hvr63
-
Постов
1 385 -
Зарегистрирован
-
Посещение
-
Победитель дней
118
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
 Ну это это общепринятые технологии с удешевляющими добавками. Вон в некоторых автомобильных грунтовках (те что грунт-наполнители) мела наверное процентов 70, весом они как кирпич, да и в лаках их до пса.
Ну это это общепринятые технологии с удешевляющими добавками. Вон в некоторых автомобильных грунтовках (те что грунт-наполнители) мела наверное процентов 70, весом они как кирпич, да и в лаках их до пса. -
Это полезная информация, которая формирует полную картину мира. У нас здание гальваники было метров 100х100 и винипласт варили в промышленных масштабах, только я никогда не обращал внимание чем. Теперь буду знать. Да, такой горелкой варят по сути как газосваркой, моим феном тоже так можно, у него сопло диаметром миллиметров шесть. Я иногда так и варю, но о-о-чень редко.
-
Конечно такой прибор компактней фена и наверняка его удобнее держать, но я акцент делан на то, что принципиально важно знать какое значение регулятора температуры выставить для сварки материалов различных пород. Именно значение регулятора, а не саму температуру, так как к температуре сварки это имеет весьма относительное отношение. Я приводил в пример историю о том, как без сожаления отдал почти 12-14 тысяч по сути только за эту информацию. Вот эта информация за 12-14 тысяч.

-
Честно говоря такие не попадались, но я уже почти двадцать лет автотранспортом не занимаюсь. Тальк, наверное, добавляют для облегчения извлечения из пресс-формы сложных деталей. В мое время бампера были формой попроще, чем сейчас. Но как правило, любой наполнитель требует очень тщательного расплавления зоны сварки, почти до жидкого состояния, иначе риск несплавления Вот гляжу где что применялось, только корпус фильтра вижу.
-
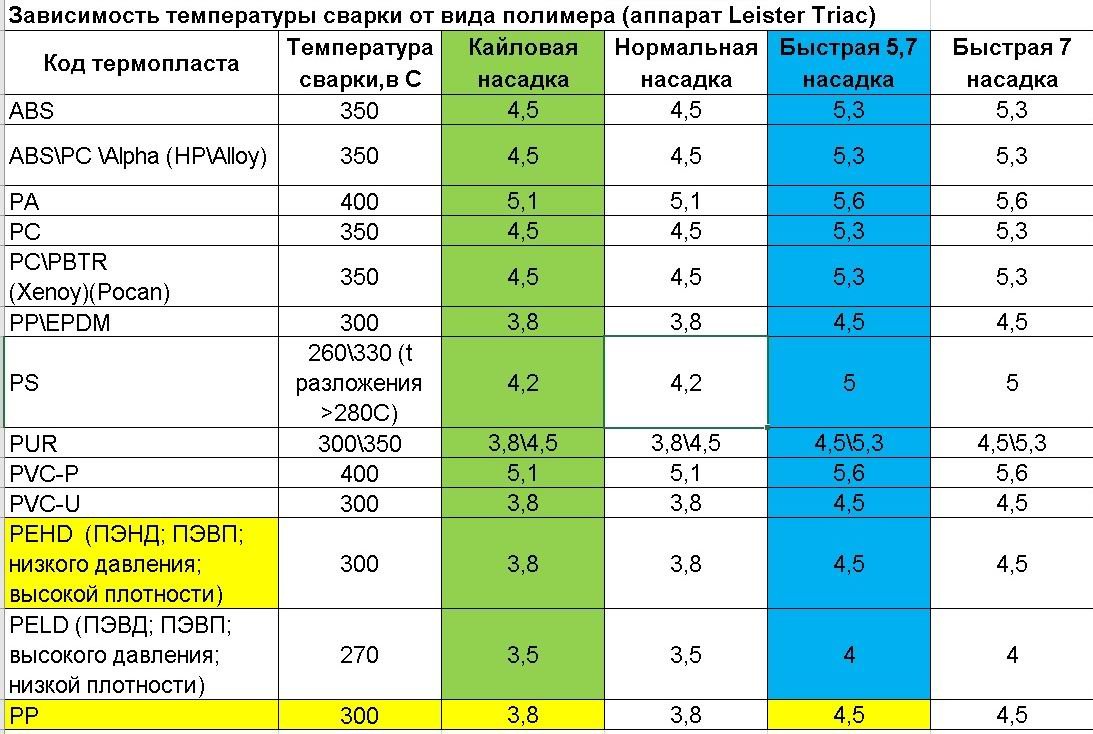
Материалы. Начнем с короля всех пластиков - полипропилена (ПП) (он же Жора, он же Гоша: даплен; гостален РР; моплен; стамилан Р; старпилен; вестолен) Изделия из полипропилена маркируются "РР". Также распространены изделия из PP\EPDM (чаще всего подкрылки и бампера) - смесь полипропилена и этиленпропиленовой резины. Встречаются и другие сочетания смесей. Все эти изделия свариваются с присадочным материалом РР. Не путать маркировку смесевых материалов с маркировкой сборных изделий, где перечисление материала сборочных единиц идет через знак "+". Такое встречается например на бамперах или фарах, где на одном корпусе смонтированы несколько деталей из разных материалов, но за неимением места, маркировка нанесена на основной корпус. Толстостенные детали свариваются с разделкой обеих соединяемых кромок, с применением треугольной присадки. Тонкостенные изделия (2-3 мм) свариваются без разделки, с плоской присадкой. Более тонкие изделия сварить скорее всего не получить, или будет слишком большая деформация и риск сквозных прожогов. Прочность соединения сильно зависит от качества разогрева места сварки и присадочного материала, при недостаточной температуре возможно несплавление, хотя визуально все будет выглядеть приемлемо. Такое происходит когда распределение тепла в сопле недостаточно для присадки, то есть холодная присадка погружается в расплав материала детали, в этом случае сшивка полимера будет слабая. Такой дефект выглядит так - если потянут за приваренную присадку, то она может целиком выдернуться из сварного шва. На прочность соединения также влияет качество присадочного материала. Как-то (лет 15 назад) я решил с экономить и закупил вместо присадки Leister присадку отечественного производителя. У купленной присадки температура плавления была выше чем у свариваемого материала (по субъективным ощущениям) и получался дефект несплавления, описанный выше. Хаять отечественных производителей не хочу, наверняка уже все изменилось (не проверял). К тому же, с поставками забугорных материалов могут быть проблемы, мне уже продавцы предлагают замену отсутствующего. По самой сварке. Хочу обратить внимание на завершение сварного шва с выходом за деталь. Тут нужна расторопность. Необходимо, пока материал присадки горячий, успеть ее откусить с припуском и оставшийся хвост пальцами загнуть на обратную сторону детали и вдавить в шов. Если хвост успел остыть, его необходимо подогреть дополнительно. Если так не делать, то прочность на разрыв этого места может быть низкой, так-как при завершении шва с выходом, необходимо снижать давление на присадку, а то свариваемые кромки могут разойтись. В некоторых случаях, если толщина детали позволяет, можно приварить присадку на кромку детали поперек сварного шва для усиления выхода. С какой стороны варить? Правило простое - если хочется обойтись минимальными затратами и при условии, что не было разрывов и сильных деформаций, то можно варить и изнутри. Но, как правило, приходиться снижать глубину провара, чтобы присадка не вылезла на видовую сторону, а это снижает прочность сварного соединения. Если деталь будет окрашиваться, то сварку ведут с наружной, лицевой стороны. Это позволяет избежать последующего растрескивания шпатлевки и краски по остающемуся несплавлению свариваемых кромок, если бы деталь варилась с невидовой стороны И в завершении совет. Как правило, большие корпусные детали (типа бампера) повреждаются при ударах и имею остаточную деформацию. Такие детали перед сваркой должны быть выровнены. Способ выравнивания простой: нагреть участок до температуры текучести, деформировать до нужной формы и не снимания деформирующего давления дать остыть ниже температуры текучести, а лучше охладить губкой с водой.
-
- 3 331 ответ
-
- 2
-

-
- технологии
- TIG
- (и ещё 1 )
-
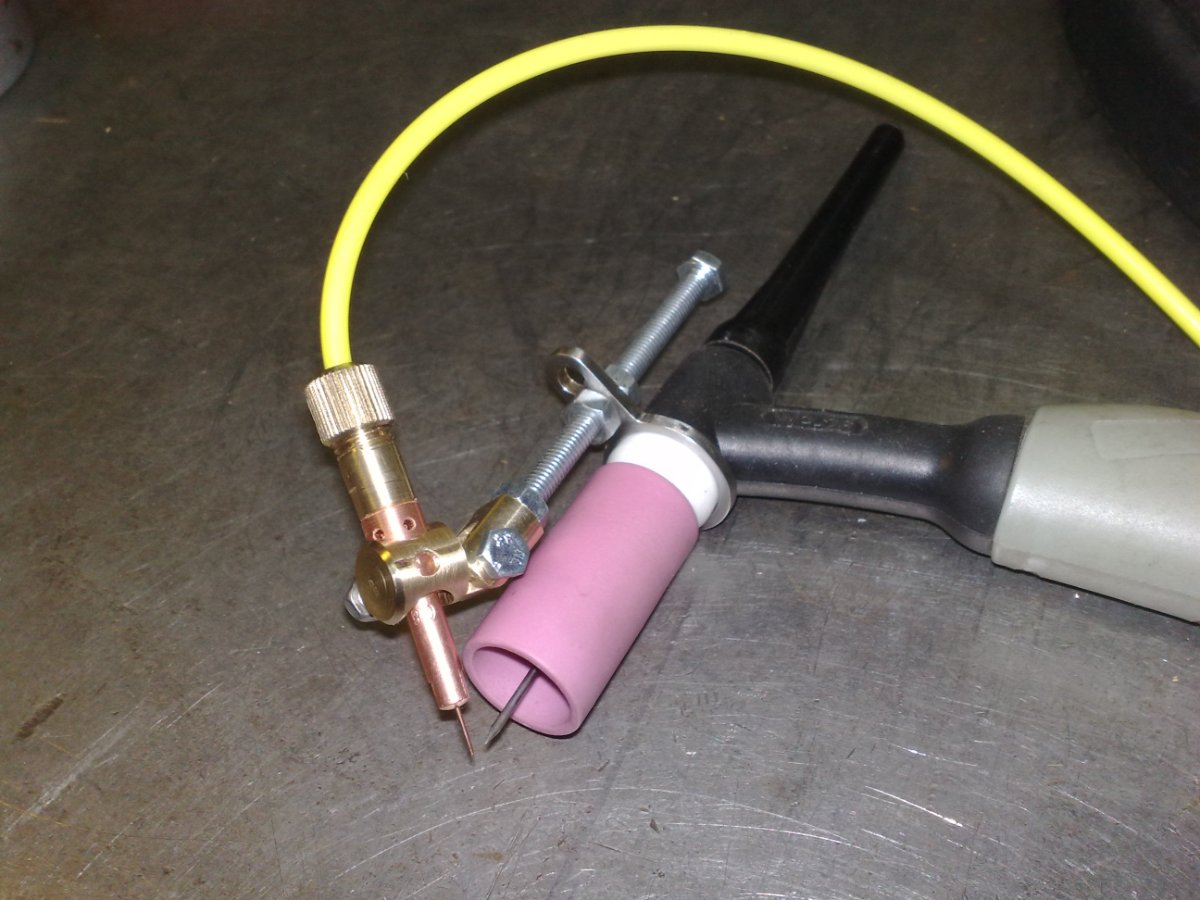
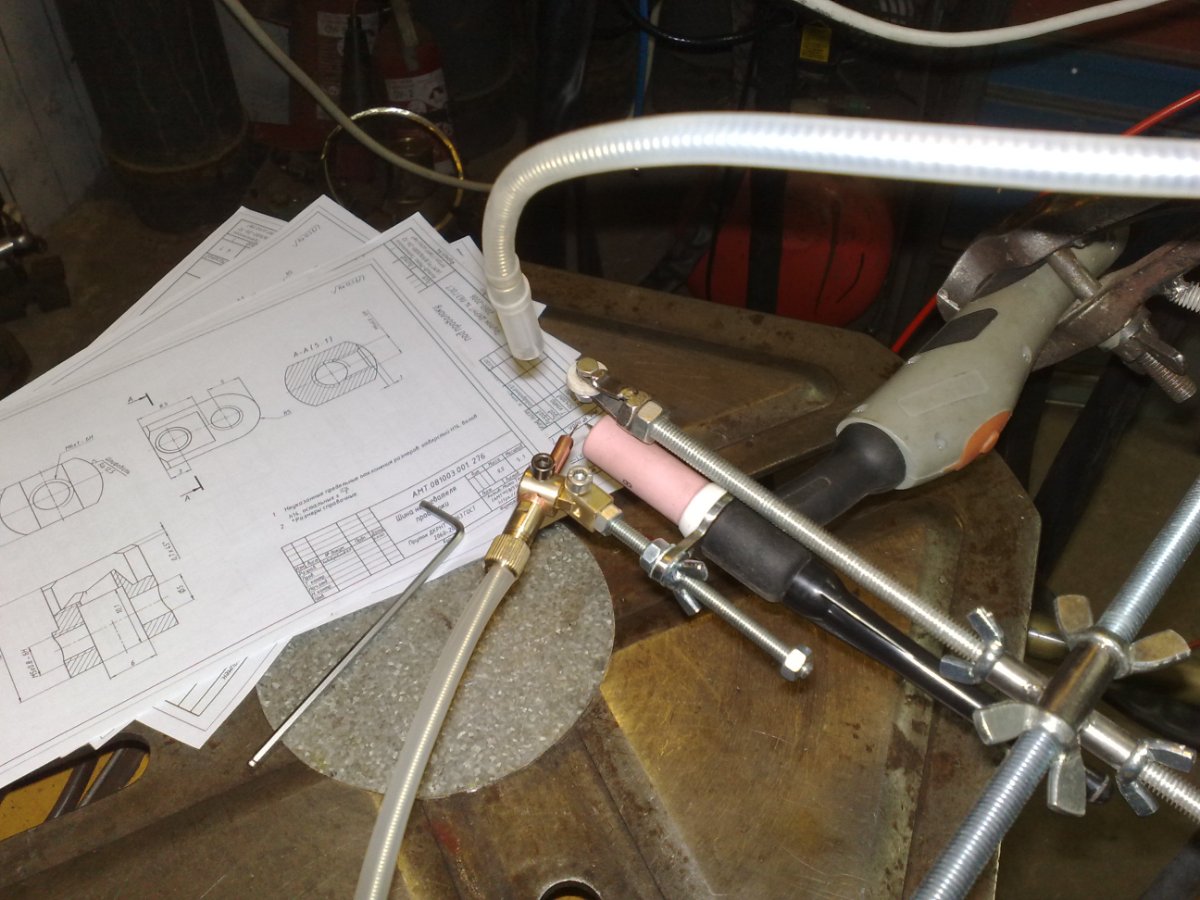
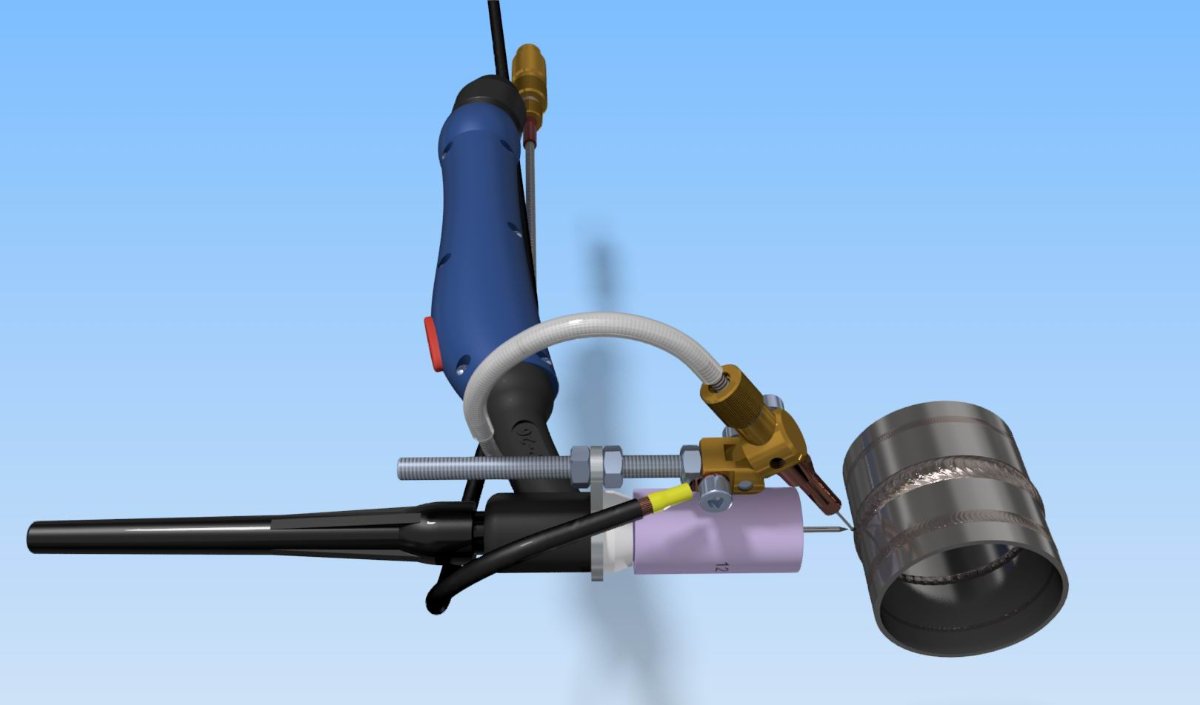
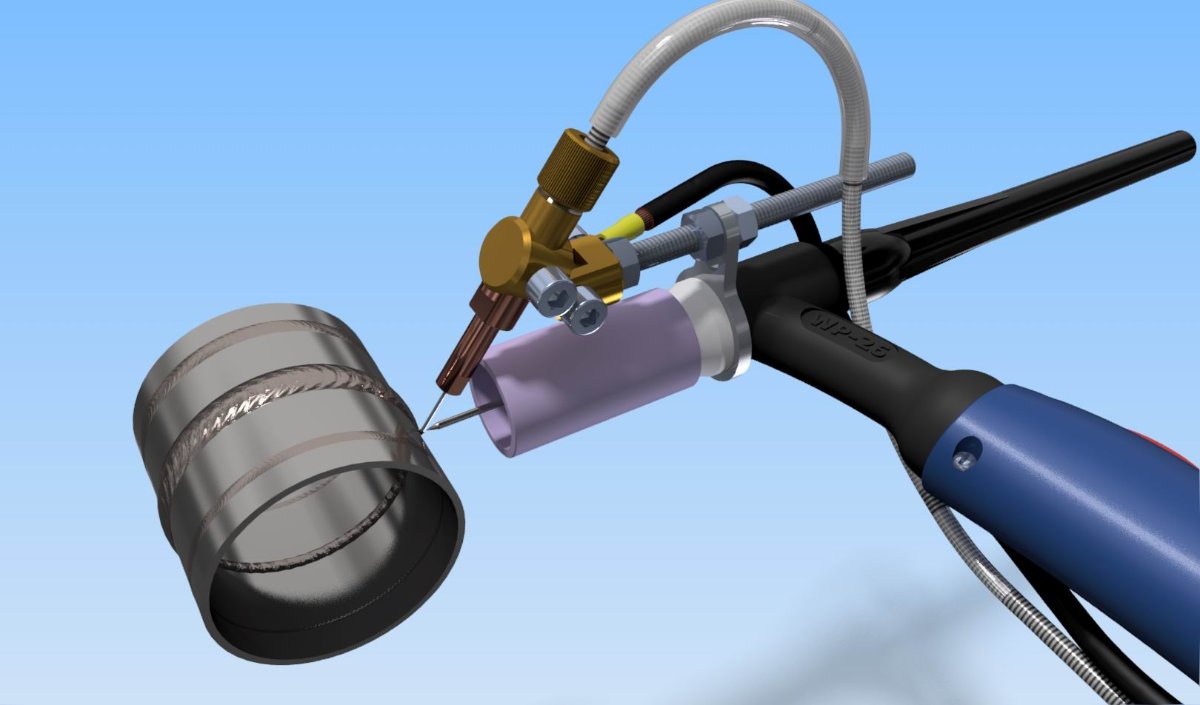
Оборудование. Руководства "Как починить Мерседес с помощью проволоки и синей изоленты" в двух томах - не будет, уж извиняйте. Сварка пластмассы не имеет принципиальных отличий от сварки металлов (есть особенности, но о них позже): необходим источник тепла и присадочный материал в свариваемой зоне. Присадочный материал - обязательное условие, это как раз и обусловлено отличием от сварки металлов. Дело в том, что для сварки пластмассы необходимы нагрев и давление в зоне сплавления. Данный процесс очень похож на сварку металлов трением (сварка пластиковых трубопроводов - так прямо один в один). Сварные соединения для пластмасс имеют такие же виды как и для металлов: стыковые; тавровые и т. п. Подготовка свариваемых кромок тоже не отличается от металлов. Но то, что в зоне сплавления необходимо давление, вносит особенность в сварное соединение. По сути свариваются между собой две кромки детали и присадочный материал, то есть всегда сплавляются три обособленных тела. Сварочное оборудование представляет из себя фен со специальной насадкой, обеспечивающей подачу присадочного материала в зону плавления с одновременным вдавливанием его в сварной шов. Профиль канала насадки, через который подается присадочный материал, повторяет профиль присадочного материала. В зависимости от толщины материала и вида сварного соединения, профиль присадочного материала может быть плоским и треугольным (круглый профиль является разновидностью треугольного). Плоский профиль присадочного материала 8х2 мм применяется на стыковых соединениях, как правило тонкостенных деталей. Треугольный 5,7х3,7 мм (круглый D=4 мм) - на тавровых соединениях и соединениях со скосом кромок. Отдельно хочу выделить операцию прихватки свариваемых кромок. Операция прихватки является обязательной. Как исключение может быть сварка нераскрывшихся трещин на жестких пластиках типа ABS. Прихватка представляет из себя предварительное сплавление соединяемых кромок по всей длине соединения. Обязательность выполнение данной операции вытекает из особенности технологии сварки, о именно давления в зоне сплавления. Без предварительной прихватки соединяемые кромки могут сместиться или оплавиться. Для прихватки применяется специальное насадка, так называемая "кайловая". Я использую оборудование и присадочный материал фирмы Leister. Фен модели Triac S. Сейчас китайчата продают аналоги (по цвету во всяком случае похож). Этот китайский вопрос не изучал, советовать конкретику не буду. Но вот показательная история. После закрытия автосервиса, я решил что сваркой пластиков заниматься больше не буду и продал комплект оборудования за 5000 руб. знакомому (давно это было, в 2009 году). Как назло, сразу опять понадобилось варить. Некоторое время брал попользоваться у того, кому продал, но это быстро надоело и решил опять купить. Кому продал, продавать обратно отказался (хотя практически и не варил), пришлось покупать новый за 30000 руб. (с комплектом насадок и необходимым набором присадки). В компании где покупал был фен попроще (обходилось все тысяч в 16-18), но на Triac S у меня осталась технологическая документация от предыдущей покупки (новый продавец такой документации не предоставлял), а у фена попроще градуировка шкалы температуры была в попугаях. Пришлось пойти на такие затраты, не рискнул потерять связь с реальностью. По этой же причине цифровой регулятор температуры я тоже не приемлю (да и неоправданно дороже и для меня менее удобно). Еще понадобятся: перчатки с нитриловым покрытием, чтобы руки не жечь (иногда приходится пальцами формировать расплав шва); пара борфрез, для скоса кромок и зачистки шва (вид на фото); дрель с регулятором оборотов (именно дрель, а не бормашина, нужно оперативное регулирование оборотов для предотвращения оплавления пластика); бокорезы - кусать присадку; отвертка с полированным, скругленным жалом, для формирования поверхности шва. Ну вот собственно и все оборудование, просто и со вкусом и главное IGBT модуль не откажет. Из недавних поделок (на фото) - зачинил защелку (полипропилен) ремешка штанишек (даже не разбирал). Оплавление прилегающих к зоне сварки областей детали - вещь неизбежная, все таки горячий воздух и сопло, да и деталь слишком мелкая, на крупных полегче. И из давних - кронштейн бокса камеры (поликарбонат). Камера на шлеме в мотокроссе, все тряски и падения сварка выдержала. Белесый цвет шва (вне зоны мех. обработки) из-за кипения поликарбоната при сварке. Потерю оптических свойств поликарбоната при сварке необходимо учитывать. Если захочется, например, починить "стекло" фары - нужно очень постараться. Да, кстати, чинить задние автомобильные фонари (PMMA - полиметилметакрилат, если не путаю) конечно же лучше с помощью дихлорэтана, оптические свойства получаются безупречные. Фонари чиню именно таким способом, растворив подходящие по цвету опилки в дихлорэтане, главное все осколки смести с места ДТП, чтобы потом не выпиливать недостающие из донора.
-
Виды пластмасс (шершавым обывательским языком). Пластмассы делятся на два основных вида: термопласты и реактопласты. Термопласты - молекулярные связи при нагревании до определенной температуры разрываются, при остывании связи полностью восстанавливаются. К термопластам относятся: полипропилен; полиэтилен; полиамид и т.п. Реактопласты - молекулярные связи возникают при необратимой химической реакции. Молекулярные связи в таком полимере при нагревании практически не изменяются, но при достижении критической температуры необратимо разрушаются. К реактопластам относятся: фторопласт; полимеры на основе синтетических смол и т.п. Коль речь идет о сварке, отдельно упомяну полиуретаны, которые бывают как термопластами (TPU), так и реактопластами (PU). Не стоит пытаться сварить реактопластичный полиуретан (Мерседес любит делать такие бампера, во всяком случае раньше). И те и другие виды бывают с разного рода наполнителями. Детали из таких пластмасс широко применяют на автомобилях. Бачки радиаторов, защита двигателя, впускные коллектора - стеклонаполнитель. Подкрылки, бампера - каучуковый наполнитель.
-
Ну в стартовом сообщении и не планировалось от начала и до конца все описать. Тема ложная (относительно), не все сразу. Буду потихоньку цедить.
-
Многие, когда возникает потребность отремонтировать пластиковую деталь (речь исключительно о термопластах), начинают предпринимать действия, которые в лучшем случае приносят очень посредственный результат, а в худшем - безвозвратно губят ремонтируемое изделие. В общем - тема ликбез, как без помощи паяльника, проволочки и супер-клея отремонтировать чего нибудь термопластичное. Так-как это Вебсварка, то и выбираемый способ ремонта будет сварка. Другие способы ремонта конечно имеют право на жизнь (на безрыбье и хрен за мясо), но все они являются сильной головной болью для тех кому потом приходиться эту лепнину переделывать, так что только сварка.
-
Забыл добавить. Чтобы выбрать аппарат необходимо вопрошающему немного по этому поводу почесаться. Интенсивность чесанию даст более приемлемый результат, но никак не идеальный. Но я предлагаю свой способ "выбора имен". Результат будет примерно одинаков (руки будут держать какой-то новый аппарат), но зато не будет "Мучительно больно, за бесцельно прожитые годы" (с), в смысле: "не старался и винить не себя ни других нечего, за ошибочный выбор". Я этим регулярно пользуюсь и прекрасно живу в гармонии со своим сознанием.
-
Есть международное рейтинговое агенство Мудис (прости Господи) все что хочешь отрейтингуют.
-
Выбрать что либо на самом деле нетрудно. Опишу два способа, на примере того, как мы с товарищем выбирали имена своим детям. Мой товарищ, большого ума человек, выбрал научный подход: все заинтересованные лица (жена; теща; его мать; он сам) составили каждый свой список из нескольких имен, отранжировав их по предпочтению (каждому имени присваивался рейтинг). Эти списки, с установленными рейтингами, были объединены и с помощью несложной математической формулы было получено имя, которое максимально устраивало всех участников. У моих родственников тоже были многочисленные варианты имен. Я всех заслушал, потом пошел в ЗАГС и записал имя которое нравилось мне.
-
Натыкнулся на старинное сообщение по знакомой тематике (может уже где-то этим и тряс, не помню, а пусть тогда еще будет).
-
Когда у меня автосервис располагался в трех гаражах, в какой-то момент встал вопрос по захламленности подвала. Дошло до того, что вещи, в основном б/у кондиционные агрегаты, просто сбрасывались вниз. В подвале уже нельзя было пройти. Решили повыкидывать ненужное. Сразу же начались обсуждения по каждой вещи "нужно - не нужно". Смотрю, все это затянется на месяц. Тогда принял волевое решение: при вопросе о нужности вещи установил лимит в 3 секунды. Если за три секунды не прозвучал аргумент о полезности, то вещь выкидывалась. Я так почти новый мотор от мопеда выкинул. Но правила есть правила. Накидали мы вещей на два грузовика. Зачем на форуме три одинаковых раздела "Советы начинающему аргонщику" по в-80 страниц каждый? Это как прочитать во всех подшивках журнала "За рулем" рубрику "Советы бывалых". Это хоть и полезная, но мусорная информация, ей практически невозможно воспользоваться. Я лично темы больше трех страниц на любом форуме даже не открываю, потому что после чтения трех страниц голова начинает пухнуть (в основном от бреда там писаного). Не понимаю, зачем делать из форума Библиотеку конгресса США? Это все равно не получиться.
-
Мой ответ про все поделить был вполне серьезен. Темы по видам сварки разбить на разделы по основным свариваемым материалам. Оставить в этих разделах ограниченное количество тем-вопросов (с предупреждением к теме, что только вопросы), дабы не было соблазна в тридцатый раз подряд спрашивать как заварить поддон. Кто хочет показать какие нибудь свои сложно-уникальные работы - это удобней делать в ничего не обязывающей теме "Будни с иллюстрациям или с работы". Модерировать этот вертеп переносом отклонившихся вопросов в соответствующий раздел. Смежные оперативные вопросы пусть умирают естественным путем потеряв актуальность.
-
Не хотел встревать, но не удержался. И по веб и про веб.про скажу: "В науке, как и в любви, концентрация на технике нередко приводит к импотенции". (с) Я себе плохо представляю сидящих в курилке сварочного цеха сварщиков, с серьезными лицами обсуждающих сварочный процесс. Модерация, какая была на вебе и наверняка будет на вебе.про превращает обсуждение серьезных, а в большинстве случаев малозначимых вопросов в "Рассказ подрывника" (Баржа) Жванецкого. Мне лично все реже и реже хочется что либо говорить, а на веб.про почему-то совсем не хочется. Если есть желание, отбросив словоблудие, сделать из обоих ресурсов чисто информационную систему, то ничего не получиться. Информация имеет ценность только когда она систематизирована и имеет логический подход к изъятию из системы хранения, чем подобные ресурсы не обладают по определению. Многокилометровые темы типа "Сварка алюминия" в долгосрочной перспективе не имеют ценности, только в краткосрочной перспективе. И когда обсуждение какого-то конкретного вопроса скатывается к словоблудию, опытный участник понимает, что вопрос исчерпан и дальше можно не читать. Когда же все почищено, то получается дракон жрущий свой хвост, приходится по двадцатому разу вчитываться в одно и тоже. Мне кажется на Чипе оптимальный баланс, есть конечно специфика, но ее можно объяснить техническими особенностями данного ресурса. Во всяком случае никто не сносить часть разговора. В общем, чего изобретать велосипед, можно воспользоваться хорошим опытом других. А вот когда чужой опыт будет исчерпан, то тогда можно попробовать осчастливить человечество своим уникальным, неповторимым.
-
Если привод с одним хвостовиком, но с достаточно длинным.
-
Почему внутренняя часть ШРУСа? А момент инерции оставшейся части вала до коробки и первичный вал коробки, плюс частично оставшиеся валы коробки (там масло немного демпфирует), плюс потребитель крутящего момента куда делись? Скажу в чем причина разрушения. На каждую вспышку в цилиндре вал скручивается в оду сторону, на такте вжатия - в другую. Получается знакопеременная циклическая нагрузка. Если бы был массивный маховик, то он бы сглаживал эти колебания. Если была бы эластичная муфта то скручивала бы она, разгружая вал, так-как большая часть энергии скручивания уходила бы в тепло от внутреннего трения молекул резины.
-
Длинный вал с нераспределенной массой подвержен нехорошим крутильным колебаниям. Массивный шкив большого диаметра на коротком валу, наоборот будет лучше гасить эти колебания. Как борются с крутильными колебаниями - двухмассовые шкивы на переднем хвостовике коленвала на автомобильных моторах, и они как раз с демпферами, или резиновая муфта на карданном валу (чтобы не было колебаний на муфте, ей необходимо центрирующее устройство). Данная проблема так и будет рвать вал, но эксперимент нужно продолжать, вдруг удастся опровергнуть законы физики/механики. Ну, или увеличивать диаметр вала.
-
Судя по фото, такой елдой на конце вала так и будет ломать, момент инерции слишком велик. Поможет резиновая муфта, для гашения крутильных колебаний, и чем ближе к основанию вала, тем лучше.
-
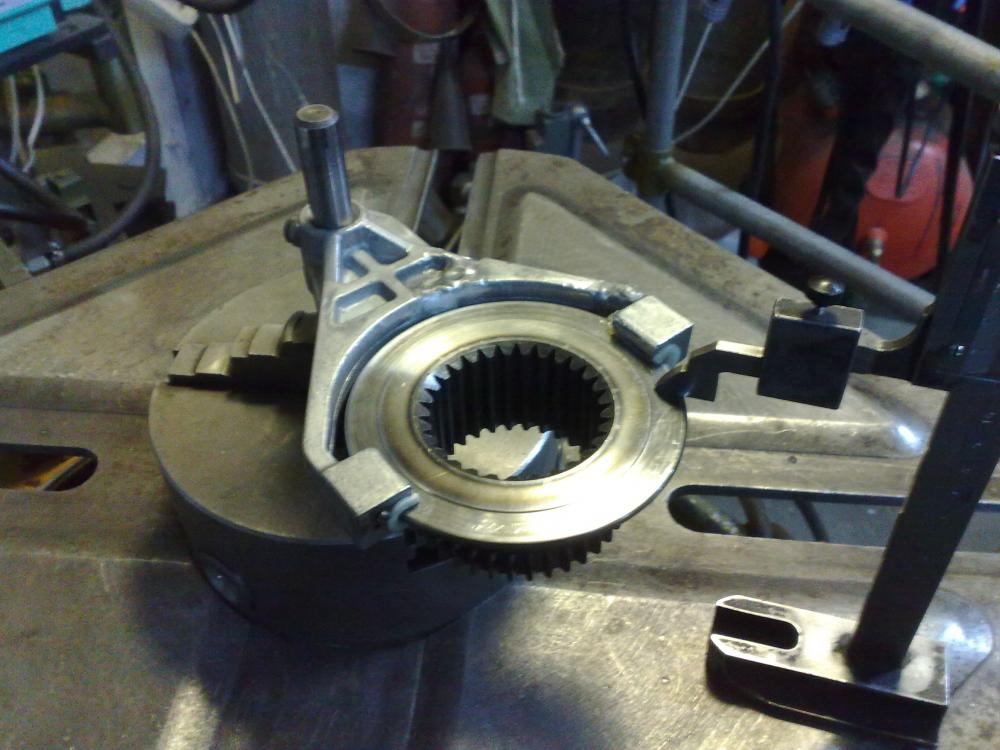
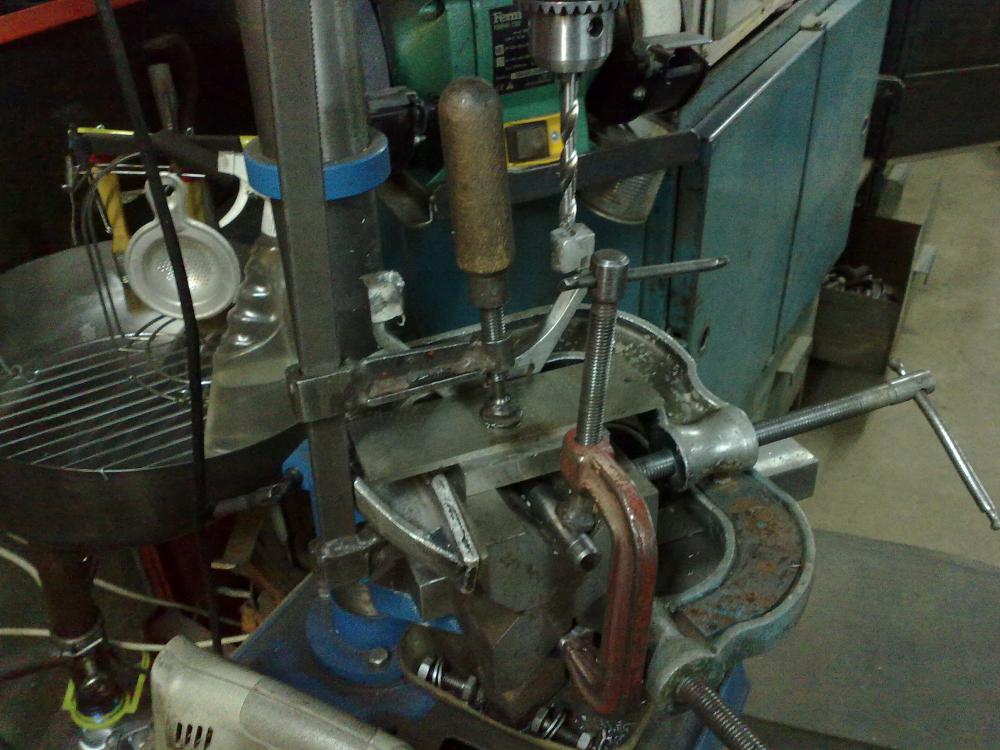
Вилка переключения из раздатки (вроде форд, но и на УАЗ такую ставят). От двух раздаток, с почти одинаковой засадой. Одну нерадивые механики как-то сломали на три части. У второй стерлись накладки и алюминий на кулачках расплавился. Пришлось наваривать, выставляться и сверлить. В общем, основная трудность заключалась выставить все соосности, так-как литой корпус базой не является, выставлялся по штоку.
- 1 252 ответа
-
- 12
-
-
У меня, на мою программу для сварочного автомата, сейчас каждый день выпускается новый релиз, над которым я работаю по шесть часов ежедневно. Недавно решил все, хватит не обновляю. Потом не выдержал, немного интерфейс поправил и опять понеслось. В результате наковырял серьезный баг, третью неделю исправляю. А исправления затрагивают области ранее уже хорошо отработанные и отлаженные. В общем это бесконечный процесс, если не остановиться и не перестать обновлять. Программное обеспечение на сварочный, я думаю, пишется точно также. Вся кропотливая каждодневная работа периодически выплескивается в виде выхода новых релизов. И к моменту попадания их потребителю уже наверняка устаревает или выявляются баги.
-
На других аппаратах это будет зависеть от того, как программно решена физика возбуждения дуги при смене полярности полуволны, какая величина тока подкидывается для возбуждения дуги при ее разрыве, на какой полярности и какова логика действия программы при нестабильном возбуждении. Разрушение электрода и происходит из-за того что дуга не стабилизировалась и продолжается попытка разжечь ее на повышенном токе и положительной полярности. Я так думаю.
-
Оксидная пленка - это тугоплавкое образование. Разбивают ее механически на положительной полуволне для того, чтобы ее большие куски не попадали в сварочный шов, так-как посторонние включения ухудшают его прочностные свойства. Мелкие, разбитые части оксидной пленки, или испаряются, или стекают по поверхности сварочной ванны к краю. Нестабильность сварочной дуги при плохой очистке происходит вплоть до расплавления металл и начала работы эмисси должным образом. Так-как оксидная пленка это диэлектрик, то при окончании сварки, когда происходит спад тока (особенно до слишком заниженного), наступает момент, когда пленка перестает разрушаться. Этот момент и выражается в пердеже из-за срыва поджига дуги на одной из полуволн. Такая же картина наблюдается при начале сварки, точно по той же причине, только в обратном порядке.