KK27
-
Постов
32 -
Зарегистрирован
-
Посещение
Достижения KK27
")
Новичок (1/14)
0
Репутация
-
Всем привет, Grovers wsme 200w pulse и energy tig-200 double pulse, мощность одинаковая, а функционал у второго даже больше, при этом второй вроде как бюджетный. В чём подвох? В реальности внутрянка у первого мощнее? Какие ещё есть отличия важные? И до кучи тогда уже в таком же ключе если будут не сложно, чем от этих двух ещё wsme 200P и wsme 200LCD, в первом нет пульса, а во втором экранчик, так в остальном это в точности wsme 200w и по внутрянке в том числе?
-
@tehsvar, да, но напряжение при этом в человеке будет, и если бы была точка в которой ему достаточно своей величины чтобы пробить-оно бы пробило. Тут такой же вопрос, или вообще не допускать напряжение в схему которое может ей навредить или надеяться что там не окажется места где оно не сможет пробив пустить ток. И ещё раз, нету там никакого меньшего сопротивления долгое время. Или если это не так-поясните за сопротивление 5-10мм воздушного зазора между электродом и деталью)
-
@tehsvar, не, первая часть плохое объяснение, если это не шутка, ток-то идёт по пути наименьшего сопротивление, но пробивает и портит часто, можно сказать, именно напряжения, ток при этом нужен совсем маленький. А напряжение "ломится" во все стороны одинаково. Да и пока разряд воздух не пробил, никакое там не "меньшее" сопротивление, да и после пробоя до разгорания основной дуги не особо падает. А про фильтры... возможно, надо подумать, спасибо.
-
Как модуль бесконтактного поджига не пробивает и не портит транзисторы основной силовой части? Физического отделения цепи на время пускания искры нету, т.к. это можно только чем-то вроде релюшки сделать, на такие токи, и чтобы быстро чётко вовремя сработала-бред, а напряжение обратного пробоя вроде у транзисторов этих силовых едва выше напряжения в сети.
-
Хм, странно, не раз встречал высказывания вроде "однофазный тиг-аппарат не может выдать такой ток, просто не может вытянуть столько из однофазной сети, для такого нужен трёхфазный", при этом назывались вполне скромные показатели по току если смотреть по токам которые вполне без проблем выдают однофазные мма-инверторы. Хотя судя по тому что вы говорите тиг должны по амперам иметь возможность выдавать в 1.5-2 раза больше чем мма, работая от одной и той же сети и будучи ограничены её мощностью.
-
Понятия нет а сделать можно? Крайне сомнительно. Если это можно сделать, то и определение этому в науке по которой это можно сделать есть. По крайней мере определения "источник" и "мощность" точно есть, а раз сделать такое можно, то и их совместное употребление в виде "источник мощности" официально согласно электротехнике есть. _____________ У мма аппарата или у ТИГа при одинаковом усреднённом рабочем токе мощность отдаваемая в выходные провода больше?
-
Так это ж цинк выгорает, разве нет? Вообще странно варить деталь с покрытием и удивляться появляющемуся нагару. Логично было бы попробовать сразу после такого "чёрные" чистые железки поварить, чтобы самую очевидную и вероятную причину вычеркнуть, а если проблема и после этого осталась то уже думать. Кстати большой расход газа не сильно помогает если горелка отходит от места сварки дальше в процессе ведения шва, а оно ещё горячее до красна. Газ работает только под самым соплом нормально, а в стороны задувать и качественно прикрывать-никакого газа не хватит. Может уменьшить напряжение и подачу проволоки, скорость накладывания шва меньше станет, на одном месте дольше будет находиться дуга, тепловое воздействие дольше, но тепловложение меньше и горячая зона будет дольше прямо под потоком газа из сопла находиться
-
Я скорее инверторы на аналоговом управлении имел ввиду, в такие древние дебри не лез. Спасибо, стало понятно что там не так с основными электродами может быть у некоторых аппаратов. А то то что на аппарате выставляешь ток и воспринимание его как источник тока почти идеальный сильно мешает. Мне вот ещё что интересно, какие проблемы с форсажем дуги при сварке тонкого металла? Ведь насколько понял, если он действительно правильно реализован и правильно работает, то он никак не должен мешать сварке тонкого металла. Так ли это и то что возможность отключения функции форсажа дуги для сварки тонкого металла нужна только на тех аппаратах где она плохо реализована и работает не совсем как надо.
-
@SergDemin, т.е. для основных электродов критически важен правильный форсаж дуги, как это теперь называть стали, раньше как понимаю просто старались делать в аппаратах правильную ВАХ, не давая этому отдельные названия и не выделяя это в отдельную функцию, а участок вах основного режима не так сильно. Это из-за состава покрытия у них нестабильность дуги выше чем у рутиловых? Сход капли и перенос же более-менее одинаково происходит что на основных что на рутиле по-идее, без учёта того что рутиловые можно поближе держать к ванне.
-
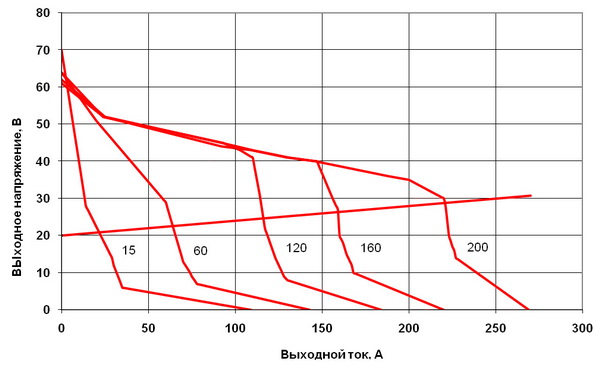
@SergDemin, прямая линия проведена через примерно середину "рабочего"/"основного" участка ВАХ для каждой из выбранных настроек тока? Если так, то похоже мма-аппарт всё-таки пытается быть источником тока, а не источником мощности например, на основном рабочем участке ВАХ. Резкий наклон внизу это похоже форсаж дуги. Не могу понять только где горячий старт прячется-в угле наклона верхнего участка? (Думаю понятно где имеется ввиду переход от верхнего участка к среднему основному и к нижнему, там между ними визуально явные переломы резкие) @hvr63, ого, немного ли 90% в излучение? Конечно там написано "до", но обычно в серьёзной литературе не принято употреблять "до 90", подразумевая что там обычно меньше 40-ка, например.

-
@NikOtiN, вот дурак, не допёр вчера о чём эта очевидная аббревиатура , спать надо было, а не форумы читать @hvr63, да, я такое уже не раз встречал и читал, но так и не понял где там сказано почему дешёвые мма-аппарты могут плохо варить основными электродами. Не только же из-за низкого НХХ, это может для универсальных миг/маг/мма аппаратов проблема, а у дешёвых чисто мма-аппартов с этом обычно проблем нет, нхх высокое. Вот есть ток, есть длина дуги, из длины и тока получается мощность выделяемая теплом в дуге. Плюс длина на форму дуги влияет. Допустим или под то кто как варить приловчился(с какой длиной дуги), или например для определённого типа электродов нужна определённая длина дуги, вот под ту длину дуги которая у тебя получается или нужна для определённого типа электродов выбираешь нужный ток чтобы с учётом длины дуги получить в итоге нужное тепловыделение. Так отчего же тогда говорят что дешёвые/некоторые мма-аппараты могут плохо варить именно основными электродами если они могут выдавать тот ток который на них выставили?
-
О чём о этом постоянно речь когда обсуждается сварка основными? Вроде ж единственное что важно это ток и только он влияет. Или для нормальной сварки основными электродами аппарат специально не должен быть идеальным источником тока? Например в зависимости от длины дуги при её изменении должен выдавать другой ток несмотря на тот который выставлен?
-
Подвид Tig сварки когда сваривают отдельными короткими импульсами, 0.5 секунды, 0.1, а может и меньше. Одно нажатие кнопки-один такой импульс. Металл не успевает прогреться где-то кроме места куда импульс ударил и не ведёт, поэтому и холодная. Хотя могут быть и настройки что кнопку нажал и держишь а аппарат импульсы непрерывно даёт с заданными временем импульса и паузы. Вот и интересно, в специализированных специально под это хороших аппаратах форма сигнала такая же как и в обычном Тиг во время начала розжига дуги и первых полусекунды работы(и завершения после отпускания кнопки форма сигнала), или же что-то особенное...
-
@inciZor, да, чё-то опция правки сообщений очень быстро пропадает) ещё и автовставка какая-то очень странная получилась
-
@inciZor, я и не собираюсь этим заниматься, так что ничего страшного, можно не бояться попасться на такого "мастера";) Просто стало интересно как это делают. @hvr63, спасибо, очень подробно