hvr63
-
Постов
1 385 -
Зарегистрирован
-
Посещение
-
Победитель дней
118
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Юным физикам в помощь. http://taketop.ru/articles/energetika/teplosnabgenie/osntepl/gazsmes
-
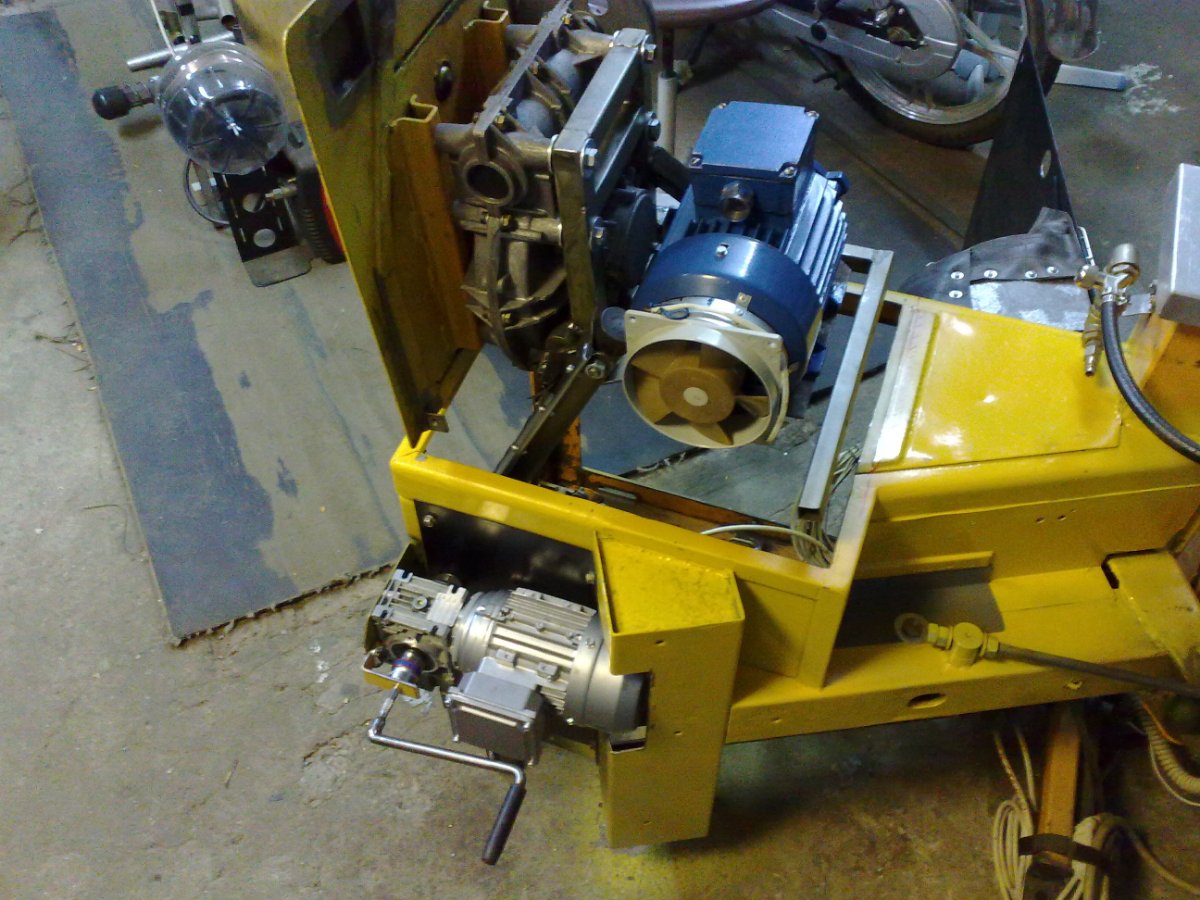
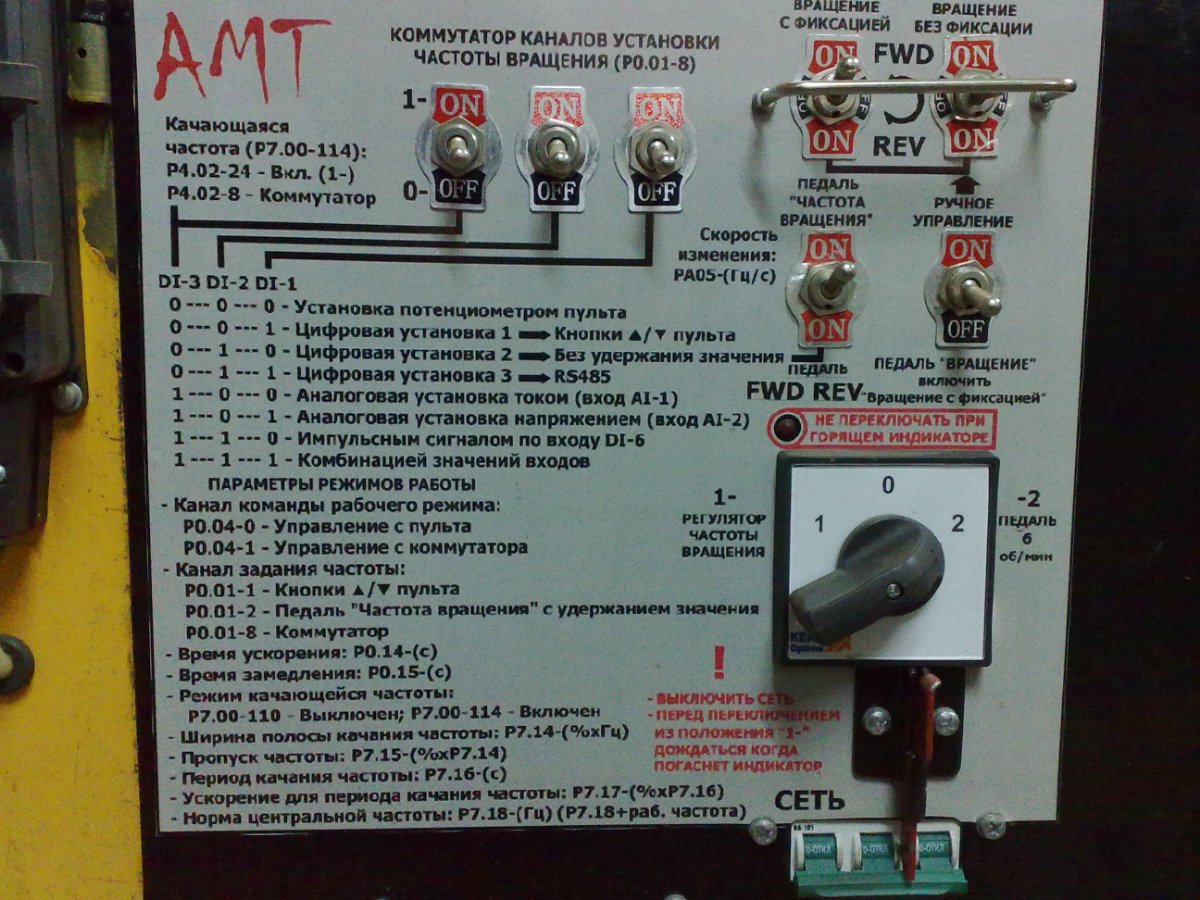
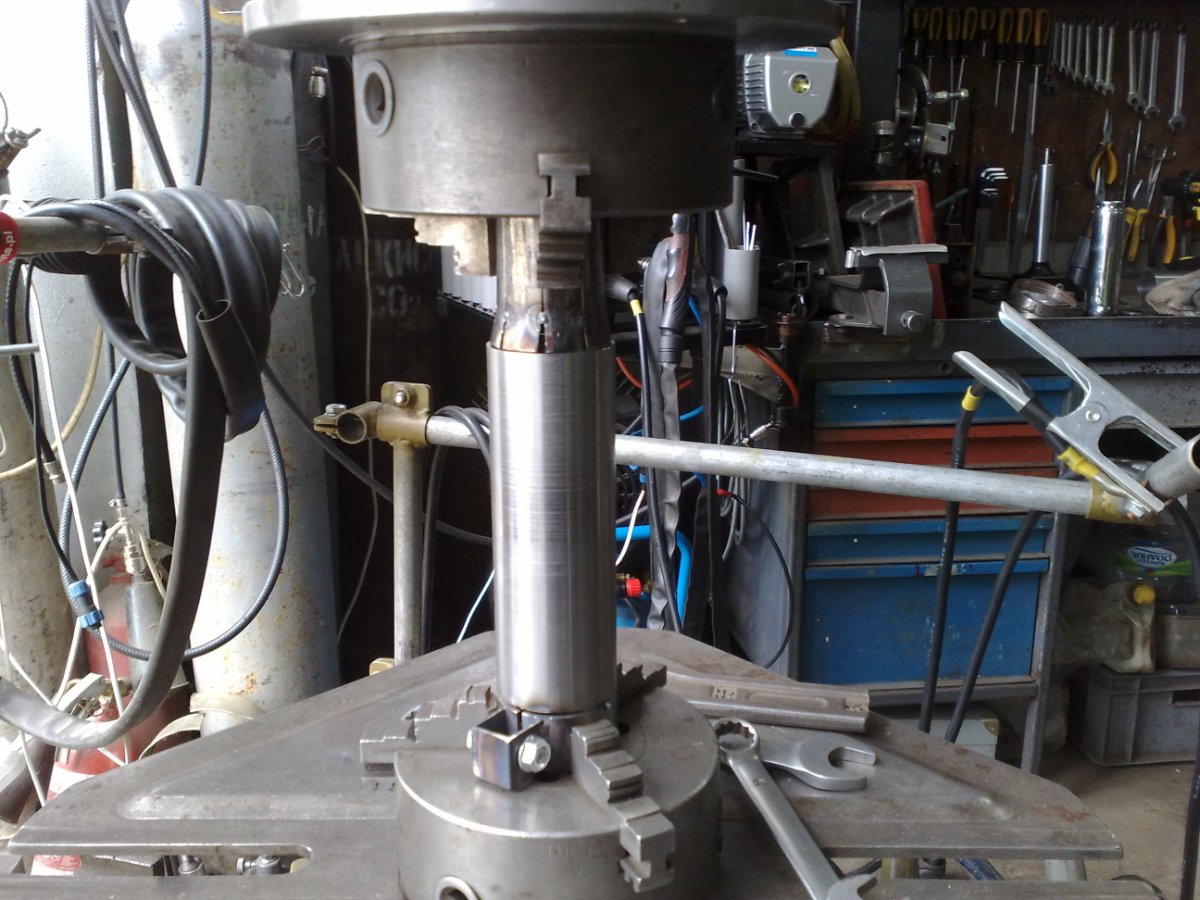
Система изменения положения поворотного стола относительно горизонта (диапазон: 0 - 96 градусов). Года три собирался с силами для проведения очередной модернизации своего сварочного вращателя (до реинкарнации он был шиномонтажным станком, подробности тут: https://www.chipmaker.ru/topic/236848/). Для модернизации пришлось радикально попилить станину. На проектирование и исполнение ушло больше месяца. Привод как от электромотора, так и вручную (предусмотрена муфта расцепления на валу редуктора). Сервопривод собран из домкрата, в который добавлена дополнительная подшипниковая опора (на домкрате всего одна опора), так как во время подъема вектор нагрузки меняет направление. Доделано пока не все. Осталось подключить привод и установить концевики крайних точек. Ну и бонусом, пока все разобрано, можно посмотреть на потроха системы управления сварочным автоматом.

-
 И не забываем, про удушающее действие аргона. В небольшом помещение это может быть проблемой. https://translated.turbopages.org/proxy_u/en-ru.ru.c98904c1-651f10c3-f30a35b0-74722d776562/https/en.wikipedia.org/wiki/Inert_gas_asphyxiation
И не забываем, про удушающее действие аргона. В небольшом помещение это может быть проблемой. https://translated.turbopages.org/proxy_u/en-ru.ru.c98904c1-651f10c3-f30a35b0-74722d776562/https/en.wikipedia.org/wiki/Inert_gas_asphyxiation -
Валер, если бы отвалилось на ходу, у этого упора вид был бы как погрызиный собакой, а то и главную передачу заклинило бы. В 95% случаев такого залома - демонтаж-монтаж корзины, когда отвертку засовывают в нетрадиционное место (могут и надломить, а сломаться потом). А в 5% случаев - когда корзину вертят в руках и роняют на пол. Хонда крепко делает, само редко отламывается. Да и народа, кто при езде корзину разорвать может не очень много. А про возрастающую нагрузку на остальные упоры - там запас прочности, просто уменьшиться и все. И гребенка будет набиваться чуть быстрее. Я гребенку на упорах пилил вручную неоднократно. После запиливания по любому нагрузка на упоры неравномерная, пока не пристукается. Дорабатывать приваркой кольца...? Там места нет. И после приварки все так поведет, что в лучшем случае будет контакт с дисками в двух местах.
-
Если этот упор после приварки выключить из работы (чтобы диски его не касались), то он будет чисто декоративным (только чтобы насосные потери уменьшить). Тогда риск будет только в умении-неумении сварщика, чтобы упор под собственным весом не отвалился. Ну и прицепом добрый совет: если беретесь сами обслуживать технику, то запаситесь или специализированным фиксатором корзины (на фото от КТМ), или универсальным. П.С. Гребенку на упорах нужно спиливать. С такой гребенкой сцепление работает неадекватно.
- 3 331 ответ
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
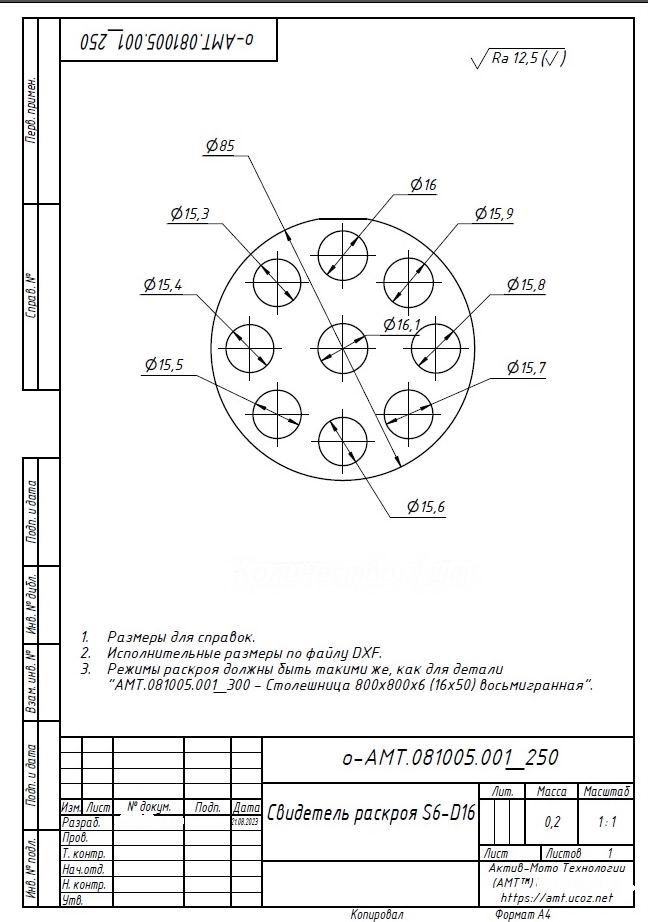
В помощь молодому резчику сварочных столов. Образец-свидетель лазерного раскроя - S=6. Болт М16х55 DIN 931. Резьбовая часть - D15,78. Нерезьбовая часть: D15,85 (заход); D15,95 (у головки).
-
Капот снегохода.
-
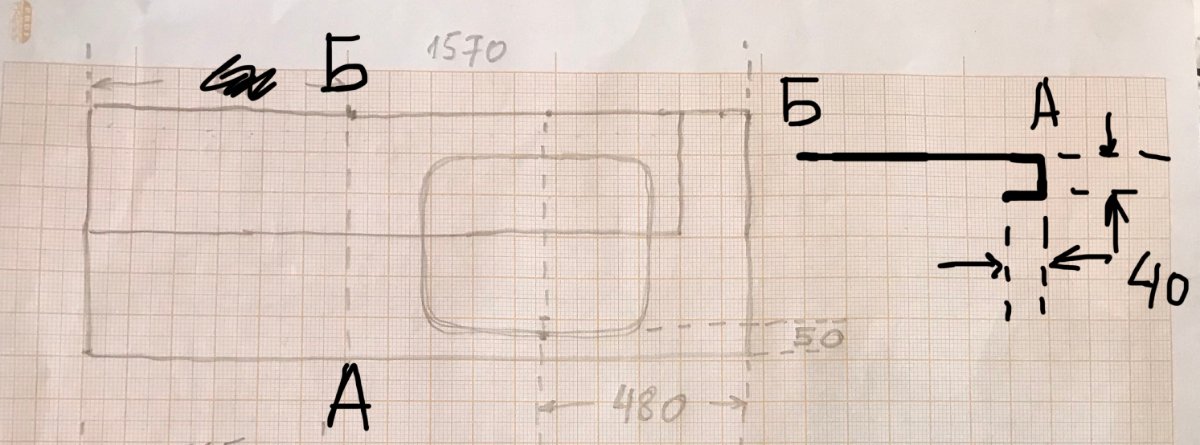
Тоже был случай поржать над бумажными чертежами. Принесли чертеж на бумаге, чтобы сделать DXF под плазму. Начал модель строить - ничего не сходиться. Пошел в конструкторский отдел, к женщине. Как спрашиваю обмеряли образец. Да вот так, и достает школьную деревянную линейку, ту, у которой "ноль" на палец от края.
-
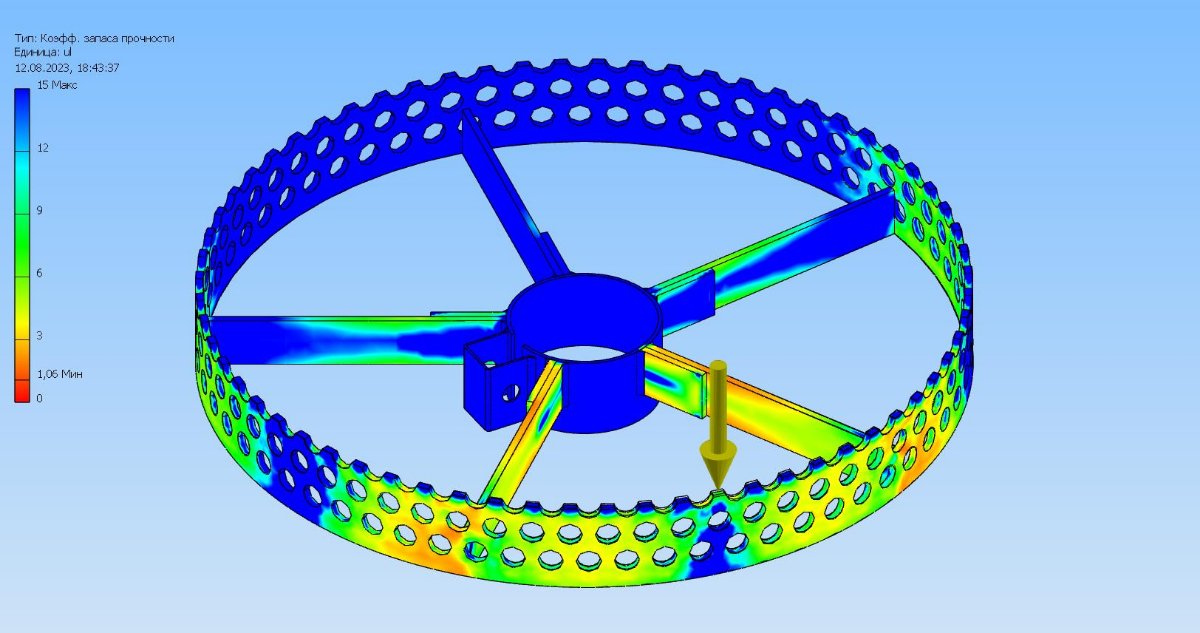
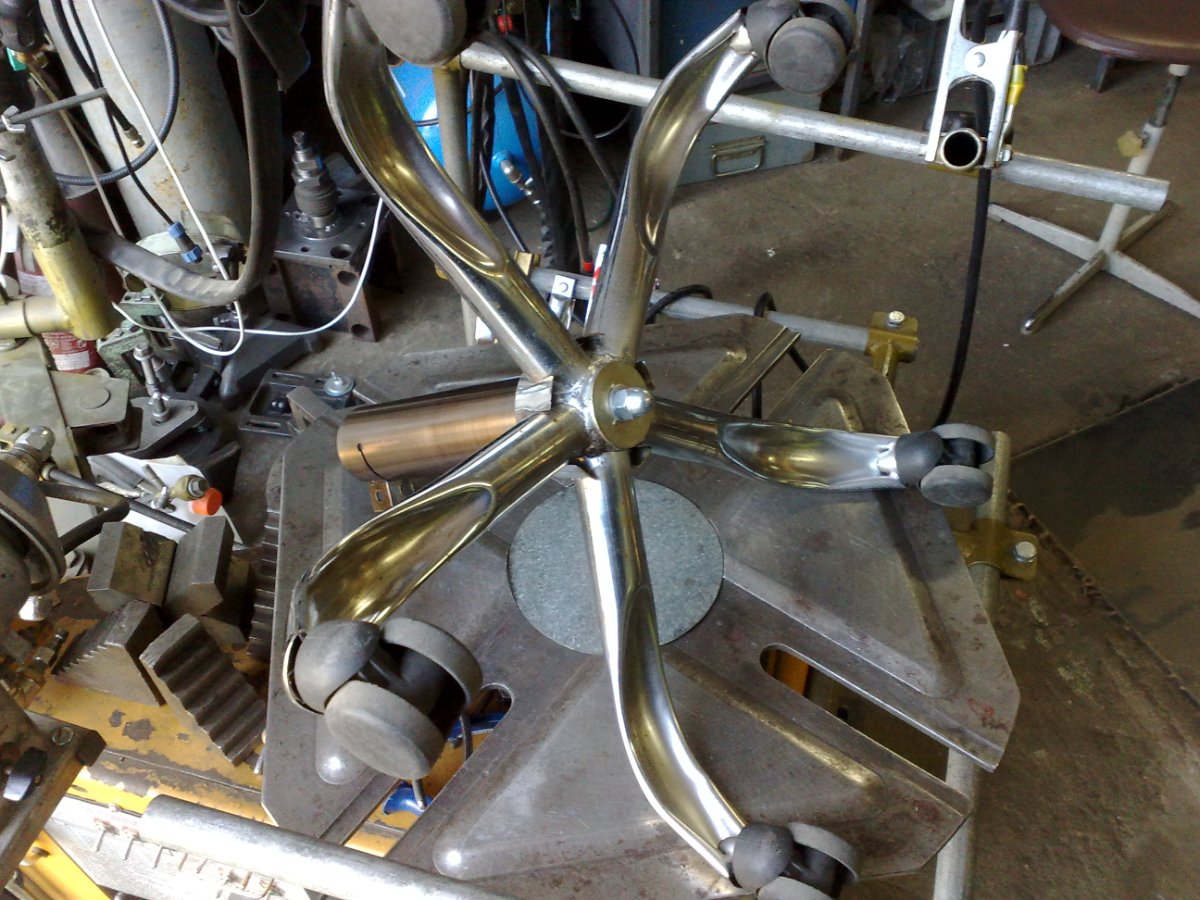
- В массиве изначально было 4 спицы и 90 градусов, при изменении количества спиц на пять, первоначальные 90 градусов остаются, пришлось руками ставить. - Материал использовал, тот что нашел в отходах, не очень подходящий под задачу (слабоват). Пришлось прочность считать. По результату добавил усилители в корневую часть спиц (накладки) для достижения более менее терпимых результатов.
-
Занятие в военном училище. Преподаватель. - Тема занятия - прямой угол. Величина прямого угла равна 100 градусам. Курсант тянет руку. - Товарищ майор, я слышал, что величина прямого угла равна 90 градусам. Преподаватель. - Садитесь курсант. Я уточню данный вопрос. На следующий день. Преподаватель. - Да, товарищ курсант, Вы были правы. Я немного перепутал, 100 градусов - это точка кипения воды. А теперь анекдот. Проектирую 3D-модель (см. фото). Необходимо разместить пять спиц равномерно по окружности. Делю 365 градусов на пять, получаю 73. Размещаю спицы через 73 градуса. Так как модель перед глазами размещена не по оси симметрии, то очень не сразу замечаю какую-то несимметричность. Замеряю углы между спицами: 73-73-73-73-68. Что за нафиг? Так как размещение спиц осуществляется через инструмент "массива", то думаю что-то не так в настройках этого инструмента сделал. И так пробую, и так, тот же хрен. Минут пятнадцать ковырялся. И наконец дошло, что я немного перепутал. 365 - количество дней в году. А вы говорите "компрессия".
-
Я обдув сжатым воздухом использую.
-
Вот варил и даже была мысль испарительную систему охлаждения применить (при том, что прикручено к массивной подложке), но поленился и делал просто большие перерывы, так как постоянно норовило полностью расплавиться и потечь. И такое часто встречается - большой избыток локального тепла, даже на массивной детале. Но иной раз останавливаюсь после начала сварки и жду, когда температурное поле разойдется по детали, отразится от ее краев и перестанет вносит коррективу в тепловложение. Да, о чем это я? Подогрев, или охлаждение (иногда и охлаждение приходиться применять) это не догма. Всему свое время и место. И да, не следует забывать, что коэффициенты теплопроводности и температуропроводности с ростом температуры уменьшаются.
- 3 331 ответ
-
- 3
-
-

-
- технологии
- TIG
- (и ещё 1 )
-
Наделать резьбовых несквозных отверстий с диаметром резьбы не позволяющей ломать там метчики. Отверстия выполнять в шахматном порядке, чтобы не спровоцировать трещину по концентраторам напряжений. Поставить заплату с герметизирующим материалом (резина; герметик) по вкусу и возможностям (потом всегда можно снять и поменять). Данный способ чем хорош - он обратим. Всегда можно вернуться к начальной стадии. Если начать со сварки чугуна на потолке, то с большой долей вероятности можно получить приличный скворечник, в который и ворона залезет. И вот такой перфоманс потом заплаткой исправлять будет ой как непросто. И еще способ попроще. Подвесить ведро под течь, собирать масло и заливать обратно (для эстетов - можно насос подкачивающий поставить). Такая система смазки называется "с сухим картером", в спортивных двигателях применяется повсеместно.
- 21 ответ
-
- 7
-
-
-
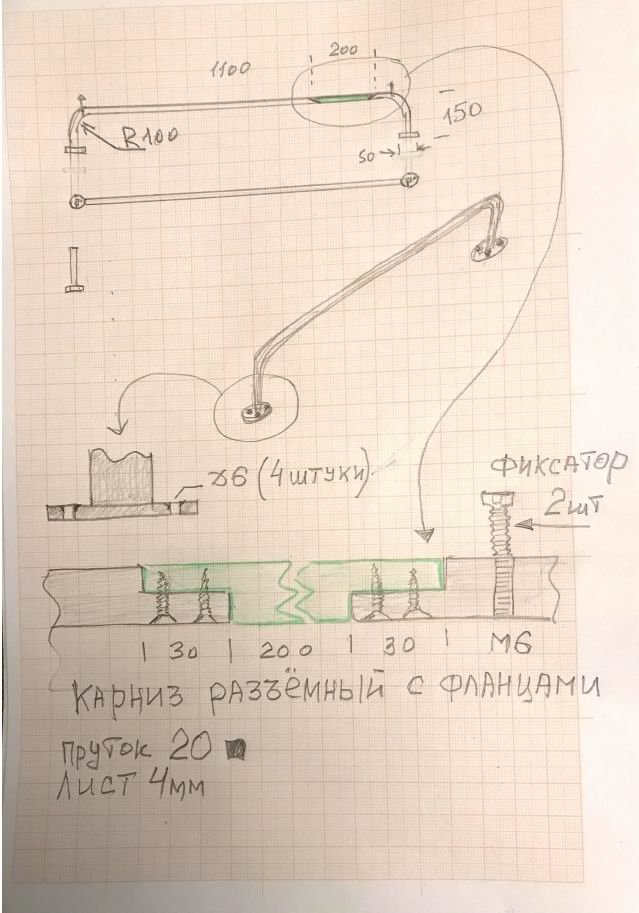
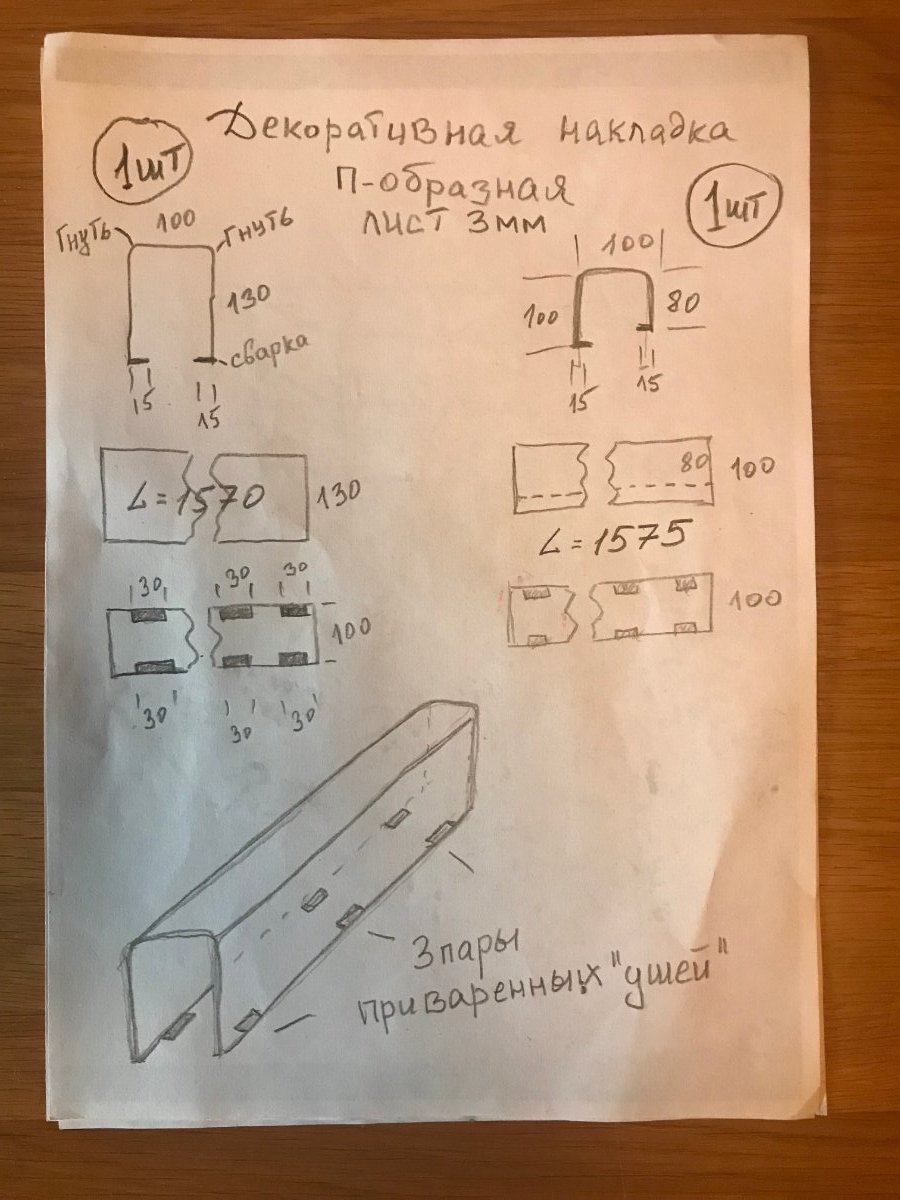
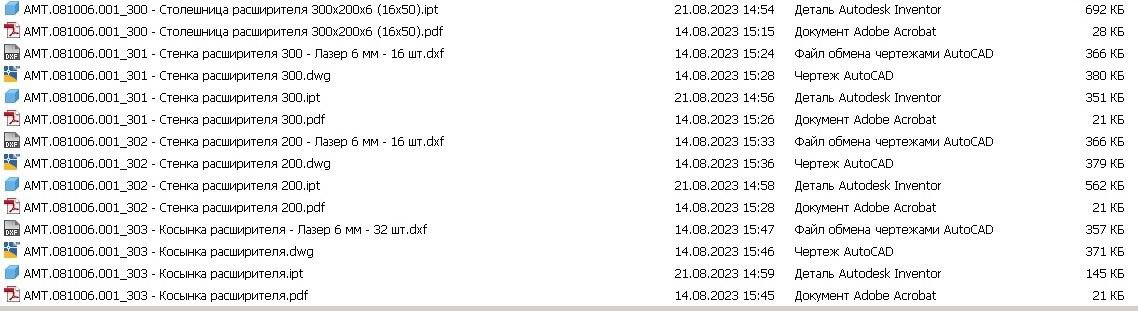
Вот примерно как выглядит начертить стол (обратить внимание на количество файлов проекта). Но может это поможет.
-
Коленвал от какой-то водной мотодоски. Шаловливые ручонки умудрились сломать щеку по посадочному отверстию пальца нижней головки шатуна. Предварительный нагрев 188 град. Нормализация после сварки 200 град, 2 часа.
-
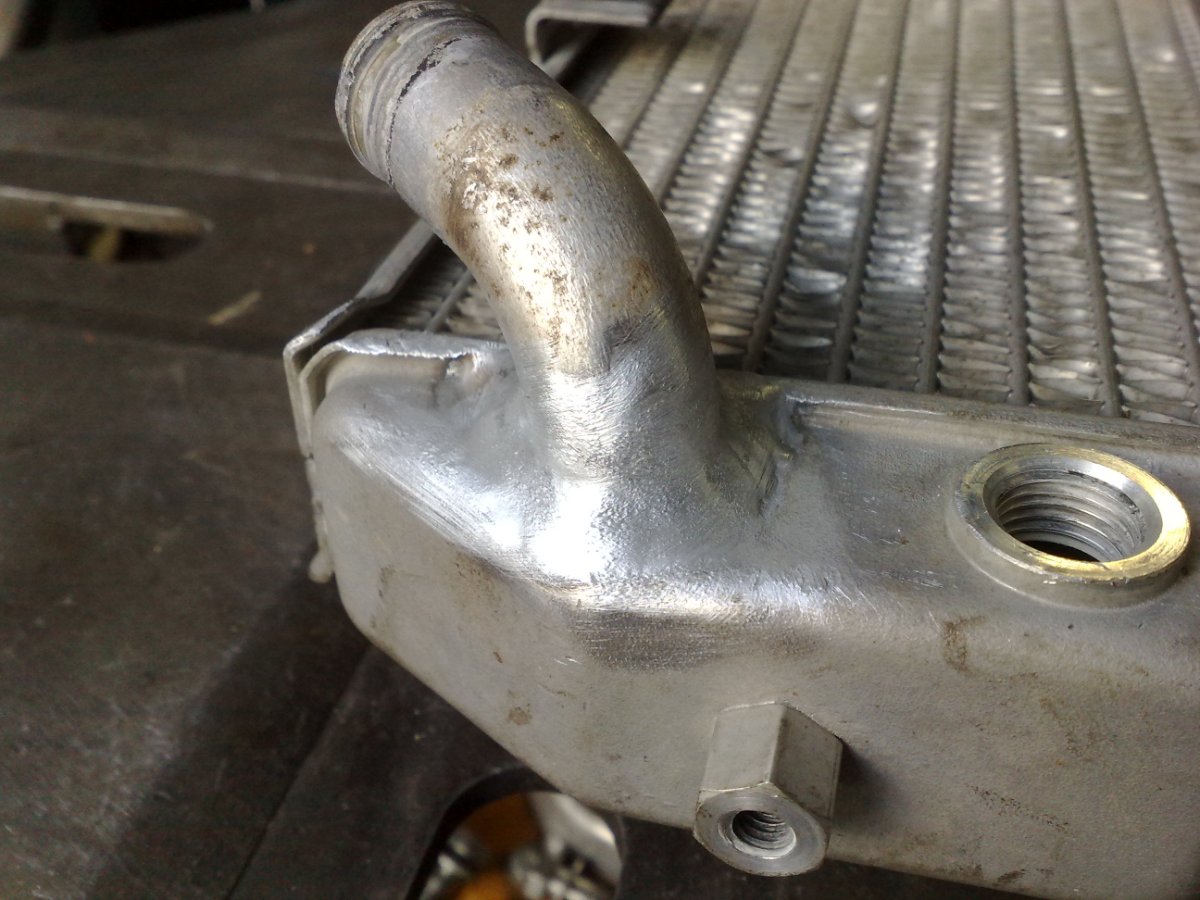
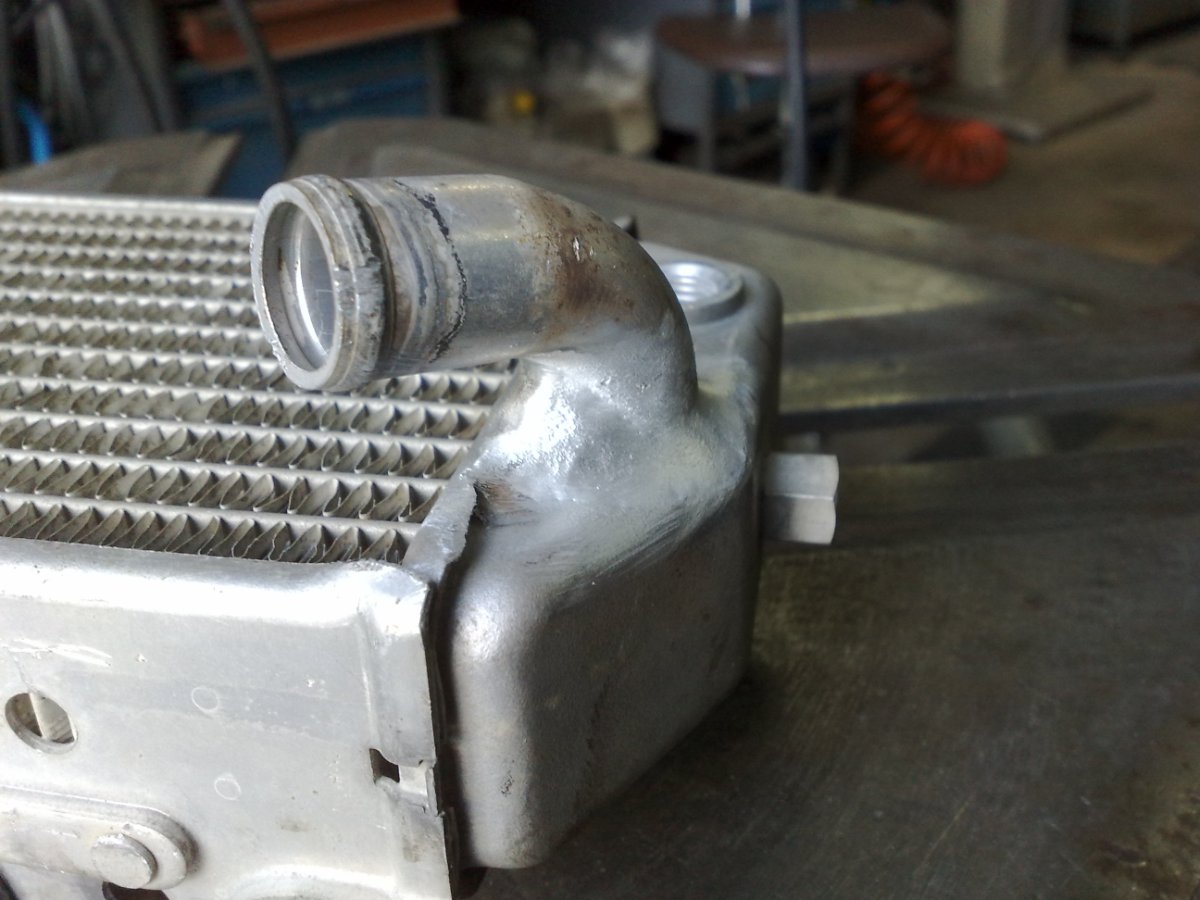
Надо было. Сразу не догадался, а потом поздно уже было. Да и трубка после удара почти вплотную к отбортовке прижалась.
-
Ну вот не умею я паять. Так бы запаял за десять минут... Пришлось корячиться со сваркой два часа (из-за попадания в зону сварки отбортовки бачка, в которую электрод не лез) Мотоцикл Suzuki эндуро.
-
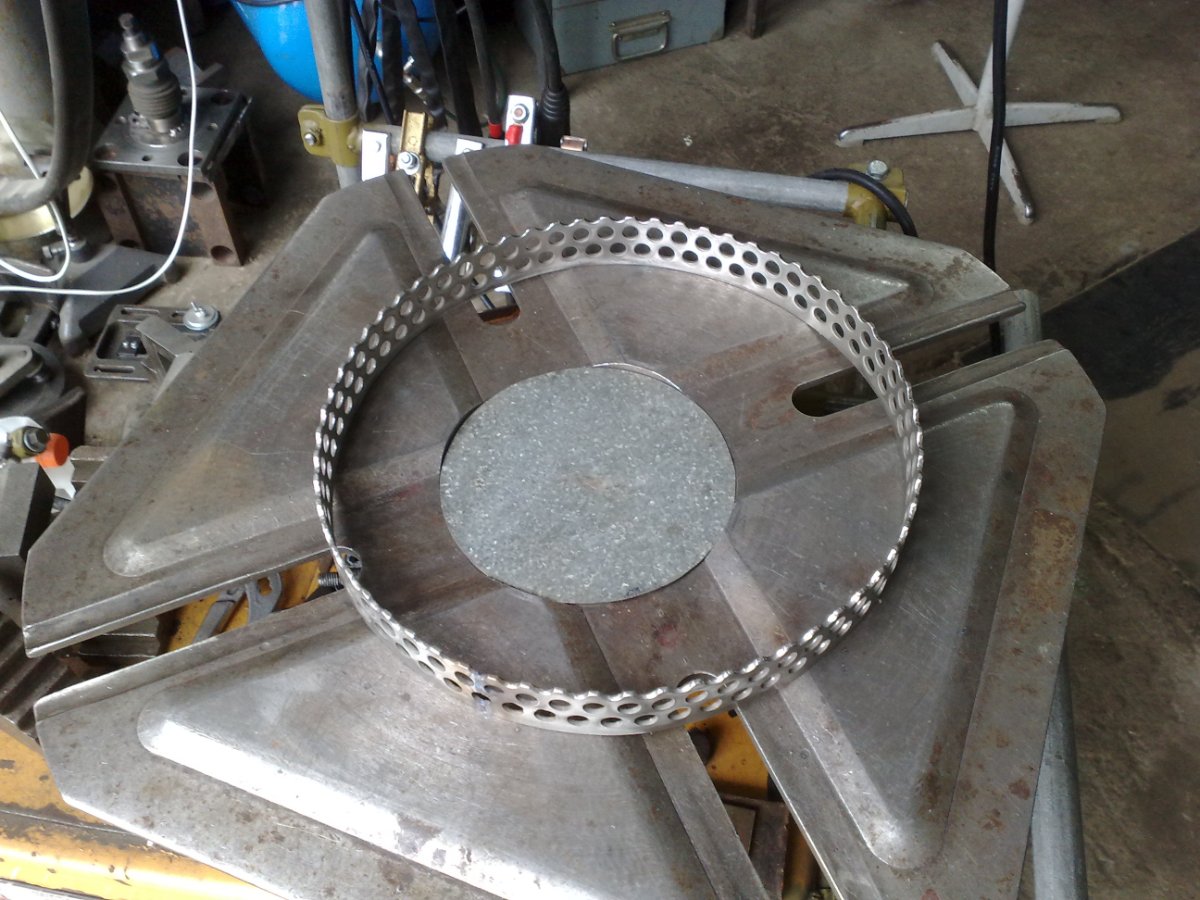
В продолжение темы про телескопический стульчик. Какой же барный стул без подставки под ноги? Теперь я в бары со своим стулом. Все сделано из неделовых отходов, параметры которых не очень подходили. Спицы подставки слишком узкие, обруч меньшего диаметра, чем хотелось бы, но что было. Пришлось моделировать и проверять запас прочности. Хватило только на 60 кг (если встать на обруч).
-
Высокочастотный поджиг иногда гасит электронику LED.
-
Я про самоделкиных.
-
Термооксидирование (260 град.) промасленное (льняное масло).
-
Стульчик телескопический. Для ситуаций, когда при сварке сидеть уже поздно, а стоять еще рано.
-
Когда не из чего точить (нет такого кругляка), но очень хочется.
- 1 252 ответа
-
- 12
-
-