hvr63
-
Постов
1 426 -
Зарегистрирован
-
Посещение
-
Победитель дней
128
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
А интерметаллидные фазы, типа Ti₃Al, TiAl, TiAl₂, TiAl₃ , на прочность соединения не повлияют?
-
 Хозяин - барин. https://vkvideo.ru/video-149258223_456240184
Хозяин - барин. https://vkvideo.ru/video-149258223_456240184 -
Паяльником с паяльной кислотой. Весь вал греть не надо. Облуживается почти мгновенно. Во всяком случае, для того, чтобы не получилось, необходимо для начала попробовать. Процесс абсолютно обратимый, испортить ничего нельзя. Да и потом допускает демонтаж пробки, если приспичит. А по правильному - подбирать подходящий клей.
-
Мне кажется, только запаять заход резьбы мягким припоем, все остальные способы больно уж стремные.
-
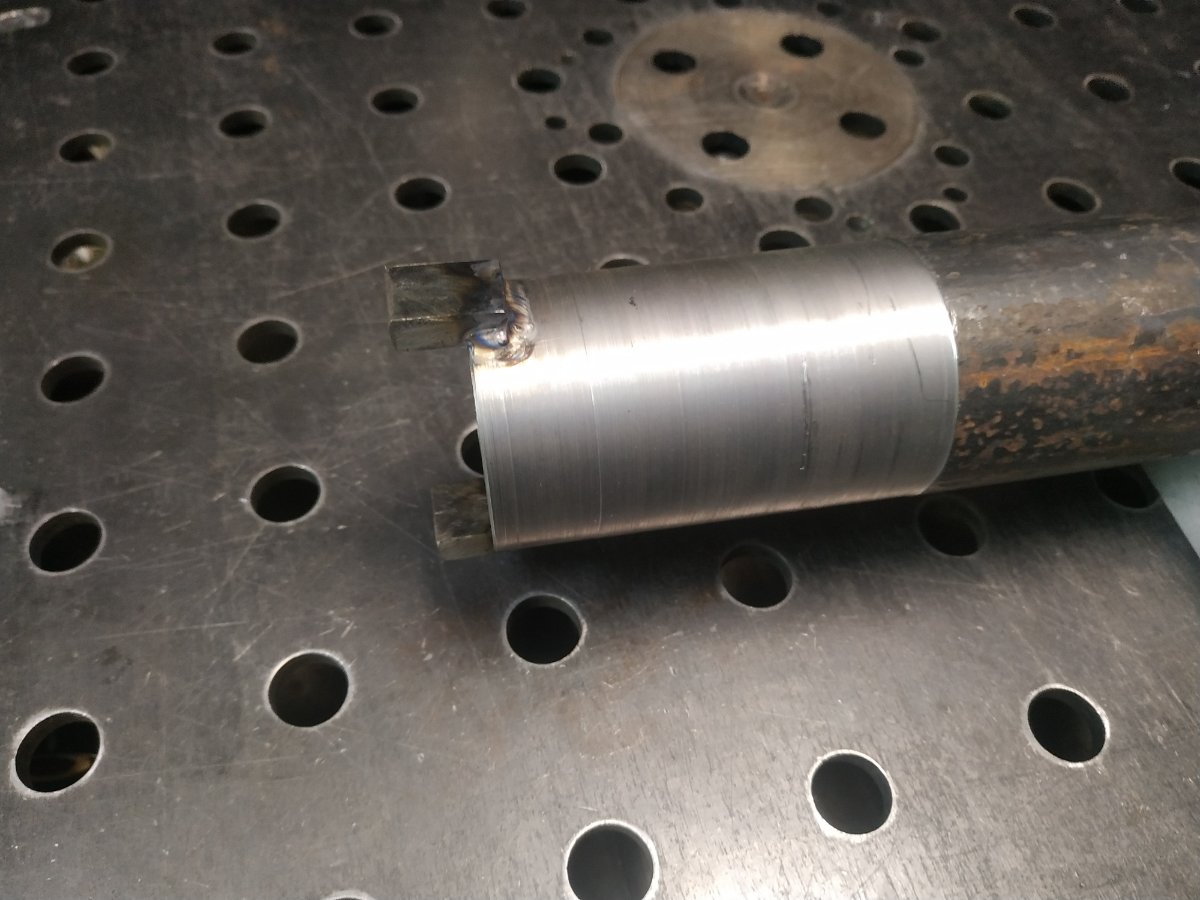
Заготовка - Гайка шестигранная с фланцем DIN 6923 - М10 - 8

-
"... у всякого свой вкус: один любит арбуз, а другой - свиной хрящик" (с) Я вот так люблю (с фланцевой гайкой не нашел фото, на днях, если все сложится, сфоткаю).
-
Если гайка с фланцем, то очень тщательно удалить цинк (в том числе и с привалочной плоскости из зубьев) и на токе 40-60 А своим телом (ток будет зависеть от ловкости). Гайку хорошо прижать. Если гайка как на первом фото, то можно повредить резьбу. Лучше гайку с фланцем.
-
За лето 2026 не скажу (рано еще). Или вы не про это, а про то "как у нас тут в гаражах"? Если "как в гаражах", то соседи новых машин понакупали. П.С. Если что: "мы чужие на этом празднике жизни" (с)
-
Да так и надо (дольше будет окисляться). Там сама сварка происходит мгновенно, за счет оплавления. В таком случае можно просто острее заточить.
-
Да, присадка тоже из какой-то старой спирали.
-
Где-то уже выкладывал, не буду искать, продублирую. Самый обычный режим, как для стали. Мало того, когда ТИГа небыло, полуавтоматом эту спираль заварил, довольно долго проработала, пока 08Г2С на окалину не снизошла. П.С. У меня основная трудность была в том, что проем печи 170х115 (ШхВ), только одна рука с горелкой лезла, присадку подавать было нечем. Варил где своим телом, где присадку в зажиме прислонял.
-
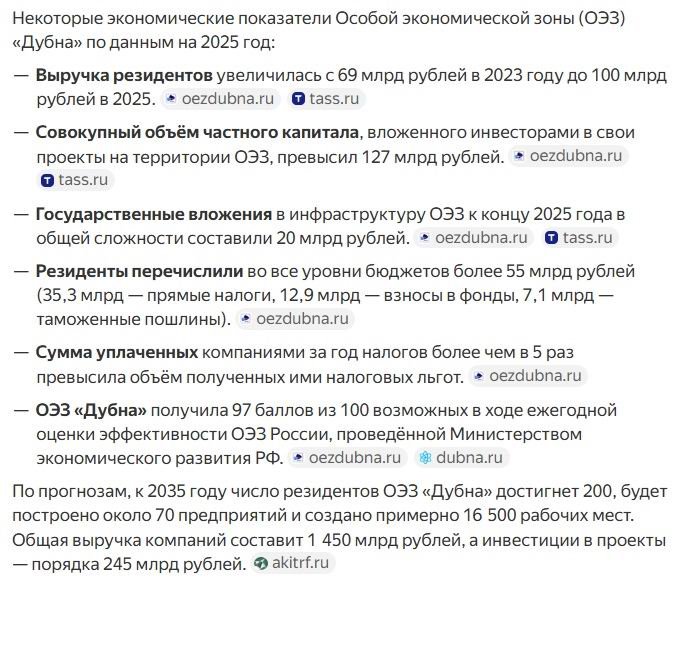
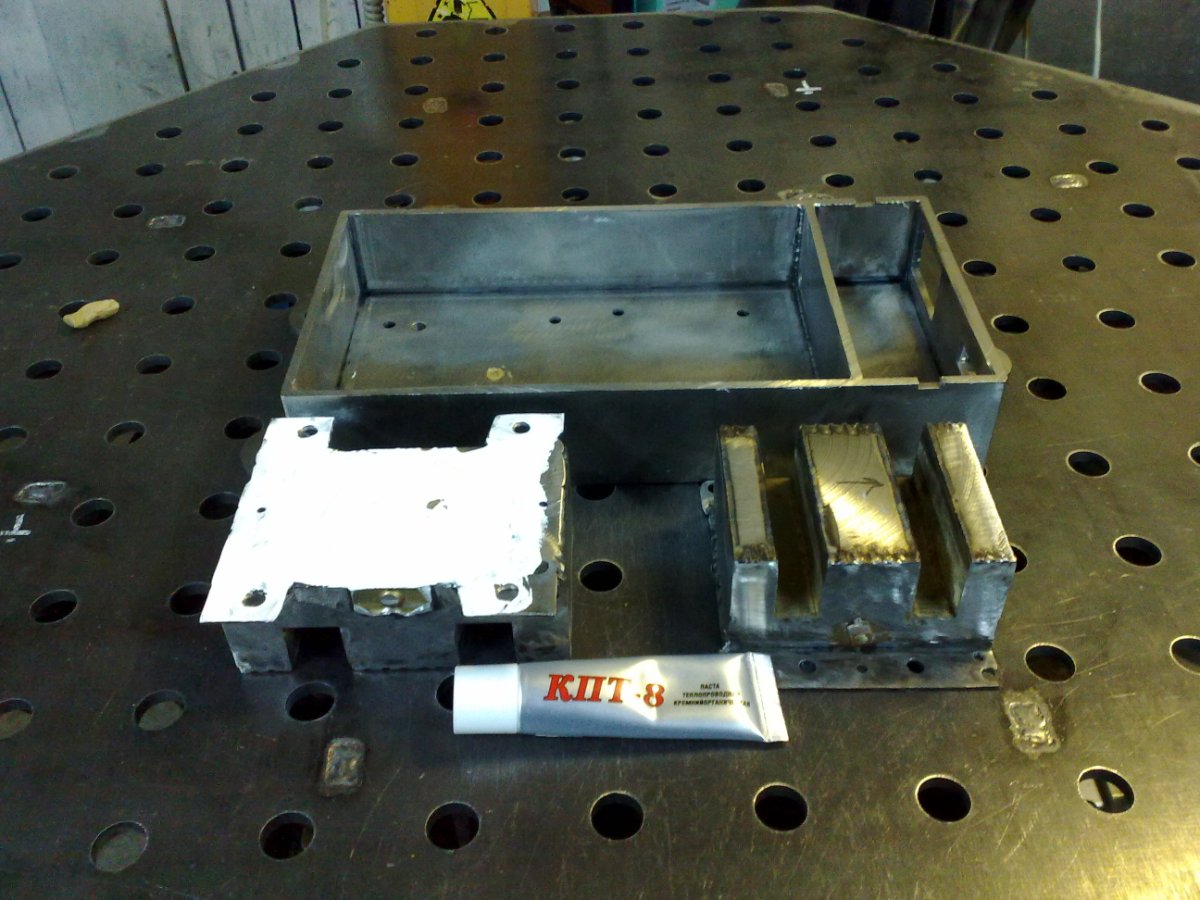
Я в своем аппарате так сделал
-
Ну и ладно. "Три месяца назад я написал эту песню, но с е... темпом инфляции я з... тексты переделывать, так что пусть в этой песне всё остаётся, как было." (с)
-
Кстати, кто умеет, надо тему переименовать, а то форум профессиональный, а швы "сварочные", глаза режет.
-
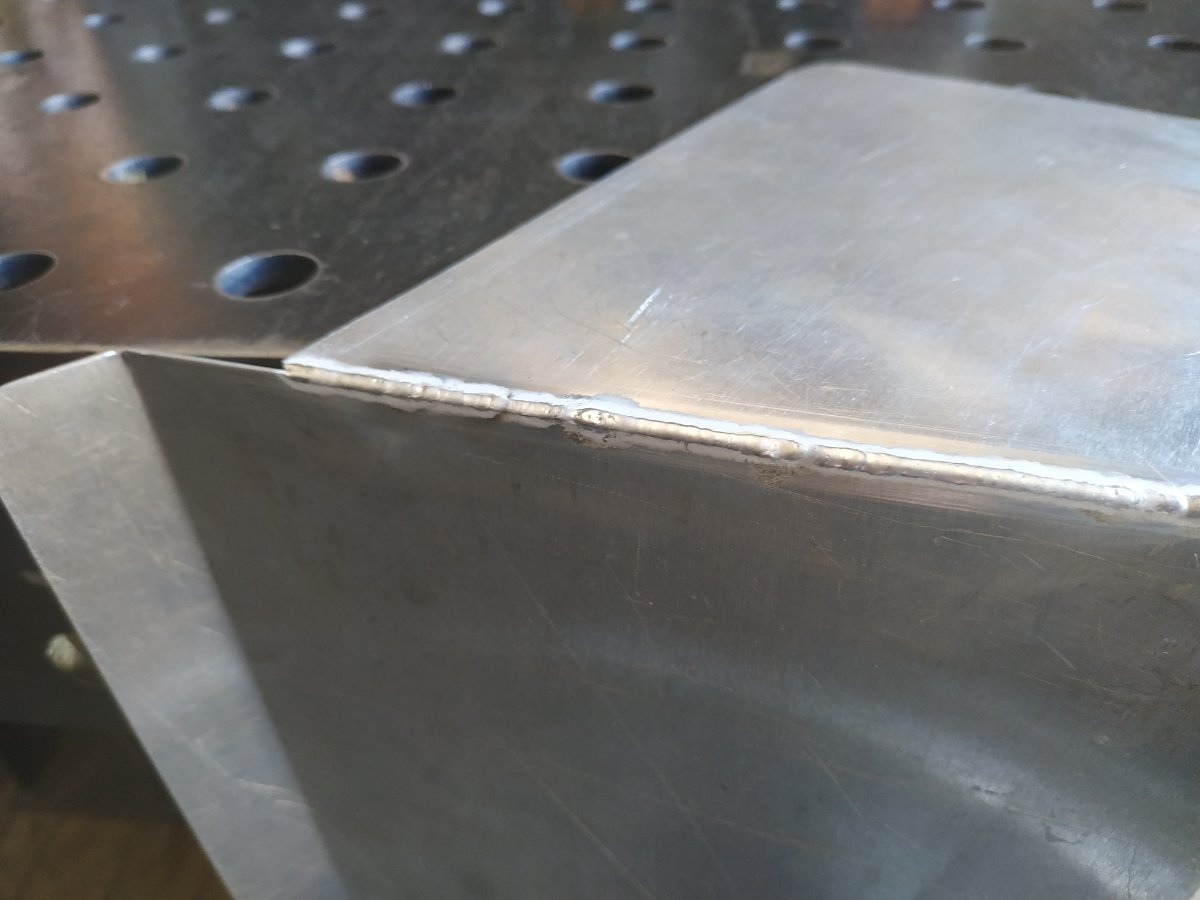
Конструктор даже знает, что сварных соединений по алюминию без присадочного материала не существует. Но я с ними со всеми смог договориться (технолог тоже поучаствовал). А если серьезно, то это была доработка уже готового изделия (если интересно - СОЖ коварна, брызгает в любую щель). На винтах сварщику делать западло, да и дизайн портить не хотелось, пришлось варить (отбортовка тоже бы не смотрелась).
-
Конструктор задумал У4 со смещением S/2. Надо подчиняться. Это какой-то баг, связанный с сочетанием выбранных параметров. Мне пока эта тайна не раскрылась. Вроде все настройки найду и вот опять. В том-то и дело. Как правило работа на несколько минут и тут какой-то казус, а исследовать некогда. Я уже несколько раз устраивал лабораторные работы по подбору параметров. Вроде все отстроишь, все варит идеально и тут бац, какая-то конкретная задача с нелабораторными условиями и опять - двадцать пять.
-
Да. Забыл пояснить. Своим телом. Скорость сварки была очень высокая, по ощущениям - чуть ниже чем лазер (во всяком случае выше чем полуавтомат). Отсюда и поры, так-как тормозить было нельзя. Можно было конечно все исправить (второй раз пройти - переплавить), но в данном случае: улучшать - только портить (по задумке шов вообще должен был быть прерывистым). П.С. Ну Чебора, мать её! Ни хрена не захотела с присадкой варить (отсюда и весь этот перфоманс со сваркой своим телом). Как только присадку вносишь в зону колокола дуги, происходит срыв дуги и остается только положительная полуволна, которая не греет и оплавляет электрод. А варить по классике (дождался ванны - отвел дугу - окунул присадку), не получается. Так-как варил на стальной подложке для позиционирования листов, из-за большого теплоотвода ванна без дуги не держится. Ну и плюс руки кривые.
-
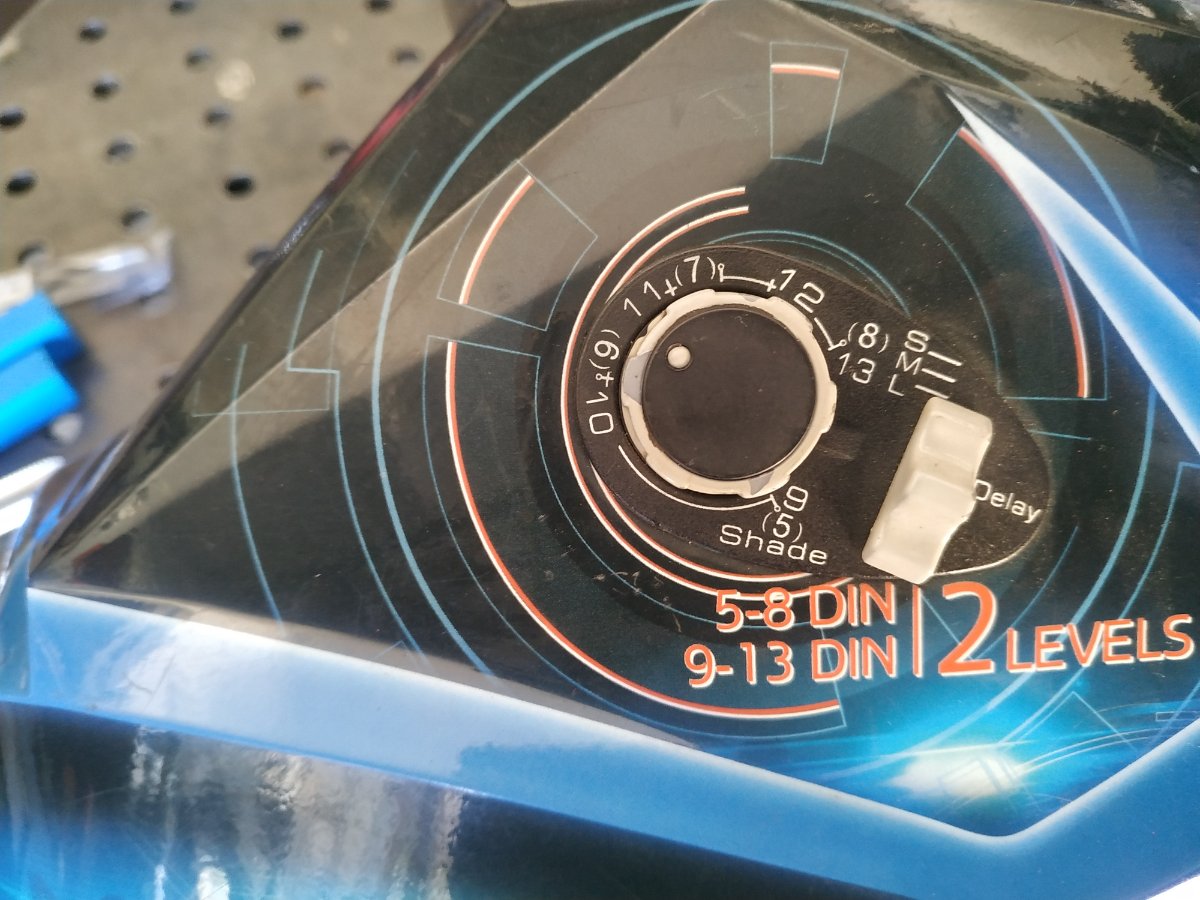
У меня маска двухдиапазонная: 5-8 и 9-13. На 9-13 переключаюсь в основном когда полуавтоматом варю, а так 5-8 и то в первой части диапазона. П.С. Варю, в основном, не по крупному и бывает даже интенсивности излучения не хватает датчикам (из-за теней, например от сопла).
-
Лист - 1 мм; пруток - 4 мм.
-
"Они нам гравицаппу дают, а мы организуем взаимовыгодную торговлю - вы нам штаны жёлтые, а мы вам АГНИ сколько хотите." (с)
-
А как в пендосие без АГНИ живут?
-
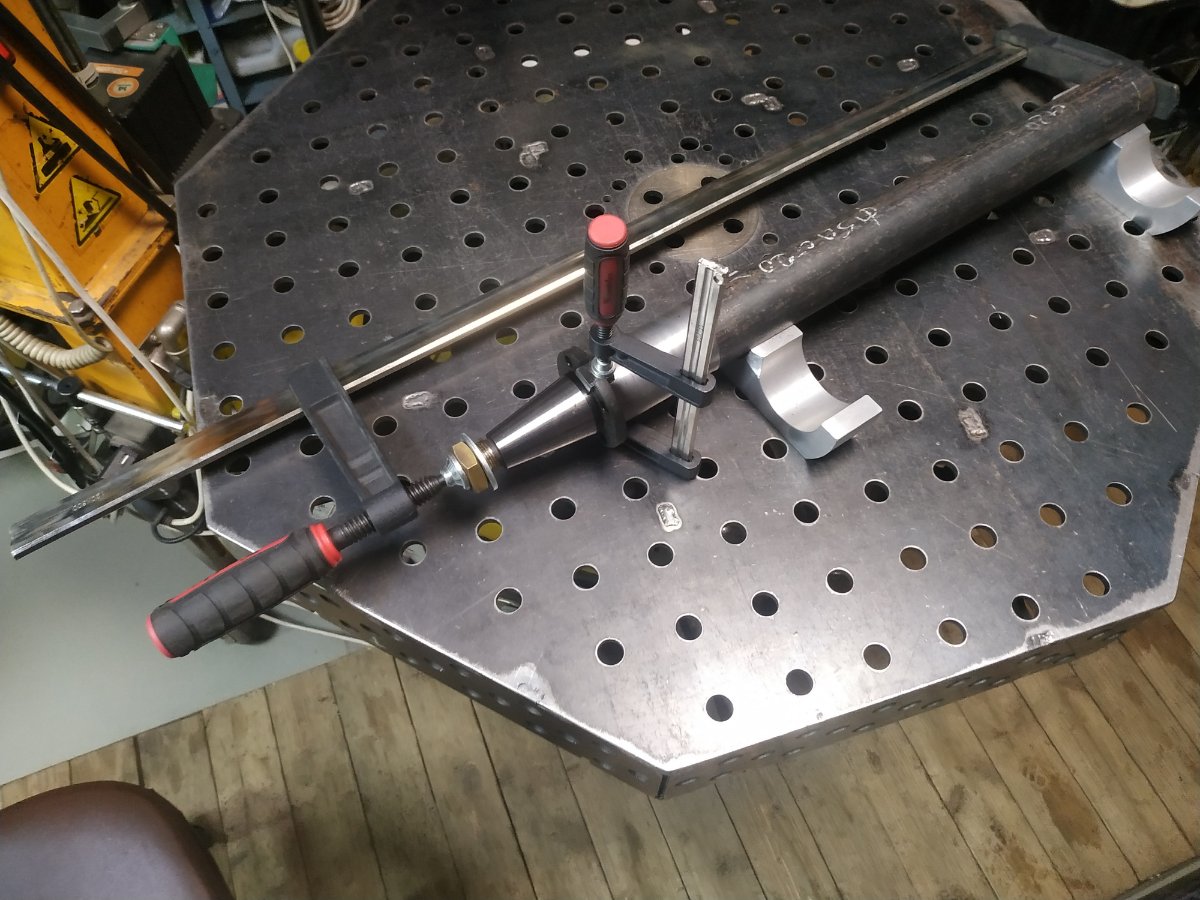
Я при возникшей проблеме не стал продолжать исследования, времени не было, а отдельно заняться все не соберусь. У меня сопло в корпус линзы упирается, пришлось дистанционное кольцо ставить.
-
При определенных условиях будет действовать закон Бернулли.
-
Очень не хотелось фрезеровать (хотя по правде - не из чего и нечем). Для справки: переходная втулка D50 - ISO40.