mehanik1102
-
Постов
2 094 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент mehanik1102
-
Это как? Не снимая с автомобиля?
-
Про матрицы мы разговаривали.
-
 Огласите, пожалуйста, весь список!
Огласите, пожалуйста, весь список! -
@Anton VL,А я вот не вижу ситуации, когда при съёмке процесса сварки современный системный (со сменным объективом) фотоаппарат (камера) вносил бы какие либо ограничения. Ограничивать могут объектив, система крепления аппарата и света, система крепления фильтров и подобные мелочи. Потому как эти мелочи индивидуальны и широко не распространены. И купить их в первом попавшемся магазине не получится. А что то придётся делать самостоятельно. А еще сильно ограничивает недостаток знаний и воображения. Вот видео не все аппараты снимают одинаково - тут надо на характеристики смотреть и очень хорошо при этом иметь возможность вручную управлять процессом. Что не у всех есть.
-
И не только у соньки. И. тем не менее, в этом деле решает всё квалификация специалиста. Точно так же, как и в аргонно-дуговой сварке. Дай малоквалифицированному сварщику любой, самый совершенный, аппарат - и результат будет, мягко говоря, не очень.
-
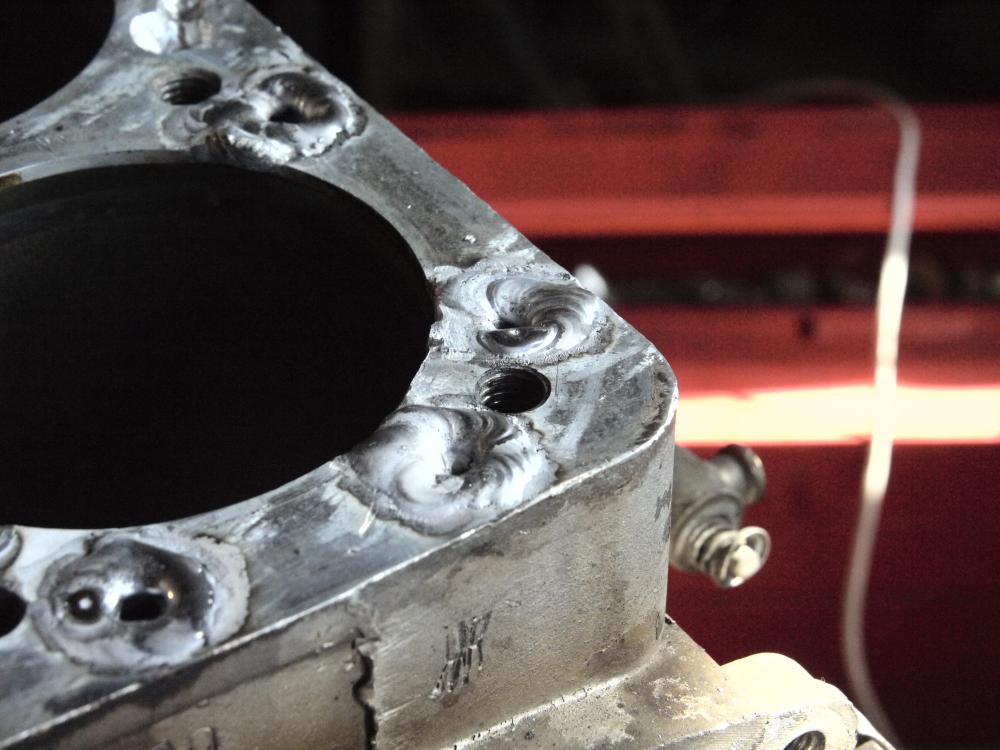
Что то никто железо автомобильное не варит. Притащили блок УМЗ4215 - Кариес его поел, да так, что антифриз в цилиндр полез- Разделал- Обварил- А хрень с этим блоком заключается в том, что гильза чугунная залита в люминий и кариес добрался до этой самой чугунной стенки гильзы. И пришлось наваливать присадку на границу металлов не допуская касания дугой чугуна. Пузыри там явно остались, но тут главное, чтоб привалочная плоскость целой стала. И вопрос уважаемой публике - а как в этом случае надо варить, чтоб и пузырей не было, и чугун не отбелить?




-
Отличия есть. Отличия эти в математической обработке сигнала снимаемого с матрицы. И математика у каждого производителя своя. Но - опытный пользователь берёт RAW файл и в конвертере сводит всё к одному, нужному ему, результату.
-
И основное тут - "в разных поколениях"! Матрицы сони применяют сони, никон, пентакс, олимпус, может еще кто то. И, несмотря на одну и ту же матрицу, аппараты и результат, который они выдают, сильно отличается. так что, не матрицей единой...
-
Дык... Форумчане - специалисты в сварке, а не в фотоделе, или в съёмке видео. В дорогих аппаратах матрицы стоят такие же, как и в дешёвых. Всё дело в возможностях голов и рук, которые производят съёмку. Это я о съёмке дугового процесса. В иных случаях ограничения дают иные факторы, но не матрица.
-
Тут такая зависимость - при большем формате - меньшая глубина резкости, относительно меньших форматов при одинаковом относительном отверстии объектива. Так что выигрыш ФФ неочевиден. Для крупномасштабных съёмок. А это еще более сомниельное превосходство. Потому как такие кадры можно снять мануальным старым фиксом, который оптически может быть даже лучше. Например И61ЛЗ взять.
-
На заводе, где я имел последнее оф. рабочее место, нержавейку варили исключительно смесью 82/18. Равно как и прочие чёрные металлы. При том швы подвергались серьёзному контролю.
-
@deruf,Фото посмотрел, с трудом, его надо на форум заливать, а не давать ссылки на сторонние ресурсы. Сварить можно. Все дело упрётся в нужной конфигурации горелку и ловкость рук. А еще инструмент специфический потребуется для разделки трещины.
- 3 328 ответов
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
Объектив позволит, позволит ли дифракционный предел? https://www.cambridgeincolour.com/ru/tutorials-ru/diffraction-photography.htm
-
Контраст сцены сильно высок. Чтоб видеть, что в ванне происходит, надо экспокоррекцию в минус двигать. А чтоб при том можно было видеть окружающую обстановку - надо сильно подсветить, возможно чем то с узким пучком, типа светодиодного мощного фонаря с регулируемым пучком света. И еще - скорее всего нельзя доверять автоматике камеры - экспопараметры лучше вручную ставить, предварительно несколько проб сделав. Это там, где камера позволяет.
-
Проблема в масле, которое используют как рабочую жидкость при поверке манометра. Кислородные манометры при поверке с маслом не контактируют, там спирт, вроде как, используют. Способа вымыть масло из пружины бурдона в бытовых условиях я не представляю.
-
Тут: http://mhead.com.ua/produkcija/obemnie_bukvi_iz_nerjaveyshej_stali.html
-
Твёрдый - хрупкий. А там таки ударные нагрузки.Где то слышал, что уони 13 - 55 наплавляли.
-
Настенная живопись довоенного периода:

-
"Пиво только членам профсоюза" - писать могут пользователи с количеством сообщений не менее 100 и рейтингом не менее 150. Цифры могут обсуждаться.
-
C не меньшим успехом можно использовать смесь 82/18.
-
@Mikhailsvarka, В сети достаточно прописано что и как. Например - Взято тут - http://osvarke.info/2658-4-svarka-alyuminiya-i-ego-splavov.html
- 3 328 ответов
-
- 1
-
-
- технологии
- TIG
- (и ещё 1 )
-
Да!
-
Из за выгорания легирующих элементов меняется хим. состав металла шва и околошовной зоны . И то, что образовало шов, может обладать повышенной склонностью к трещинообразованию. Для компенсации угара легирующих элементов и используют присадку - это общая теория. А Вам надо смотреть конкретно по Вашим материалам.
- 3 328 ответов
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
А у меня старый советский пылесос на выдув через ЛАТР. Цепляю к горну при необходимости. А горн переносной, армейский, из ПАРМа. Но - это совсем иная история
-
@Глобул, Возраст сопоставьте. У Вас, похоже, дальнозоркость старческая появилась.