hvr63
-
Постов
1 413 -
Зарегистрирован
-
Посещение
-
Победитель дней
125






Достижения hvr63
")





-
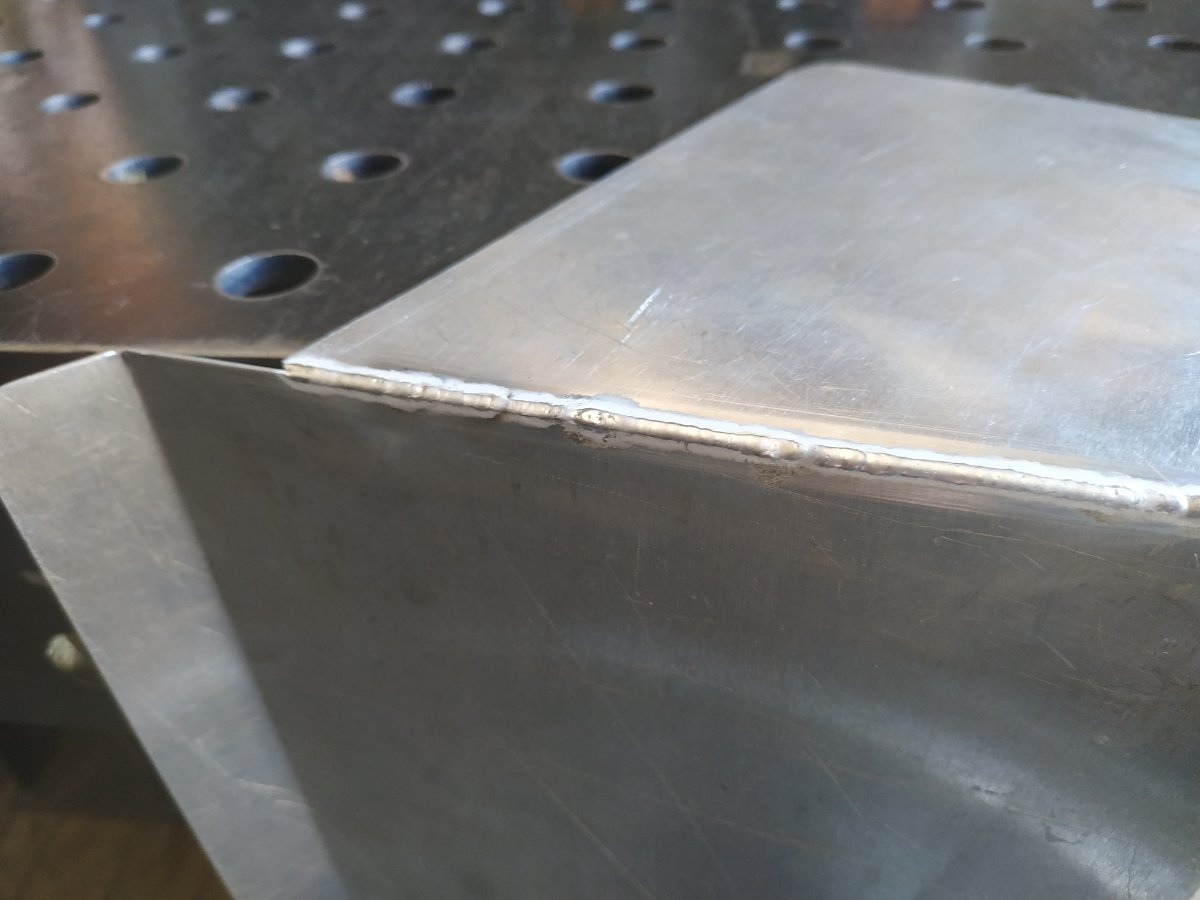
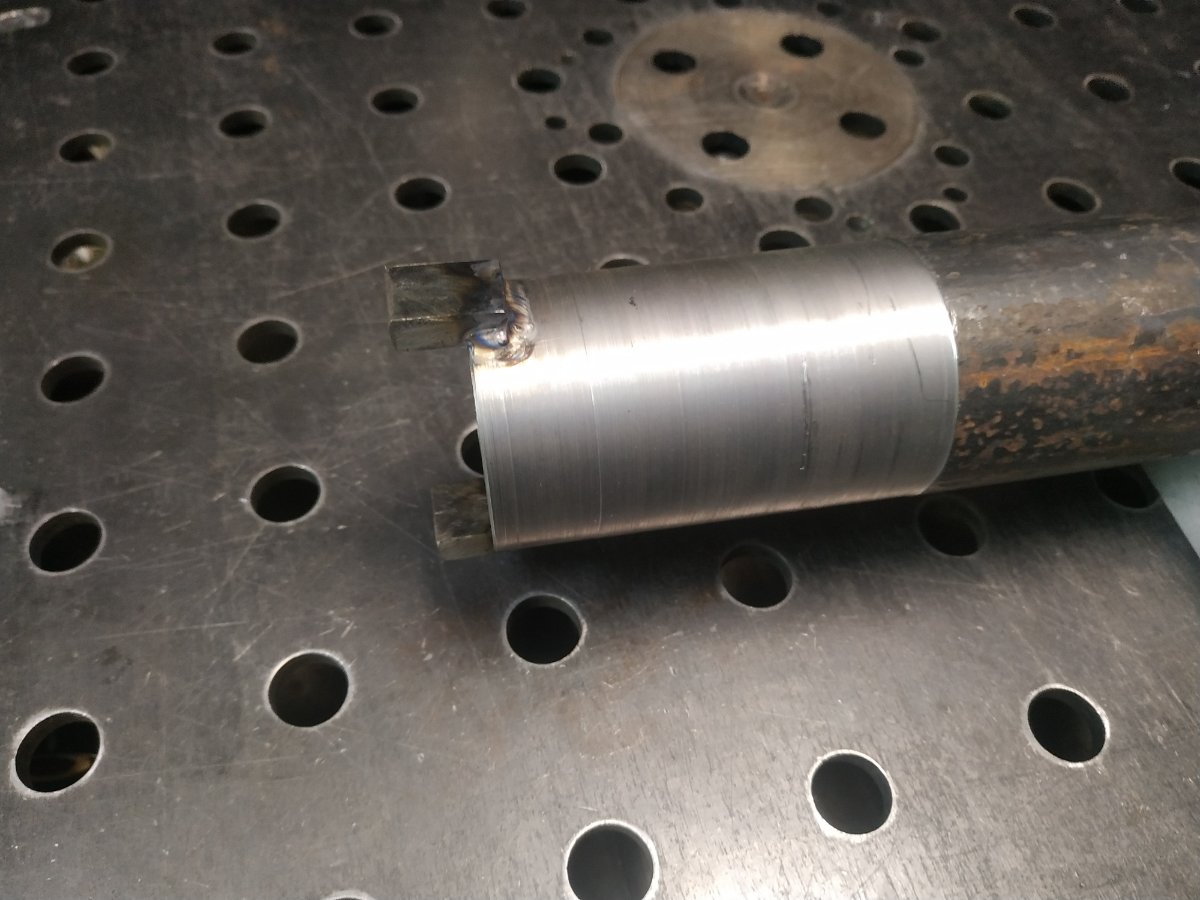
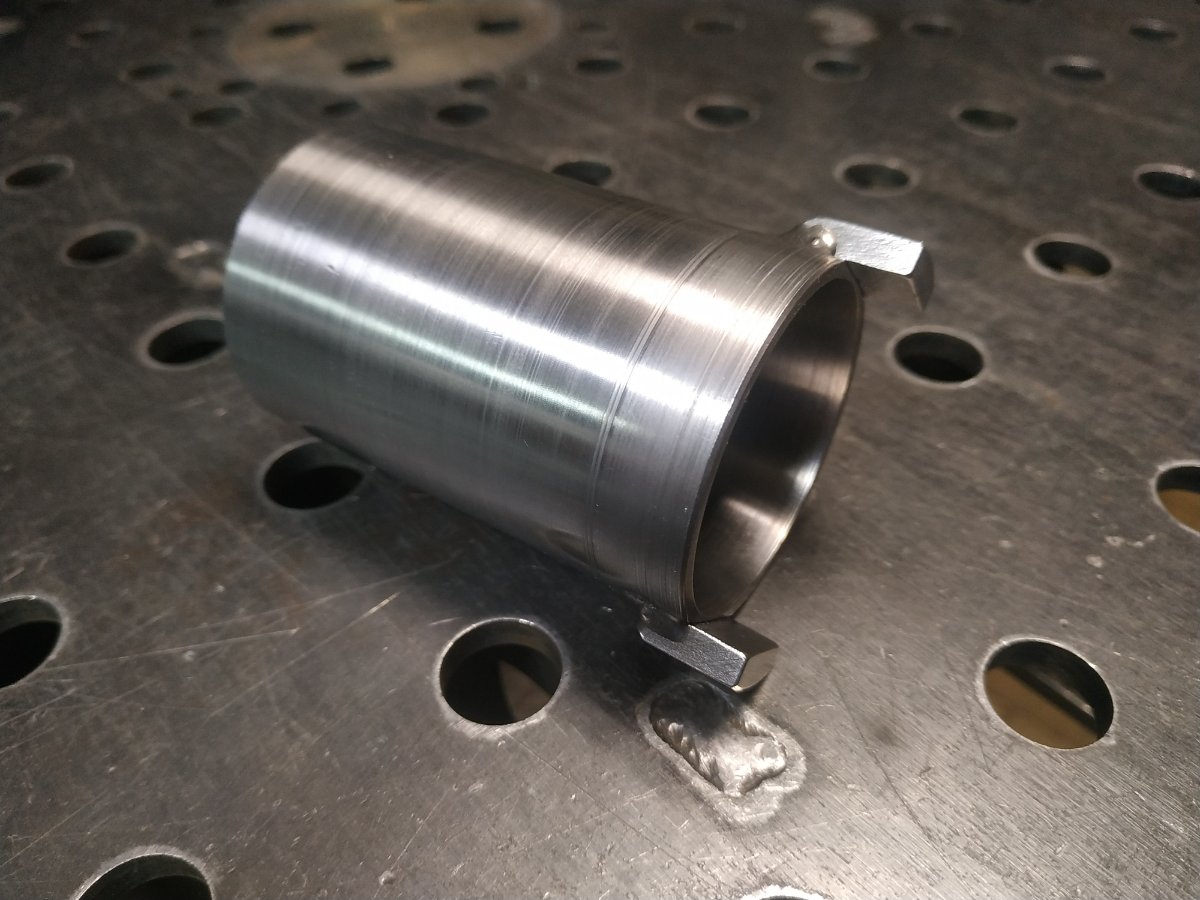
Конструктор даже знает, что сварных соединений по алюминию без присадочного материала не существует. Но я с ними со всеми смог договориться (технолог тоже поучаствовал). А если серьезно, то это была доработка уже готового изделия (если интересно - СОЖ коварна, брызгает в любую щель). На винтах сварщику делать западло, да и дизайн портить не хотелось, пришлось варить (отбортовка тоже бы не смотрелась).

-
Конструктор задумал У4 со смещением S/2. Надо подчиняться. Это какой-то баг, связанный с сочетанием выбранных параметров. Мне пока эта тайна не раскрылась. Вроде все настройки найду и вот опять. В том-то и дело. Как правило работа на несколько минут и тут какой-то казус, а исследовать некогда. Я уже несколько раз устраивал лабораторные работы по подбору параметров. Вроде все отстроишь, все варит идеально и тут бац, какая-то конкретная задача с нелабораторными условиями и опять - двадцать пять.
-
Да. Забыл пояснить. Своим телом. Скорость сварки была очень высокая, по ощущениям - чуть ниже чем лазер (во всяком случае выше чем полуавтомат). Отсюда и поры, так-как тормозить было нельзя. Можно было конечно все исправить (второй раз пройти - переплавить), но в данном случае: улучшать - только портить (по задумке шов вообще должен был быть прерывистым). П.С. Ну Чебора, мать её! Ни хрена не захотела с присадкой варить (отсюда и весь этот перфоманс со сваркой своим телом). Как только присадку вносишь в зону колокола дуги, происходит срыв дуги и остается только положительная полуволна, которая не греет и оплавляет электрод. А варить по классике (дождался ванны - отвел дугу - окунул присадку), не получается. Так-как варил на стальной подложке для позиционирования листов, из-за большого теплоотвода ванна без дуги не держится. Ну и плюс руки кривые.
-
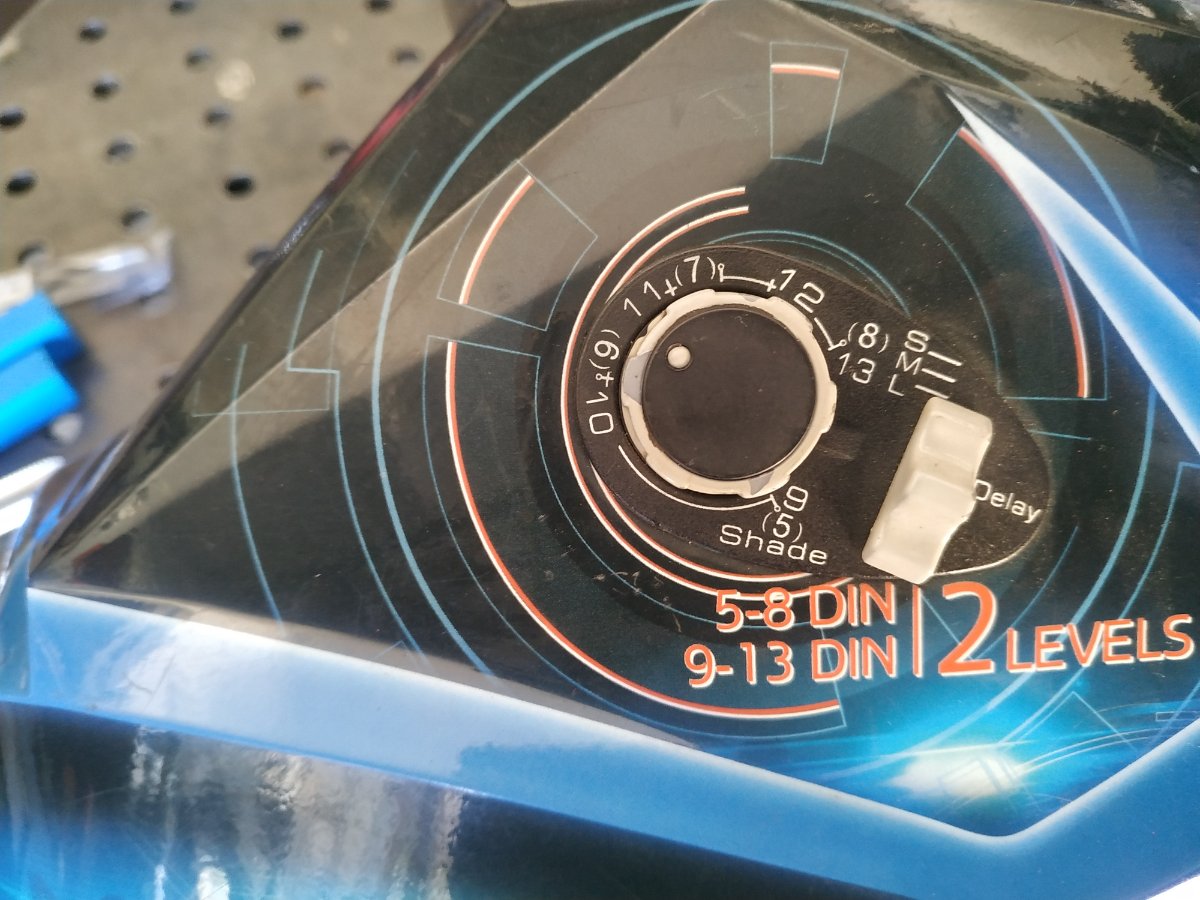
У меня маска двухдиапазонная: 5-8 и 9-13. На 9-13 переключаюсь в основном когда полуавтоматом варю, а так 5-8 и то в первой части диапазона. П.С. Варю, в основном, не по крупному и бывает даже интенсивности излучения не хватает датчикам (из-за теней, например от сопла).
-
Лист - 1 мм; пруток - 4 мм.
-
"Они нам гравицаппу дают, а мы организуем взаимовыгодную торговлю - вы нам штаны жёлтые, а мы вам АГНИ сколько хотите." (с)
-
А как в пендосие без АГНИ живут?
-
Я при возникшей проблеме не стал продолжать исследования, времени не было, а отдельно заняться все не соберусь. У меня сопло в корпус линзы упирается, пришлось дистанционное кольцо ставить.
-
При определенных условиях будет действовать закон Бернулли.
-
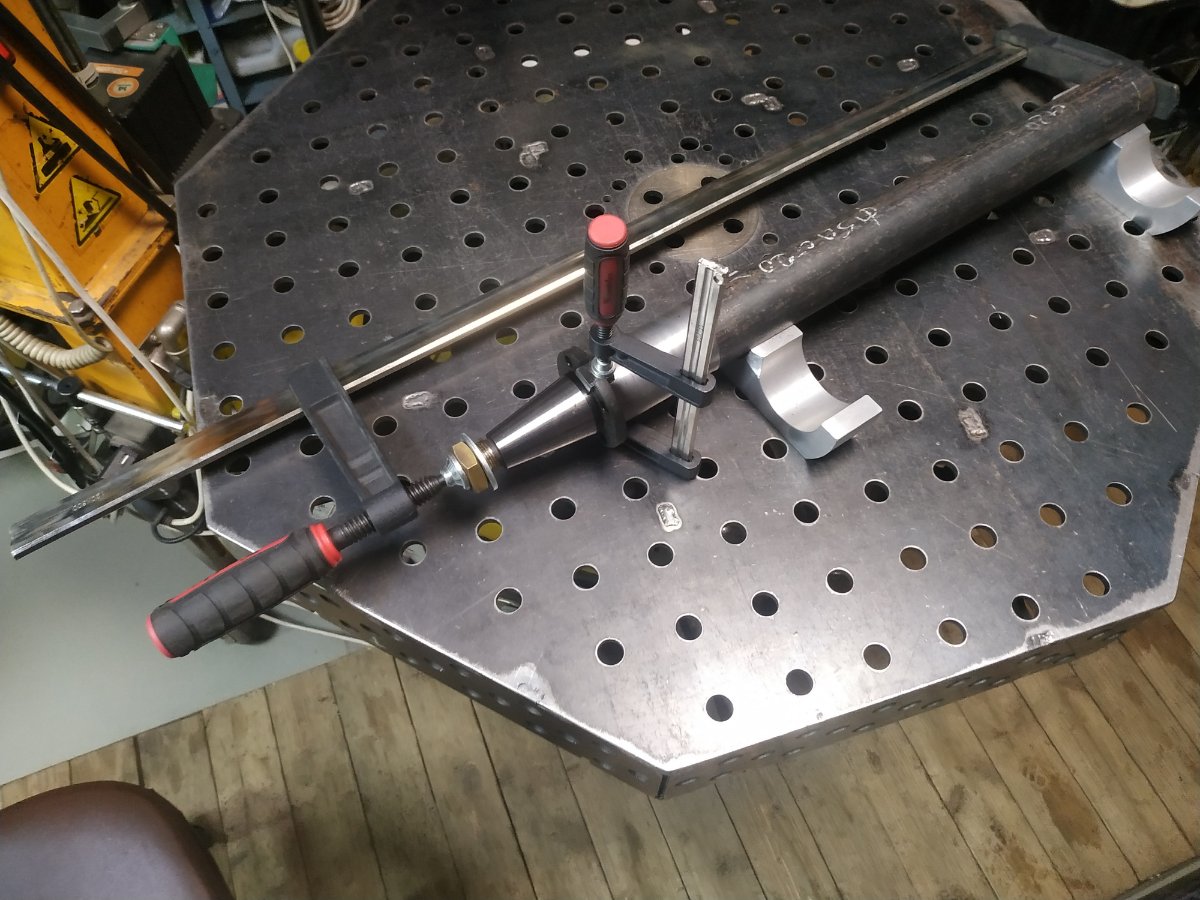
Очень не хотелось фрезеровать (хотя по правде - не из чего и нечем). Для справки: переходная втулка D50 - ISO40.
-
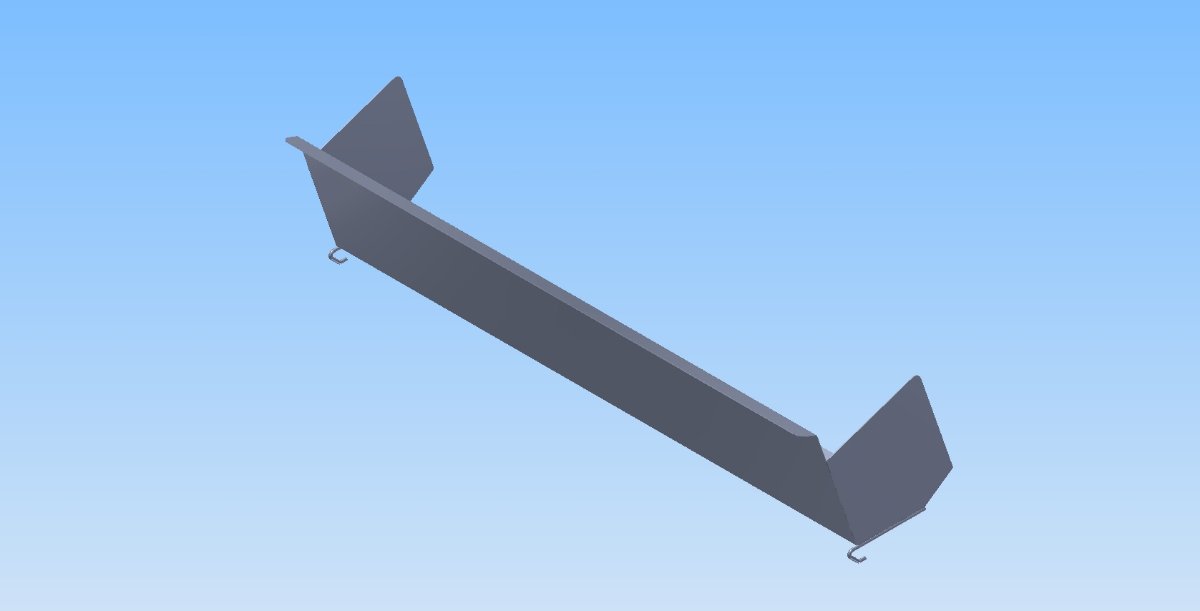
Пофилософствую (чтоб руки занять). Можно такую мотыгу-тяпку в конце выходных через забор к соседям выкидывать (после работ), а на следующие выходные приезжать с новой. Но уж никак не думать о ее долговечности на десятилетия. Эту тяпку надо было или реставрировать безупречно (больше для себя любимого, чем для какого-то там заказчика), или сделать как сделано, вот прямо "не больше - не меньше". У компании автомобильных окрасочных материалов Spies Hecke был рекламный календарь 1998 года, со слоганом "Иногда следы ремонта видны". К сожалению изображение не смог найти, так-что приведу отсебятину (уже не впервой, не обессудьте).
-
https://www.vseinstrumenti.ru/product/tyapka-posadochnaya-elitech-garden-gts03-206410-15161218/
-
Я столкнулся с такой фигней. Варю нержу на увеличенных линзах, но в арсенале есть обычные линзы, которыми не пользуюсь. Но тут приспичило (по габаритам увеличенной линзой не проходил). Так эта обычная линза ни хрена не защищает. Разбираться не стал, не до сук.