mehanik1102
-
Постов
2 096 -
Зарегистрирован
-
Посещение
-
Победитель дней
4
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент mehanik1102
-
@Учусь,Тут всё от местных условий зависит. Вот у меня образовался некий запас старосовейского вольфрама Ф2. И везде, кроме как по алюминию, я этот вольфрам и использую. Нормально всё происходит. А как иначе? Человек думает, что он бога за бороду схватил, а тут его мордой в грязь. Вот и обижаются.
-
Пораскинув мозгами, решил, что готов оказать образовательные услуги с выеэдом на территорию ученика! Подробности обсуждаются!
-
Это что?
-
Толстый стоит дороже.Проблема в первое время с маканием электрода в ванну и в присадку. И, если это алюминий, приходится стачивать достаточно много вольфрама. Посему экономическая эффективность толстого электрода неочевидна. Я б начинал с электрода диаметром 2 - 2,4 мм. И только с приобретением навыка и необходимостью варить относительно массивный алюминий, приобретал бы электроды большего диаметра.
-
Зачем вольфрам 3,2 для выпускных трубопроводов, которые из нетолстостенной трубы обычно бывают? Несколько, с простыми стеклянными фильтрами разной плотности.
-
Вам надо оборудование не для обучения, а для работы. И учиться на нём работать. И по оборудованию - Аппарат АС/DC, по току - мин 200 А и с возможно большей функциональностью. Пару горелок - большую и малую, под разные работы. Расходники к горелкам - электроды, сопла, цанги. Присадочный пруток - ассортимент зависит от того, какие материалы будете варить. Шлифмашина угловая Шлифмашина прямая А далее сами разберётесь по необходимости.
-
Мне наверное повезло. Я встречался и даже общался, а так же совместно трудился с "живыми" аргонщиками. НО! - это общение никаким образом не отменяет тренировку моторики собственных рук и анализ содеянного собственным мозгом!
-
А вот в этом месте количество учителей резко снижается, потому как тут первично не "сварка", а " выхлопных систем и систем впуска" Так что, придётся Вам самому прикладывать к этому процессу собственные мозги и учиться самостоятельно, иногда получая ответы на конкретные вопросы в сети, да хоть и на этом форуме. Ничего страшно тяжёлого в этом процессе нет.
-
В каком месте?
-
Хороший механизм. И у меня такой же. Должен работать. Попробуйте вручную аппаратом управлять
-
 Станок - это хорошо. Но - Часто после растачивания, достаточно точного, приходится доводить отверстие шабрением. Результат намного лучший получается. И по времени быстрее вышабрить 1 опору, нежели выставлять деталь на станке и настраивать оснастку. Если снимать немного.
Станок - это хорошо. Но - Часто после растачивания, достаточно точного, приходится доводить отверстие шабрением. Результат намного лучший получается. И по времени быстрее вышабрить 1 опору, нежели выставлять деталь на станке и настраивать оснастку. Если снимать немного. -
Странно, должен работать. Мой четырёхроликовый протягивает всё и всегда, но - у меня никакой синергетики.
-
Как то неоднозначно...
-
@Dimka76,А покажите подающий механизьм Вашего ПА?
-
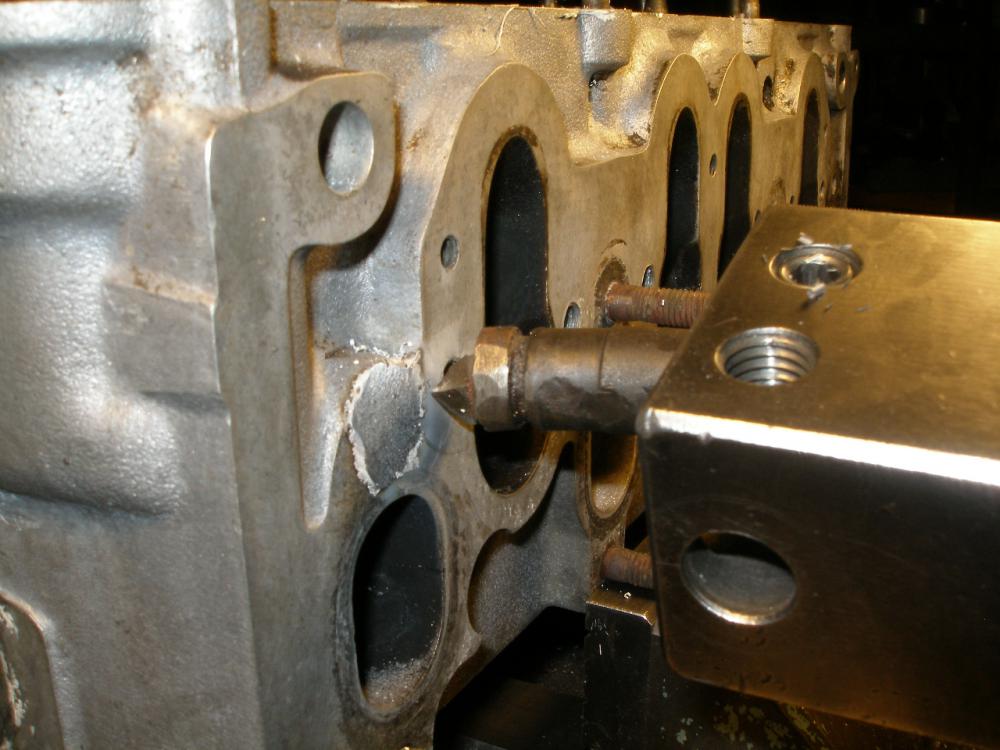
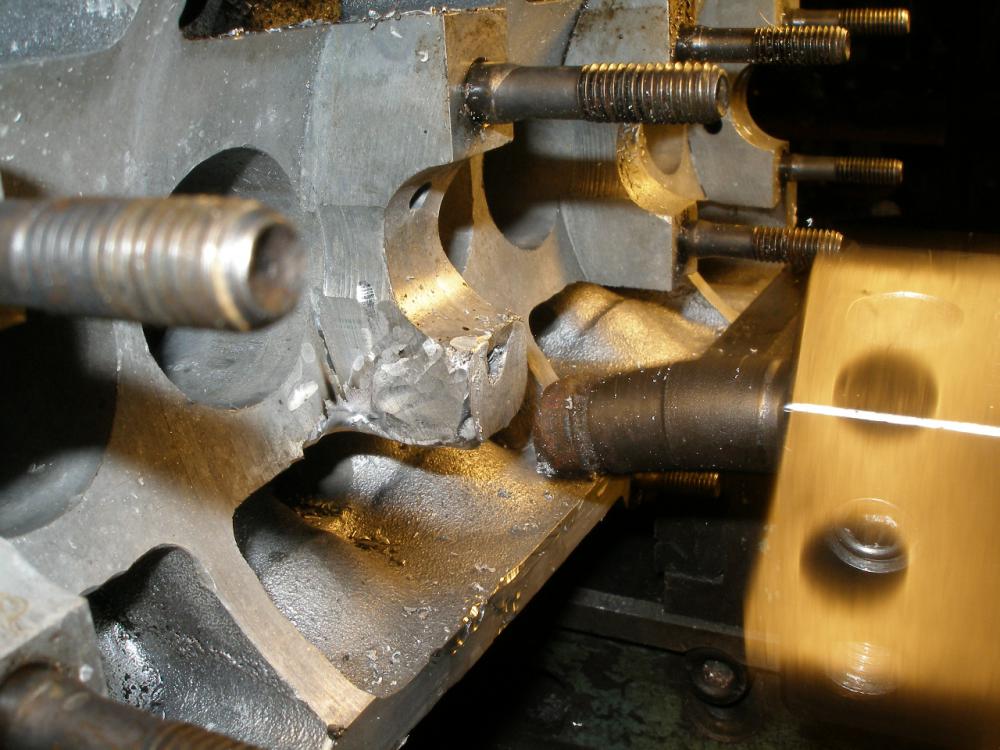
Вторая часть марлезонского балета. Головка та же, вид сбоку. Отверстие, в которое должна вкручиваться шпилька М8 имеет по факту ф10 - Технология восстановления уже обкатана. Режем М12 - Точим ввёртыш - Вкручиваем, после обезжиривания - Обвариваем - Фрезеруем - Затем размечаем, сверлим, режем резьбу и получаем - Всё!

-
Подшабрил. По пятну контакта.
-
Рутина - обеспечивается шабером и ловкостью рук. @Вад11, Кстати, Вы как нибудь поинтересуйтесь, как укладывают на опоры роторы промышленных турбоагрегатов. Я думаю, Вы будете удивлены.
-
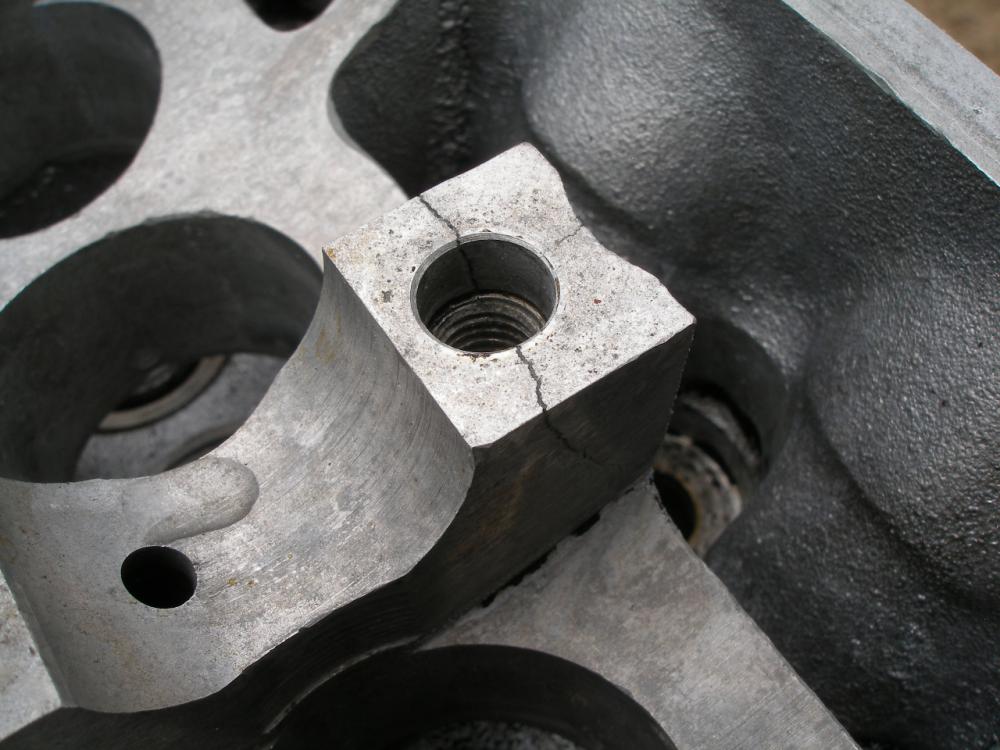
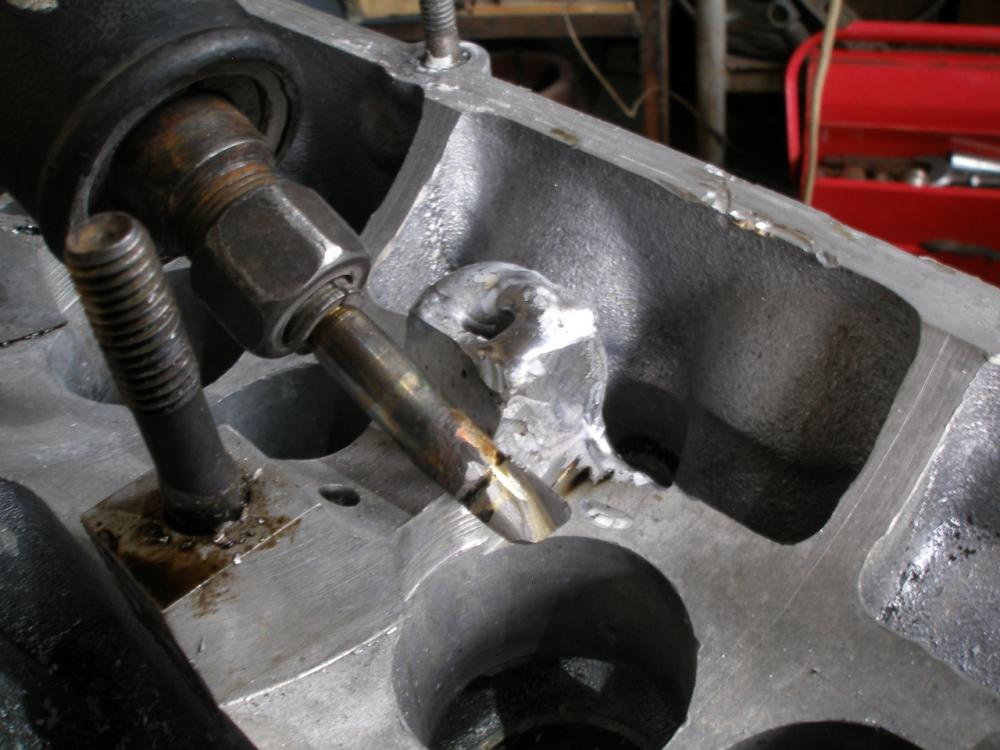
Нет повести печальнее на свете... Принесли в ремонт ГБЦ от ауди. Сёдла подрезать, клапана притереть... НО! При тщательном осмотре выявилась трещина, несовместимая с жизнью - Доложил, получил одобрям, разделал и думаю - щас сварю! - Ага! Щас... Обломс... Сундуку моему пришлось слегка напрячься, наплавил - немного подрезал вручную - А теперь - на фрезерный станок - после чего немного посверлил, немного порезал резьбу - и вот она - обретшая новую жизнь опора распредвала! -
-
Где то на форуме был описан метод рихтовки металлопроката с помощью домкрата. Прыгать не надо. И трубе Вашей на домкрат будет не наплевать!
-
Беда в том, что цифры на показометрах у всех разные и сказать, до какой цифры добавить удалённо не получится. А посему - самостоятельно добавляйте (или убавляйте) и пробуйте. Как будет хорошо получаться - запоминайте, или записывайте Ваши цифры. И будет Вам счастье!
-
Я по этому поводу думаю, что кнопка на горелке лишняя, педалью надо обзаводиться.
-
Если цель - мангал, то может не заморачиваться со сваркой, а мангал купить? Это будет явно дешевле. Кроме профессионалов есть еще и любители. Любитель от профессионала иногда отличается исключительно отсутствием документа, подтверждающего квалификацию.
-
Была ситуация - Сдетонировало в моторе мерседеса и задрало 1 цилиндр. Блок цельноалюминиевый, ремонт не предусмотрен, новый блок стоит как 2 б/у мерседеса. А блок еще и V образный, о 8 цилиндрах. Вставил чугунную гильзу. Количество денег за эту работу многократно превышало обычный повседневный размер. И такого достаточно много - когда механизм нужен, запчастей нет и новый купить не получается - кризис.
-
Тут всё закономерно - денег нет покупать новое, дешевле отремонтировать старое. Вот и увеличиваются объёмы ремонтных работ.
-
Аналогично. Но - подкидывают работу старые постоянные клиенты. Которые и без объявления знают, куда ехать.