hvr63
-
Постов
1 294 -
Зарегистрирован
-
Посещение
-
Победитель дней
105
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Вместо того, чтобы ток розжига уменьшать в заводских настройках, не проще ли уменьшать диаметр электрода в настройках? Мне доподлинно неизвестно, но следуя дедуктивному умозаключению, заводское значение - это базовая величина, от которой, по какому нибудь закону пропорциональности и изменяется ток и время розжига с изменением выбора диаметра электрода. Крутните настройку электрода на всю и увидите это самое оплавление без всяких стараний по держанию электрода на одном месте полчаса. Если электрод так оплавляется за один цикл розжига, то что говорить за серию этих розжигов при срыве дуги.
-
-
Как диагност диагносту скажу: с такими факторами будешь искать причину до посинения. Как бы поступил я. Попробовал бы откатиться на 14 прошивку, если на сервисе на это пойдут. Хотя с этой прошивкой тоже нечто похожее есть, но как то не явно. Цель в таком действие - попытаться резко изменить ситуацию и посмотреть на результат. При диагностике плавающей неисправности, прежде всего ищут факторы сильно раскачивающие текущую ситуацию. Да чего я тебя учу, ты наверняка и сам все это знаешь.
-
Ты же диагность, должен владеть алгоритмом поиска неисправности. Я тут недавно часы электронные настольные чинил, спешить стали очень сильно, а до этого несколько лет просто спешили. Вскрыл, а так как в электронике абсолютно не разбираюсь, ограничился визуальным осмотром. Осмотр выявил почерневший резистор и один электролитический конденсатор с подозрительным дном. Так как конденсатора на замену не было, стал чинить резистор (у которого маркировка сгорела). Выпаял, померил - не обрыв. Впаял обратно. От нечего делать заменил резонатор на какой-то другой. Часы пошли еще быстрее. Бросил это дело. Через какое-то время попалась под руку плата от компьютерного монитора. Нашел на ней подходящую емкость, впаял в часики и они заработали. Я к чему? Не надо лезть во всякие дебри, надо прежде поискать под фонарем, там, где светлее.
-
Но всякую метериало-газо-электродно-сопельную трехамудию можно проверить-исключить.
-
Володь, у тебя же Гроверс еще есть. Настрой его также, да сравни.
-
На переменном токе каждый полупериод дуга возбуждается вновь. Не сложно оценить величину энергии (то есть, по сути, ее отсутствие) приходящееся на время возбуждения дуги на разных частотах.
-
Пока загородный дом еще есть,то нужно бытовку оттащить от него подальше.
-
Ну и еще раз про заземление, чтоб два раза не вставать.
-
Скажу наверное банальную вещь: плохое заземление хуже его отсутствия.
-
А с массой все хорошо? У меня, когда деталь лежит на столе, а масса к столу, а не к детале, иногда на DC деталь аж прыгает когда варишь из-за плохой массы. На АС как-то не обращал внимание на это, но наверное тоже бывает.
-
Импульсные блоки питания незаземленные могут щипаться током, так как у них на нуле (или на корпусе, не знаю как правильно) 120 В. У меня такое бывало так-как у меня земли нет, а есть зануление. ПС. Если что, я в электро-электронике не разбираюсь, может и фигню написал.
-
Справочное значение напряжения холостого хода, наверное относится к режиму поджига касанием, а при поджиге с осциллятором, до включения, напряжение наверное поменьше, если вообще есть.
-
Ну ты барин и задачи ставишь... Это придет Алексе-техсвар и все разрулит. А я так понимаю - нет нагрузки откуда взяться напряжению (или току, не знаю как правильнее).
-
"Мы не можем ждать милостей от природы. Взять их у нее - наша задача" (с) Чтобы получить шарик необходимо электрод оплавить (3650 К для вольфрама). Если нет оплавления, значит электрод не достигает температуры плавления. Предвижу вопрос: "почему электрод не плавиться дальше и не стекает на пол как сопля?" С увеличением диаметра кончика, падает плотность тока и как следствие - температура достигает баланса. А вот для чего нужен шарик и нужен ли он вообще? Ответ на это вопрос можно найти здесь (правда объяснение дано для умных людей, в связи с чем я сам не все понял). Величина напряжения холостого хода регламентировано только электробезопасностью. Хотя по физике, чем больше - тем лучше (в разумном пределе).

-
В полный рост эта проблема проявилась когда я трубку сжег по этой причине. Но мне теперь уже кажется, что баланс АС ХА был задвинут в плюс. Потом я изменил настройки (баланс АС ХА 50% и выше, в минус) и вроде больше с этим не сталкивался. Но когда электрод сгорел, выглядело это точно также, когда, или силу тока розжига поставить большую, или когда формируешь шарик на большом токе и балансе полярности сильно в плюс. Так же эта фигня проявлялась на сварке банок (по этой причине я и не смог их сварить). Но там, в угоду максимального уменьшения сварочного тока, были просто дикие настройки по балансам. Сварка, по сути, проходила только на положительной полуволне. Может из-за этого и не получалось сварить. Там, в какой-то момент, плавление прекращалось и дуга прыгала в стенку и прожигала ее При этом шарик на миллиметровом электроде постепенно рос и в конечном итоге становился больше диаметра электрода, пришлось электрод заменить на 1,6. Сам электрод тогда не разрушался из-за маленького тока. Вот те баночные настройки на фото (может чуть другие по току). А вот когда я трубку сжег, ток был 32 А. И сжег я ее из-за того, что плавление сварочной ванны прекратилось, а я остался на одном месте и ждал когда ванна расплавится, ну естественно стенка упала. При этом электрод закипел.

-
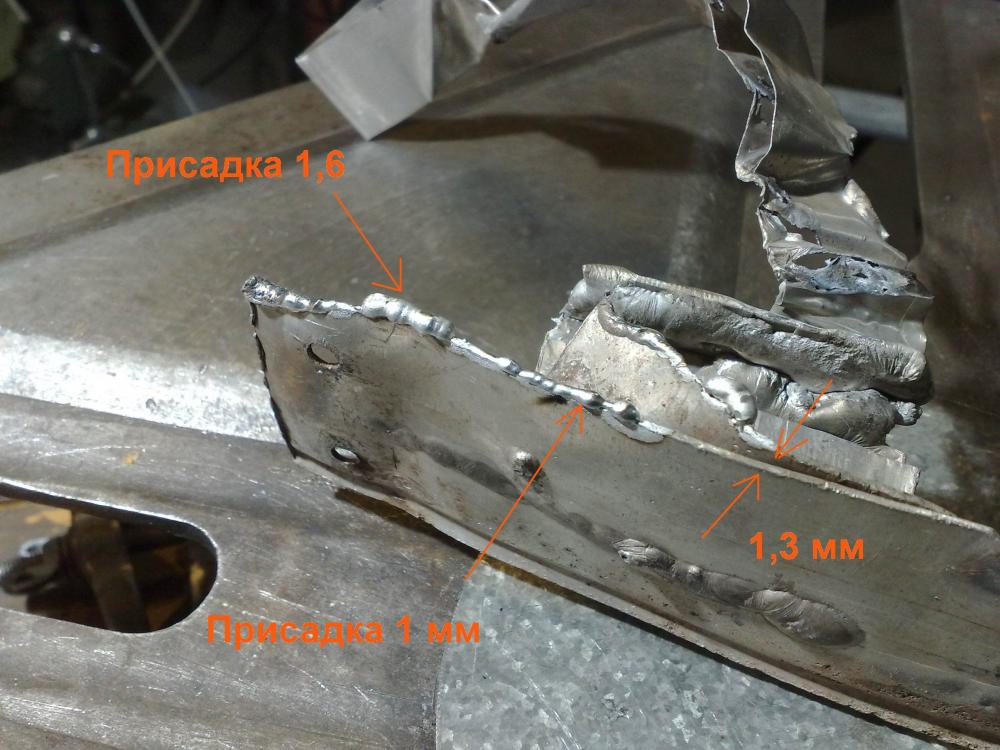
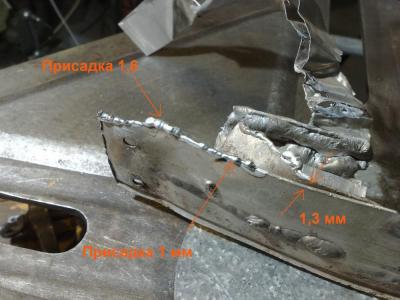
Не смог я разрушить электрод. Пробовал на частоте 200 Гц и токе 30 А. И на АС и на АС ХА (50%) баланс от +8 до -8. Только заметил, что на простом АС, при тех же условия, ванну формирует позже чем на АС ХА 50%, видно середины у них разные. Свариваемый образец - столетняя накладка порога Жигулей, 1,3 мм, не шкуреная, ацетоном не тертая (на фото ток 12 А). Электрод 1,6 мм, заточенный с крупными рисками по диагонале, окунутый в алюминий (на фото от вольфрама один кончик торчит), с абсолютно непритязательным шариком. В общем, не знаю я причины пердежа. Может что-то сломалось?



-
И да. Только заточенный электрод, без шарика, тоже как-то не очень. В общем осталось впечатление, что нужен чисты, аккуратный шарик. Наверное завтра соберусь с силами и проведу тесты по настройке.
-
Вспомнилось тут про электрод. Я заметил, что качество дуги сильно зависит от состояния поверхности шарика электрода. Если маленький постгаз, или рано поднять горелку, то шарик окисляется и горение дуги сильно ухудшается. Это все относится к критическим режимам, когда пердеж проявляется. На всех других режимах дуга горит без проблем и на элетроде, обляпанным алюминием и с расщепленным на двое концом.
-
Стакан на половину полон... На электроде слишком много плюса.
-
Сразу скажу, в школе учился откровенно средне, так что не обессудьте за непонятливость. И с осциллографом никогда не общался. В моем понимании, если программно сделать баланс на ноль, ну типа тупо поделить поровну то что задает, то физически не получить "0" на нуле баланса. И то что приходиться на отрицательную полуволну, будет сильно зависить от физических свойств поверхности детали. Так что ориентироваться на показания осциллографа, нужно с поправкой на физику.
-
 Может все же каким нибудь традиционным способом модернизацию провести. https://www.drive2.ru/o/b/517210270779572723/
Может все же каким нибудь традиционным способом модернизацию провести. https://www.drive2.ru/o/b/517210270779572723/ -
А я по наивности полагал что без баланса амплитуды АС и не бывает аппаратов. На фига мне этот ампераж на электрод? Все что у меня было до этого (аж целый Тритон и сейчас есть) имело эту чудесную функцию.
-
Себя угробите и еще кого нибудь. При отрыве уха суппорта с набегающей стороны у вас не тормоза пропадут, а суппорт заклинит диск колеса.