hvr63
-
Постов
1 386 -
Зарегистрирован
-
Посещение
-
Победитель дней
118
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
А с массой все хорошо? У меня, когда деталь лежит на столе, а масса к столу, а не к детале, иногда на DC деталь аж прыгает когда варишь из-за плохой массы. На АС как-то не обращал внимание на это, но наверное тоже бывает.
-
Импульсные блоки питания незаземленные могут щипаться током, так как у них на нуле (или на корпусе, не знаю как правильно) 120 В. У меня такое бывало так-как у меня земли нет, а есть зануление. ПС. Если что, я в электро-электронике не разбираюсь, может и фигню написал.
-
Справочное значение напряжения холостого хода, наверное относится к режиму поджига касанием, а при поджиге с осциллятором, до включения, напряжение наверное поменьше, если вообще есть.
-
Ну ты барин и задачи ставишь... Это придет Алексе-техсвар и все разрулит. А я так понимаю - нет нагрузки откуда взяться напряжению (или току, не знаю как правильнее).
-
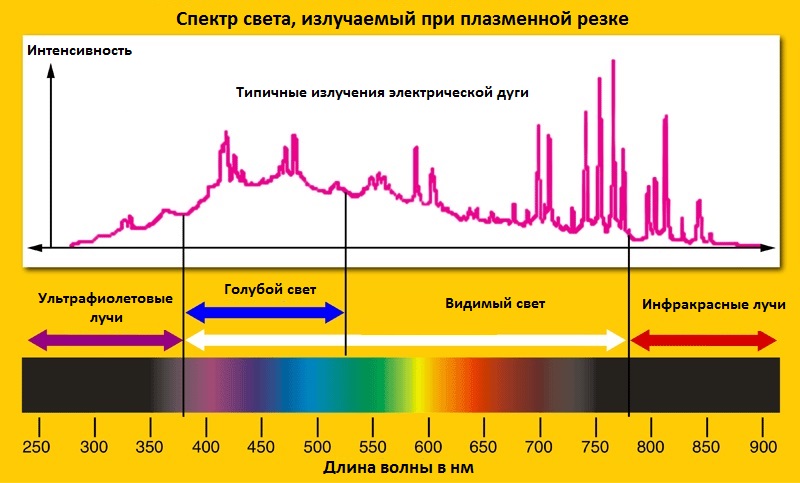
"Мы не можем ждать милостей от природы. Взять их у нее - наша задача" (с) Чтобы получить шарик необходимо электрод оплавить (3650 К для вольфрама). Если нет оплавления, значит электрод не достигает температуры плавления. Предвижу вопрос: "почему электрод не плавиться дальше и не стекает на пол как сопля?" С увеличением диаметра кончика, падает плотность тока и как следствие - температура достигает баланса. А вот для чего нужен шарик и нужен ли он вообще? Ответ на это вопрос можно найти здесь (правда объяснение дано для умных людей, в связи с чем я сам не все понял). Величина напряжения холостого хода регламентировано только электробезопасностью. Хотя по физике, чем больше - тем лучше (в разумном пределе).

-
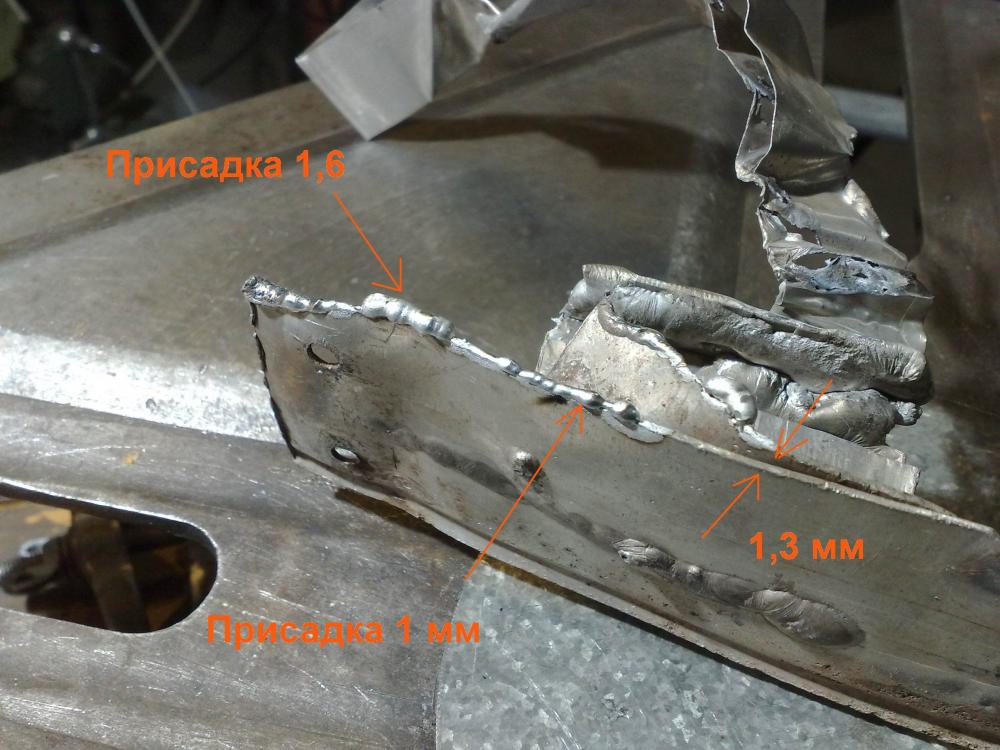
В полный рост эта проблема проявилась когда я трубку сжег по этой причине. Но мне теперь уже кажется, что баланс АС ХА был задвинут в плюс. Потом я изменил настройки (баланс АС ХА 50% и выше, в минус) и вроде больше с этим не сталкивался. Но когда электрод сгорел, выглядело это точно также, когда, или силу тока розжига поставить большую, или когда формируешь шарик на большом токе и балансе полярности сильно в плюс. Так же эта фигня проявлялась на сварке банок (по этой причине я и не смог их сварить). Но там, в угоду максимального уменьшения сварочного тока, были просто дикие настройки по балансам. Сварка, по сути, проходила только на положительной полуволне. Может из-за этого и не получалось сварить. Там, в какой-то момент, плавление прекращалось и дуга прыгала в стенку и прожигала ее При этом шарик на миллиметровом электроде постепенно рос и в конечном итоге становился больше диаметра электрода, пришлось электрод заменить на 1,6. Сам электрод тогда не разрушался из-за маленького тока. Вот те баночные настройки на фото (может чуть другие по току). А вот когда я трубку сжег, ток был 32 А. И сжег я ее из-за того, что плавление сварочной ванны прекратилось, а я остался на одном месте и ждал когда ванна расплавится, ну естественно стенка упала. При этом электрод закипел.
-
Не смог я разрушить электрод. Пробовал на частоте 200 Гц и токе 30 А. И на АС и на АС ХА (50%) баланс от +8 до -8. Только заметил, что на простом АС, при тех же условия, ванну формирует позже чем на АС ХА 50%, видно середины у них разные. Свариваемый образец - столетняя накладка порога Жигулей, 1,3 мм, не шкуреная, ацетоном не тертая (на фото ток 12 А). Электрод 1,6 мм, заточенный с крупными рисками по диагонале, окунутый в алюминий (на фото от вольфрама один кончик торчит), с абсолютно непритязательным шариком. В общем, не знаю я причины пердежа. Может что-то сломалось?
-
И да. Только заточенный электрод, без шарика, тоже как-то не очень. В общем осталось впечатление, что нужен чисты, аккуратный шарик. Наверное завтра соберусь с силами и проведу тесты по настройке.
-
Вспомнилось тут про электрод. Я заметил, что качество дуги сильно зависит от состояния поверхности шарика электрода. Если маленький постгаз, или рано поднять горелку, то шарик окисляется и горение дуги сильно ухудшается. Это все относится к критическим режимам, когда пердеж проявляется. На всех других режимах дуга горит без проблем и на элетроде, обляпанным алюминием и с расщепленным на двое концом.
-
Стакан на половину полон... На электроде слишком много плюса.
-
Сразу скажу, в школе учился откровенно средне, так что не обессудьте за непонятливость. И с осциллографом никогда не общался. В моем понимании, если программно сделать баланс на ноль, ну типа тупо поделить поровну то что задает, то физически не получить "0" на нуле баланса. И то что приходиться на отрицательную полуволну, будет сильно зависить от физических свойств поверхности детали. Так что ориентироваться на показания осциллографа, нужно с поправкой на физику.
-
 Может все же каким нибудь традиционным способом модернизацию провести. https://www.drive2.ru/o/b/517210270779572723/
Может все же каким нибудь традиционным способом модернизацию провести. https://www.drive2.ru/o/b/517210270779572723/ -
А я по наивности полагал что без баланса амплитуды АС и не бывает аппаратов. На фига мне этот ампераж на электрод? Все что у меня было до этого (аж целый Тритон и сейчас есть) имело эту чудесную функцию.
-
Себя угробите и еще кого нибудь. При отрыве уха суппорта с набегающей стороны у вас не тормоза пропадут, а суппорт заклинит диск колеса.
-
Я банку так и не смог заварить То что шов положен, я это за сварку не считаю, с такими трудностями это не сварка. А по 14 прошивке, недавно трубку кондиционера сжег в очень ответственном месте из-за этого пердежа (писал про это). На сколько успел настроиться (сколько терпения хватило), так все уходит в отрицательный баланс, в связи с чем возникает проблема с глубиной проплавления и иногда минимального тока может и не хватить. На тонком уже варить стремно, особенно там, где невозможно потом проконтролировать обратный валик, например на трубке.
-
У меня, с моей прошивкой, тоже попердывает. Но я пока досконально этой проблемой не занимался.
-
Если электрод сильно оплавляется, то для начала нужно баланс полярности и(или) амплитуды уменьшать, добиваясь шарика, не выходящего за диаметр электрода.
-
Крайне неудобно в некоторых случаях. У меня аппарат почти всегда находится очень близко от меня (ну там крутнуть чего нибудь). Вентилятор дует так что приходится переднюю панель отворачивать в сторону, так-как аргон из горелки сдувает. Причем отворачивать очень на много, из-за большой турбулентности. Я уже несколько раз попадал - начинаешь варить забыв отвернуть аппарат, вентилятор включается как раз на начале сварки и все сдувает. К тому же аппарат имеет ЖК экран, который в сварочной маске, с посредственными поляризационными свойствами светофильтра, ни черта на таком угле не видно.
-
Вот тоже про одну руку, силу воли и умение.
-
Не, настоящий. Вот, например, на этом самолете он был конструктором. Он же, у меня на модернизации (я только варил).
-
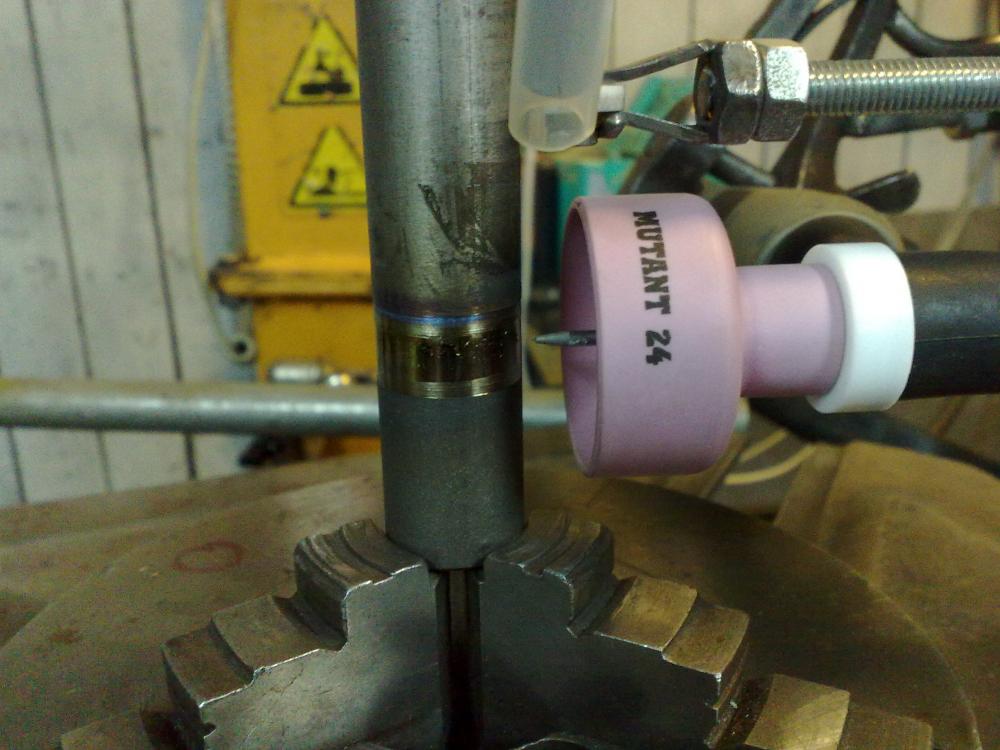
Прокоментирую про предложенное мною сопло. Это сопло для гарантированной защиты и быстрой сварки (шов выскакивает из-под газа попозже) и когда неудобно выцеливать в место сварки, работает по площадям. В обыденной жизни я увеличенную (Джамбо) линзу использую. Можно конечно и на обычном сопле без проблем заварить, но если условия не стесненные, то эта эквилибристика, я считаю, излишняя. Кстати, на 12 линзе я обычно на 8 литрах варю (на не очень толстом). Мое мнение: основное достоинство линз (увеличенных), это большой диаметр сопла и лучшая защита задней части шва. Вот, всеми нами уважаемый мастер советуют иногда загибать электрод вперед, чтобы была лучшая защита задней части шва. Для ситуации из темы, мною предложенная линза может и будет выходом, а то проблему из ровного места неделю решить не могут. ПС. Кстати, на моем фото с 24-й линзой - титан, если что. И вот как он выглядит когда защита, даже на 24 сопле, недостаточна (это брак). Но тут причина в скорости сварки (D22 мм; 17 см/мин; 120А) и отсутствии кольцевого обдува (все никак не могу приступить к проектированию соответствующей оснастки).
-
Возьмите вот такое сопло, только №20, и с газовой защитой больше проблем не будет. Только сварщик нужен аккуратный, чтоб не раскокал сопло.
-
Вся фишка в том, что у меня задающее поворот детали устройство работает на угловых величинах. Пришлось переписывать программу на задание перекрытие по спаду тока, с контролем выбега в миллиметрах, а угловое деление ставить на 360 градусов. Но установка перекрытия в угловых величинах тоже осталась, теперь можно задавать перекрытие и так, и так. А по скорости, я по началу тоже хотел упростить, и угловой оперировать, но потом все перевел в линейную.