

hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Я обдув сжатым воздухом использую.
-
Вот варил и даже была мысль испарительную систему охлаждения применить (при том, что прикручено к массивной подложке), но поленился и делал просто большие перерывы, так как постоянно норовило полностью расплавиться и потечь. И такое часто встречается - большой избыток локального тепла, даже на массивной детале. Но иной раз останавливаюсь после начала сварки и жду, когда температурное поле разойдется по детали, отразится от ее краев и перестанет вносит коррективу в тепловложение. Да, о чем это я? Подогрев, или охлаждение (иногда и охлаждение приходиться применять) это не догма. Всему свое время и место. И да, не следует забывать, что коэффициенты теплопроводности и температуропроводности с ростом температуры уменьшаются.

- 3 331 ответ
-
- 3
-

-

-
- технологии
- TIG
- (и ещё 1 )
-
Наделать резьбовых несквозных отверстий с диаметром резьбы не позволяющей ломать там метчики. Отверстия выполнять в шахматном порядке, чтобы не спровоцировать трещину по концентраторам напряжений. Поставить заплату с герметизирующим материалом (резина; герметик) по вкусу и возможностям (потом всегда можно снять и поменять). Данный способ чем хорош - он обратим. Всегда можно вернуться к начальной стадии. Если начать со сварки чугуна на потолке, то с большой долей вероятности можно получить приличный скворечник, в который и ворона залезет. И вот такой перфоманс потом заплаткой исправлять будет ой как непросто. И еще способ попроще. Подвесить ведро под течь, собирать масло и заливать обратно (для эстетов - можно насос подкачивающий поставить). Такая система смазки называется "с сухим картером", в спортивных двигателях применяется повсеместно.
- 21 ответ
-
- 7
-
-
-
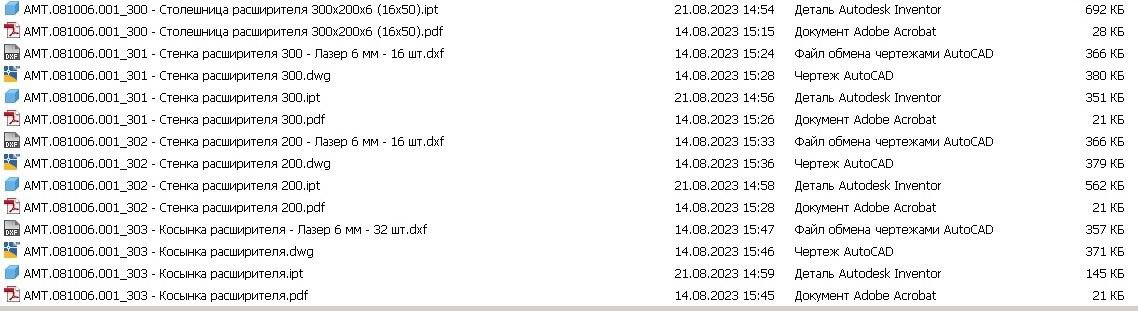
Вот примерно как выглядит начертить стол (обратить внимание на количество файлов проекта). Но может это поможет.
-
 Коленвал от какой-то водной мотодоски. Шаловливые ручонки умудрились сломать щеку по посадочному отверстию пальца нижней головки шатуна. Предварительный нагрев 188 град. Нормализация после сварки 200 град, 2 часа.
Коленвал от какой-то водной мотодоски. Шаловливые ручонки умудрились сломать щеку по посадочному отверстию пальца нижней головки шатуна. Предварительный нагрев 188 град. Нормализация после сварки 200 град, 2 часа.
-
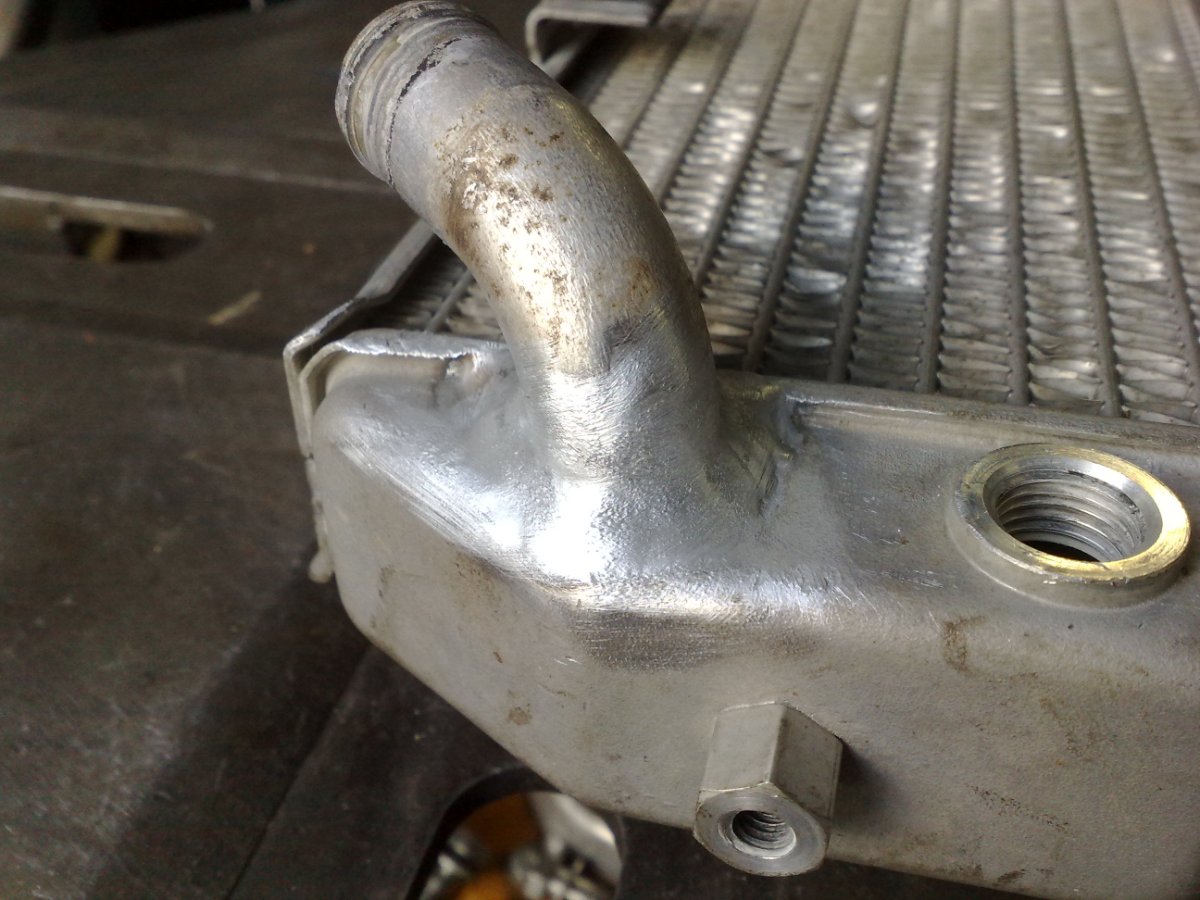
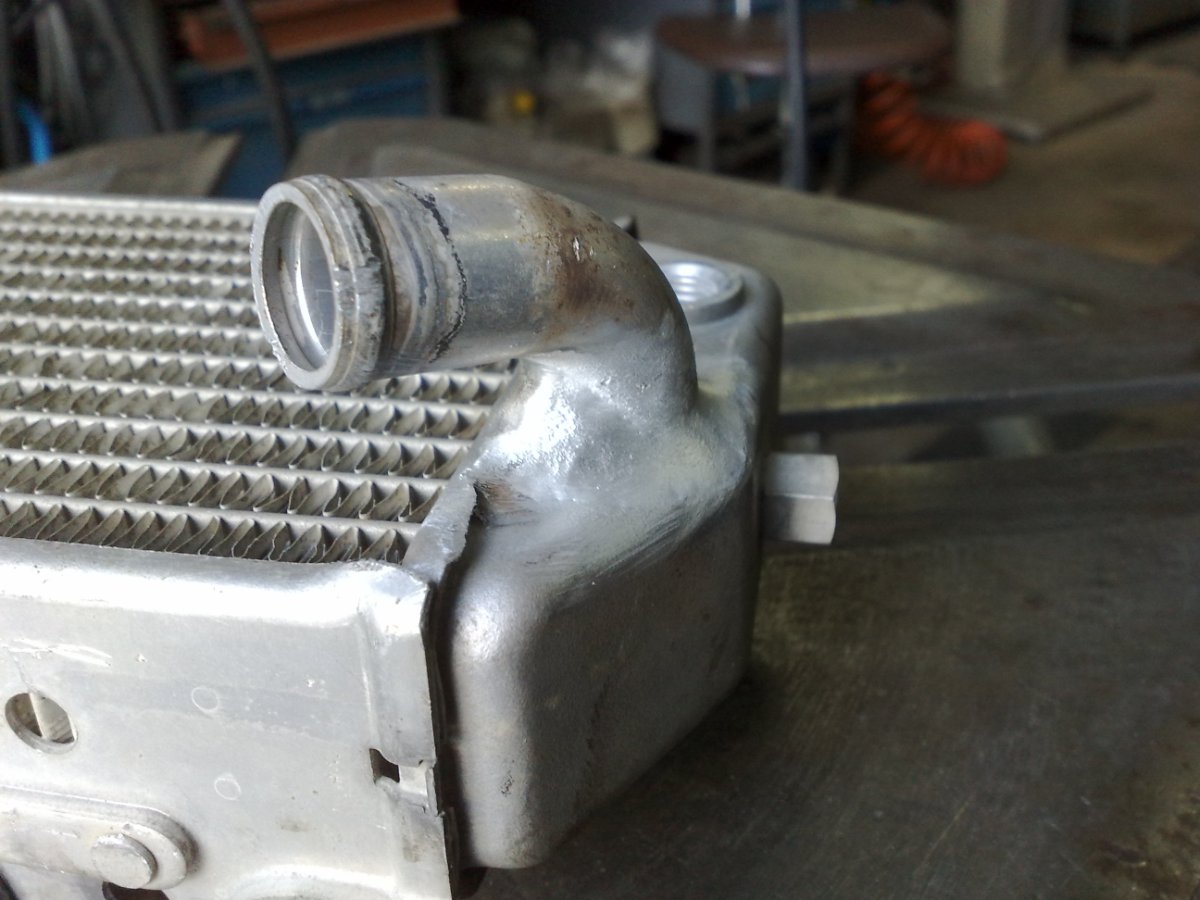
Надо было. Сразу не догадался, а потом поздно уже было. Да и трубка после удара почти вплотную к отбортовке прижалась.
-
Ну вот не умею я паять. Так бы запаял за десять минут... Пришлось корячиться со сваркой два часа (из-за попадания в зону сварки отбортовки бачка, в которую электрод не лез) Мотоцикл Suzuki эндуро.
-
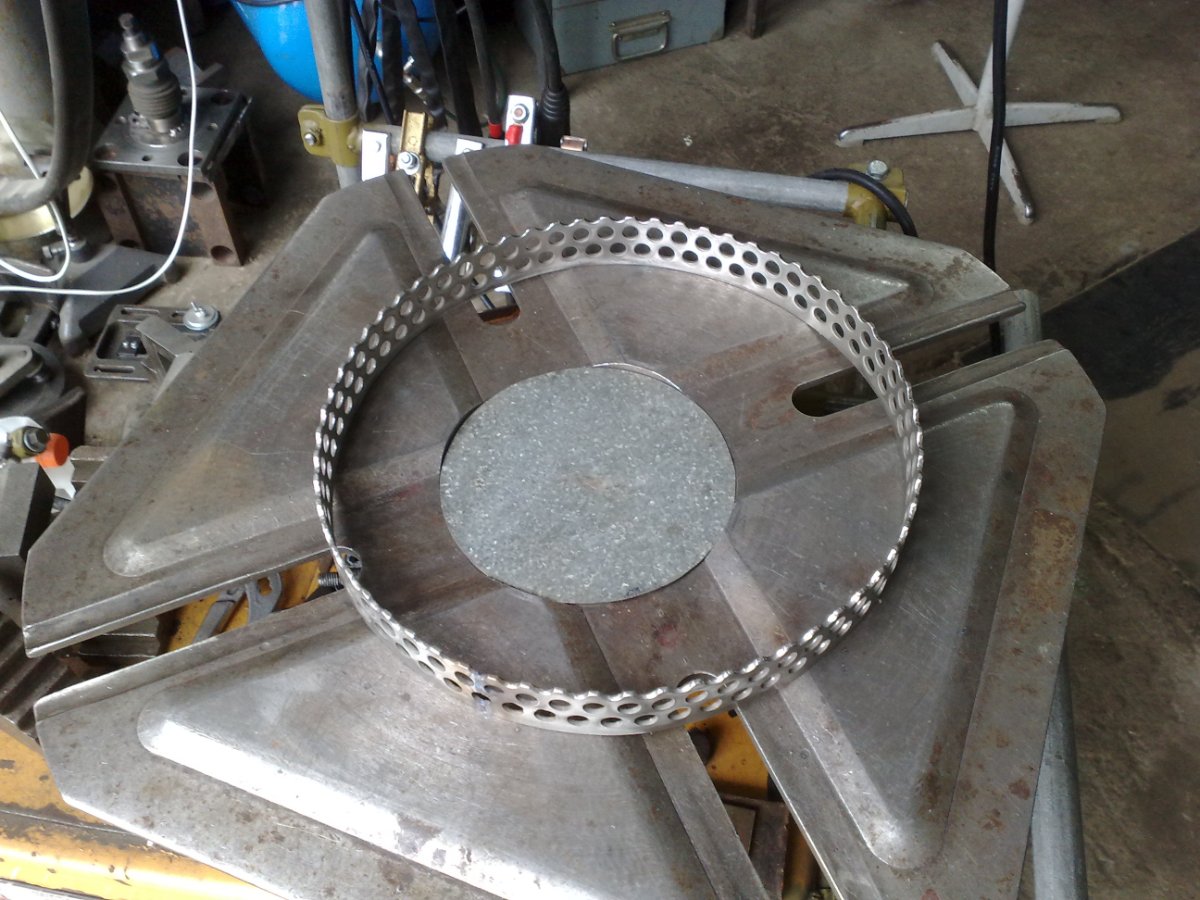
В продолжение темы про телескопический стульчик. Какой же барный стул без подставки под ноги? Теперь я в бары со своим стулом. Все сделано из неделовых отходов, параметры которых не очень подходили. Спицы подставки слишком узкие, обруч меньшего диаметра, чем хотелось бы, но что было. Пришлось моделировать и проверять запас прочности. Хватило только на 60 кг (если встать на обруч).
-
Высокочастотный поджиг иногда гасит электронику LED.
-
Я про самоделкиных.
-
Термооксидирование (260 град.) промасленное (льняное масло).
-
Стульчик телескопический. Для ситуаций, когда при сварке сидеть уже поздно, а стоять еще рано.
-
Когда не из чего точить (нет такого кругляка), но очень хочется.
- 1 253 ответа
-
- 12
-
-
-
Может закипеть.
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Если сталь тонкая и/или полуспокойная/кипящая, то можно перегреть даже дугой.
-
А такой же шняги под РС нет? О, нашел.
-
Ну хот кто-то делает со щетками на токосъемнике, а не с намотанным проводом. Еще бы токосъемник медный, вообще замечательно было.
-
Ничего, хотя можно постараться.
- 3 331 ответ
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
У тут здоровенный кактер их АМг переделывал. Привари подруливующее устройство (труба примерно D150-200 в днище, от борта до борта) присадкой 4043, все нахрен треснуло. Вот я и корячился переваривал по людски. А вы говорите бак в баню.
-
И не забываем про коррозионностойкость.
- 3 331 ответ
-
- 3
-
-
-
- технологии
- TIG
- (и ещё 1 )
-
Спрошу для общего развития. Это труба диаметром 6,35 мм?
-
А чем объяснили такую последовательность? То что сетку может повести при обратной последовательности?
-
Да , похоже придется DXF с сеткой вручную редактировать. Хоть линий не очень много.
-
Нарисовал вот так, но чего-то больно муторно получается.
-
Подскажите кто умеет. - Как нарисовать в 3D модели перфорированной столешницы сварочного стола координатную сетку? Какой должен быть вид геометрии фигуры этой сетки? - Как эту сетку отображать на чертеже и что должно быть указано в ТТ: глубина; ширина; очередность?




























.jpg.18079424c2f606d32f95f12d5eba9d93.jpg)