Поиск сообщества
Показаны результаты для тегов 'вопрос'.
Найдено: 87 результатов
-
Прикупили б/ушный велик, но сразу не увидели проблемы с рамой. С одной стороны лопнувший стакан для каретки, а с другой подгнивший стык. Имеется сварочный инвертор. Но опыта в сварке практически нет - немного варил некритичные конструкции из проф. труб чем попало (первые попавшиеся электроды). Сейчас, начав изучать тему как заварить велик, узнал много нового, но полного понимания нет. С одной стоны говорят что для тонкого металла лучше использовать рутиловые электроды. С другой, что при больших мех.нагрузках нужны с основном покрытием. Кроме того боюсь как бы не повредить внутреннюю резьбы стакана, в которую вкручивается каретка. А саму трещину в стакане наверняка нужно попытаться стянуть перед сваркой? Наверняка есть и ещё других нюансы о которых я не догадываюсь. В общем прошу помощи - расскажите как в моих условиях максимально правильно вылечить этот велик, какие электроды прикупить, какая техника сварки и пр.

-
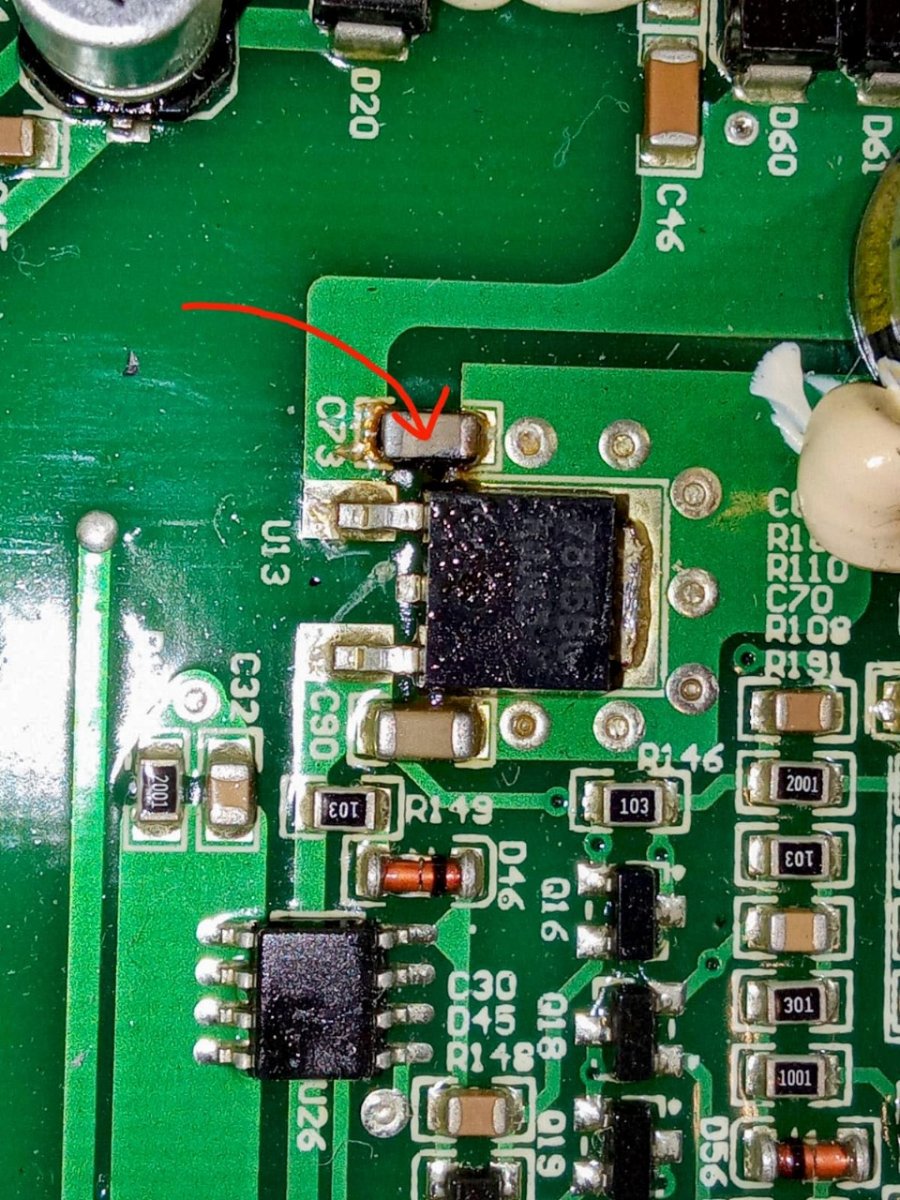
Очень нуждаюсь в помощи в ремонте Авроры Speedway Sinergic 200. Тихо умерла. Из за стоимости ремонта ремонтирую самостоятельно. Подскажите номинал конденсатора в дежурном блоке питания. Выгорел так, что опознать невозможно.
-
являемся обладателями машин контактной точечной сварки СС-2А с заводскими номерами 1 и 5. Но за давностью лет никто не помнит завода изготовителя, и потерялись тонкие брошюрки паспорта. Этот же завод выпускал столы монтажные СМ-3. Не подскажете завод или , может, у кого-нибудь есть тех. информация о машинах КТС: СС-2А, СС-2К, СС-2М.
-
Иногда клиент ставит в тупик вопросом, - "Чё я те должен за работу???" Как бы понятно, что работа разная бывает. Не хочется продешевить как бы и в то же время, хочется остаться адекватным и "держать себя в руках"... Одно дело - сварить гаражные ворота и совсем другое, реставрировать блок цилиндров двигателя или там, рулевые тяги от BMW модернизировать приваркой новых пальцев...Хотелось бы какие то реальные примеры по ценам и работам услышать.
-
Аппарат НЕОН ВД -315 . Высвечивается, моргая, ошибка А_С, выхода тока нет. Проверил датчик фазы, датчик температуры, исправность силовых и выпрямителей. Все ОК! Прошерстил мануал, форумы - ответа нет... Сейчас обед, перекур, потом снова буду рыть. Можно бы и позвонить изготовителю, но святой день - суббота. Но может кто тут и подскажет - где рыть?
-
Когда нет времени на поиск, а нужно получить быстрый ответ, то в этой теме можно задать любой профильный вопрос и вам по возможности кто нибудь постарается ответит.
-
Здравствуйте! В этой теме предлагаем обсудить такой аксессуар, как бандана под маску сварщика. Мы шьем их и комплектуем ими маски, которые производим сами. Мы считаем, что это стильный и удобный головной убор для сварщика. Наша бандана выполнена из натуральных тканей. Удобство банданы заключается в том, что используя ее вместе с маской сварщика, помимо защиты волос от пыли, грязи и окалины, сварщик получает дополнительный комфорт из-за того, что не всегда наголовники масок снабжены полосками от пота или комплектуются полосками из синтетических материалов. Предлагаем Вам поучаствовать в опросе (нам, как производителям, очень важно ваше мнение)!
-
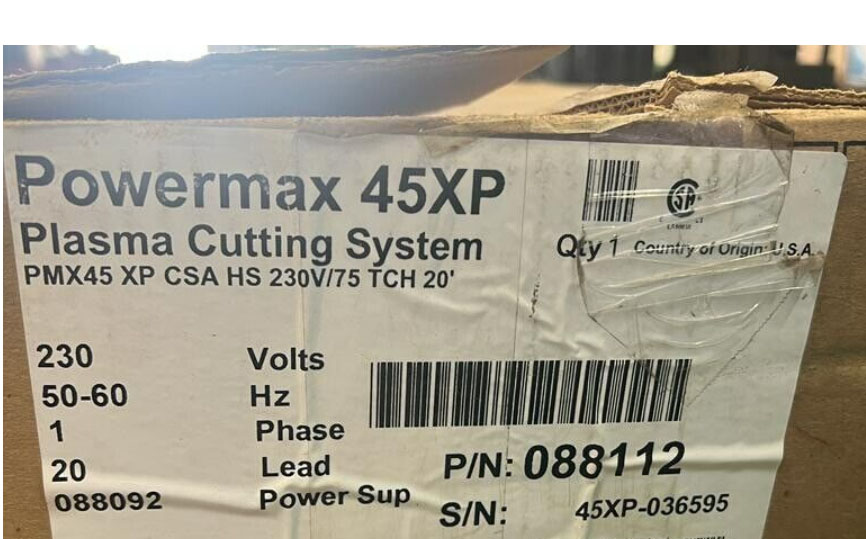
 Читал-перечитывал ветки обсуждений, но так и не нашел ответа на вопрос. По совокупности свойств вроде подходит нам весьма популярная рабочая лошадка: Hypertherm Powermax 45-ый. (с разъемом CPC под эксперименты) И характеристики в целом гуд и качество реза (подсматривали за разными аппаратами) конечно радует, а уж авито, набитое расходкой к ним, позволяет немного расслабиться на предмет дефицита оной. И тут конечно неизбежно встал вопрос: где брать? Изначально хотим новый, т.к. не держали такой в хозяйстве и соответственно абсолютно не разбираемся как и куда смотреть на него при покупке. Даже есть маленькое, но очень неприятное подозрение, что сложный электродевайс вот так вот запросто и не прощупаешь на предмет остатка его жизни. Присмотрел я тут несколько подходящих вариантов в Штатах и Германии, но столкнулся с вопросом стандартов электроэнергии. Смотрим спецификацию самого гипертерма: Стандарт CSA (обе Америки + Азия) 200 240 V - явно на наш не тянет, совместим вряд лиСтандарт CE/ССС 230 V - указан как подходящий нам европейский стандарт (СЕ) и китайский СССГрустим, понимая что стандарт CSA нам не подходит Потом в просторах инета видим продающийся желанный плазморез , на котором, блин, прилеплена такая бумажка Где вроде бы стандарт мериканьский (CSA) и ориг. номер аппарата нам об этом говорит 088112 (200-240 V с горелкой 6.1м), НО! дальше идут родные цифири : 230V и 50-60 HZ ! (Понятное дело ниже розетка указана тож американка: 088092 Power Supply, но кого это у нас остановило бы перед переделкой ) Собственно в чём вопрос: Этот басурманский стандарт CSA 200-240V судя по этикетке аппарата совместим с нашей сетью или совсем нет???? (розетку, понятно, оставляем за скобками...) P.S. То, что здесь не будет штатовской гарантии переживем.
Читал-перечитывал ветки обсуждений, но так и не нашел ответа на вопрос. По совокупности свойств вроде подходит нам весьма популярная рабочая лошадка: Hypertherm Powermax 45-ый. (с разъемом CPC под эксперименты) И характеристики в целом гуд и качество реза (подсматривали за разными аппаратами) конечно радует, а уж авито, набитое расходкой к ним, позволяет немного расслабиться на предмет дефицита оной. И тут конечно неизбежно встал вопрос: где брать? Изначально хотим новый, т.к. не держали такой в хозяйстве и соответственно абсолютно не разбираемся как и куда смотреть на него при покупке. Даже есть маленькое, но очень неприятное подозрение, что сложный электродевайс вот так вот запросто и не прощупаешь на предмет остатка его жизни. Присмотрел я тут несколько подходящих вариантов в Штатах и Германии, но столкнулся с вопросом стандартов электроэнергии. Смотрим спецификацию самого гипертерма: Стандарт CSA (обе Америки + Азия) 200 240 V - явно на наш не тянет, совместим вряд лиСтандарт CE/ССС 230 V - указан как подходящий нам европейский стандарт (СЕ) и китайский СССГрустим, понимая что стандарт CSA нам не подходит Потом в просторах инета видим продающийся желанный плазморез , на котором, блин, прилеплена такая бумажка Где вроде бы стандарт мериканьский (CSA) и ориг. номер аппарата нам об этом говорит 088112 (200-240 V с горелкой 6.1м), НО! дальше идут родные цифири : 230V и 50-60 HZ ! (Понятное дело ниже розетка указана тож американка: 088092 Power Supply, но кого это у нас остановило бы перед переделкой ) Собственно в чём вопрос: Этот басурманский стандарт CSA 200-240V судя по этикетке аппарата совместим с нашей сетью или совсем нет???? (розетку, понятно, оставляем за скобками...) P.S. То, что здесь не будет штатовской гарантии переживем.
-
Тема о термообработке металла и всего, что с ней связано. В помощь термисту Ассонов А.Д. 1969 Технология термической обработки деталей.djvu Каменичный И.С. 1952 Практика термической обработки инструмента.djvu Каменичный И.С. 1952 Практика термической обработки инструмента.djvu Каменичный И.С. 1982 Пособие термисту инструментального цеха.djvu Коротин И.М. 1963 Термист.djvu Крупицкий В.А. 1959 Основы термической обработки.zip Петраш Л.В. 1959 Закалочные среды.zip Самохоцкий А.И. 1976 Технология термической обработки металлов (1).zip Фиргер И.В. 1982 Термическая обработка сплавов.zip Филинов С.А. 1964 Справочник термиста.zip Седов Ю.Е. 1986 Справочник молодого термиста.zip
-
Добрый день! У советской кофеварки отломалась ручка. На донышке клеймо "МНЦ". Стоит ли пробовать прихватить аргоном, или лучше припаять? Если паять, то каким флюсом и припоем?
-

Помогите разобраться в ценовой политике
Pipeliner опубликовал тема в Ценообразование работ и изделий.
Приветствую! Ребят помогите спасите, по расценкам с ориентируйте пожалуйста. Извиняюсь что заезженная тема. Ну думаю и другим будет тоже интересно. Значит дело такое. Нам тут предложили пожару спринклерную в подземной парковки и итпшку. пожарные шкафы. короче всего дохрена пожарки 800 спринлеров. предлагают по 1000 за точку. думаю мало и ребята сомневаются. да шкафов с опусками штук 100. Объект г. Электросталь. -
Продолжение.Начало вот здесь http://websvarka.ru/...1160#entry60511 Доброго времени суток уважаемые профессионалы и начинающие, традиционно выкладываю в "свою" ветку форума достижения, рост в сварочном ремесле. Вашему вниманию будет представлен проектик "лестница". Сразу оговорка, хорошо, что данный проект до рук дошел только в этом году, а не в прошлом как планировалось. Поскольку, умений и понимания процесса сварки в этом году прибавилось (в основном большему уделенному времени сварке), вот так. Итак кратко по технике. Здесь применил все советы (советы которые давали уважаемые профи в данной теме ) по ведению электрода, по угловым соединениям и в особенности по току, скажем так в одну практическую кучу. Также успешно применяется режим "в отрыв", без отрыва немного получается только УОНИ. Увереннее и умереннее получается потолок, хотя много подтеков, но пока цель проварить чтобы держалось, а красота это потом. Ток 90-95 А обратной полярности, при сварке деталей "на коленке" и 100-115 А при сварке к штырям в полу и далее по месту.Электроды Е6013. Извиняйте за качество фото, уработался в тот момент, под рукой был только мобильный телефон. ножки - положено начало изготовления лестницы квадрат-труба наглухо заварена (также подсмотрено из разных ветока данного форума) для более долговечной эксплуатации. заготовки тетивы угол наклона неудобный, но деваться некуда 46-470 . По расчетам ступени шириной 21см, высотой такие -же, в целом оптимально. заготовки по 4 метра, учетом загиба около 3-х метров вот так лестничный марш начинается. А здесь мои яростно ненавистные угловые швы. Товарищи профи, если можно критику, али совет какой, может на ваш взгляд что-то не так или где-то можно было лучше сделать, буду благодарен.
- 628 ответов
-
- 15
-

-
- технологии
- схемы
- (и ещё 3 )
-
Тема для нашего форума непрофильная, но, тем не менее, периодически в комментариях и даже статусах появляются элементарные, казалось бы, для подготовленного пользователя вопросы, которые представляют некоторую сложность для человека, начинающего осваивать компьютер. Здесь, чтобы дать старт, я приведу список программ для операционной системы windows, которыми пользуюсь я сам и которые рекомендую для повсеместного использования. Помимо этого, в комментариях вы, конечно же, можете задавать любые вопросы, высказывать свою точку зрения, свои рекомендации и примеры самостоятельного использования ПК. И мы все, полагаясь на собственный опыт, гугл и какую-то там матерь, постараемся решить возникшие проблемы без регистрации и смс. Итак, поехали. Антивирус. Здесь много сломано копий и высказано миллионы мнений, но! Ни один антивирь не защитит пользователя, который не соблюдает элементарных требований безопасности: Не отключайте UAC. Читайте что он спрашивает. Не отключайте обновления Windows. С помощью их разработчики латают дыры в системе и улучшают производительость. Не скачивайте исполняемые (установочные) файлы с файлопомоек. Только с сайта разработчиков. В ином случае из доверенных каталогов с репутацией, модерацией и прошедших испытание временем. Скачанный со стороннего источника файл не лишним будет проверить на virustotal (онлайн сканирование стопицод антивирусами) Используйте бесплатные аналоги нелицензионного софта, во многих случаях вам хватит их возможностей, в иных случаях эти возможности даже превосходят платные аналоги. Используя варезный или незнакомый/разовый софт, запускайте его только в режиме песочницы. Научитесь этим пользоваться. Сам пользую SandboxIE, но ничего против иных вариантов не имею. Если же вы и браузер открываете в песочнице, то к вам гарантированно не пролезет самый ужасный смс-блокер с самого ужасного порносайта. Chrome изначально работает в режиме песочницы, потому рекомендую. Хотя сам люблю лисичку, но об этом позже. Пока мы не выросли до ультрамегахэкеров, антивирус нам нужен. Рекомендую Microsoft Security Essentials. Он бесплатный. Он не особо пожирает ресурсы. Он прекрасно справляется с своей задачей. Anti Autorun-7 — защищает флешки, телефоны, фотоаппараты от зловредов, размножающихся через сменные носители. Алсо, в современных системах Windows уже встроены механизмы защиты от этой дряни, но в ряде случаев Браузеры. IE, он же Ослик. Заслужил себе дурную славу в прошлые времена, которые ему припоминают до сих пор. Сейчас он вполне себе хорош для рядового пользователя. Хотя мне ужасно, нечеловечески нравится его рендер страниц, я остаюсь на Firefox. Потому что прекрасная расширяемость. Об этих аддонах я долгое время сожалел, пока сидел на Опере. Он прекрасно поддерживает стандарты. Он перестал жрать память. Он удобен, безопасен и отлично поддерживается сообществом http://habrastorage.org/storage2/0a9/489/334/0a9489334f9173d1e92f83ddc5864fae.jpg. Chrome. Прогрессивный браузер от компании Google. Быстрый. Чоткий. Расширяемый. Лучший на сегодняшний момент. И если вы никогда ничего не смотрели и не читали про анальный зонд, это, безусловно, ваш лучший выбор. Opera. Первый мой браузер. Мобильный. Опера-мини. Я чатился тогда с девочками из других городов через вап-интернет. С появлением компьютера я конечно первым делом загрузил Оперу. И её скорость, главным образом основанная на кэшировании вебстраниц, беспрецендентна, и сейчас догоняется только твиками других браузеров. И то не всех. Когда гугл начал воевать с разработчиками, я долго терпел и однажды мне надоело. Я перешёл на более удобный вариант. Сейчас опера переходит на прогресивный движок вебкит. И я, быть может, когда-нибудь снова вернусь на этот замечательный браузер. Офис. Здесь разговор может быть долгий и нудный. В настоящее время царит гегемония от корпорации Майкрософт. Есть свободные OpenOffice и LibreOffice но с ними полно проблем, касаемо совместимости с форматами от мелкомягких. Разработчики Майкрософт обещали в будущем поддерживать открытый odf формат, но как оно будет реализовано, знает только Будда. Если вы готовы платить, то Microsoft Office, приобрести можно по ссылке или в магазинах. Если не готовы, но очень нужно, то гугл в помощь. Почта. Раньше все пользовались почтовыми клиентами. Одни были навороченными, другие ещё круче, сейчас же веб-клиенты вполне себе юзабельны. Пока сам не определился, принимаю рекомендации. Мультимедиа. Видео и аудио плееров сейчас есть выбор и бо́льшая их часть в том или ином достаточно хороши. Это и на редкость функциональный кросплаформенный VLC, и лёгкий классический MPC, и молодой российский Light Alloy, или имеющий свою базу субтитров BSPlayer (кто-то говорил что он лучше работает с тяжёлым видео). Здесь я воздержусь от рекомендаций. Для видео использую в некоторой степени преемник замечательного KMP Daum PotPlayer в обновляемой сборке от 7sh3. Для музыки очень популярен сейчас AIMP. Я использую для проигрывания mp3-шек Stealth Player без графического интерфейса. Ну просто он мелкий, прикольный и цифровой блок хоть под что-то заюзан. Когда появится музыкальное оборудование посерьёзнее моего ноута с дешёвыми наушниками, то выбирать надо будет что-то посолиднее конечно, навроде расширяемого Foobar. Пиринговые сети (P2P) Файлообменные сети, основанные на обмене данными между пользователями и достойные отдельной темы. Основное их преимущество в том, что они позволяют на полную использовать современные скоростные возможности канала и огромный выбор контента. Это конечно же, torrent (как пользоваться), чаще применимый для глобальной сети и DC++ для внутренних ресурсов провайдера, коли таковые имеют место быть. Последние чаще представлены несколько изменённым под себя фейсом, блэкджеком и преднастройками клиента, обычно это Флайлинк. Подробная инструкция по употреблению всегда будет вас ждать на сайте провайтера, иначе зачем они это всё затевали. А я задержусь на торрент-клиентах. Это ультрапопулярный хит µTorrent и хочу ещё оставить ссылку на Tixati, он похож на то, чем нюторрент был поначалу. Лёгкий, шустрый, цепкий и без рекламы. Морда, правда, вырвиглазна, но можно настроить. Далее бесплатные узконаправленные утилиты. Revo Uninstaller — удаляет программы вместе с хвостами, которыми они любят сорить в системе. Есть режим охотника, захватываешь мышкой и направляешь на ярлык программы, которую хочешь удалить. CCleaner — чистит и подметат всё, что считает лишним, регулирует автозагрузку, и ещё много всяких нужных штук. Если вы вдруг обнаружили, что не можете войти в однокласники, то это он и виноват. SpaceSniffer — если вы не понимаете, что сожрало ваш жёсткий диск и на нём вдруг перестало хватать места. В графическом блочном виде отображает все растолстевшие файлы или папки, которые пылятся на вашем диске. Выглядит это примерно так: Интерфейс нирусский. Freemake Video Converter — замечательный конвертер видео. .Крайне полезна будет обладателям планшетов и мобильных устройств, содержит предустановки для конвертации в различные форматы. Поддерживает «NVIDIA CUDA technology» для кодирования видео H.264. Это значит, в конвертации будут использованы вычислительные возможности видеокарты, которые в большинстве случаев превосходят возможности процессора. Видео высокого качества оно у меня отчего-то пожало до невозможности. Возможно я сам что-то прохлопал в настройках. Работает на NetCF, для кого-то это может быть недостатком. AntiDupl — программа поиска похожих изображений и, соответственно, ликвидации дублей. Фильтрует по содержимому, достаточно надёжна и функциональна в своём классе. HWiNFO — позволяет глянуть потроха вашего компьютера не открывая крышки системного блока с кучей сводной полезной информации. HWMonitor — мониторинг температуры компонентов. Смотрим, насколько жарко нашему зверю. В дальнейшем тема будет изменяться, дополняться и совершенствоваться.
- 1 172 ответа
-
- 10
-
-
- рекомендации и советы
- отзывы
- (и ещё 2 )
-
В данный момент осваиваю молот пневматический. Довольно опасный агрегат. Вот несколько видео, которые будут полезны. До сих пор помню, в кузницу зашел, думаю щааа я его включу и попрет жара, мы все ж могем. Угу, подошел, посмотрел на него и пошел к кузнецам, научите пожалуйста уму разуму по работе с молотом . https://youtu.be/px-nH1hbbLg https://youtu.be/xswEjIx4460 https://youtu.be/I1VwCUAgvm0 https://youtu.be/FudsABBgDhM
-
Появился вопрос на сколько у нас в России решен и актуален вопрос сушки спецодежды. Мы пытаемся диверсифицироваться в это не простое время, поэтому рассматриваем вариант производства промышленных сушилок на подобии тех, что внизу на фото. Просим высказаться всех как вы или у вас на предприятии сушится одежда и обувь. Заранее спасибо всем за высказанное мнение.
-
на форуме часто возникают вопросы,требующие доооолгой писанины. поскольку не у всех коллег(у меня в том числе ), руки заточены под кнопки клавиатуры,а под молоток и держак.,предлагаю при долгих он-лайн дискуссиях/тех.вопросах и т.д., переходить на мобильную интернет-рацию для голосового общения с коллегами он-лайн. скачиваем соответствующий контент http://zello.com/ установка на смартфон http://youtu.be/2gZTBcpUGu0 установка на пк http://youtu.be/I9StWNKR1lY присоединяемся- канал вебсварка https://zello.com/channels/c/c880e2c4 время эфира пока не определено .можно согласовывать здесь,на сайте всем зарегистрировавшимся просьба добавлять свой контакт в этой теме. мой- svarnoi69
- 187 ответов
-
- 6
-
-
- вопрос
- рекомендации и советы
- (и ещё 1 )
-
 Классы прочности болтов: маркировка, классификация, ГОСТ 7798-70. Сталь для болтов Класс прочности болтов - ГОСТ 7798-70, маркировка, виды, обозначение Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9. Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм2. Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%. Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести. Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше. Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие. Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%. Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали). Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности. Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности: Основные марки стали, применяемые при производстве болтов Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей. Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности. Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами. Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности. Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов. Параметры высокопрочных болтов В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА. Маркировка болтов по классу их прочности Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы. Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя. Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно. Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции. Стандартное расположение маркировки на болтах Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать: Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности. 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий. Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия. В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм. Для производства применяют несколько марок стали. Распространенными считают - 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. После выполнения термообработки, болты, получают заданные параметры, определенные в соответствующих нормативных актах. Термическую обработку осуществляют в электрических печах с применением защитной среды. Она препятствует исходу углерода из стали. Болты высокой прочности могут быть произведены из разных марок и будут получены изделия, которые будут относиться к различным группам прочности. Варьируя разнообразные режимы термообработки, есть возможность получения изделий с разными параметрами прочности. Как пример можно рассмотреть применение стали 35 для производства болтов, относящихся к разным группам прочности: 6 — болты выполняют на станках токарно-фрезерной группы;6 и 6.8 — крепеж производят на высадочном прессовом оборудовании;8 — этот класс получат после прохождения термообработки.Болты высокой прочности, включают в себя и специализированные метизы, нашедшие применения строго в определенных областях. Требования к продукции определяют в отраслевых документах. Крепежные изделия, применяемые в авиастроении, производят на основании так называемых нормалей (отраслевых стандартов). Эти метизы отличает повышенная прочность, малый вес и точность. Применение этих болтов и гаек обеспечивает безопасность эксплуатации техники. Для их производства применяют стали, относящиеся к углеродистым или легированным. Готовые изделия покрывают усиленным слоем антикоррозийного покрытия. Продукция, применяемая при возведении мостовых сооружений и их конструктивных элементов, нормируется ГОСТ Р 52644-2006. Болты особой прочности, производят в разном исполнении. Различают несколько вариантов. Болты категории «У» допускается эксплуатировать работать при – 40 ºC. Изделие типа «ХЛ» эксплуатируются в диапазоне от – 40 до – 65ºC. Для изготовления метизов с высокой прочностью, применяют следующие марки сплавов: 30Х3МФ, 30Х2АФ, 30Х2НМФА. На болтах, выполненных из нержавеющей стали должна быть указана марка стали. Индексы, наносимые на болт, могут выпуклыми или выдавленными. Размер шрифта определяет завод-изготовитель, руководствуясь требованиями ГОСТ. Точность болтовДругое важное свойство – это точность. Производители выпускают продукцию двух классов точности. Класс А – подразумевает то, что стержень встает в отверстие с минимальным зазором. Диаметр посадочного отверстия не может быть больше толщи болта на 0,3 мм. Такой точности довольно просто добиться в условиях производственного цеха, но практически невозможно на строительной площадке. Крепеж класса В и С могут быть установлены в посадочные отверстия больше стержня изделия на 2 – 3 мм. Точность исполнения болтового соединения оказывает заметное влияние на его прочность и сопротивлению нагрузок. В частности, чем точнее выполнено посадочное отверстие, тем будет меньше воздействие нагрузок, возникающих перпендикулярно оси стержня. prompriem.ru https://pellete.ru/stal/stal-dlya-boltov.html
Классы прочности болтов: маркировка, классификация, ГОСТ 7798-70. Сталь для болтов Класс прочности болтов - ГОСТ 7798-70, маркировка, виды, обозначение Класс прочности гаек, винтов, болтов и шпилек определен их механическими свойствами. По ГОСТ 1759.4-87 (ISO 898.1-78) предусмотрено разделение крепежных элементов по классам их прочности на 11 категорий: 3.6; 4.6; 5.6; 5.8; 6.6; 6.8; 8.8; 9.8; 10.9; 12.9. Правила расшифровки класса прочности болтов достаточно просты. Если первую цифру обозначения умножить на 100, то можно узнать номинальное временное сопротивление или предел прочности материала на растяжение (Н/мм2), которому соответствует изделие. К примеру, болт класса прочности 10.9 будет иметь прочность на растяжение 10/0,01 = 1000 Н/мм2. Умножив второе число, стоящее после точки, на 10, можно определить, как соотносится предел текучести (такое напряжение, при котором у материала начинается пластическая деформация) к временному сопротивлению или к пределу прочности на растяжение (выражается в процентах). Например, у болта класса 9.8 минимальный предел текучести составляет 8 × 10 = 80%. Предел текучести – это такое значение нагрузки, при превышении которой в материале начинаются не подлежащие восстановлению деформации. При расчете нагрузок, которые будут воздействовать на резьбовой крепеж, закладывается двух- или даже трехкратный запас от предела текучести. Высокопрочные болты, временное сопротивление у которых равно или больше 800 МПа, используются не только для крепления элементов крановых конструкций, но и при строительстве мостов, при производстве сельскохозяйственной техники, в железнодорожных соединениях и для решения ряда других задач. Высокопрочные болты соответствуют классу 8.8 и выше, а гайки — 8.0 и выше. Параметром, который определяет, какой класс прочности будет у болтов, является не только марка стали, но и технология, по которой они изготовлены. Болты, относящиеся к категории высокопрочных, преимущественно изготавливаются по технологии высадки (холодной и горячей), резьбу на них формируют накаткой на специальном автомате. После изготовления они подвергаются термообработке, затем на них наносится специальное покрытие. Автоматы по холодной и горячей высадке, на которых изготавливаются болты высоких классов прочности, могут быть различных марок, некоторые модели позволяют производить от 100 до 200 изделий в минуту. Сырьем для производства является проволока из низкоуглеродистой и легированной стали, содержание углерода в которой не превышает 0,4%. Основными марками стали, используемыми для производства таких крепежных элементов, являются 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. Требуемые механические свойства этим высокопрочным болтам придаются и при помощи термической обработки, проводимой в электропечах, в которых создается специальная защитная среда (с ее помощью удается избежать обезуглероживания стали). Разные типы болтов изготавливаются и из углеродистой стали, при этом получаются изделия, относящиеся к разным классам прочности. Применяя различные технологии изготовления и термическую обработку (закалку), из одной марки стали можно получать болты, относящиеся к разным классам прочности. Рассмотрим, к примеру, сталь 35, из которой можно изготовить болты следующих классов прочности: Основные марки стали, применяемые при производстве болтов Приведенная таблица позволяет ознакомиться с наиболее популярными марками сталей, используемыми для производства крепежных изделий. Если к характеристикам последних предъявляются особые требования, то в качестве материала изготовления выступают и другие марки сталей. Классификация болтов, относящихся к категории высокопрочных, включает в себя узкоспециализированные изделия, используемые в отдельных отраслях промышленности. Характеристики таких узкоотраслевых крепежных элементов оговариваются отдельными нормативными документами. Так, требования к высокопрочным болтам, головка «под ключ» у которых имеет увеличенные размеры, используемым при возведении мостов, оговариваются советским ГОСТ 22353-77 (ГОСТ Р 52644-2006 — российский стандарт). Прочность, указанная в этих нормативных документах, соответствует временному сопротивлению на разрыв (кгс/см2). Фактически этот показатель соответствует границам прочности. Классификация болтов узкоспециализированного назначения также подразумевает их разделение по вариантам исполнения. Так, различают следующие категории болтов. Параметры высокопрочных болтов В таблице указаны параметры, которым соответствуют высокопрочные болты. Для того чтобы изготовить крепежные элементы с еще более высокими прочностными характеристиками, используются следующие сорта сталей: 30Х3МФ, 30Х2АФ, 30Х2НМФА. Маркировка болтов по классу их прочности Система маркировки болтов, значение которой можно посмотреть в специальных таблицах, чтобы определить, какой именно тип крепежа вам подойдет, разработана Международной организацией по стандартизации (ISO). Все стандарты, разработанные в советское время, а также современные российские нормативные документы, основываются на принципах данной системы. Обязательной маркировке подлежат болты и винты, диаметр которых составляет более 6 мм. На крепежные изделия меньшего диаметра маркировка наносится по желанию производителя. Маркировка не наносится на винты, имеющие крестообразный или прямой шлиц, а изделия, имеющие шестигранный шлиц и любую форму головки, маркируются обязательно. Не подлежат обязательной маркировке также нештампованные болты и винты, которые изготовлены точением или резанием. Маркировка на такие изделия наносится только в том случае, когда этого требует заказчик подобной продукции. Стандартное расположение маркировки на болтах Местом, на которое наносится маркировка болта или винта, является торцевая или боковая часть их головки. В том случае, если для этой цели выбрана боковая часть крепежного изделия, маркировка должна наноситься углубленными знаками. Выпуклая маркировка по высоте не должна превышать: Геометрию различных видов резьбового крепежа регламентируют отдельные ГОСТы. В качестве примера можно рассмотреть изделия, выпускаемые по ГОСТ 7798-70. Такие болты с головкой шестигранного типа, относящиеся к категории изделий нормальной точности, активно используются в различных сферах деятельности. 5.6 — болты изготавливают на токарных или фрезерных станках методом точения;6.6 и 6.8 — такие крепежные элементы изготавливают по технологии объемной штамповки, для чего используют высадочные прессы;8.8 — такой класс прочности можно получить, если подвергнуть болты закалке.Виды болтов с исполнением «У», которые могут эксплуатироваться при температурах, доходящих до –40 градусов Цельсия. Что важно, буква «У» не указывается в обозначении таких изделий. Изделия с исполнением «ХЛ», которые могут использоваться в еще более жестких температурных условиях: от –40 до –65 градусов Цельсия. В обозначении таких изделий указывается класс их прочности, после которого следуют буквы «ХЛ».0,1 мм – для болтов и винтов, диаметр резьбы которых не превышает 8 мм;0,2 мм – для крепежных изделий, диаметр резьбы которых находится в интервале 8–12 мм;0,3 мм – для болтов и винтов с диаметром резьбы больше 12 мм. Для производства применяют несколько марок стали. Распространенными считают - 10КП, 20КП, 10, 20, 35, 20Г2Р, 65Г, 40Х. После выполнения термообработки, болты, получают заданные параметры, определенные в соответствующих нормативных актах. Термическую обработку осуществляют в электрических печах с применением защитной среды. Она препятствует исходу углерода из стали. Болты высокой прочности могут быть произведены из разных марок и будут получены изделия, которые будут относиться к различным группам прочности. Варьируя разнообразные режимы термообработки, есть возможность получения изделий с разными параметрами прочности. Как пример можно рассмотреть применение стали 35 для производства болтов, относящихся к разным группам прочности: 6 — болты выполняют на станках токарно-фрезерной группы;6 и 6.8 — крепеж производят на высадочном прессовом оборудовании;8 — этот класс получат после прохождения термообработки.Болты высокой прочности, включают в себя и специализированные метизы, нашедшие применения строго в определенных областях. Требования к продукции определяют в отраслевых документах. Крепежные изделия, применяемые в авиастроении, производят на основании так называемых нормалей (отраслевых стандартов). Эти метизы отличает повышенная прочность, малый вес и точность. Применение этих болтов и гаек обеспечивает безопасность эксплуатации техники. Для их производства применяют стали, относящиеся к углеродистым или легированным. Готовые изделия покрывают усиленным слоем антикоррозийного покрытия. Продукция, применяемая при возведении мостовых сооружений и их конструктивных элементов, нормируется ГОСТ Р 52644-2006. Болты особой прочности, производят в разном исполнении. Различают несколько вариантов. Болты категории «У» допускается эксплуатировать работать при – 40 ºC. Изделие типа «ХЛ» эксплуатируются в диапазоне от – 40 до – 65ºC. Для изготовления метизов с высокой прочностью, применяют следующие марки сплавов: 30Х3МФ, 30Х2АФ, 30Х2НМФА. На болтах, выполненных из нержавеющей стали должна быть указана марка стали. Индексы, наносимые на болт, могут выпуклыми или выдавленными. Размер шрифта определяет завод-изготовитель, руководствуясь требованиями ГОСТ. Точность болтовДругое важное свойство – это точность. Производители выпускают продукцию двух классов точности. Класс А – подразумевает то, что стержень встает в отверстие с минимальным зазором. Диаметр посадочного отверстия не может быть больше толщи болта на 0,3 мм. Такой точности довольно просто добиться в условиях производственного цеха, но практически невозможно на строительной площадке. Крепеж класса В и С могут быть установлены в посадочные отверстия больше стержня изделия на 2 – 3 мм. Точность исполнения болтового соединения оказывает заметное влияние на его прочность и сопротивлению нагрузок. В частности, чем точнее выполнено посадочное отверстие, тем будет меньше воздействие нагрузок, возникающих перпендикулярно оси стержня. prompriem.ru https://pellete.ru/stal/stal-dlya-boltov.html -
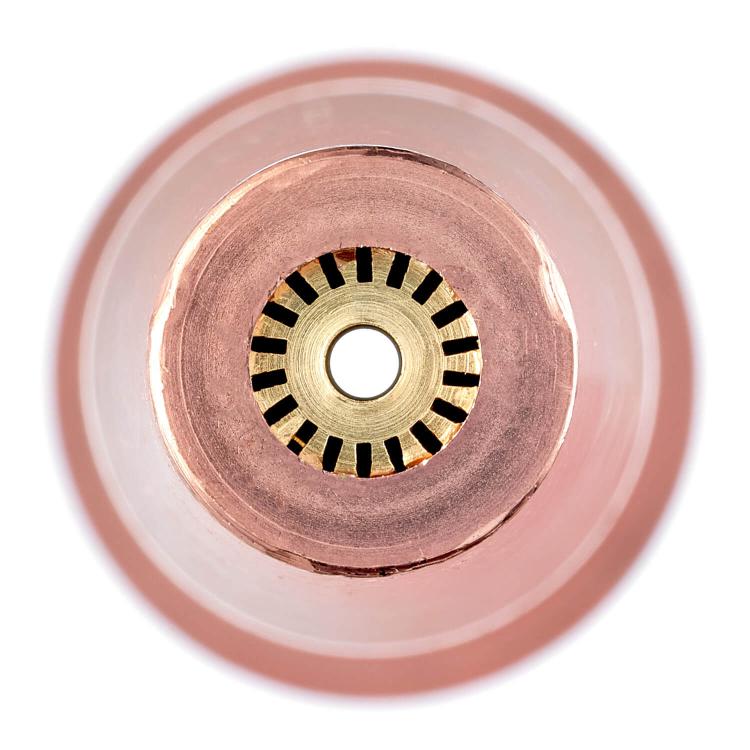
Все газосварщики пользуются мундштуками, на вид они все однотипные (мундштуки, не сварщики). Но если их рассмотреть под другим углом? Новый ракурс, новое представление о привычных вещах. Какие ассоциации у вас возникли при виде таких фото мундштуков? Мы вспомнили Питерские дворы-колодцы, патроны и гильзы, турбины самолёта и крутые диски на автомобилях. А у вас какие ассоциации? Делитесь ими в комментариях.
-
Пока все готовятся поздравлять своих защитников с главным праздником февраля, мы хотели напомнить о празднике, который отмечается сегодня. Это международный день родного языка. Язык каждого народа - это не просто инструмент общения и понимания друг друга, но и вековая история нации, свои традиции и культура самовыражения. Но, помимо обычной речи, используемой в повседневной жизни, у каждого из нас есть и свой профессиональный лексикон, благодаря которому мы с легкостью общаемся со своими коллегами по «цеху». А у сварщиков есть целый ряд забавных сленговых выражений, о значениях которых никогда не разобраться простому обывателю. Например: Северное сияние - контактная сварка. Кротович - сварщик с плохим зрением. Зоркий слепень - сварщик в очках. Поймать плясуна - когда горячая капля металла попадает в обувь. Голландский сыр, виспа (название пористого шоколада) - сварочный шов со множеством сварочных пор. Поймать зайца - увидеть сварочную дугу без маски или защитных очков. Гена - бензиновый или дизельный генератор. Лепило - Сварщик с плохой репутацией. Сварной - Сварщик с хорошей репутацией. Сталевар - сварщик, делающий большие катеты за один проход. Серьёзный танковый - сварной шов с хорошим проваром. Колчан - пачка электродов. Окурки - мелкие остатки электродов. Крокодил, тёщина рука, клюшка, вилка - рычаг для стягивания свариваемых деталей и удержания их при наложении шва. Лапша, шнурки, кишки - длинные сварочные кабеля. Чикатило - человек в квадратных очках. Товарищи, а какие интересные выражения в своей работе используете вы? Делитесь в комментариях.
-
Предлагаем ознакомиться с новыми сварочными масками от российского производителя. Производственная компания «ИНВЕРТИКА» выпускает маски сварщика, отвечающие всем современным требованиям. Предлагаем Вам ознакомиться с основными характеристиками, которые определят Ваш выбор в пользу приобретения производимых нами масок сварщика: 1. Мы изготавливаем наши маски из полиамида со специальными добавками, которые делают их гибкими, выдерживающими высокие и низкие температуры. Вместе с тем наши маски чрезвычайно устойчивы к механическим повреждениям и не горят (при попадании раскаленной окалины не происходит возгорания и прожигания маски). 2. Дизайн производимых нашей кампанией масок сварщика многофункционален и практичен. Блок светофильтров максимально защищен от механических повреждений, есть возможность сопряжения с большим количеством дополнительного оборудования, малые габариты позволяют работать в весьма стесненных условиях, а так же конструктивно заложен отвод выдыхаемого воздуха от внутренней поверхности блока светофильтров (предотвращение запотевания). 3. В маски могут быть установлены любые светофильтры с размерами 110х90мм и толщиной до 11мм. Гарантийный срок на все маски 12 месяцев. Вся продукция имеет гигиенический сертификат и сертификат соответствия ГОСТ Р. Для особых случаев маски могут быть исполнены с аэрографией по вашим эскизам. https://youtu.be/QZhZUAyV5H8 https://youtu.be/9GcZQFlx0jQ https://youtu.be/PhqDPDaIYZM https://youtu.be/XQDNIpiDHPM https://youtu.be/FZr3n7jNp-g https://youtu.be/wBzdNOQl7PE Maski_proizvodstva_INVERTIKA.doc
- 527 ответов
-
- 2
-

-
-
- фото
- технологии
- (и ещё 5 )
-
В продолжении нашей темы: Наружные защитные пластины Speedglas арт. 42 60 00 (реплика) , так как появилось много разного и нового. Мы изготавливаем из монолитного поликарбоната защитные (наружные и внутренние) пластины для любых масок сварщика. Сейчас в основном пользуются спросом реплики на маски Спидглас, Есаб, Кемппи, Эверматик и сомзовские НБТ Визион. Вот фото несколько примеров:
-
Есть большое желание освоить TIG сварку. Но незнаю найду ли применение в бытовых целях. Профессионально я сваркой не занимаюсь. Есть дуговая сварка и полуавтомат. Есть небольшая мастерская на даче. Как считаете найду применение TIG в быту?
-
Добрый день всем! Есть в хозяйстве два аппарата САИ-200 ТСС старой версии на MOSFET который трудится по сей день. Решил купить еще такой же, но обнаружил что сменилась линейка. Есть ли на форуме обладатели этих аппаратов? Отзовитесь пожалуйста! Интересует прежде всего качество сборки аппаратов, соответствие заявленным характеристикам и как бы сказать "комфортность" по сравнению со старыми версиями. Старые аппараты очень нравятся неприхотливостью и "мягкой" сваркой (простите за .... ) Перекурив практически все сварочные форумы рунета, не нашел вообще информации по данным аппаратам. Есть ли на форуме обладатели этих аппаратов? С уважением http://i94.fastpic.ru/thumb/2017/0526/50/440f54403fe8673fa27537de681c4f50.jpeg
-
Доброго времени всем. Мой братишка приобрел бэушный гроверс ас/дс 350. При попытке варить данным аппаратом, возникла следующая проблема. Дуга как бы не стабильна. Происходит прерывание кратковременное. При сварке на дс, тоесть на постоянке, такого дефекта не наблюдается. Только на АС, Проявление не постоянно, а как бы временами. Вот видео, может кто сталкивался. На видео хорошо слышно как это происходит. Очень рад буду помощи. На настройки и горелку не грешим, меняли и так и сяк, косяк из аппарата, что можете посоветовать ?
-
 Добрый день! Меня зовут Павел Михальков. Я - менеджер по сервисному обслуживанию Lincoln Electric Россия. Предлагаю в этой теме размещать ваши вопросы по нашему оборудованию и сервису. Пока на этом форуме я один, но думаю скоро подключится и наш маркетинг и специалисты по технологиям. На каком-то элементарном уровне и я понимаю сварку, но в основном моя специализация - ответ на вопрос: "Почему не варит?" - во всём спектре нашего оборудования. Для начала, хочу поделиться откровением, которое давно уже ни для кого не секрет: примерно 60% всех "поломок" - это не прочитанное руководство по эксплуатации, и как следствие - неправильное подключение, неправильные установки, неправильный режим и даже полное отсутствие сварки. Из оставшихся 40% процентов примерно 70% находятся вне корпуса аппарата: неисправные горелки и кабели, "плохая" сеть. Все остальные вопросы можно решить в авторизованных нами сервисных центрах, чьи адреса можно найти на странице нашего сайта. Там же, если переключиться, можно найти и наших дистрибьюторов.
Добрый день! Меня зовут Павел Михальков. Я - менеджер по сервисному обслуживанию Lincoln Electric Россия. Предлагаю в этой теме размещать ваши вопросы по нашему оборудованию и сервису. Пока на этом форуме я один, но думаю скоро подключится и наш маркетинг и специалисты по технологиям. На каком-то элементарном уровне и я понимаю сварку, но в основном моя специализация - ответ на вопрос: "Почему не варит?" - во всём спектре нашего оборудования. Для начала, хочу поделиться откровением, которое давно уже ни для кого не секрет: примерно 60% всех "поломок" - это не прочитанное руководство по эксплуатации, и как следствие - неправильное подключение, неправильные установки, неправильный режим и даже полное отсутствие сварки. Из оставшихся 40% процентов примерно 70% находятся вне корпуса аппарата: неисправные горелки и кабели, "плохая" сеть. Все остальные вопросы можно решить в авторизованных нами сервисных центрах, чьи адреса можно найти на странице нашего сайта. Там же, если переключиться, можно найти и наших дистрибьюторов.