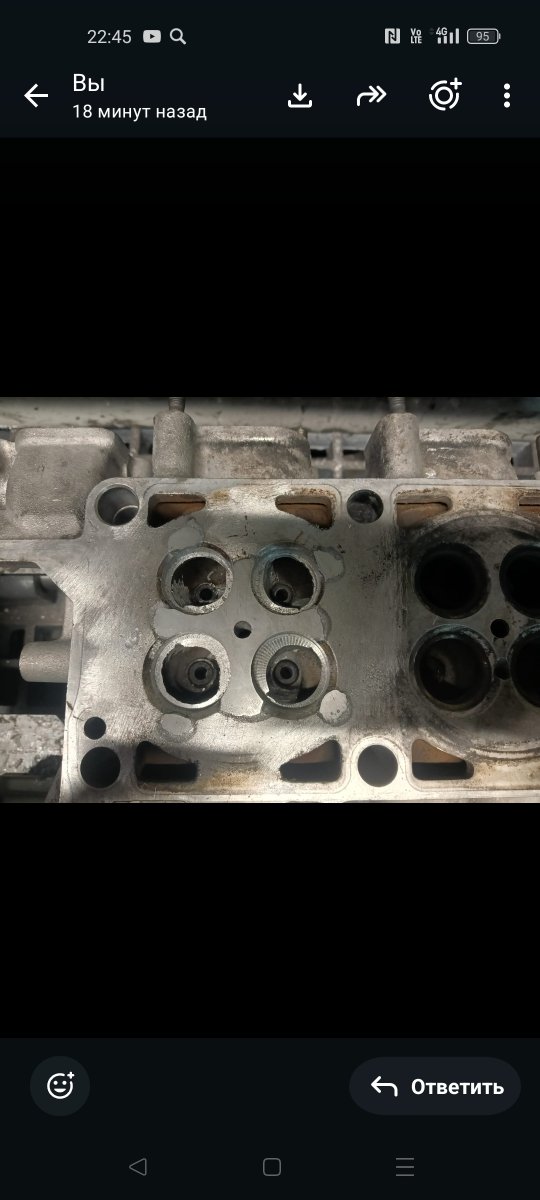
Радиатор Пежо 206,если не ошибаюсь.Найти новый сложно,поэтому переделка. Был аналогичный вариант,но просили заменить на новом только один фитинг-верхний (спринлок). Надо менять оба фитинга,так как у нового радиатора такого же формата,уплотнение нижней колодки радиальное,а не торцевое,то есть при одинаковых диаметрах они не совместимы.
4 балла
-
Лист - 1 мм; пруток - 4 мм.
3 балла
-
Сосед - "газелист" регулярно прибегает с криком: "Братан, сделай по-бырому, ехать надо!" На моё: "Давай как следует сделаем" отвечает - Потом! ....и приходится ему дважды (а то и трижды) магарыч выставлять (если что - я не пьющий (С) Шпак"))))3 балла
-
Как все любят сразу в схемы лезть и искать их. В 90 % случаев все аппарты ремонтятся без схем и "обвес" аппарата очень частая причина.3 балла
-
Береги руку, Сеня Слава! (с)3 балла
-
когда такое слышу, то хотелось бы не слова, а более что-то конкретное. А всякие хитрости маркетологов, уже не вызывают щенячьего восторга . Это как АС режим в МИГ\МАГ процессе, специально сделан для сварки алюминия . Для меня критериями важности и необходимости являются, это предсказуемость изменений. А из разряда, видишь ... нет? а он есть ... только, раздражение. Ну и мое больное надежность и ремонтопригодность. так и не должно быть по другому. Или точнее, ни чего удивительного. Если грубо, то линейный режим все равно дает как бы рваную поверхность, т.к. алюминий быстро отводит тепло, возможно если в струйный режим войти этого не будет. Но если использовать импульсный режим, то дуга более горячая получается и наверное шире... И если для толстого и в линейном режиме не нужно экономить энергию, то в линейном режиме и на тонком, этого уже не хватает (либо расплавим всю деталь) и капли сливаются, но поверхность все равно получается более рифленая (т.к. все равно они отличаются по размеру друг от друга) нежели на ТИГ, т.к. дуга и разглаживает поверхность. А импульс позволяет более точно отделяться капле, за счет более равномерно протекающего процесса мы и подбираем так, чтобы результат был такой какой нам надо. В линейном режиме такого не получить. И наверное это не для вас вы и так знаете. Просто мысли вслух. А чашуйчатость, это какая-то странная дань и ... наверное опять же благодаря той же европе, когда у них уже были п\а с двойным импульсом. Хотя лично для меня это не важно. Красиво, но на сколько это необходимо?!3 балла
-
толщина!!! Она уже относительно не малая. И второе, пульс не обязателен, но для швов схожих с ТИГ, без него значительно сложнее получить схожи результат, а может и не возможно. меня смущает сервис и отношение к клиенту. В целом рабочее и годное оборудование, есть нюансы, наверное как и у практически любого. Поэтому, я повторюсь, личное. Если европа полностью уйдет с рынка, для эво наступит праздник, т.к. лучше за эти деньги и функционал, точно нет ни чего. У китая есть достойное, но не на нашем рынке, хотя уже и по цене не совсем то и китай получается . Так и попробовать можно. На сколько знаю, они это предоставляют. так еще бы, они содрали функционал с лучших. Все что касается 3-х фазных, они в целом молодцы.3 балла
-
Три месяца, пока на проекте работал, пользовал Эво и тихо балдел от функционала и мощщи......Нержа, бронза,алюмень..чернуха... руты-вообще огонь...нет, не так-АГОНЬ!!....зазоры в 5 мм на 308й заливал в У4, сам себе не веря в 1 проход , ибо надо ...машина везла3 балла
-
Я соту интеркуллера приваривал к профилю, когда купил Эвоспарк, сделал сейчас скриншот с видео, второй с видео моего, в котором это фото. Пульс совсем не обязательно для сварки алюминия, я отваривал швы на пластинах 2 мм в линейном режиме, литой монолитный шов, Можно. Отличные аппараты. И не зацикливайтесь на этих пульсах, предподогрев решает проблему черноты, и кучи какашек в начале шва. Через примерно неделю буду ремонтировать лодку, сниму видео о сварке в линейном режиме.
3 балла
-
вы сейчас о чем? Или вы жертва маркетологов? Подробности не буду описывать. Вам п\а нужен или вы хотите ТИГ с АС режимом? Для полуавтомата, чтобы варить алюминий АС не нужен. Но нужно, ЖЕЛАТЕЛЬНО но не обязательно, режим ИМПУЛЬС. А то что некоторые для п\а сейчас стали говорить АС нужно для сварки алюминия ну это глубокое заблуждение. Т.е. п\а изначально работает на обратной полярности, то любой п\а может работать с алюминием. Ну и конечно, было бы не плохо понять, тот уровень на который вы ориентируетесь, т.е. что для вас являются качественными и красивыми швами после П\А.3 балла
-
Нам выдавали восстанавливающий крем, он так и называется. Я им очень сильный ожег залечивал, прикоснулся к металлической двери случайно, после пожара, волдырь вылез сразу, никакие пенки не помогали, и я стал мазать ожег им, по совету медика. За 10 дней затянуло свежей кожей.https://optimus-siz.ru/regeneriruyuschiy-vosstanavlivayuschiy-krem-dlya-ruk-cks-profline-tuba-100ml типа такого.3 балла
-
Годидзе! Как помрешь - так и приходи.... Игорь, Слава полтора часа "освещался" - немало....3 балла
-
Технологически оправданная нижняя граница сварки ММА- 2 мм.3 балла
-
Ничего особенного, так-то.Поджигать их, может и не сложнее УОНИИ 13/45/55,сложнее удерживать короткую дугу. Также норовят перегреться и захлебнуться шлаком.3 балла
-
смешная, для человека понимающего, что это за машина. А вот просто взять, да слона, без избалованного функционала, без гарантии и прочего ... Смешная для всех это наверное по цене чермета. Из разряда, просто чтоб было. Если и другой регион, то это еще перевезти надо. Транспорт дороже аппарата3 балла
-
"Они нам гравицаппу дают, а мы организуем взаимовыгодную торговлю - вы нам штаны жёлтые, а мы вам АГНИ сколько хотите." (с)2 балла
-
Аполитично рассуждаешь, клянусь, честное слово! (С) Саахов2 балла
-
Так первый, по максимуму запихивал в него.Вторую модель могу показать,пока плату отрисовываю .2 балла
-
Если про гроверс, то... Лет 8 от покупки до первой и единственной до сих пор поломки у друга в ремонтной мастерской. В основном на автомобильной тематике (картеры, диски, радиаторы). Не производство, но в среднем каждый рабочий день что-то да делал. Это к тому, что не везде нужны чудеса2 балла
-
Вот такая приезжает....
2 балла
-
Продаваны неплохо потрудились и хапнули заказов, обеспечив высокую загрузку производству, теперь опять тружусь по графику 12х6 , с такой загруженностью как-то отпало желание искать подработки и временно размышлять в этом направлении, ну и соответственно тиг не стал пока что брать по этой причине, если рабочая нагрузка снизится, снова вернусь к этому вопросу, а так пока что буду просто копить на инструментарий, чтоб по необходимости можно было сразу затариться и пустить его в работу, периодически просматриваю Авито на предмет потенциально "удачных покупок", всякие кемппи и евм мониторю (хз вообще стоит ли оно того на самом деле), но пока что предложений типа, ооо, надо брать, пока что не попадалось2 балла
-
Потрудитесь поискать сами в этой теме2 балла
-
Не нужно грубости. Я сказал именно то, с чем Вы столкнётесь в любом случае. А так как таких запросов приходит ежемесячно до сотни и из них 95% после пробы начинают хаять аппарат, а не руки, то приходится изначально предупреждать человека, что сварка алюминия полуавтоматом очень сильно отличается от сварки черняги, нержи полуавтоматом. А также и от ТИГ. В связи с особенностью, есть проволока , а она уже имеет свои характеристики плавления из которых выйти нереально. ТИГ можно держать на месте, на минимальном токе. На МИГ это не сделать ! Потому и нужен подогрев, зачистка окисла и травление до блеска, точное распределение тепловложения и опыт, как сваривать ту или иную толщину люмишки. Но ! Самое главное ! Сваривает не аппарат, а сварщик! За 28 лет работы в сфере сварки и ремонта сварочников я это усвоил на 100%. Потому любые советы не будут отражать ваши желания и необходимости в сварке Если это шутка, то она не удалась. А в остальном ув. LUZA прав. Если руки есть и голова, то можно и без пульса люмишку сваривать. Я даже Линкором умудрялся. Но ! Опять оговорюсь, только листовой металл. Блоки и прочие куски полуавтоматом сваривать герметично будет очень сложно.2 балла
-
Во! С пояснялками!!!!2 балла
-
ЭвоМиг,в соседней теме,Про Ал,решит Ваши проблемы2 балла
-
аргон тяжелее воздуха. Поэтому если довольно оперативно пользоваться, то главная продувка, это перед началом использования. Далее хватит и по секунде или даже меньше. Обычно, у меня малая продувка, следовательно, горелка лежала и взял в руки, шмык шмык шмык несколько раз кнопкой, продул систему и далее уже работаем и ни в чем себе не отказываем. И тут длина только на первую продувку скажется, далее все как на короткой горелке. Укоротить... если не вода, то укорачивается довольно просто, ну может не совсем и руки нужны из правильного места, но возможно. я не знаю как вам, но вентильный ТИГ меня раздражает. Городить огород, время. Если для вас сварка просто хобби, то можно и колхозить. А так ... ТИГ без HF и следовательно без клапана, просто разовая работа, когда вот прямо надо. Но для постоянки использовать без HF, лично у меня только раздражение, ведь не сам процесс, а именно когда аккуратно надо и если еще к кромке детали подходишь, то иногда гасишь, повторно поджигаешь и так бывает несколько раз. А когда поджог касанием, то пока не остынет, в красный метал электродом не потыкать, прилипнет. Да и регулировки спад тока так же не хватает, если ее нет. Поэтому пусть дорого или нет (все относительно) но лучше все же б\у какого китайца купить, чем мучаться с переделками. И два аппарата всегда лучше чем один.2 балла
-
Да и почему это вентиль горелки всегда открыт?Закончил сварку,закрыл вентиль.У меня по паре дней иногда горелка лежит и давление не падает2 балла
-
Остальное полумеры. Простейший б/у TIG DC можно в пределах 10 тыс купить. При этом на продаже своего ММА можно около 30-50% стоимости вернуть. Впрочем ничего не мешает прикрутить к управлению газовым клапаном ардуино или какое другое решение и настроить вкл/выкл клапана по нажатию кнопки, типа как в 4Т-режиме. Тогда и пред- и постпродувку сможете поточнее регулировать.2 балла
-
Так хочется на карете, с шиком, с мигалками? https://medvestnik.by/konspektvracha/gnojno-septicheskie-oslozhneniya-u-patsientov-s-ozhogovoj-travmoj Не доводи до сепсиса, если уже плоховато. Может уже антибиотики нужны, а они по рецепту сейчас. Выздоравливай2 балла
-
Общее правило для ММА процесса звучит так: диаметр электрода не должен превышать толщину свариваемого металла.То есть электродом 2.5 мм сваривать соединение С2 толщиной 2 мм уже херовая идея,но не невозможная.То есть в данном варианте 2 мм рулят.А пятеркой автожесть 0.8мм- это значит ,что товарищи открытые сторонники ЛГБТ.2 балла
-
Вот когда он это сделает-тема откроется.2 балла
-
Да я в курсе что у тебя на все есть особое мнение. Когда я слышу подобное то у меня стойкое ощущение что общаюсь со второгодником средней школы. " Китайская шушера" уже город на Луне строит, весь Китай превращает в технологическую сказку, но в глазах некоторых все так же - шушера! И по делу: На фото аппарата как раз видны переходные пластиковые вставки с гнезд размера 35-50 на гнезда 10-25. То есть изначально задумывалась установка 35-50, Потом оптимизировали - стали ставить 10-25 - медь экономят. Скорее всего это уже российские оптимизаторы дали такую команду. Заменить гнезда 10-25 на гнезда 35-50 нет никаких проблем. Я еще дополнительно пластиковую ручку ставлю сверху на корпус. И то и другое - копеечная работа для мужика с руками. Где проблема?2 балла
-
Ага, не "взззззз", а "вжжжжж"!2 балла
-
частникам, избалованным маленькими габаритами и массой, конечно не нужен такой слон (сугубо личное наблюдение и мнение). А вот предприятиям, я думаю интересно. Но ... а вот что с ним делать, если с ним будет проблема?! Вот тут, наверное многих и останавливает. Я лично, такое точно в ремонт не возьму (время затраченное и даже рядом не будет с выгодой). Все же отремонтировать его будет задачкой не из легких, хотя и по надежности он явно переплюнет любой инвертор, особенно китайский. Но это не точно Все же габариты и масса ... сегодня много что да значат. Да и три фазы ... далеко не каждому доступны. Хороший но морально устаревший.2 балла
-
Доброго времени суток, товарищи! Теоретики и практики, подскажите пожалуйста такой момент: когда-то видел табличку/диаграммку взаимосвязи режимов полуавтоматической сварки и характера переноса металла в столбе дуги. То есть, при каком соотношении тока и напряжения какой характер переноса (глобулярный, мелкокапельный или струйный). Если есть у кого такая информация- поделитесь пожалуйста. Очень желательно с ссылкой на литературу.2 балла
-
Что самое главное в сварке? Совершенно верно - токарный станок.
2 балла