ivn12
-
Постов
28 -
Зарегистрирован
-
Посещение
Посетители профиля
2 259 просмотров профиля


Достижения ivn12
")

-
привет всем, помогите у кого тоже аврора оверман может есть! попал в такую ситуацию - надо срочно узнать размер резьбы наконечника горелки aurora overman, дело в том что мой аппарат сейчас далеко от меня, а я сегодня как-раз буду в сварочном магазине закупаться и хочу купить разных наконечников. в интернете найти не смог инфу. точно помню что резьба там маленькая и не каждый наконечник подходит- один раз уже не подошел заранее спасибо!!!
-
я уже писал на форуме насчет наконечника! в магазине был только 1.0мм "алюминий" , но кто-то советовал под 1мм проволоку брать наконечник 1.2мм
-
странно! у меня проволока залипает уже через пару минут работы. может проблема в чемто другом, а не в отсуствии смазки? Проволока СВ08Г2С ER-70s-6 омедненная 1.0мм
-
вижу что советы насчет смазки сопла расходятся! надо вынести окончательное решение в этом споре! Так что выбрать мне как новичку??
-
Вообщем друзья спасибо всем за отклики и советы! за последние пару дней я прошел все круги ада которые возникают у всех новичков ПА сварки (ну типа стандартные вопросы - а какое давление газа надо, какой ток, как вести горелку и тд), вообщем как я это сделал -просто пошел взял аппарат и начал варить =))) на разных токах и с разной индуктивностью. нучился делать красивый шов и работать с оверманом. радости нету предела. теперь брать в руки электрод вообще не хочется!даже сам не ожидал, что смогу делать такой красивый шов.позже викину фотку если незабуду. Давление ставлю около 0.1Мпа что уяснил для себя, может кому пригодится в будущем - слишком большое давление (не повторяйте моих ошибок я вначале выкрутил на 0.4Мпа ( !!!), то аппарат начинает "срать" и брызать ппц как сильно! на зачищенном от ржи металле дуга идет намного приятнее, меньше брызг Чтобы "начать варить", достаточно выставить все ручки настроек на середину и прям в процессе сварки рукой регулировать любой из параметров и наблюдать что произойдет единственное что друзья столкнулся с такой проблемой - часто засирается носик сопла и изза этого клинит проволоку. С чем может быть связано?
-
Дело в том, что overman - это аппарат, на котором нету возможности регулировать вручную скорость подачи проволоки. Есть только возможность переключить кнопкой "быстро" и "медленно", мне все знакомые сварщики говорят "регулируй скорость подачи" , но на моем сварочном аппарате нету крутилки регулятора скорости подачи проволоки, если правильно понял - она регулируется автоматически в зависимости от напряжения и тока. Для человека, который первый раз работает с полуавтоматом - это вызывает сильное недопонимание и заводит в тупик, потому что все другие сварщики говорят "регулируй скорость подачи", а тут такой функции просто нет.
-
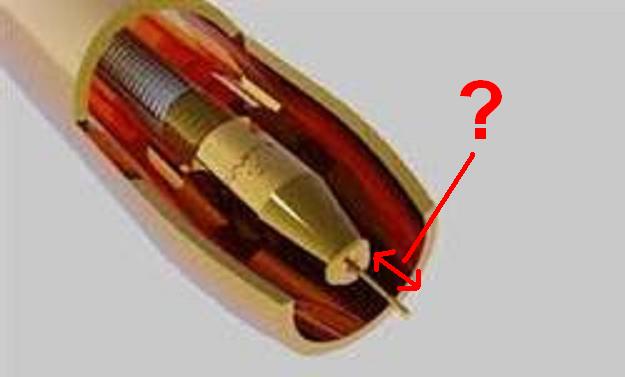
спасибо друзья за ответы, теперь я хотябы понял про настройку давления газа на выходе! Я смотрел обучающие видео по полуавтоматам, там расстояние примерно сантиметр (8-15мм на глаз), угол 45 градусов. Варил так же Единственное что меня еще сильно интересует - насколько глубоко должен быть утоплен медный наконечник внутри сопла? или быть на равне с ним? я купил новый 1.0мм наконечник, так вот он на равне с соплом горелки хорошо это или плохо я незнаю Если бы еще кто-то скинул сюда конкретные настройки ТОКА, НАПРЯЖЕНИЯ и ИНДУКТИВНОСТИ для сварки 3мм металла для аппарата аврора оверман, то было бы замечательно. ну имею ввиду настройки от которых уже можно начинать вносить коррективы до получения хорошего шва проволока ER-70S-6 (СВ082ГС) 1.0мм . Устанавливал катушку и протягивал ее согласно видео и разным статьям в интернете, здесь все нормально сделано и прижимной ролик тоже повернул канавкой под 1.0мм проволоку, поэтому в механизме подачи проволоки я уверен 100%

-
Здравствуйте, знаю что мой вопрос для многих банален и у многих вызовет смех, но убил целый день так и не смог добится нормального вара, просмотрел кучу видео и форумов, статей, но все-равно что-то не так настроил, это мой первый полуавтомат очень хочется получить красивый шов, а на деле пока получается хуже чем обычным электродом аппарат aurora overman, проволока 1.0мм, газ Co2 варю контейнер из металла 3мм, вот такой ужас получается: Вот настройки аппарата: редуктор: 1) Когда баллон был новый заправленный из магазина, давление на правой шкале было чуть больше 5, щас стрелка на середине, я так понял газ кончается? как определить более точно заполненность баллона? сам баллон на 10литров 2) Какое давление надо выставить на редукторе, везде пишут от 0.4 - 0.8 Mpa, но точного значения нигде не написано, я ставлю 0.4 (на фото видно). Это нормально ? хочется научится делать шов хоть чуть-чуть похожий на этот: заранее благодарю всех за помощь!
-
насчет предназначения согласен, я уже вначале темы сказал что покупал ее для зачистки швов, другой нету на данный момент попозже куплю может быть
-
Да
-
Я тоже сначала поверху прохожу вдоль всей линии реза и делаю пропил, а потом по нему веду болгарку. Что касается сквозных пропилов, то не вижу в них ничего критичного. Хотя для экономии дисков лучше конечно "отламывать"
-
спешу отчитаться про способ реза который я выбрал! вместо уголка удобнее использовать стальную полосу, т.к у меня маленькая болгарочка и даже 30ый уголок цепляется за защитный кожух, а полоса не цепляет. резать без кожуха я не хочу т.к я стараюсь соблюдать тб при работе с инструментами. режет ровно почти идеально 115диском. Но эти диски съедает очень быстро у меня дешевые диски луга по 25р шт. толщина дисков1мм. на то чтобы отпилить метр металла уходит как минимум два диска, а то и три. 125 пока не пробовал. и да - я пока резал два раза умудрился перегреть движок, благо моя болгарочка сама уходит в защиту и отключается при перегреве. Тут надо наловчиться и сильно не давить на металл чтобы не портить инструмент а вообще хочу собрать направляющую шину теперь, ровный раскрой металла дает хорошие перспективы на гаражный бизнес
-
выше верно заметили, у меня в распоряжении лишь маленькая болгарка. А всякие трубы и профили я пилю на отрезной пиле 355 диском. но эта пила ввиду своей конструкции не позволит делать длинный динамичный рез вдоль листа квадраты мне надо нарезать из листа (1.25мх2.5м) 3мм металла купленного на строй рынке, еще заметил что по факту толщина этих листов гуляет от 2.6мм до 3мм. причем абсолютно на всех металлобазах, проверял лично штангенцирулем, подозреваю что это допустимое отклонение по госту. или нет??
-
Москва. Просто тут ситуация такая я искал наконечник под 1.0 мм в других магазинах и его небыло в наличии, а этот магазин был мне по пути близко заехал и купил что было в нем. на поиски других наконечников больше сожгу безнина времени и нервов из желания сэкономить 50-70р смысла не вижу ездить по всему городу, проще купить за 120 тем более ехал мимо просто в магазине мне так и не сказали подойдет он к обычной стальной проволоке или нет, в названии написано алюминий
-
Возник вопрос насчет наконечника сварочного аппарата, а именно под проволоку 1мм до этого варил 0.8мм проволокой, но хочу попробовать перейти на 1.0мм варить буду обычную сталь в углекислоте. Потерял наконечник под 1.0мм, который был в комплекте с аппаратом, теперь ищу отдельно 1.0 мм наконечник, но я в них не разбираюсь. Подойдет ли для обычной проволоки 1мм (сварка в среде углекислоты) вот такой? : http://www.konsulavto.ru/cat/svarka/35479-nakonechnik-dlja-apparata-svarochnogo-1-0mm-aljuminijj-provoloka-fljus просто в названии написано "1мм алюминий/проволока флюс" это меня смущает, есть какая-то разница в наконечниках при сварке углекислотой или флюсовой проволокой?