Поиск сообщества
Показаны результаты для тегов 'книги'.
Найдено: 27 результатов
-
Форумчане! Ищу книги по сварке. Предлагаю к обмену из совей электронной библиотеке (в формате ".pdf" и ".djvu"): 1. AWS - Руководство по пайке металлов. 2. Айрапетян Л.X. - Справочник по клеям.1980. 3. Акулов А.И. - Технология и оборудование сварки плавлением 4. Александров А.Г. - Эксплуатация сварочного оборудования. 5. Алешин Н.П., Чернышев Г.Г.- Сварка. Резка. Контроль. Справочник, 1 том, 2004 6. Алешин Н.П., Чернышев Г.Г.- Сварка. Резка. Контроль. Справочник, 2 том, 2004 7. Андреев С.Б. - Основы сварки судовых конструкций. 8. Багрянский К.В. - Теория сварочных процессов. 9. Багрянский К.В.- Электродуговая сварка и наплавка под керамическими флюсами . 10. Банов М.Д. - Технология и оборудование контактной сварки. 11. Белов А.Б. - Конденсаторные машины для контактной сварки. 12. Бокштейн О.Н. - Оборудование для контактной сварки постоянным током. 13. Бондарь В.Х. - Справочник сварщика - строителя. 14. Браткова О.Н. - Источники питания сварочной дуги. 15. Брауде М.З. - Охрана труда при сварке в машиностроении. 16. Быков Б.Ф., Поволоцкий А.М.- Сварка шин, 1967 17. Быков Б.Ф., Поволоцкий А.М.- Сварка шин, 1976 18. Васильченко В.Т. Справочник конструктора металлических конструкций 19. Виноградов В.С. - Оборудование и технология дуговой автоматизированной и механизированной сварки 20. Винокуров В.А. - Сварочные деформации и напряжения. 21. Винокуров В.А. Сварные конструкции. Механика разрушения и критерии работоспособности 22. Волков С.С. - Расчет и проектирование ультразвуковых сварочных машин. 23. Волков С. С, Черняк Б. Я.-Сварка пластмасс ультразвуком, Химия, 1986 24. Володин В.Я. - Современные сварочные аппараты своими руками. 25. Волченко В.Н. - Сварка и свариваемые материалы т. 1. 26. Волченко В.Н. - Сварка и свариваемые материалы т. 2 27. Волченко В.Н.- Сварка пайка склейка и резка металлов и пластмасс. Справочник 1985 г 28. Вощанов К.П. - Ремонт оборудования сваркой 1967. 29. Выборнов Б.И. - Ультразвуковая дефектоскопия 1985. 30. Гапченко М.Н. - Пористость сварных швов и меры борьбы с ней. 31. Гатовский К.М. - Теория сварочных напряжений и деформаций. 32. Геворкян В.Г. - Основы сварочного дела. 33. Гельман А.С. - Основы сварки давлением. 34. Гиллевич В.А. - Технология и оборудование рельефной сварки. 35. Глизманенко Д.Л. - Газовая сварка и резка металлов 36. Глизманенко Д.Л. - Сварка и резка металлов. 37. Готальский Ю.Н. - Сварка разнородных сталей. 38. Гребельник П.Г.(ред)- Справочник электросварщика - Киев, Москва, 1952, 376 с. 39. Гуляев А.И. - Технология и оборудование контактной сварки. 40. Гуревич С.М. - Сварка химически активных и тугоплавких металлов и сплавов. 41. Гуревич С.М.- Справочник по сварке цветных металлов, 1990, 512 с. 42. Деев Г.Ф. - Дефекты сварных швов. 43. Думов С.И. - Технология электрической сварки плавлением. 44. Евсеев Г.Б. - Оборудование и технология газопламенной обработки металлов и неметаллических материалов. 45. Евстифеев Г.А. - Средства механизации сварочного производства. 46. Жигулев Н.И.(ред)-Расчет и конструирование ультразвуковых сварочных машин, 1974 47. Зайцев К.И. - Сварка полимерных материалов 1988. 48. Закс М.И. - Сварочные выпрямители. 1983. 49. Закс М.И. - Трансформаторы для электродуговой сварки. 1988. 50. Заруба И.И. - Новые сварочные источники питания. 1992. 51. Зубаль И.Д. - Сварочный аппарат своими руками. 52. Зусин В.Я., Серенко В.А- Сварка и наплавка алюминия и его сплавов, 2004, 468 с. 53. Иллюстрированное пособие сварщика. 54. Кабанов Н.С. - Сварка на контактных машинах. 55. Каракозов Э.С. - Справочник молодого электросварщика. 56. Каховский Н.И. - Электродуговая сварка сталей. 1975. 57. Квасницкий В.В.- Специальные способы сварки (на укр. яз.), 2003.-437 с. 58. Клюев В.В. - Неразрушающий контроль т.3. 59. Кнорозов Б.В. - Технология металлов и материаловедение 60. Колганов Л.А.-Сварочные работы. Сварка, резка, пайка, наплавка, изд. Дашков и Ко, 206 с. 61. Комаров Г.В. - Способы соединения материалов из пластических масс 1979. 62. Кононенко В.Я. - Сварка в среде защитных газов плавящимся и неплавящимся электродом. 63. Коротеев А.С. - Плазмотроны. 64. Кортес А.Р. - Сварка, резка, пайка металла. 65. Кочергин К.А. - Контактная сварка. 66. Красовский А.И. - Основы проектирования сварочных цехов 67. Крюковский Н.Н. - Производство сварочных электродов. 68. Кудрявцев И.В. - Усталость сварных конструкций . 69. Кузьмин Б.А. - Технология металлов и конструкционные материалы 70. Кулагина М.А. - Основы технологического проектирования сборочно-сварочных цехов. 71. Куркин С.А. - Компьютерное проектирование и производство сварных конструкций. 72. Куркин С.А. - Технология, механизация и автоматизация производства сварных конструкций. 73. Куцук-Яценко В.С. - Контактная сварка ал-ст переходников с использованием деформируемых композитных прослоек (ст). 74. Лашко Н.Ф.- Контактные металлургические процессы при пайке 75. Лашко С.В. - Пайка металлов. 76. Лашко С.В. - Проектирование технологии пайки металлических изделий. 77. Лащенко Г.И. - Плазменное упрочнение и напыление. 78. Лащинский А.А. - Конструирование сварных химических аппаратов. 79. Лебедев Г.А. - Напыление. Сварка. Склеивание. 80. Левченко О.Г. - Современные средства защиты сварщиков. 81. Ленивкин В.А. - Технологические свойства сварочной дуги в защитных газах 82. Лившиц Л.С. - Металловедение сварки и термическая обработка сварных соединений. 83. Лупачёв В.Г.- Ручная дуговая сварка, Учебник, Высшая школа, 2006, 416 стр. с ил. 84. Лющинский - Диффузионная сварка разнородных материалов. 85. Мазель А.Г. - Технологические свойства электросварочной дуги 86. Макаренко В.Д. - Технологические основы обеспечения трещиностойкости сварных соединений промысловых трубопроводов. 87. Макаренко В.Д. - Технологические свойства монтажной сварки трубопроводов. 88. Макаров Э.Л.- Сварка и свариваемые материалы т1 1991 г 89. Максимихин Б.А. - Пайка металлов в приборостроении. 90. Малаховский В.А. - Руководство для обучения газосварщика и газорезчика. 91. Малашенко А.А. - Лазерная сварка металлов. 92. Малкин Б.В. - Термитная сварка. 93. Малышев Б.Д. - Ручная дуговая сварка. 94. Малышев Б.Д. - Сварка и резка в промышленном строительстве т.1. 95. Малышев Б.Д. - Сварка и резка в промышленном строительстве т.2. 96. Мандриков А.П. Примеры расчета металлических конструкций 97. Мацкевич В.Д. - Сборка и сварка корпусов судов. 98. Медовар Б.И. – Сварка жаропрочных аустенитных сталей и сплавов, М., Машиностроение, 1966 99. Мельник М.М.- Высокочастотный сварочный аппарат. 100. Мустафин Ф.М. - Сварка трубопроводов. 101. Навроцкий Д.И. - Расчет сварных соединений с учетом концентрации напряжений. 102. Назаров В.И.- Сварочный инвертор. Теория и практика, 2008 103. Негуляев В.Ю. - Сварочный инвертор - это просто. 104. Никифоров Н.И. - Справочник газосварщика и газорезчика. 105. Николаев Г.А. - Расчет, проектирование и изготовление сварных конструкций. 106. Николаев Г.А. - Сварка в машиностроении. Справочник. Т.1. 107. Николаев Г.А. - Сварка в машиностроении. Справочник. Т.2. 108. Николаев Г.А. - Сварка в машиностроении. Справочник. Т.3. 109. Николаев Г.А. - Сварка в машиностроении. Справочник. Т.4. 110. Николаев Г.А. - Сварные конструкции. Прочность сварных соединений и деформации конструкций.1982. 111. Николаев Г.А. - Сварные конструкции. Расчет и проектирование. 112. Николаев Г.А. - Сварные конструкции. Технология изготовления. Автоматизация производства и проектирование сварных конструкций. 113. Нойман А. - Сварка, пайка, склейка и резка металлов и пластмасс. Справочник. 114. Орлов Б.Д. - Технология и оборудование контактной сварки. 115. Патон Б.Е. - Машиностроение Энциклопедия т.IV-6 Оборудование для сварки. 1999. 116. Патон Б.Е. - Сварные конструкции. Механика разрушения и критерии работоспособности. 117. Патон Б.Е.(ред) - Технология электрической сварки металлов и сплавов плавлением, 1974, 768 с.. 118. Патон Б.Е.-Оборудование для сварки.т.IV-6 1999 г 119. Пентегов И.В. и др. -Методика расчета дросселей входного и выходного фильтров сварочных ИИП при использовании стандартных магнитопроводов, Автоматическая сварка, 1997, (529) 120. Петров Г.Л. - Теория сварочных процессов 121. Петров Г.Л. и др. - Сварка жаропрочных нержавеющих сталей. 122. Петрунин И.Е. - Краткий справочник паяльщика.1991. 123. Петрунин И.Е. - Металловедение пайки 124. Петрунин И.Е. - Справочник по пайке. 125. Писаренко В.Л. - Вентиляция рабочих мест в сварочном производстве 126. Полевой Г.В. - Газопламенная обработка металлов. 127. Полухин П.И. - Технология металлов и сварка. 128. Потапьевский А.Г. - Сварка в защитных газах плавящимся электродом. 129. Походня И.К. - Сварка порошковой проволокой. 1972 130. Псарас Г.Г. - Сварщику цветных металлов. Справочное пособие. 131. Рабкин Д.М., и др.- Сварка разнородных металлов, Технiка, 1975, 208 с. 132. Родин А.И. - Пайка серебряными припоями в пламени газовой горелки. 133. Рубинчик Ю.Л. - Механизированная сварка корпусных конструкций из алюминиевых сплавов. 134. Рыкалин Н.Н. - Лазерная и электроннолучевая обработка материалов 1985. 135. Рыкалин Н.Н. - Основы электронно-лучевой обработки материалов. 136. Рыкалин Н.Н. - Расчеты тепловых процессов при сварке. 137. Рыськова З.А. - Трансформаторы для электрической контактной сварки. 1990. 138. Рябов В.Р. - Сварка разнородных металлов и сплавов. 1984. 139. Семячкин С.В. - Сварка пластмасс в строительстве 1968. 140. Сергеев Н.П. - Справочник молодого сварщика на контактных машинах 141. Смирнов В.В.(ред) - Оборудование для дуговой сварки, Справочное пособие, Энергоатомиздат, 1986, 656 с. 142. Соколов Е.В. - Справочник по сварке. т.1. 143. Соколов И.И. - Газовая сварка и резка металлов. 144. Стеклов О.И. -Основы сварочного производства, Высшая школа, 1981, 160 с. 145. Стеренбоген Ю.А. - Электрошлаковая сварка. 146. Суворов А.Ф. - Сварочно-монтажные работы в трубопроводном строительстве. 147. Суптепь А.М. - Механизированная сварка порошковой проволокой. 148. Сухоруков В.В. - Неразрушающий контроль т.2. 149. Талыпов Г.Б. - Сварочные деформации напряжения 150. Таубер Б.А. - Сборочно-сварочные приспособления и механизмы. 151. Ткачев. В.Н. - Индукционная наплавка твердых сплавов. 152. Третьяков Ф.Е. - Сварка плавлением титана и его сплавов. 153. Фоминых В.П. - Электросварка. 154. Фоминых В.П., Яковлев А.П.- Ручная дуговая сварка Изд. Высшая школа. 1981 155. Фролов В.В. - Теория сварочных процессов. 156. Фрумин И.И. - Автоматическая электродуговая наплавка 157. Ханапетов М.В.- Сварка и резка металлов Издательство, Стройиздат, 1987, 288 c. ил. 158. Ханапетов М.В. - Сварка конструкций с дополнительной порошкообразной присадкой. 159. Хасуи А. - Наплавка и напыление. 160. Холопов Ю.В. - Ультразвуковая сварка пластмасс и металлов. 161. Храмцов Н.В. - Металлы и сварка (лекционный курс) 162. Хренов К.К. - Сварка, резка и пайка металлов. 163. Хромченко Ф.А.- Сварочные технологии ремонта элементов трубопроводов (справочные материалы), 2009 164. Чебан В.А - Сварочные работы. 165. Черкасская Л.П. - Сварные базовые детали станков и машин. 166. Чернышов Г.Г. - Справочник молодого электросварщика по ручной сварке. 1987 г. 167. Чуларис А.А. - Технология сварки давлением. 168. Чулошников П.Л. - Контактная сварка. В помощь рабочему-сварщику. 169. Шамов А.Н. - Высокочастотная сварка металлов. 170. Шестопал А.Н. - Справочник по сварке и склеиванию пластмасс. 171. Шинкарев Б.М. - Сварка строительных металлоконструкций порошковой проволокой. 172. Шоршоров М.Х. - Горячие трещины пи сварке жаропрочных сталей 173. Шоршоров М.Х.- Клинопрессовая сварка давлением разнородных металлов, М., Металлургия металлов, 1982, 112 с. 174. Шоршоров М.Х. - Металловедение сварки стали и сплавов титана. 175. Щипков М.Д. - Сварка сплавов на основе алюминия и тугоплавких высокоактивных металлов. 176. Юхин Н.А. - Выбор сварочного электрода. 177. Юхин Н.А. - Дефекты сварных швов и соединений. 178. Юхин Н.А. - Механизированная дуговая сварка плавящимся электродом в защитных газах. 179. Юхин Н.А. - Ручная дуговая сварка неплавящимся электродом в защитных газах. 180. Юхин Н.А. - Ручная сварка при сооружении и ремонте трубопроводов пара и горячей воды.
-
Купил сегодня себе цифровой фотик , теперь все фотки будут качественней и четче чем на сотик , можно и видео снимать . сравните качество первое фото на телефон фоткал 2 мп. , а второе на цифр . фотик 14 мп.

-
Электроды ,изготовляемые из малоуглеродистых сварочных проволок,(в данном случае рассматриваются только эти) Св. 08 и Св.08А,обозначаются только принятой маркой электродного покрытия,к примеру УОНИ13/45 и т.д. ГОСТ устанавливает четыре основных вида электродных покрытий:рудно-кислые (Р),рутиловые (Т),органические (О) и фтористо -кальциевые. Шлаковую основу рудно-кислых покрытий составляют -гематит,марганцевая руда и др. В качестве газозащитного материала содержат органические вещества -крахмал,дикстрин,оксицеллюлозу ,которые при разложении в дуге образуют не только защитный газ-окись углерода,но и также водород ,растворяющийся в металле шва. Наводораживание металла -основной недостаток,а также токсичность газов. Основу органических покрытий (О) составляют органические горючие вещества: оксицеллюлоза .При горении в дуге образуют не только большое количество защитных газов,но и водород,что приводит к наводораживанию металла шва. Рутиловые электроды. Шлаковую составляющую рутиловых покрытий составляет минерал рутил -двуокись титана TiO2. Газозащитная составляющая чаще органическая.В этом случае наводораживание металла шва остается высоким.Значительное снижение содержания водорода и возникновение пористости достигается при определенной гарантированной влажности рутилового покрытия.Окислительная способность рутиловых покрытий меньше,чем рудно -кислых и наплавленный металл (стержни св.08, св0.8А) соответствует полуспокойной стали -содержание кремния составляет 0,1-0,2%. Рутиловые электроды не склонны при сварке к образованию пор,даже в том случае,если на поверхности металла есть окалина и ржавчина Электроды с фтористо-кальциевым покрытием Шлаковой основой фтористо-кальциевых покрытий служат минералы,состоящие из карбонатов кальция и магния(мрамор,доломит,магнезит)и плавикового шпата CaF2. При диссоциации в дуге карбонаты образуют окислы кальция и магния,а также окиси углерода и углекислого газа.Это обеспечивает образование газовой защиты МИНЕРАЛЬНОГО происхождения(в отличие от органического в других),которая не сопровождается образованием водорода.Какая-то небольшая часть водорода все-таки присутствует, но наличие в покрытиях этого вида фтористого кальция придает способность обезводораживать металл,что достигается связыванием водорода в термически устойчивые соединения. Отсутствие во фтористо-кальциевых покрытиях органических веществ и связанного с этим выделения водорода при их разложении,а также связывание водорода и паров воды в термически устойчивый фтористый водород обеспечивает минимальное содержание водорода в наплавленном металле.Металл,наплавленный электродами с фтористо -кальциевым покрытием(стержни св.0,8,св0,8А), по составу соответствует спокойной стали с содержанием кремния 0,2-0,5% с высокой ударной вязкостью.Малая окислительная способность покрытий этого вида обеспечивает высокий процент перехода легирующих элементов,благодаря чему достигается эффективное раскисление и легирование наплавленного металла.Наплавленный металл обладает высокой стойкостью против образования горячих трещин.К недостаткам электродов стоит отнести образование пор,если на поверхности свариваемого металла будут следы окалины и ржавчины.Сварка производится во всех пространственных положения,т.к. они имеют "короткие" шлаки. Ф-К электроды склонны к образованию пор, если влажность покрытия будет до 2-2,5%.Эти электроды склонны к пористости при удлинении дуги в процессе сварки,а также при больших зазорах,что ухудшает газовую защиту, и в результате металл насыщается азотом. Стабильность горения дуги значительно хуже у Ф-К эл.,чем у всех остальных видов покрытий,что объясняется наличием в дуге ионов фтора,являющихся деионизаторами дуги.
-
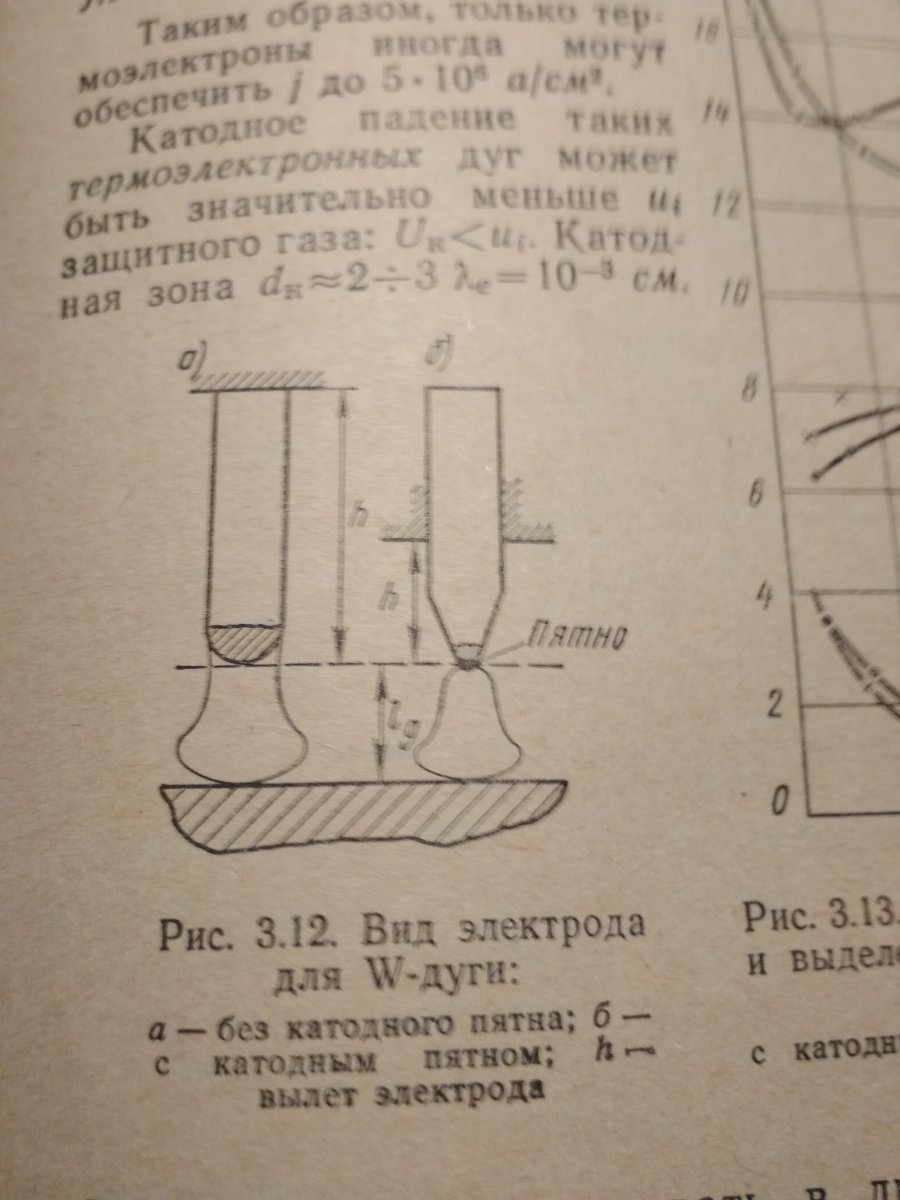
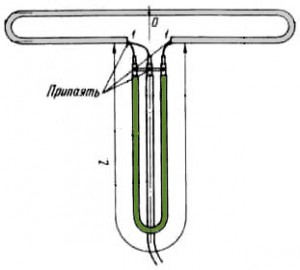
 Зачем добавляют торий и лантан в вольфрамовые электроды. W-дуги могут быть с катодным пятном и без катодного пятна или так называемые нормальные дуги -см. рис.ниже.Несмотря на отличие в механизме катодного процесса(значительная доля электростатической эмиссии в дугах с катодным пятном) статические характеристики и тепловые балансы весьма сходны.Нормальная дуга всегда может быть получена на полукруглом катоде из чистого вольфрама. При нагреве электрода дуга с катодным пятном может сама перейти в нормальную термоэмиссионую дугу.Поулчение пятна на катоде способствует введение добавки тория или лантана в вольфраму(обычно 1-2%) -лучший теплоотвод,меньший вылет электрода и более острая заточка его рабочего конца.Поверхность торированного или лантанированного вольфрама ,имеющего по сравнению с чистым вольфрамом пониженную температуру ,практически не оплавляется в широком диапазоне тока 100-400а .Ее коническая вершина не оплавляестя и обеспечивает сжатие дуги у катода.Дауга с пятном имеет несколько повышенное катодное и общее напряжение ,примерно на 10% и большую на 10-20% температуру столба дуги.Температура катода в дуге с пятном ниже температуры электрода с нормальной W-дуги,где катодное пятно занимает всю сферическую поверхность электродного стержня. В катодных стержнях применяют торированный и лантанированный вольфрам. При сварке примесные элементы /торий и лантан/ диффундируют изнутри на поверхность электрода ,проходя между микрокристаллами вольфрама ,так что на поверхности образуется отдельные "островки" пленки.Затем пленка расползается по поверхности вольфрама,образуя одноатомный слой.Оксидные или примесные пленки могут существенно влиять на эмиссию электрода только при температурах меньших,чем температура кипения этих примесей.Далее пленки испаряются и электрод работает как чистый беспримесный металл. Теоретические основы сварки.
Зачем добавляют торий и лантан в вольфрамовые электроды. W-дуги могут быть с катодным пятном и без катодного пятна или так называемые нормальные дуги -см. рис.ниже.Несмотря на отличие в механизме катодного процесса(значительная доля электростатической эмиссии в дугах с катодным пятном) статические характеристики и тепловые балансы весьма сходны.Нормальная дуга всегда может быть получена на полукруглом катоде из чистого вольфрама. При нагреве электрода дуга с катодным пятном может сама перейти в нормальную термоэмиссионую дугу.Поулчение пятна на катоде способствует введение добавки тория или лантана в вольфраму(обычно 1-2%) -лучший теплоотвод,меньший вылет электрода и более острая заточка его рабочего конца.Поверхность торированного или лантанированного вольфрама ,имеющего по сравнению с чистым вольфрамом пониженную температуру ,практически не оплавляется в широком диапазоне тока 100-400а .Ее коническая вершина не оплавляестя и обеспечивает сжатие дуги у катода.Дауга с пятном имеет несколько повышенное катодное и общее напряжение ,примерно на 10% и большую на 10-20% температуру столба дуги.Температура катода в дуге с пятном ниже температуры электрода с нормальной W-дуги,где катодное пятно занимает всю сферическую поверхность электродного стержня. В катодных стержнях применяют торированный и лантанированный вольфрам. При сварке примесные элементы /торий и лантан/ диффундируют изнутри на поверхность электрода ,проходя между микрокристаллами вольфрама ,так что на поверхности образуется отдельные "островки" пленки.Затем пленка расползается по поверхности вольфрама,образуя одноатомный слой.Оксидные или примесные пленки могут существенно влиять на эмиссию электрода только при температурах меньших,чем температура кипения этих примесей.Далее пленки испаряются и электрод работает как чистый беспримесный металл. Теоретические основы сварки.
-
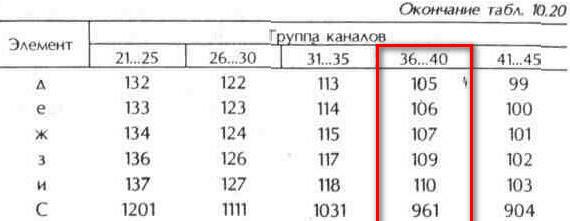
http://www.argon35.ru/ Кислород Параметры и размеры кислородных баллонов можно посмотреть по ГОСТ 949-73 «Баллоны стальные малого и среднего для газов на Рр ≤ 19,7МПа». Наиболее популярными являются баллоны объемами 5, 10 и 40 литров. По ГОСТ 5583-78 «Кислород газообразный технический и медицинский» (приложение 2), объем газообразного кислорода в баллоне (V) в кубических метрах при нормальных условиях вычисляют по формуле: V = K1•Vб, Vб — вместимость баллона, дм3; K1 — коэффициент для определения объема кислорода в баллоне при нормальных условиях, вычисляемый по формуле К1 = (0,968Р + 1) * * Р — давление газа в баллоне, измеренное манометром, кгс/см2; 0,968 — коэффициент для пересчета технических атмосфер (кгс/см2) в физические; t — температура газа в баллоне, °С; Z — коэффициент сжигаемости кислорода при температуре t. Значения коэффициента К1 приведены в таблице 4, ГОСТ 5583-78. Посчитаем объем кислорода в самом распространенном баллоне в строительстве: объемом 40л с рабочим давлением 14,7МПа (150кгс/см2). Коэффициент К1 определяем по таблице 4, ГОСТ 5583-78 при температуре 15°С: V = 0,159 • 40 = 6,36м3 Вывод (для рассматриваемого случая): 1 баллон = 40л = 6,36м3 Пропан-бутан Параметры и размеры кислородных баллонов для пропана, бутана и их смесей можно посмотреть по ГОСТ 15860-84. В настоящее время применяются четыре типа данных изделий, объемами 5, 12, 27 и 50 литров. При нормальных атмосферных условиях и температуре 15°С плотность пропана в жидком состоянии составляет 510 кг/м3, а бутана 580 кг/м3. Пропана в газовом состоянии при атмосферном давлении и температуре 15°С равна 1,9 кг/м3, а бутана — 2,55 кг/м3. При нормальных атмосферных условиях и температуре 15°С из 1 кг жидкого бутана образуется 0,392 м3 газа, а из 1 кг пропана 0,526 м3. Посчитаем вес пропанобутановой смеси в самом распространенном баллоне в строительстве: объемом 50 с максимальным давлением газа 1,6МПа. Доля пропана по ГОСТ 15860-84 должна быть не менее 60% (примечание 1 к табл.2): 50л = 50дм3 = 0,05м3; 0,05м3 • (510 • 0,6 + 580 •0,4) = 26,9кг Но из-за ограничения давления газа 1,6МПа на стенки в баллон этого типа не заправляют более 21кг. Посчитаем объем пропанобутановой смеси в газообразном состоянии: 21кг • (0,526 • 0,6 + 0,392 •0,4) = 9,93м3 Вывод (для рассматриваемого случая): 1 баллон = 50л = 21кг = 9,93м3 Ацетилен Параметры и размеры баллонов для ацетилена можно посмотреть по ГОСТ 949-73 «Баллоны стальные малого и среднего для газов на Рр ≤ 19,7МПа». Наиболее популярными являются баллоны объемами 5, 10 и 40 литров. Корпус ацетиленового баллона отличается от корпуса кислородного баллона меньшим размером. При давлении 1,0 МПа и температуре 20 °С в 40л баллоне вмещается 5 – 5,8 кг ацетилена по массе ( 4,6 – 5,3 м3 газа при температуре 20 °С и 760 мм.рт.ст.). Приближенное количество ацетилена в баллоне (определяется взвешиванием) можно определить по формуле: Va = 0,07 • Е • (Р – 0,1) 0,07– коэф., который учитывает количество ацетона в баллоне и растворимость ацетилена. Е – водяной объем баллона в куб.дм; Р – давление в баллоне, МПа (давлении 1,9 МПа (19,0 кгс/см2) при 20 °С по ГОСТ 5457-75 «Ацетилен растворенный и газообразный технический»); 0,1 – атмосферное давление в МПа; Вес 1 м3 ацетилена при температуре 0°С и 760 мм.рт.ст. составляет – 1,17 кг. Вес 1 куб.м ацетилена при температуре 20°С и 760 мм.рт.ст. составляет 1,09 кг. Посчитаем объем ацетилена в баллоне объемом 40л с рабочим давлением 1,9МПа (19кгс/см2) при температуре 20°С: Va = 0,07 • 40 • (1,9 – 0,1) = 5,04м3 Вес ацетилена в баллоне объемом 40л с рабочим давлением 1,9МПа (19кгс/см2) при температуре 20°С: 5,04 • 1,09 = 5,5кг Вывод (для рассматриваемого случая): 1 баллон = 40л = 5,5кг = 5,04м3 Двуокись углерода (углекислота) Углекислота (по ГОСТ 8050-85 «Двуокись углерода газообразная и жидкая») применяется как защитный газ для электросварочных работ. Состав смеси: СО2; Ar + CO2 ; Ar + CO2 + O2. Еще производители могут маркировать ее как смесь MIX1 – MIX5. Параметры и размеры баллонов для ацетилена можно посмотреть по ГОСТ 949-73 «Баллоны стальные малого и среднего для газов на Рр ≤ 19,7МПа». Наиболее популярными являются баллоны объемами 5, 10 и 40 литров. При рабочем давлении углекислоты в баллоне 14,7 МПа (150 кгс/см2) коэффициент заполнения: 0,60 кг/л; при 9,8 МПа (100 кгс/см2) – 0,29 кг/л; при 12,25 МПа (125кгс/см2) – 0,47 кг/л. Объемный вес углекислоты в газообразном состоянии равен 1.98 кг/м³, при нормальных условиях. Посчитаем вес углекислоты в самом распространенном баллоне в строительстве: объемом 40л с рабочим давлением 14,7 МПа (150 кгс/см2). 40л • 0,6 = 24кг Посчитаем объем углекислоты в газообразном состоянии: 24кг / 1,98 кг / м3 = 12,12м3 Вывод (для рассматриваемого случая): 1 баллон = 40л = 24кг = 12,12м3 Техническая информацияИнформация по газамКислородАргонУглекислотаРасчет газа в баллоне +7 (8172) 50-23-83 прием отзывов о нашей работе Будем рады сотрудничеству!
-
Определения. Системы обозначений металлов в Германии. Обозначение сталей по номеру материала на базе DIN EN 10027- 2 от 09.1999 Система обозначения сталей. (Согласно DIN EN10027-1). Система обозначений литья из чугуна в Германии. Обозначение алюминия и деформируемых алюминиевых сплавов Номер материала для алюминия и деформируемых алюминиевых сплавов на основе DIN EN 573-1 от 12.1994 Номер материала для литьевых изделий из цинковых сплавов согласно DIN EN 12844 от 01. 1999 г. Обозначение меди http://www.aiamci.ru/_ld/0/1_-____..pdf
-
Чугун.Марки.Зарубежные аналоги.Сварочные материалы.
Точмаш 23 опубликовал тема в Справочная информация
ГОСТ 1412-85 Чугун с пластинчатым графитом для отливок. Марки http://docs.cntd.ru/document/1200008656 ГОСТ 7293-85 Чугун с шаровидным графитом для отливок. Марки http://docs.cntd.ru/document/1200008852 ГОСТ 1215-79 Отливки из ковкого чугуна. Общие технические условия (с http://docs.cntd.ru/document/ ГОСТ 7769-82 Чугун легированный для отливок со специальными свойствами. Марки (с Изменением N 1) N 1, 2) http://docs.cntd.ru/document/1200011542 Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна? Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна?Чугуны различают: а) по форме включения графита серый чугун с пластинчатым графитом (СЧ);чугун с вермикулярным (червеобразным) графитом (ЧВГ);высокопрочный чугун с шаровидным графитом (ВЧ);ковкий чугун с хлопьевидным графитом (КЧ);6) по химическому составу: нелегированные чугуны (общего назначения)легированные чугуны (специального назначения).В чугунах используется приблизительно тот же комплекс легирующих элементов, что и в стали (хром, никель, алюминий, молибден, ванадий и т.д.). Маркировка легированных чугунов осуществляется с помощью букв, обозначающих легирующие элементы (по аналогии со сталями) и цифр, указывающих их содержание (в %). Буква Ш в конце маркировки указывает на то, что графит в чугуне имеет шаровидную форму; если буква Ш отсутствует, то графит пластинчатый. Нелегированный чугун не содержит других легирующих компонентов, кроме углерода. Чугуны с пластинчатым графитом для отливок В основу стандартизации серого чугуна положен принцип регламентирования минимально допустимого значения временного сопротивления разрыву при растяжении. В соответствии с этим принципом обозначение марки чугуна в стандартах различных стран содержит значение минимально допустимого временного сопротивления разрыву, определенного в стандартной литой заготовке пробы диаметром 30 мм. Поскольку значения прочности чугуна данной марки в отливке зависят от скорости охлаждения, определяемой толщиной стенки (диаметром) отливки, в стандартах всех анализируемых стран приводятся минимальные значения полученные, в отдельно отлитых пробных заготовках других диаметров или сечений из серого чугуна каждой марки. А в стандарте Германии, например, приводятся таблицы и номограммы, связывающие прочность чугуна каждой марки с сечением пробной заготовки, что позволяет конструктору выбрать марку чугуна, обеспечивающую требуемую прочность в стенке отливки заданной толщины, или оценить прочность чугуна, которую следует ожидать в этой стенке при заливке чугуном выбранной марки. Стандарты на серый чугун (кроме отечественного) не регламентируют максимально допустимое значение временного сопротивления разрыву при растяжении, но устанавливают для чугуна каждой марки пределы допустимого значения твердости. Отечественный стандарт оговаривает в примечании к основной таблице, что максимальное значение временного сопротивления разрыву при растяжении, не должно превышать минимально допустимое более чем на 100 МПа. В стандарте Германии DIN 1691 отмечено, что в заказе на отливки должно быть однозначно указано, является ли характерным свойством предел прочности при растяжении или твердость по Бринеллю, и в зависимости от этого маркировка обозначается по-разному. Например: чугун DIN 1691-GG-25 или чугун DIN 1691-GG-210 HB Буквы GG обозначают соответственно: "gegossen" - отлито и "gubeisen" - чугун. В отечественном стандарте имеются три марки чугуна СЧ18, СЧ21 и СЧ25, которые допускаются для изготовления отливок по согласованию с потребителем. Стандарт Франции NF А 32-105-65 в настоящее время отменен. В большинстве марок серого чугуна косвенным методом ограничения прочности является максимально допустимое значение твердости, превышение которого приводит к отбелу и связанному с этим ухудшению технологических свойств. Твердость серого чугуна в значительной степени зависит от количества и размеров включений графита в структуре и количества и дисперсности перлита. Поэтому термическая обработка этого материала также весьма важна. Чугун одной марки может подвергаться нескольким видам термообработки: например, высокотемпературному отжигу для ликвидации структурно-свободного цементита, закалке и отпуску. Для получения марок чугуна от СЧ20 до СЧ35 применяют помимо легирования небольшими добавками Сr, Ni, Мо и Cu модифицирование жидкого металла непосредственно перед разливкой кремнийсодержащими добавками (ферросилицием, силикокальцием, силикобарием и другими). Чугуны ковкие для отливок В основу стандартизации ковкого чугуна (ГОСТ 1215) положен принцип регламентирования минимально допустимых значений временного сопротивления разрыву при растяжении, относительного удлинения и твердости (НВ). В зарубежных стандартах регламентируется также минимально допустимое значение предела текучести. Механические свойства ковкого чугуна определяют на литых образцах диаметром 16 мм; в зависимости от толщины стенки отливок допускается применение образцов диаметром 8 и 12 мм. Стандарты зарубежных стран также предусматривают применение образцов примерно таких же размеров. В стандарте США ASTM A602 (Р 82), например, М7002, буква М означает "malleable" - ковкий, 70 - предел прочности, в кгс/мм2, 02 - относительное удлинение в %, а в стандарте на отливки из ферритного ковкого чугуна ASTM А47 приведены две марки 22010 и 24018, где 220 и 240 - показатели предела текучести в МПа, а 10 и 18 - относительное удлинение в %. В стандартах Японии на отливки из ковкого чугуна марки обозначают только по пределу прочности остальных странах - по пределу прочности и относительному удлинению, причем в Германии и Великобритании - пределу прочности в кгс/мм2, а в Японии и Франции - в МПа (см. перевод единиц давления, хотя давление тут - только размерность ) В Германском стандарте DIN 1692 буквы GTS обозначают отожженный ковкий чугун без обезуглероживания, а GТW - обезуглероженный отожженный ковкий чугун. Японский стандарт JIS G5702 регламентирует свойства черносердечных ковких чугунов, обозначаемых буквами FСМВ "foundry casting malleable blackheart", JIS G5703 - FCМW, буква W означает "Whiteheart" (белосердечный, он же обезуглероженный), причем три последние марки дополнены буквой Р, что означает "Реrlite" (перлитный). И, наконец, стандарт JIS G5704 - FСМР, где Р означает то же самое. Французский стандарт NF А 32-701 оговаривает марки белосердечного ковкого чугуна, которые обозначаются буквами МВ - "Мilleable blanc", а стандарт NF А 32-702 на отливки из ковкого чугуна с шаровидным графитом, ферритного и перлитного чугунов, маркируют буквами МN, где N означает "nodulaire" - шаровидный. В стандарте Великобритании ВS 6681 классы ковкого чугуна, входящие в область распространения данного стандарта, обозначаются следующим образом: W - белосердечный (обезуглероженный) ковкий чугун, В - черносердечный (ферритный) ковкий чугун, Р - перлитный ковкий чугун. Чугуны антифрикционные для отливок ГОСТ 1585 распространяется на антифрикционный чугун для отливок, работающих в узлах трения со смазкой, и включает 10 марок. В ГОСТ 1585 приводится химический состав чугунов, твердость и микроструктура по ГОСТ 3443. Чугуны марок АЧС-1 - АЧС-6 - серые с пластинчатым графитом и различной структурой матрицы. Чугуны марок АЧВ-1 и АЧВ-2 - высокопрочные, с шаровидным графитом с перлитной (АЧВ-1) и перлитно-ферритной (АЧВ-2) металлической основой. Чугуны марок АЧК-1 и АЧК-2 - ковкие с компактным графитом: чугун АЧК-1 легирован медью, перлитный, АЧК-2 - перлитно-ферритный. Массовая доля марганца меняется в указанных в марке АЧС-5 пределах в зависимости от толщины стенки. В зарубежных странах нет стандарта, объединяющего марки антифрикционных чугунов. Количество включений графита оценивается средним процентом площади, занятой на микрошлифе. Например, Г2 - до 3 % площади, занятой графитом. Распределение включений графита оценивается по шкале 3 приложения 2 ГОСТ 3443. Количество перлита или феррита оценивается средним процентом площади, занятой этими структурными составляющими на шлифе. Например: П92 - площадь, занятая перлитом, свыше 90 до 94 %. Дисперсность пластинчатом перлита определяется средним расстоянием между пластинами цементита. Например: Пд 0,5 - расстояние между пластинами цементита от 0,3 до 0,5 мкм. Фосфидная эвтектика оценивается средней площадью изолированных включений. Например: Фр - диаметр ячеек свыше ... до ... Термическая обработка антифрикционных чугунов АЧК-1 и АЧК-2 аналогична применяемой для обычных ковких чугунов. Чугуны с шаровидным графитом для отливок В ГОСТ 7293 "Чугун с шаровидным графитом для отливок" имеются восемь марок чугуна с шаровидным графитом. Марка ЧШГ определяется показателями временного сопротивления разрыву при растяжении и условного предела текучести. Условное обозначение марки включает буквы ВЧ - высокопрочный чугун и цифровое обозначение минимального значения предела прочности, в МПа*10-1. Механические свойства ЧШГ обеспечиваются в литом состоянии или после термической обработки. Показатели относительного удлинения, твердости и ударной вязкости определяют только при наличии требований в нормативно-технической документации, и они должны соответствовать требованиям настоящего ГОСТа. В стандарте США ASTM А536 в маркировке чугуна первое и второе числа также определяют показатель предела прочности при разрыве, первое - в фунтах/кв.дюйм*103, а второе - округленная величина этого показателя в МПа*10-1. Третье число определяет минимальное значение относительного удлинения в %. Например, марка 80-50-06 имеет следующие минимальные показатели механических свойств: предел прочности - 80000 фунт/дюйм2 или 552 МПа условный предел текучести - 55000 фунт/дюйм2 или 379 МПа относительное удлинение - 6,0% В стандарте Германии DIN 1693-506-50 в названии марки буквы означают: G - "gegosen" (отлито), G - "gubeisen" (чугун), G - "globular" (шаровидный), 50 - минимальное значение предела прочности в МПа*10-1 (например, GGG-50). В стандарте Великобритании ВS 2789 буквенные обозначения не применяются. Во французском стандарте NF А 32-201 буквы FGS означают: "fonte" (литье), "graphite" (графит) и "sferoidal" (шаровидный). В обозначениях стандартов Франции и Великобритании помимо предела прочности при растяжении в МПа указывается и относительное удлинение в %. В случае, когда испытания на растяжение выполняются не на отдельных, а на смежных с отливкой образцах, указанное обозначение дополняется буквой А. В случае, когда отливки должны обладать особой ударной вязкостью при низкой температуре, указанные обозначения дополняются буквой L, сопровождаемой числом, соответствующим температуре испытания. Символы L и А могут сочетаться. Например, FGS 350-22АL40. В большинстве национальных стандартов на высокопрочные нелегированные чугуны, регламентирующих механические свойства, химический состав чугунов не оговаривается. Обязательными для контроля являются предел прочности при растяжении, предел текучести, и относительное удлинение. В стандартах всех стран, за исключением стандартов Германии и США, приводятся контролируемые пределы величин твердости. Остальные параметры чугунов, в том числе микроструктура, могут контролироваться по требованию заказчика. Количество графита преимущественно шаровидной формы, оговариваемое в большинстве национальных стандартов, колеблется в широких пределах от 70 % в стандарте Японии до 90 % в стандарте США ASTM А395. В том же стандарте приводится единственная марка ферритного чугуна ЧШГ с контролем химического состава по основным элементам и твердости. Определение пределов прочности и текучести и относительного удлинения в большинстве стандартов осуществляется на отдельно отлитых и специально выточенных образцах диаметром 14 мм из заготовок больших размеров (до 75 мм). Если по техническим причинам необходимо использовать образец другого диаметра, он должен обязательно удовлетворять следующему соотношению: L0 = 5,65·S0 = 5d, где L0 - начальная длина между метками на испытуемом образце; S0 - начальное сечение образца; d - диаметр калиброванного сечения образца. Отливки заказчику поставляются в исходном или термообработанном виде. Термообработка для снятия напряжений не оказывает влияния на микроструктуру чугуна отливок, остальные виды термообработки проводятся с целью изменения структуры и приведения свойств в соответствие с требованиями стандарта. Стандарт Японии JIS G 5502 включает 7 марок чугуна с шаровидным графитом. FСD 370 и FCD 400 - ферритные, FCD 450 и FCD 500 - ферритно-перлитные и FCD 600, FCD 700 и FCD 800 - перлитные чугуны. Стандарт JIS G 5503 содержит три марки чугуна с шаровидным графитом: FCD 900 - ферритно-бейнитного класса с повышенной ударной вязкостью, FCD 1000 - со структурой матрицы "отпущенный мартенсит" - повышенной прочности и FCD 1200 чугун мартенситного класса с повышенной твердостью, применяемый для отливок, работающих на износ. Последние три марки получают только термической обработкой с нагревом до области аустенитного превращения. Чугуны с вермикулярным графитом для отливок ГОСТ 28394 содержит марки чугуна для отливок, имеющего в структуре графит вермикулярной формы и не более 40 % шаровидного графита. Для отливок применяют чугуны следующих марок: ЧВГ30, ЧВГ35, ЧВГ40, ЧВГ45. Марка чугуна определяется временным сопротивлением разрыву при растяжении и условным пределом текучести. Условное обозначение марки включает буквы ЧВГ - чугун с вермикулярным графитом и цифру, обозначающую минимальное значение временного сопротивления разрыву при растяжении в МПа*10-1. Относительное удлинение и твердость по Бринеллю определяют при наличии специальных требований в нормативно-технической документации. По требованию потребителя допускается устанавливать другие значения твердости. Механические свойства определяют на одном образце диаметром 14 мм, изготовленном из заготовки толщиной или диаметром 25 мм. В Румынии стандартизированы три марки ЧВГ. В марках России и Румынии цифровое обозначение марки соответствует требуемому минимальному значению показателя предела прочности при растяжении в МПа. Стандартные марки чугуна с вермикулярным графитом (США) приведены по данным проекта стандарта, разработанного в январе 1982 г. ("Standard specification for Compacted Graphite Iron Casting"), которым определены условия приемки и контроля качества деталей из ЧВГ. Фирма Великобритании "International Machinite Metal" применяет отраслевой стандарт, оговаривающий только две марки чугуна с вермикулярным графитом: FС 275 - ферритный чугун и FС 400 - перлитный чугун. Несмотря на сравнительно невысокие показатели механических свойств, чугун с вермикулярным графитом получил в последнее время достаточно большое распространение благодаря хорошим технологическим и теплофизическим свойствам. Чугуны легированные для отливок со специальными свойствами ГОСТ 7769 распространяется на чугуны для отливок с повышенной износостойкостью, коррозионной стойкостью, жаростойкостью и жаропрочностью. Так как многие из них сочетают н себе несколько указанных свойств, маркировка осуществляется по преобладанию легирования. Низколегированные чугуны всех видов, а также высоколегированные марганцевые и никелевые, за исключением марок ЧН2Х, ЧХ3Т, ЧГ7Х4, ЧН4Х2, модифицируют графитизирующими присадками. В хромистых чугунах и в чугунах с шаровидным графитом допускается массовая доля никеля до 1,0 % или меди до 1,5 % вводимых с шихтой: природно-легированными чугунами, легированным стальным ломом или магнийсодержащими лигатурами. В отливках из легированного чугуна с шаровидным графитом не менее 80% включений должны быть шаровидной формы. Отливки из высоколегированных хромистых и кремнистых чугунов для снятия внутренних напряжений подвергаются термической обработке. В соответствии с ГОСТ 7769 во всех марках чугунов контролируются предел прочности при растяжении и твердость HB), в чугунах с шаровидным графитом относительное удлинение (d), в остальных - предел прочности на изгиб (sизг). Отливки из жаростойкого чугуна должны обладать сопротивлением окалинообразованиям: не более 0,5 т/(м·ч) увеличения массы и росту не более 0,2 % при температуре эксплуатации, в течение 150 ч. ГОСТ 7769 включает следующие марки износостойких чугунов: низколегированные хромистый ЧХ3Т и два никелевых ЧН2Х и ЧН4Х2, высоколегированные хромистые ЧХ9Н5, ЧХ16, ЧХ16М2, ЧХ22, ЧХ28Д2, ЧХ32 и высоколегированные марганцовистые ЧГ7ХЧ, ЧГ6С3Ш и ЧГ8Д3. В стандарте США ASTM А532 "Износостойкие серые чугуны" ("Abrasion resistant cast irons") имеется десять марок чугуна трех классов. К классу I относятся низкохромистые износостойкие чугуны, к классу II - высокохромистые и к классу III - с содержанием хрома 23-28 %. Тип чугуна А, В, С и т.д. определяет массовые доли других элементов, входящих в состав чугуна. В обозначении марки ("designation") чугуна НС и LС соответственно повышенное и пониженное содержание углерода. Отличительной чертой маркировки десяти чугунов в стандарте Германии (DIN 1695) является величина средней массовой доли углерода (С*102), проставляемая перед буквами, обозначающими легирующие элементы. 9 марок стандарта Франции NF А32-401 в обозначении имеют наименование легирующих элементов с указанием их массовой доли. При этом марки FВА и FВО относятся к нелегированным белым чугунам, а остальные - к легированным. В стандарте Великобритании ВS 4844 "Износостойкий белый чугун" ("Abrasion resisting white cast iron") нелегированные и низколегированные белые износостойкие чугуны обозначаются цифрой I и соответствующей буквой. Типы IА и IВ отличаются друг от друга содержанием фосфора, а IС - углерода. Белые никель-хромистые чугуны делятся на пять классов, обозначаемых цифрой 2 и соответствующей буквой. Чугуны различных сортов данного класса отличаются, главным образом, содержанием углерода. Белые высокохромистые чугуны (7 классов) существенно отличаются по составу, главным образом, по содержанию хрома; они обозначаются цифрой 3 и соответствующей буквой. Коррозионно-стойкие чугуны (II марок) согласно ГОСТ 7769 можно разделить на три основные группы: высокохромистые ЧХ22С, ЧХ28 и ЧХ28П, высококремнистые ЧС13, ЧС15, ЧС15М4, ЧС17 и ЧС17М3 и низколегированные никелевые ЧНХТ, ЧНХМД и ЧНМШ. Первая и третья группы имеют аналоги в зарубежных стандартах износостойких чугунов, обладающих, как уже было сказано, и определенной коррозионной стойкостью. Стандарт США ASTM А518 "Отливки из коррозионно-стойкого высококремнистого чугуна" ("Corrosion-resistant high-silicon iron castings") включает три марки: grade 1, grade 2 и grade 3. Они различаются содержанием хрома и молибдена. Массовая доля кремния во всех трех марках одинакова. Отливки, изготовляемые из этого чугуна, для работы в жидких коррозионных средах под давлением должны выдерживать не менее 275 кПа. В стандарте Великобритании BS 1591 ("Corrosion resisting high-silicon iron castings") предусмотрено четыре марки чугуна Si10, Si14, SiCr144 и Si16, отличающиеся содержанием кремния и хрома. Толстостенные отливки при литье этих марок чугунов должны охлаждаться в форме до 150-200°С. Мелкие отливки выбивают из формы при 800-850°С и помещают в печь при 750-850°С. Выдерживают при температуре 730-740°С в течение 3-4 ч, затем охлаждают с печью до 100-200°С. Жаростойкие чугуны по ГОСТ 7769 подразделяются на три основные группы: алюминиевые (от 0,6 до 32 % Al) ЧЮХШ, ЧЮ6С5, ЧЮ7Х2, ЧЮ22Ш и ЧЮ30, низколегированные хромом ЧХ1, ЧХ2 и ЧХ3 и кремнистые низколегированные чугуны ЧС5 и ЧС5Ш. Алюминиевые чугуны имеются в национальных стандартах Болгарии, Румынии и бывшей ГДР. Национальные стандарты Чехословакии регламентируют две марки алюминиевого чугуна, а Польши - восемь марок. Основным требованием к чугуну каждой марки является химический состав, который определяет микроструктуру и основные эксплуатационные свойства: жаростойкость, износостойкость. Низкохромистые чугуны содержат от 0,4 до 3,0 % Сr и характеризуются более высокой жаростойкостью, чем обычные серые чугуны. Для предотвращения образования структурно-свободного цементита с увеличением содержания хрома в чугунах увеличивают содержание углерода и кремния и модифицируют чугун. В стандарте США ASTM А319 (R 1985) приведены три класса чугуна с повышенным содержанием хрома. Содержание его от одного типа к другому возрастает (от А до D), при этом углеродный эквивалент в отличие от чугуна ГОСТ 7769 уменьшается, а содержание фосфора увеличивается вдвое. Две марки жаростойкого кремнистого чугуна ЧС5 и ЧС5Ш по ГОСТ 7769 имеют также аналоги в стандарте Польши. Химический состав этих марок практически одинаков, чугун марки ЧС5Ш отличается лишь наличием глобуляризирующих элементов - магния или церия и, соответственно, шаровидной формой графита. К жаропрочным чугунам относятся высоконикелевые чугуны с пластинчатым и шаровидным графитом с аустенитной или аустенитно-карбидной матрицей, обладающие повышенными сопротивлением ползучести и пределом прочности. В ГОСТ 7769 приведена одна марка аустенитного чугуна с пластинчатым графитом ЧН15Д7 и четыре марки аустенитного чугуна с шаровидным графитом ЧН11Г7Ш, ЧН15Д3Ш, ЧН19Х3Ш и ЧН20Д2Ш, где Н, Д, Г и Х означают наличие легирующих: никеля, меди, марганца и хрома соответственно, среднее значение которых определяется числом, стоящим после буквы. Буква "Ш" указывает на шаровидную форму графита. В соответствии с ГОСТ 7769 для этих чугунов осуществляют контроль: предела прочности при растяжении, относительного удлинения и твердости. Для марки ЧН15Д7 контролируется еще и предел прочности на изгиб. Стандарт США ASTM А436 включает 8 марок аустенитного чугуна с пластинчатым графитом, которые отличаются различным легированием никелем, марганцем, медью, хромом и кремнием. Кроме химического состава в этих марках чугуна контролируется предел прочности при растяжении и допускаемые пределы твердости. Обозначение марок условное, например "Туре 2в" - 18-20 % никеля, 3-6 % хрома. Стандартом США ASTM А439 предусмотрено 9 марок аустенитного чугуна с шаровидной формой графита. Обозначение марок также условное. Помимо предела прочности при растяжении обязательным для контроля в этих марках чугуна является предел текучести, относительное удлинение и пределы твердости. Контроль механических свойств осуществляется на образцах, изготовленных из специально отлитых отдельно заготовок. Стандартом США ASTM А571 предусмотрено изготовление марки аустенитного чугуна с шаровидной формой графита (Туре D2М, Class 1 and 2), отличающейся повышенным содержанием марганца. Для этой марки чугуна обязателен контроль ударной вязкости. Стандартом Германии DIN 1694 предусмотрено 8 марок аустенитного чугуна с пластинчатым графитом и 14 марок аустенитного чугуна с шаровидной формой графита. Маркировка этих двух видов чугуна такова: GGL - чугун с пластинчатым графитом и GGG - с шаровидным. В маркировке обозначены основные легирующие элементы и соответствующая им средняя массовая доля. Например, NiSiCr2052 - чугун с шаровидным графитом со средним содержанием никеля 20,0 %, кремния - 5,0 % и хрома - 2,0 %. Стандарт Японии JIS G 5510 включает 9 марок аустенитного чугуна с пластинчатым графитом и 14 марок - с шаровидным графитом. Все марки обозначаются аналогично стандарту Германии. Дополнительно введена марка FCA-Ni35 - аустенитный чугун с пластинчатым графитом со средним содержанием никеля 35,0 %. В стандарте Франции NF А32-301 на аустенитные чугуны маркировка аналогична стандартам Германии и Японии. Например, L-NUC 1563, где L - пластинчатая форма графита; N - средняя массовая доля никеля - 15,0 %; U - средняя массовая доля меди - 6,0 %; С - средняя массовая доля хрома - 3,0 %, S-NSC 2052, где S - шаровидная форма графита; N - средняя массовая доля никеля - 20,0 %; S - средняя массовая доля кремния - 5,0 %; С - средняя массовая доля хрома - 3,0 %. Стандарт Великобритании BS 3468 определяет три марки чугуна с пластинчатым графитом (F1, F2 и F3) и восемь марок - с шаровидным S2, S2W, S5S, S2В, S2С, S2М, S3, S6. Марки представляются в двух группах: первая F1, F2, S2, S2W, S5S - промышленные марки, применяемые в том случае, когда требуется коррозионная стойкость и термостойкость, а вторая F3, S2В, S2С, S3, S6 - это марки специального назначения в криогенных устройствах, а также обладающие низкой магнитной проницаемостью или другими специфическими свойствами. Поиск в инженерном справочнике DPVA. Введите свой запрос: Дополнительная информация от Инженерного cправочника DPVA, а именно - другие подразделы данного раздела:Чугун, общие свойства.Новые обозначения чугунов (JL, JS, JM, GJL, GJS, GJMW, GJMB) по DIN EN 1561/ 2/ 3 вместо старых и привычных (GG, GGG, GTW, GTS) по DIN 1691 / 2 / 3.Вы сейчас здесь: Принципы маркировки по ГОСТ, DIN, NF, JIS, ASTM, BS. Что означает маркировка чугуна?Примерный химсостав обычных (нелегированных) чугунов и английские наименования чугунов.Таблицы взаимного соответствия чугунов (Grey, Ductile, Malleable cast iron) , специфицированных по стандартам JIS, W.-nr., DIN, BS, EN, AFNOR, UNI, UNE, SS, AISI/SAE (ANSI/ASTM), GB.Механические и физические свойства чугуна GG-15 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-20 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-25 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-30 (Cast Iron - серый чугун).Механические и физические свойства чугуна GG-35 (Cast Iron - серый чугун).Механические и физические свойства чугуна GGG-40 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-50 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-60 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ).Механические и физические свойства чугуна GGG-70 (Ductile Iron - высокопрочный чугун с шаровидным графитом ВЧШГ)Механические и физические свойства чугуна GGG-NiCr20 2 (Ductile Ni-resist Iron - пластичный (или высокопрочный) нержавеющий чугун).Механические и физические свойства чугуна GGG-NiSiCr 20 4 2 (Ductile Ni-resist Iron - пластичный (или высокопрочный) нержавеющий чугун).Скорость коррозии чугуна, стали, нержавеющей стали. Сравнительные данные по скорости коррозии: нержавеющий чугун, обыкновенный серый чугун, углеродистая сталь, нержавеющая сталь.Чугун, технологии сваркиТаблица. Обозначения и химсостав металлов и сплавов, используемых в арматуростроении в СШАТаблица. Коррозионная стойкость металлов и сплавов при нормальных условияхЭлектропроводимость (электрическая проводимость) и электрическое сопротивление для железа, сталей и суперсплавов.Механические свойства и допускаемые напряжения для отливок из серого чугуна https://dpva.ru/Guide/GuideMatherials/Metalls/CastIron/InternationalMarking/ -
Способы устранения сварочных деформаций и перемещений
Точмаш 23 опубликовал тема в Справочная информация
Вначале о чертежах. ОБОЗНАЧЕНИЕ СВАРНЫХ ШВОВ НА ЧЕРТЕЖАХ ПО ГОСТУ25.01.2020Общепринятые сокращения и аббревиатуры не относятся к числу популярных терминов. Это можно сказать и о ГОСТе – не самое любимое слово. Разве что среди читателей есть сварщик, который претендует получить статус профессионала. В таком случае даже при всей своей нелюбви к официозу он должен, как минимум, относиться к аббревиатуре ГОСТ уважительно. Честно говоря, этого недостаточно. Нужно не просто уважать, но и хорошо разбираться в тонкостях государственных стандартов, которые имеют отношение к сварочной индустрии. С чем связано такое утверждение? С тем, что если приходиться сваривать металлы вне пределов своей дачи, а, скажем, на производстве, то почти гарантированно придется иметь дело с рабочими чертежами. И без знания специфической топологии прочитать их будет невозможно. Без знания спецификации и условных обозначений понять эти документы будут не проще, чем письмена племен Майя. Ведь современные сварочные технологии включают множество различных методов, которые отличаются техническими нюансами и требованиями. Все они нашли свое отображение в государственном стандарте. Обозначения на технологических чертежах на первый взгляд могут показаться устрашающими. Однако, если внимательно изучить три главные ГОСТы по сварочным технологиям, то все обозначения превратятся в понятный и важные источник информации. Правильное чтение и понимание чертежа значительно упрощают выполнение поставленной задачи. СОДЕРЖАНИЕВиды сварочных швовВиды швов по ГОСТамСпособы сваркиРазмеры шва Виды сварочных швовПрежде всего нужно дать определение еще одной важной аббревиатуре – ЕСДК. Это – Единая Система Конструкторской Документации, в которую входит полный комплекс самых разных стандартов. Они регламентируют порядок выполнения технических чертежей, включая и документацию по сварочным работам. В систему входят и интересующие нас стандарты: ГОСТ 2.312-72. Прописаны условные варианты отображения и обозначение сварочных швов на чертежах.ГОСТ 5264-80. Изложена исчерпывающая информация обо всех видах сварных соединений и швов, выполненных дуговой ручной сваркой.ГОСТ 14771-76. Детальная информация о сварке в инертной среде; типах швов и соединений, получаемых в таких условиях.Прежде чем детально изучить примеры обозначения на чертежах, нужно проработать информацию об их видах. Лучше всего это сделать на практике. Пусть на чертеж будет выведено следующее изображение: Нагромождение цифр и непонятных символов никак не добавляет оптимизма. Но на самом деле не все так печально. На самом деле в столь длинной строке зашита логическая цепочка, в которой совсем несложно разобраться. Сначала нужно выражение разбить на составляющие блоки: Настало время рассмотреть все составные элементы, разбитые по квадратам: вспомогательный символ, который информирует специалиста о виде стыка: замкнутая линия или монтажное соединение; номер стандарта, соответственно которому здесь приводятся условные обозначения; буквенное или номерное обозначение типа соединения со всеми конструктивными элементами; метод выполнения сварочных работ соответственно стандарту; тип конструктивного элемента и его размеры; длина непрерывного участка; символ, характеризующий тип соединения; описание соединения при помощи вспомогательных знаков.Далее рассмотрим каждый из элементов условного обозначения отдельно. в первом квадрате изображен овал, который символизирует круговое соединение. Его альтернативой является флажок, который информирует о монтажном типе соединения стыка. Односторонняя стрелка информирует о шовной линии. С ней связана специфическая особенность, которая выражается в наличии полки. Нередко на графических чертежах встречается такой знак: Визуально он похож на символ корня квадратного из области математики. Видимая на рисунке полка является полем для размещения разных условных обозначений о характеристиках шовной линии. Если информация расположена под так называемой «полкой», то это говорит о том, что сварной шов расположен с обратной стороны и является невидимым с лицевой части. Как определить, какая из сторон считается лицевой, а какая – изнаночной? При одностороннем соединении сделать это несложно. Лицевой будет считаться та сторона, с которой нужно работать. А вот при двухстороннем соединении с неодинаковыми кромками лицевой считается та сторона, на которой размещено основное сварочное соединение. При одинаковых кромках лицевой или изнаночной может быть любая из сторон. Ниже представлена таблица с наиболее часто используемыми в чертежах символами и их значениями: Читайте также: Виды сварных соединений С1 – С40 стыковые;У1 – У10 угловые;Н1 – Н2 нахлесточные;Т1 – Т9 тавровые.Выполнение сварочных работ в инертной среде по ГОСТу 14771-76: У1 – У10 угловые;С1 – С27 стыковые;Н1 – Н4 нахлесточные;Т1 – Т10 тавровые. В приведенном примере есть рассмотренные только что цифры. Во втором квадрате размещена информация по использованному стандарту – 14771-76. В третьем квадрате изложен способ соединения – тавровый двусторонний без скоса кромок. Способы сварки (квадрат 4)В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются: А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;Аф – тоже автоматическая. Но в этом случае на подушке;ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами. Размеры шва (пятый квадрат)В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести. Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм. Виды дополнительных соединений: SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир). Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочн https://vtmstol.ru/blog/oboznachenie-svarnyh-shvov-na-chertezhah-po-gostu Способы устранения сварочных деформаций и перемещений Существует много приемов, позволяющих уменьшить или устранить сварочные деформации. Способы борьбы с деформациями могут быть классифицированы и по другому признаку в зависимости от того, применяются ли они до сварки, в процессе сварки или после сварки. Способы, используемые до сварки 1. Рациональное конструирование предполагает уменьшение количества наплавленного металла в конструкции; назначение видов сварки с малой погонной энергией, например контактной; симметричное относительно центра тяжести сечения расположение швов; расположение швов на жестких элементах с целью уменьшения деформаций потери устойчивости; применение прерывистых швов. 2. Назначение начальных размеров и формы заготовок, их взаимное расположение с учетом последующей усадки (рис. 135, а). 3. Создание деформаций, обратных сварочным, путем закрепления изделий в приспособлениях. Закрепления снимают только после завершения сварки (рис. 135, б). Деформация укорочения тонколистовых полотнищ может быть существенно уменьшена, если листы упруго собрать на приспособлении, имеющем цилиндрическую форму с выступающим пояском в зоне стыка (рис. 135, в). Зона шва, расположенная на большем диаметре, имеет перед сваркой увеличенную длину. После сварки она сокращается, напряжения при этом снимаются, а коробление листов заметно уменьшается. Данный способ используют сравнительно редко. 4. Создание деформаций, обратных сварочным, когда изделия сваривают без фиксации в приспособлении, например раскатка края обечайки перед выполнением кольцевого шва. Способ применяют редко. 5. Использование поля напряжения, мало изменяющегося в результате сварки, например сварка по кромке, отрезанной газом. Способы, используемые в процессе сварки 1. Снижение погонной энергии сварки за счет более экономичных режимов. Способ используют относительно часто. 2. Уменьшение площади зоны пластических деформаций путем охлаждения водой, например, при контактной или газоэлектрической сварке. 3. Закрепление в приспособлении. Широко используется в производстве. Положительный эффект достигается за счет жесткости приспособления. Полного устранения деформаций при этом не достигается. 4. Рациональная последовательность выполнения сборочно-сварочных операций (рис. 135, г). В некоторых случаях это единственный способ избежать значительных остаточных деформаций. 5. Нагружение сварного соединения растягивающими усилиями (рис. 135, д). В производстве почти не применяется. Способы, используемые после сварки Сварочные деформации чаще устраняют после сварки, чем предупреждают их перед сваркой или в процессе сварки. Это, по-видимому, объясняется не только тем, что возможности способов, применяемых до сварки или в процессе сварки, ограничены, но также и организационно-техническими причинами, так как организовать правку после завершения сварки, когда деформации уже известны, значительно проще. Способы, используемые после сварки, следующие: 1. Создание путем пластической деформации перемещений, обратных сварочным (изгиб, растяжение, проковка, прокатка роликами). 2. Создание пластических деформаций укорочения путем местного нагрева. Этот прием широко используется в производстве и довольно эффективен . 3. Устранение деформаций путем высокого отпуска деталей в зажимных приспособлениях. https://www.autowelding.ru/publ/1/1/sposoby_ustranenija_svarochnykh_deformacij_i_peremeshhenij/7-1-0-235 Регулирование и устранение сварочных напряжений Все известные методы борьбы со сварочными деформациями в той или иной мере изменяют напряженное состояние. Если основным требованием является устранение деформаций, то перераспределением напряжений обычно не интересуются. И наоборот, устраняя остаточные напряжения, не придают особого значения деформациям (перемещениям) сварной конструкции, хотя последние при этом могут изменяться. Разделение методов борьбы со сварочными напряжениями и деформациями на две группы является условным и зависит от основного назначения того или иного метода. Предварительный и сопутствующий подогрев при сварке снижает тепловложение при сварке для образования сварного соединения. При этом уменьшаются размеры зон, нагреваемых сварочным источником тепла, что может привести соответственно к уменьшению объема металла, где протекали пластические деформации и образовались растягивающие напряжения. Помимо уменьшения объема пластически деформированного металла, при подогреве может снизиться максимальный уровень остаточных растягивающих напряжений. Данные различных авторов о степени снижения напряжений заметно расходятся. По данным Купца, снижение растягивающих продольных напряжений в шве при подогреве до 200° С достигает даже 50%. Однако не следует переоценивать возможности низкотемпературного подогрева как средства снижения остаточных напряжений. Существенное влияние подогрев может оказать на образование остаточных напряжений от структурных превращений. Изменяя условия охлаждения, подогрев изменяет дилатограмму металла при новом термическом цикле, что отражается на распределении остаточных напряжений. Проковку металла можно производить непосредственно после сварки по горячему металлу или после остывания. При проковке благодаря осадке металла в направлении удара происходит расширение его в двух других направлениях. Растягивающие напряжения снижаются, а при интенсивной проковке даже переходят в сжимающие. Эффект проковки распространяется обычно на относительно небольшую глубину, в пределах до 10 мм и менее. Такая операция может уменьшить вероятность появления холодных трещин. Остаточные напряжения сжатия являются надежным средством повышения прочности сварных соединений и конструкций, работающих при переменных нагрузках. Наряду с положительным влиянием проковки пластичных металлов известны случаи резко отрицательного влияния этой операции на прочность тонкостенных сосудов давления из малопластичных металлов. Проковка, производимая при комнатной температуре, уменьшает пластичность металла в зоне ударов молотка, что приводит к преждевременному разрушению сосуда, испытываемого внутренним давлением. Прокатка зоны сварного соединения роликами в основном рекомендуется для устранения деформаций листовых конструкции. Одновременно происходит значительное понижение растягивающих напряжений и переход их в сжимающие. Этот метод отличается весьма равномерной пластической деформацией и в этом отношении выгодно отличается от проковки как средства снижения растягивающих напряжений. Приложение нагрузки к сварным соединениям можно применять как в процессе сварки, так и после нее. Снижение остаточных напряжений может оказаться весьма значительным. Несмотря па эффективность такого приема, применение его в большинстве случаев сопряжено с трудностями практического использования. Разновидностью метода приложения нагрузки к сварному соединению является термомеханический метод снятия остаточных напряжений (метод Линде). Метод состоит в том, что участки основного металла, находящиеся по обе стороны от зоны пластических деформаций, нагреваются движущейся горелкой или индуктором до температуры 150—200° С и непосредственно после нагрева охлаждаются водой. Создаются два движущихся нагретых пятна металла, которые расширяются и растягивают дополнительно зону пластических деформаций. После остывания максимальные растягивающие напряжения оказываются сниженными. Частным случаем приложения нагрузки является вибрация сварных соединений и конструкций. Заметное снижение остаточных напряжений происходит при напряжениях, превышающих предел выносливости металла. Способ рекомендуется при необходимости несколько понизить максимальные остаточные напряжения. Как средство перераспределения остаточных напряжений используют местный нагрев. Вблизи зоны местного нагрева, сопровождавшегося пластической деформацией, после остывания образуются напряжения сжатия. Местный нагрев с целью создания благоприятного поля напряжений рекомендован как средство повышения вибрационной прочности деталей. Высокий отпуск сварных конструкций получил наибольшее распространение в промышленности. Основное преимущество его в том, что снятие напряжений происходит во всей сварной конструкции, независимо от ее сложности и конфигурации. Степень снятия напряжений в случае необходимости может достигать 85—90% от исходного уровня. Высокий отпуск — практически единственный способ, когда одновременно с напряжениями первого рода снимается наклеп и напряжения второго и третьего родов. Высокий отпуск сварных конструкций по объему применения в машиностроении далеко превосходит все остальные способы борьбы с остаточными напряжениями вместе взятые. Средства, затрачиваемые на его осуществление, весьма значительны. Поэтому всестороннее изучение этого процесса представляет не только научный, но и большой народнохозяйственный интерес.https://www.autowelding.ru/publ/1/1/regulirovanie_i_ustranenie_svarochnykh_naprjazhenij/7-1-0-255 Деформации в сварных металлоконструкциях Сварка металлоконструкций вызывает температурные и усадочные напряжения, способные нарушить не только геометрию изделия, но и геометрию самой технологической оснастки. Поэтому сварочная оснастка должна способствовать уменьшению сварочных деформаций, возникающих в металлоконструкциях в процессе сварки. Способы борьбы со сварочными деформациями без предварительной оценки эффективности их применения могут в каждых конкретных условиях привести к бесполезной затрате труда и средств на изготовление оснастки, а также к усложнению технологии. Одним из способов уменьшения сварочных деформации является отвод теплоты от свариваемого изделия в технологическую оснастку (корпус приспособления, зажимы и опорные элементы). Для обеспечения интенсивного теплоотвода необходимо, чтобы изделие при сварке было в закрепленном состоянии (т. е. чтобы изделие внешней нагрузкой прижималось к недеформируем ому основанию). В этом случае упругопластическая зона в изделии уменьшается, а следовательно, уменьшаются и остаточные деформации в нем, причем интенсивный отвод теплоты в технологическую оснастку может быть лишь при плотном, во многих точках, прилегании элементов металлоконструкции к оснастке. Для изделий, в которых сварные швы расположены по линии центров, применение этого способа малоэффективно. Наряду с технологическими средствами повышения точности сварной конструкции большое значение имеют конструктивные элементы сварных соединений. Поэтому при проектировании металлоконструкций необходимо применять минимальные расчетные катеты сварных швов. Завышение катета сварного шва при проектировании ведет к дальнейшему его увеличению в производственных условиях, а следовательно, и к увеличению деформации конструкции в целом. Однако, если по расчету нужен односторонний шов значительного катета, то следует применить двусторонние швы меньшего сечения. В сварных соединениях, подвергающихся холодной гибке, швы должны располагаться от места перегиба на расстоянии не менее четырехкратной толщины наиболее тонкой детали. Нахлесточные соединения, работающие на растяжение-сжатие, следует применять для деталей толщиной до 10 мм, так как с увеличением толщины свариваемых деталей увеличивается плечо изгиба. Длина нахлестки должна составлять l = (3÷5) s, где s — толщина наиболее тонкой детали. Процесс изготовления сварных конструкций из конструкционных и некоторых высоколегированных сталей нередко сопровождается появлением в околошовной зоне участков с низкой пластичностью, ведущей к образованию горячих трещин. Структура шва при этом — мартенсит. Образование горячих трещин вызвано присутствием в сварном шве серы или же повышенным содержанием углерода. Трещинообразование возможно даже при низком содержании серы и углерода (0,16%), но при высокой концентрации марганца. Поэтому в первую очередь нужно оценить склонность стали к самозакаливанию и установить необходимую скорость охлаждения. Это достигается либо предварительным подогревом изделия, либо, для улучшения теплоотвода, установкой массивных медных подкладок. Подкладка должна иметь канавку для формирования шва с внутренней стороны изделия. Отсутствие канавок в подкладке ведет к растеканию металла с внутренней стороны изделия и к концентрации напряжений в сварном шве. При сварке серномарганцовистых сталей, склонных к образованию трещин, и при предъявлении к свариваемой конструкции требований в части повышенных прочностных характеристик охлаждение водой медных подкладок недопустимо. Необходимость подогрева стали можно определить эквивалентом углерода Сэ. При оценке свариваемости стали эквивалент углерода достаточно точно определяется по формуле, рекомендуемой СЭВом: где s — толщина свариваемых встык деталей, мм. Если Cэ≤0,7÷0,8%, то можно вести сварку без подогрева; если Cэ≥0,7÷0,8%, то необходим подогрев. В отличие от других эмпирических формул для определения Cэ эта формула учитывает влияние толщины металла на его свариваемость. Для отдельных сварных конструкций может быть использована сталь с содержанием Cэ≤0,22% и с Cэ≤0,50. Эффективным средством предотвращения резкой подкалки околошовной зоны может быть применение многослойной сварки короткими участками. Эта сварка обеспечивает такую температуру, при которой даже в случае закалки околошовной зоны не образуются трещины. К мерам борьбы по уменьшению внутренних напряжений в сварных швах следует отнести: 1) послойную проковку швов пневматическим зубилом с закругленной кромкой; такая проковка рекомендуется при многослойной сварке; во избежание трещин и надрывов первый и последний слои не проковывают; 2) термическую обработку после сварки для снятия внутренних напряжений; в основном это низкотемпературный отпуск при 600—650˚ С и выдержка при этой температуре из расчета 2—3 мин на 1 мм толщины металла и медленное охлаждение вместе с печью; 3) правку сварных конструкций (механическую и термическую); термическая правка состоит в быстром нагреве поверхности металла с последующим охлаждением; местный нагрев применяют для исправления выпучин, возникших в процессе сварки; правку можно осуществлять и холостыми швами; 4) вырезку криволинейных заготовок; 5) предварительную прокатку (удлинение). Если после прихватки продольных ребер жесткости к металлоконструкции произвести прокатку мест сварки при давлении 400 кгс на 1 мм толщины, то после сварки правка не требуется. Наряду с описанными способами, для уменьшения деформаций применяют обратные деформации (обратный выгиб) свариваемого изделия. Обратные деформации создают искусственным путем, т. е. перед сваркой изделие деформируют (выгибают) в направлении, противоположном направлению деформации при сварке. При проектировании элементов сборочно-сварочной оснастки величину обратной деформации принимают равной половине величины деформаций, возникших при сварке изделия в свободном (незакрепленном) состоянии. Угловые деформации устраняют либо наклонным расположением свариваемых листов, либо отгибом кромок. Существенное влияние на величину сварочных деформаций оказывает процесс сборки изделия. Принудительная подгонка деталей при сборке недопустима. Начальные напряжения в собранных деталях, вызываемые принудительной подгонкой их при сборке, снижают эффективность средств борьбы с деформациями. Сварка кольцевых швов на трубопроводах сопровождается возникновением упругопластических деформаций в зоне сварного шва, что неблагоприятно отражается на протекании сварочного процесса. Поэтому для поджатия изделий в станке (кантователе) нельзя применять обычные жесткие вращающиеся центра. Поджимные вращающиеся центра для сварочных работ должны иметь плавающее (упругое) исполнение с регулируемым усилием поджима. Конструкция этих центров не препятствует свободной деформации изделий при их нагреве и охлаждения, обеспечивая надежное их закрепление, и снижает остаточные упругопластические деформации в зоне нагрева. Такими свойствами обладает, например, поджимной вращающийся центр конструкции В. Е. Ремизова. Внутренний стакан 1 (рис. 3), на который опирается пружина 4, надевается на конусную поверхность 2 вала. На наружной поверхности стакана есть протарированная (в кгс) шкала 3 передачи пружине требуемого усилия поджатия. Пружина 4 при необходимости может быть заменена на пружину с другой характеристикой жесткости. Применение центров данной конструкции при сварке кольцевых швов на сосудах, работающих под давлением, позволило повысить качество свариваемых изделий. Установлено, что даже незначительнее отклонение от геометрии стыкуемых кромок при сварке оболочек вызывает заметное снижение прочности. Иногда для одинаковых сварных швов в оболочках из различных материалов требуются совершенно различные способы устранения деформаций и перемещений. Например, при сварке на подкладном кольце круговых швов сферических тонких оболочек может произойти либо сокращение длины зоны сварного шва — для стальных и титановых оболочек, либо удлинение этой зоны — для оболочек из алюминиевых сплавов. Некоторое снижение деформаций происходит при сварке с наружными бандажами, которые оказывают удерживающее механическое воздействие на кромку, а также способствуют теплоотводу от мест сварки. Необходимость иметь доступ к сварным швам вынуждает располагать бандажи (наружные) на расстоянии не менее 30 мм от кромок, в результате чего частично предотвращается перемещение кромок. Эффективным способом предотвращения перемещений при сварке кольцевых швов является прижим кромок к подкладному кольцу роликом, перекатывающимся по поверхности стыка перед сварочной дугой. Такое приспособление было разработано МВТУ им. Н. Э. Баумана и опробовано при сварке обечаек диаметром 200 мм и толщиной стенки 2,5; 4 и 6 мм. Прижим осуществляется двойным роликом диаметром 30 мм с точкой прижима на расстоянии 30—35 мм от электрода. Давление на ролик создается пружинным механизмом, установленным на консольном автомате АОК-2. Приспособление устанавливают вдоль консоли автомата, нагрузка передается только по плоскости ее продольной оси. Сварка обечайки толщиной 4 мм и давлением на прижимном ролике 180 кгс показала, что кромки обечайки были надежно прижаты перед сварочной головкой к подкладному кольцу. Применение прижимного приспособления позволило исключить из технологического процесса правку ударом и произвести сварку в один проход. Усилие прижатия кромок определяется по формуле где сиз — жесткость на изгиб; Е — модуль упругости свариваемого металла; μ — коэффициент Пуассона; φ — угол сектора, внутри которого происходит подъем кромок над поверхностью оболочки (для сплава АМг6 и толщин свариваемого материала 2,5—6 мм φ≈7°); R — радиус оболочки, h — свободное радиальное перемещение кромки при сварке без прихватки; h находится в прямой зависимости от отношения где s—толщина оболочки, т. е. с увеличением толщины оболочек уменьшается и величина остаточного радиального перемещения. https://www.autowelding.ru/publ/1/1/deformacii_v_svarnykh_metallokonstrukcijakh_i_sposoby_ikh_ustranenija/7-1-0-162 Теория сварочных деформаций и напряжений и ее значение Неравномерный высокотемпературный нагрев элементов конструкций при сварке вызывает появление в них деформаций и напряжений. По мере распространения теплоты и выравнивания температуры происходит непрерывное изменение деформаций и напряжений в различных точках свариваемых деталей, т.е. изменение полей этих величин, В отличие от температурного поля, которое исчезает после полного остывания конструкции, поле напряжений не исчезает, так как процесс его образования при сварке необратим. Поэтому после полного остывания в сварной конструкции имеются остаточные деформации и напряжения. Изучение процесса образования сварочных деформаций и напряжений имеет существенное значение для решения ряда проблем, в том числе: 1) для оценки вероятности появления трещин в процессе изготовления конструкции, т.е. для решения вопросов, связанна с проблемой технологической прочности; 2) для определения поля остаточных напряжений с целью учета их при оценке работоспособности конструкции, т.е. для решения вопросов, связанных с проблемой эксплуатационной прочности; 3) для решения вопросов, связанных с проблемой точности изготовления сварных конструкций. Указанные проблемы требуют различных подходов к исследованию процесса возникновения сварочных деформаций и напряжений. Анализ явлений в высокотемпературной области, окружающей источник теплоты необходим для решения вопросов, связанных с первой из указанных проблем. Деформации и напряжения при сварке Сварочные деформации и напряжения являются следствием многих причин. Они значительно снижают механическую прочность сварной конструкции. Основными причинами возникновения сварочных деформаций и напряжений являются неравномерное нагревание и охлаждение изделия, литейная усадка наплавленного металла и структурные превращения в металле шва. Неравномерное нагревание и охлаждение вызывают тепловые напряжения и деформации. При сварке происходит местный нагрев небольшого объема металла, который, расширяясь, воздействует на близлежащие менее нагретые слои металла. Напряжения, возникающие при этом, зависят главным образом от температуры нагрева, коэффициента линейного расширения и теплопроводности свариваемого металла. Чем выше температура нагрева, а также чем больше коэффициент линейного расширения и ниже теплопроводность металла, тем большие тепловые напряжения и деформации развиваются в свариваемом шве. Литейная усадка вызывает напряжения в сварном шве в связи с тем, что при охлаждении объем наплавленного металла уменьшается. Вследствие этого в близлежащих слоях металла возникают растягивающие силы. Чем меньше количество расплавленного металла, тем меньшие возникают напряжения и деформации. Структурные превращения вызывают растягивающие и сжимающие напряжения в связи с тем, что они в некоторых случаях сопровождаются изменением объема свариваемого металла. Например, у углеродистых сталей при нагреве происходит образование аустенита из феррита — этот процесс сопровождается уменьшением объема. При больших скоростях охлаждения высокоуглеродистых сталей аустенит образует мартенситную структуру, менее плотную, чем аустенит; этот процесс сопровождается увеличением объема. При сварке низкоуглеродистой стали напряжения, возникающие от структурных превращений, небольшие и практического значения не имеют. Стали, содержащие более 0,35% углерода, и большинство склонных к закалке легированных сталей дают значительные объемные изменения от структурных превращений. Вследствие этого развивающиеся напряжения оказываются достаточными для возникновения трещин в шве. Внутренние напряжения уменьшают прочность сварной конструкции. Кроме того, если сварной шов нагружен внешними силами, то внутренние напряжения, накладываясь на напряжения от внешних сил, снижают запас прочности конструкции, а в некоторых случаях могут вызвать ее разрушение. Для уменьшения внутренних напряжений и деформаций применяют ряд технологических мер и приемов наложения сварных швов. Важное значение имеют правильный выбор конструкции изделия, расположение сварных швов, последовательность их выполнения и режимы сварки. Уменьшения внутренних напряжений достигают следующими мерами. Длинные швы выполняют обратноступенчатым способом на проход (рис. 53, а). Многослойную сварку выполняют каскадным способом или горкой. При этом хорошие результаты дает послойная проковка шва (кроме первого и последнего слоя). Швы накладывают с таким расчетом, чтобы последующий шов вызывал деформации, обратные возникшим от предыдущего шва (рис. 53, б, в). Последовательность выполнения швов должна допускать свободную деформацию элементов конструкций. Например, при сварке настила из нескольких листов следует в первую очередь выполнять швы, соединяющие листы полос, и лишь затем швы, соединяющие эти полосы между собой (рис. 54). Для вязких металлов могут быть рекомендованы способы сварки, значительно снижающие остаточные деформации. Первый способ: элементы свариваемой конструкции закрепляют в сборочно-сварочном приспособлении, в котором изделие собирают, сваривают и оставляют до полного остывания. Второй способ, широко применяемый на практике, заключается в интенсивном отводе теплоты, например, частичным погружением изделия в воду, охлаждением струей воды, применением различных медных подкладок. У сталей, склонных к образованию закалочных структур, резкое охлаждение сварного шва и околошовной зоны вызывает значительные внутренние напряжения и даже появление трещин в наплавленном металле. Для уменьшения разности температур в изделии и обеспечения медленного охлаждения применяют предварительный подогрев изделия. При сварке в условиях низких температур такой подогрев обязателен даже для низкоуглеродистых сталей. Для снятия внутренних напряжений иногда применяют термическую обработку сварных изделий, главным образом отжиг или нормализацию. Отжиг применяют полный или низкотемпературный. Полный отжиг заключается в нагреве изделия до 800 ... 950°С, выдержке при этой температуре и последующем медленном охлаждении вместе с печью. В результате такой обработки пластичность и вязкость наплавленного металла и металла зоны термического влияния возрастают, а твердость металла снижается. При этом в сварном изделии полностью снимаются внутренние напряжения. Низкотемпературный отжиг (или высокий отпуск) заключается в нагреве сварного изделия до 600 ... 650°С, выдержке при этой температуре и последующем охлаждении вместе с печью. Так как температура нагрева ниже критической, структурные изменения в металле не происходят. При меньших температурах нагрева сварочные напряжения снимаются частично. Нормализация заключается в нагреве изделия до температуры на 30... 40° С выше критической, выдержке при этой температуре и охлаждении на воздухе (т. е. с несколько большей скоростью, чем при отжиге). Такая обработка является наилучшей для сварных изделий, так как не только снимает внутренние напряжения, но позволяет получить мелкозернистую структуру металла. Особенно следует рекомендовать нормализацию для сварных изделий из низкоуглеродистых сталей, содержащих углерода менее 0,25%. Для термообработки крупногабаритных сварных изделий применяют мощные термопечи. Причины, вызывающие деформации и напряжения при сварке Процесс сварки сопровождается резко неравномерным нагревом изделия. Зоны металла, прилегающие к сварному шву, нагреваются теплотой дуги, а затем охлаждаются по мере распространения теплоты в массе металла. В результате местного нагрева и последующего охлаждения происходят объемные изменения металла, приводящие я появлению временных и остаточных деформаций и напряжений. Поэтому для понимания процесса их образования необходимо проанализировать влияние нагрева тела на возникновение в нем деформаций и напряжений. Представим себе, что тело составлено из большого количества малых кубических элементов одинаковых размеров. При равномерном повышении температуры тела каждый элемент будет расширяться на одну и ту же величину (пропорциональную повышению температуры) равномерно во всех направлениях. Таким образом, элементы будут оставаться кубиками одинаковых размеров; их можно соединить между собой и получить сплошное тело, при этом никаких напряжений не возникнет. Если, однако, повышение температуры неравномерно, то каждый элементарный кубик стремится расшириться на величину, пропорциональную повышению его температуры. Получающиеся в результате такого нагрева кубики разных размеров нельзя соединить между собой; однако, поскольку тело должно оставаться сплошным, каждый элемент ограничивает свободное расширение соседних элементов, что сопровождается возникновением напряжений. Степень ограничения свободного температурного расширения может быть неодинакова не только у различных кубиков, но и у данного кубика в различных направлениях. В связи с этим неодинаково изменяется длина ребер кубика и искажаются его углы. Другими словами, возникает сложное напряженное состояние как выделенного кубика» так и тела в целом. Если работа материала кубика проходит в упругой области, то после полного остывания он стремится восстановить свои размеры. Это стремление будет реализовано, когда соседние кубики также восстанавливают свои размеры, т.е. если при нагреве материал тела во всем своем объеме работал упруго. В этом случае после полного остывания в теле отсутствуют остаточные напряжения, а форта и размеры тела становятся такими же, как и до нагрева. Если же в процессе нагрева возникнет пластическая деформация металла кубика, то после остывания он стремится изменить свои размеры на величину возникшей при нагреве пластической деформации, которая может быть неодинакова не только у различных кубиков, но и у данного кубика по разным направлениям. Получающиеся в результате пластической деформации кубиков элементы разных размеров также не могут быть соединены без принудительного искажения свои размеров и формы вследствие взаимного влияния. В итоге возникают остаточные деформации и напряжения. Аналогичное состояние металла может быть результатом его фазовых (структурных) изменений. Если при определенной (критической) температуре происходят фазовые превращения металла, связанные с изменением его объема, то те кубики, которые находятся в области, нагреваемой выше критической температуры, изменяют свой объем, в то время как кубики вне указанной области его сохраняют. Таким образом, неравномерный нагрев тела, неоднородная (неодинаковая по объему тела) пластическая деформация и местные фазовые превращения металла вызывают неодинаковые изменения и в связи с этим являются причинами появления напряжений. В общем случае неравномерность распределения температуры в реальных конструкциях при сварке такова, что возникает трехосное напряженное состояние. Иначе говоря, кубики вблизи источника теплоты нагреваются неодинаково по всем трем направлениям и имеют различную степень ограничения тепловому расширению в этих направлениях. Однако в большинстве случаев одни составляющие напряжений настолько незначительны по сравнению с другими, что ими можно пренебречь и следует рассматривать возникающее напряженное состояние как одномерное или двумерное. В частности, рассматривая деформации, возникающие при сварке элементов балочного типа, можно считать, что напряженное состояние является одномерным. В этом случае достаточно проследить за изменением размера элементарных кубиков лишь в одном направлении - по продольной оси балки. Геворкян В.Г. Основы сварочного дела Гатовский К.М. Теория сварочных напряжений и деформаций См. также: -
Иногда наши клиенты пытаются проверить качество нержавеющей стали с помощью магнита — есть такой «народный способ». Но не спешите обвинять поставщика в обмане, если вдруг обнаружили магнитные свойства у «нержавейки». На самом деле сейчас выпускается более 250 марок стали, которая имеет общее название «нержавеющая», но по составу и свойствам сильно отличается и вполне может быть магнитной. Современная классификация нержавеющей стали Нержавеющая сталь – это разновидность легированной стали, устойчивая к коррозии за счет содержания хрома. В присутствии кислорода образуется оксид хрома, который создает на поверхности стали инертную пленку, защищающую все изделие от неблагоприятных воздействий. Не каждая марка нержавеющей стали демонстрирует устойчивость хромоксидной пленки к механическим и химическим повреждениям. Хотя пленка восстанавливается под воздействием кислорода, были разработаны специальные марки нержавейки для применения в агрессивных средах. Первый условный тип разбиения на группы: Пищевая Жаропрочная сталь Кислотостойкая сталь Второй тип классификации — по микроструктуре: Аустенитные (Austenitic) — не магнитная сталь с основными составляющими 15-20% хрома и 5-15% никеля который увеличивает сопротивление коррозии. Она хорошо подвергается тепловой обработке и сварке. Именно аустенитная группа сталей наиболее широко используется в промышленности и в производстве элементов крепежа. Мартенситные (Martensitic) — значительно более твердые чем аустетнитные стали и могут быть магнитными. Они упрочняются, закалкой и отпуском подобно простым углеродистым сталям, и находят применение главным образом в изготовлении столовых приборов, режущих инструментов и общем машиностроении. Больше поддвержены коррозии. Ферритные (Ferritic) стали значительно более мягкие чем мартенситные по причине малого содержания углерода. Они также обладают магнитными свойствами. Маркировка нержавеющей стали В России и странах СНГ принята буквенно-цифровая система, согласно которой цифрами обозначается содержание элементов стали, а буквами — наименование элементов. Общими для всех обозначениями являются буквенные обозначения легирующих элементов: Н — никель, Х — хром, К — кобальт, М — молибден, В — вольфрам, Т — титан, Д — медь, Г — марганец, С — кремний. Стали нержавеющие стандартные, согласно ГОСТ 5632-72, маркируют буквами и цифрами (например, 08Х18Н10Т). В США существует несколько систем обозначения металлов и их сплавов. Это объясняется наличием нескольких организаций по стандартизации, к ним относятся АMS, ASME, ASTM, AWS, SAE, ACJ, ANSI, AJS. Вполне понятно, что такая маркировка требует дополнительного разъяснения и знания при торговле металлом, оформлении заказов и т. п. Европа (EN) Германия (DIN) США (AISI) Япония (JIS) СНГ (ГОСТ) 1.4021 X20Cr13 (420) SUS 420 J1 20Х13 1.4028 X30Cr13 (420) SUS 420 J2 30Х13 1.4031 X39Cr13 SUS 420 J2 40Х13 1.4016 X6Cr17 430 SUS 430 12Х17 1.4510 X3CrTi17 439 SUS 430 LX 08Х17Т 1.4301 X5CrNI18-10 304 SUS 304 08Х18Н10 1.4541 X6CrNiTi18-10 321 SUS 321 08Х18Н10Т 1.4401 X5CrNiMo17-12-2 316 SUS 316 08Х17Н13М2 1.4404 X2CrNiMo17-12-2 316 L SUS 316 L 03Х17Н14М2 1.4571 X6CrNiMoTi17-12-2 316 Ti SUS 316 Ti 10Х17Н13М2Т 1.4435 X2CrNiMo18-14-3 316 L SUS 316 L 03Х17Н14М2 1.4878 X12CrNiTi18-9 321 H 12Х18Н10Т 1.4845 X12CrNi25-21 310 S 20Х23Н18 Из всего многообразия марок мы используем в своём производстве три основные — AISI 304, AISI 316 и AISI 430. Подробнее про марки нержавеющей стали, которые мы используем Нержавейка AISI 430 (Российский стандарт 12Х17); Из-за низкого содержания углерода — самая пластичная, сравнительно легко гнётся. Высокий процент хрома обеспечивает высокий уровень защиты. Сохраняет свои свойства в коррозионно опасных и серосодержащих средах, устойчива к резким перепадам температуры. Нержавейку AISI 430 мы используем для гибки планок, декоративных изделий, заборных колпаков, дымников (если нет газа и дизеля), внешней изоляции дымоходов на сэндвич трубах. Нержавейка AISI 304 (Российский стандарт 08Х18Н10); Это самая востребованная нержавейка, которая пользуется большим спросом во всех отраслях промышленности, больше всего в нефтегазовой, химической и судостроительной. Отлично подходит для сварных конструкций. Имеет высокий уровень устойчивости к коррозии. Наше основное применение такого вида нержавейки это дымники, проходка дизель и газ, внутренняя труба на сэндвич трубах для дымохода и в других изделиях, которые будут использоваться в агрессивных средах. Но гнётся она трудно. Нержавейка AISI 316 (10Х17Н13М2); Нержавейка AISI 316 получается, если добавить в 304-ю нержавейку молибден, что еще больше повышает коррозионную устойчивость и способность к сохранению свойств в агрессивных кислотных средах, а также при высоких температурах. Эта нержавеющая сталь дороже, чем 304, но её использование необходимо для изделий, работающих при высокой температуре (дымники). Гнётся плохо. Помимо изготовления материалов из нержавеющей стали, мы также продаём дымоходы «Вулкан» — здесь тоже всё непросто по выбору марки нержавеющей стали. Например, для изготовления линейных труб и фасонных изделий (тройники, отводы, кронштейны и т. д. ) используются высоколегированные нержавеющие аустенитные стали, специально разработанные для применения в условиях агрессивной среды. Внутренний контур элементов дымохода изготовляется из стали марки AISI 321, обладающей повышенной жаростойкостью (до 850°С), механической и химической прочностью. Внешний контур — из аустенитной полированной нержавеющей стали AISI 304. За счет повышенной доле никеля в ее формуле, сталь AISI 304 является глубоко аустенитной — те есть стабильной по структуре и не склонной к межкристаллитной коррозии. Помимо этого, сталь устойчива к воздействию окружающей среды, перепадам температуры, может использоваться в любых климатических условиях. Магнитность — немагнитность нержавейки зависит от содержания никеля в ее составе. Классическая нержавейка — 12х18н10т, в ней десять процентов никеля. Если процент никеля снизить до 9 и ниже то нержавейка начинает магнитить, даже если это нержавейки аустенитного класса. Например 06Х22Н6Т. В ней всего 6 проц. никеля — она магнитит. И структура ее состоит не из чистого аустенита, а из смеси аустенита с ферритом (который магнитит). Но все же немного теории — когда в железо добавляют хром, то после 12…13 процентов хрома резко, скачком увеличивается коррозионная стойкость сплава. То есть, при 10 процентах хрома коррозионная стойкость еще низкая, а при 13 процентах — на порядок выше. И неважно какую структуру имеет сталь (хоть аустенит, хоть феррит, хоть мартенсит). Казалось бы — чем больше хрома тем лучше? Нет. Выбор марки нержавеющей стали в нашем случае определяется выбором по следующим характеристикам: пластичность (для гибки сложного профиля) способность к сварным соединения коррозионная стойкость на высоких температурах цена Таблица характеристик и рекомендации по применению для изделий из нержавеющей стали (у нас на складе постоянно есть ASIS 304 и ASIS 430, остальные марки — под заказ) ГОСТ EN АISI Магнитность Характеристики Примеры применения 08Х18Н10 1.4301 304 — Сталь с низким содержанием углерода, аустенитная незакаливаемая, устойчивая к воздействию коррозии, немагнитная в условиях слабого намагничивания, (если была подвергнута холодной обработке). Легко поддается сварке, устойчива к межкристаллической коррозии. Высокая прочность при низких температурах. Поддается электро-полировке. Установки для пищевой, химической, текстильной, нефтяной, фармацевтической, бумажной промышленности. Мы используем при изготовлении дымников, проходки дизель и газ, внутренних труб на сэндвич-трубах для дымохода и в других изделиях, которые будут использоваться в агрессивных местах. 1.4306 304L — Сталь аустенитная незакаливаемая, особенно пригодная для сварных конструкций. Отличается высокой устойчивостью к воздействию межкристаллической коррозии, используется при температуре до 425°С. По химическому составу отличается от 304 почти вдвое меньшим содержанием углерода. Находит те же применения, что и AISI 304, для изготовления сварных конструкций и в отраслях, где необходима устойчивость к воздействию межкристаллической коррозии. 08Х17Н13М2 1.4401 316 — Сталь аустенитная незакаливаемая, наличие молибдена (Мо) делает ее особенно устойчивой к воздействию коррозии. Также и технические свойства этой стали при высоких температурах гораздо лучше, чем у аналогичных сталей, не содержащих молибден. Химическое оборудование, подвергающееся особенно сильным воздействиям, инструмент, вступающий в контакт с морской водой и атмосферой, оборудование для проявления фотопленки, корпусы котлов, установки для переработки пищи, емкости для отработанных масел для коксохимических установок. 03Х17Н14М2 1.4404 316L — Сталь, аналогичная AISI 316, аустенитная незакаливаемая, с очень низким содержанием углерода С, особенно подходит для изготовления сварных конструкций. Обладает высокой устойчивостью к межкристаллической коррозии, используется при температуре до 450°С. По химическому составу отличается от 316 почти вдвое меньшим содержанием углерода. Находит те же применения, что и AISI 316, для изготовления сварных конструкций, где необходима высокая устойчивость к воздействию коррозии. Особенно пригодна для производства пищевых продуктов и ингридиентов (майонез, шоколад и т.д.) 10Х17Н13М2Т 1.4571 316Ti — Наличие титана (Ti), в пять раз превышающего содержание углерода С, обеспечивает стабилизирующий эффект в отношении осаждения карбидов хрома (Cr) на поверхность кристаллов. Титан (Ti), действительно, образует с углеродом карбиды, которые хорошо распределяются и стабилизируются внутри кристалла. Обладает повышенной устойчивостью к межкристаллической коррозии. Детали, обладающие повышенной устойчивостью к воздействию высоких температур и к среде с присутствием новых ионов хлора. Лопасти для газовых турбин, баллоны, сварные конструкции, коллекторы. Применяется в пищевой и химической промышленности. 08Х18Н10Т 1.4541 321 — Сталь хромоникелевая с добавкой титана (Ti), аустенитная незакаливаемая, немагнитная, особенно рекомендуется для изготовления сварных конструкций и для использования при температурах между 400°С и 800°С, устойчива к коррозии. Коллекторы сброса для авиационных моторов, корпусы котлов или кольцевые коллекторы оборудования для нефтехимической промышленности. Компенсационные соединения. Химическое оборудование и оборудование, устойчивое к высоким температурам. 12Х17 1.4016 430 + Базовая хромистая ферритная сталь с улучшенной способностью к глубокой вытяжке, незакаливаемая. 18% Cr. Магнитит! Товары повседневного использования, кухонное оборудование, декор, отделка, контейнеры для отжига латуни, горелки для нафты, резервуары и цистерны для азотной кислоты. Мы используем для гибки планок, декоративных изделий, заборных колпаков, дымников (если нет газа и дизеля), внешней изоляции дымоходов на сэндвич-трубах. Читайте также Обзор ножевых сталей Краткая схема марок нержавейки (классификация AISI) Источник: https://eurogib.ru/news/read/articles/magnititsya_ili_net_nerzhaveyka_/ #TITLE# || KOBELCO — KOBE STEEL, LTD. — http://varimtut.ru/wp-content/uploads/2019/08/eb9a6fcf837e49fb2aa87c8ec4949077-400x235.jpg За счет добавления хрома (Cr) к железу (Fe), железо становится устойчивым к коррозии в атмосферных условиях. Когда содержание хрома повышается до 11-12% и более, устойчивость стали к коррозии становится примечательно высокой. Поэтому сталь с таким высоким содержанием хрома получила название нержавеющей стали, при этом «нержавеющая» означает, что она не подвержена коррозии и ржавлению. Высокая устойчивость нержавеющей стали к коррозии объясняется тем, что хром в ее составе окисляется в атмосферных условиях и формирует на поверхности стали защитную пленку, так называемую пассивную пленку. В зависимости от условий окружающей среды, в которых будет использоваться нержавеющая сталь, содержание хрома увеличивают, и в состав стали также добавляется никель (Ni) и другие элементы. Однако устойчивость к коррозии достигается в принципе за счет хрома, поэтому хром является важнейшим элементом в составе нержавеющей стали. Стандарт JIS определяет нержавеющую сталь как «легированную сталь, содержащую в своем составе хром или хром и никель для повышения устойчивости к коррозии, при этом содержание никеля составляет около 10,5% или более. » Справочник по сварке AWS (Выпуск 4) также определяет нержавеющую сталь как «легированную сталь с определенным содержанием хрома не менее 11%, с наличием других легирующих добавок или без них.» Нержавеющая сталь обладает высокой жаропрочностью, а также устойчивостью к коррозии, что делает ее широко применимой в разных областях — от предметов домашнего обихода до химического оборудования, судов, вагонов, машин для переработки пищевых продуктов, строительных материалов и оборудования для АЭС, поэтому нержавеющая сталь играет важную роль в разных отраслях индустрии. 2. Разные типы нержавеющей стали Нержавеющую сталь можно разделить на два класса — хромовую нержавеющую сталь и хромоникелевую нержавеющую сталь. Эти два класса могут быть далее классифицированы на основании металлографических структур стали, как показано на Илл.1. Хромовая нержавеющая сталь может быть разделена на мартенситную и ферритную, а хромоникелевая нержавеющая сталь может быть разделена на аустенитную, аустенитно-ферритную (дуплексную) и дисперсионно-твердеющую сталь. Илл. 1 Классификация нержавеющей стали (1) Мартенситная нержавеющая сталь Типичной маркой мартенситной нержавеющей стали согласно стандарту JIS является SUS410 (AISI 410) (См. Таблицу 1.). Эта сталь содержит 13% хрома, и ее металлографическая структура при комнатной температуре является мартенситной, она твердая и хрупкая. Хотя при использовании стали этой марки можно получить хорошие механические качества путем тепловой обработки (отпуска), она уступает другим маркам нержавеющей стали в устойчивости к коррозии из-за низкого содержания хрома. Мартенситная нержавеющая сталь используется для лопастей турбин, клапанов и рессор, требующих высокой прочности, устойчивости к снашиванию и термостойкости. (2) Ферритная нержавеющая сталь В Таблице 2 представлены типичные марки ферритной нержавеющей стали. Она содержит около 18% хрома и обладает ферритной металлографической структурой, которая отличается мягкостью и хорошей механической обрабатываемостью. Однако при нагревании при высокой температуре возникают металлургические проблемы. По сравнению с мартенситной нержавеющей сталью она отличается более высокой устойчивостью к коррозии, и даже устойчива к воздействию азотной кислоты (HNO3) благодаря более высокому содержанию хрома. Ферритная нержавеющая сталь широко используется для интерьеров и экстерьеров архитектурных сооружений, кухонных приспособлений, автомобилей, и бытовых электроприборов. (3) Аустенитная нержавеющая сталь В Таблице 3 представлены типичные марки аустенитной нержавеющей стали. Самая распространенная марка аустенитной нержавеющей стали — SUS304 или AISI 304 (18%Cr−8%Ni). SUS316 или AISI 316 (18%Cr−12%Ni−2%Mo), также широко применяемая, обладает более высокой устойчивостью к коррозии. Аустенитная нержавеющая сталь обладает хорошей устойчивостью к коррозии, обрабатываемостью, механическими свойствами и свариваемостью. Она широко используется в производстве сосудов для хранения, теплообменников, водоочистных сооружений, кухонных приспособлений, ванн, раковин и т.д. 3. Физические свойства нержавеющей стали В Таблице 4 представлено сравнение физических свойств нержавеющих и углеродистых сталей. При сварке нержавеющих сталей необходимо учитывать то, что физические свойства нержавеющих сталей и углеродистых сталей значительно отличаются, и это прямо или косвенно влияет на их свариваемость. Например, при том, что коэффициент термического расширения мартенситной и ферритной нержавеющей стали почти такой же, что и у углеродистой стали, для аустенитной нержавеющей стали этот показатель в 1,5 раза выше по сравнению с углеродистой сталью. Это означает, что деформация и напряжение при сварке аустенитной нержавеющей стали гораздо выше, чем при сварке углеродистой стали. Более того, если сварное соединение, содержащее аустенитную сталь и углеродистую сталь, подвергается воздействию термических циклов, в нем возникают термические напряжения из-за разницы коэффициентов термического расширения двух материалов. Поэтому использование сварных соединений с разными металлами, включая аустенитную нержавеющую сталь, в условиях циклических изменений температуры является проблематичным. Кроме того, электрическое сопротивление нержавеющей стали намного выше, чем углеродистой стали, поэтому при дуговой сварке в защитной среде происходит обгорание покрытых электродов из нержавеющей стали. Таким образом, подходящий сварочный ток ниже, чем для электродов из углеродистой стали. Мартенситные и ферритные нержавеющие стали являются ферромагнитыми, тогда как аустенитные нержавеющие стали обычно немагнитные. Однако нередко сварочные материалы из аустенитной нержавеющей стали отчасти содержат ферритную структуру, в таких случаях сталь в определенной мере обладает магнитными свойствами. Наличие или отсутствие магнитных свойств позволяет определить марку стали при сварочных процедурах. В частности, предварительное нагревание не применяется для немагнитных нержавеющих сталей, но оно часто бывает эффективным для магнитных нержавеющих сталей. Верх страницы Читайте также Сталь х30сrх13 свойства Источник: https://www.kobelco-welding.jp/russian/education-center/stainless/stainless01.html Магнитящиеся нержавеющие стали и коррозионностойкость http://varimtut.ru/wp-content/uploads/2019/08/cd33605bba87067ba464f98016b15277-398x250.jpg Бывают ли магнитящиеся нержавеющие стали и как это влияет на коррозионностойкость На вопрос о том, магнитится ли нержавеющая сталь, однозначного ответа не существует, поскольку магнитные свойства сплавов определяются свойствами их структурных составляющих. Классификация материалов по их магнитным свойствам Тела, помещённые в магнитное поле, намагничиваются. Интенсивность намагничивания (J) прямо пропорциональна увеличению напряжённости поля (H): J= ϰH, где ϰ – коэффициент пропорциональности, называемый магнитной восприимчивостью. Если ϰ>0, то такие материалы называют парамагнетиками, а если ϰ Некоторые металлы – Fe, Co, Ni, Cd – обладают чрезвычайно большой положительной восприимчивостью (около 105), они называются ферромагнетиками. Ферромагнетики интенсивно намагничиваются даже в слабых магнитных полях. Нержавеющие стали промышленного назначения могут содержать в своей структуре феррит, мартенсит, аустенит или комбинации этих структур в разных соотношениях. Именно фазовыми составляющими и их соотношением определяется – магнитится нержавейка или нет. Магнитная нержавеющая сталь: структурный состав и марки Существуют две фазовые составляющие стали с сильными магнитными характеристиками: Мартенсит, с точки зрения магнитных свойств, является чистым ферромагнетиком. Феррит может иметь две модификации. При температурах, которые находятся ниже точки Кюри, он, как и мартенсит, ферромагнетик. Высокотемпературный дельта-феррит – парамагнетик. Таким образом, коррозионностойкие стали, структура которых состоит из мартенсита, – это магнитная нержавейка. Эти сплавы реагируют на магнит, как обычная углеродистая сталь. А ферритные или феррито-мартенситные стали могут иметь различные свойства, зависящие от соотношения фазовых составляющих, но, чаще всего, и они ферромагнитны. К данной категории относятся хромистые и некоторые хромникелевые стали. Они разделяются на следующие подгруппы: Мартенситные стали твёрдые, упрочняются закалкой и отпуском, как обычные углеродистые стали. Применяются они в основном для производства столовых приборов, режущего инструмента и в общем машиностроении. Стали 20Х13, 30Х13, 40Х13 мартенситного класса производятся преимущественно в термически обработанном шлифованном или полированном состоянии Хромоникелевая сталь мартенситного класса 20Х17Н2 обладает более высокой коррозионной стойкостью, чем 13%-ые хромистые стали. Эта сталь отличается высокой технологичностью – хорошо поддаётся штамповке, горячей и холодной, обрабатывается резанием, может свариваться всеми видами сварки. Ферритные стали типа 08Х13 мягче мартенситных из-за меньшего содержания углерода. Одна из самых потребляемых сталей ферритного класса – магнитный коррозионностойкий сплав AISI 430, который является улучшенным аналогом марки 08Х17. Эта сталь применяется для изготовления технологического оборудования пищевых производств, используемого при мойке и сортировке пищевого сырья, измельчения, разделения, сортировки, расфасовки, транспортировки продукции. Ферритно-мартенситные стали (12Х13) имеют в структуре мартенсит и структурно-свободный феррит. Немагнитная нержавеющая сталь К немагнитным сплавам относятся хромоникелевые и хромомарганцевоникелевые стали следующих групп: Аустенитные стали по объёму производства занимают ведущее место. Широко распространена нержавейка немагнитная аустенитного класса – сталь AISI 304 (аналог – 08Х18Н10). Этот материал применяется в производстве оборудования для пищевой промышленности, изготовления тары для кваса и пива, испарителей, столовых приборов – кастрюль, сковород, мисок, раковин для кухни, в медицине – для игл, судового и холодильного оборудования, сантехнического оборудования, резервуаров для жидкостей различного состава и назначения и сухих веществ. Стали 08Х18Н10, 08Х18Н10Т, 12Х18Н10Т (используется в метизах А2), 10Х17Н13М2Т (используется в метизах для использования в агрессивных средах, кислотостойких и соленых, А4) имеют прекрасную технологичность и высокую коррозионную стойкость даже в парах химических производств и океанских водах. Аустенитно-ферритным сталям характерно высокое содержание хрома и пониженное содержание никеля. Дополнительными легирующими элементами являются молибден, медь, титан или ниобий. Эти стали (08Х22Н6Т, 12Х21Н5Т, 08Х21Н6М2Т) имеют некоторые преимущества перед аустенитными сталями – более высокую прочность при сохранении требуемой пластичности, большую стойкость к межкристаллитной коррозии и коррозионному растрескиванию. К группе немагнитных материалов относятся также коррозионностойкие аустенитно-мартенситные и аустенитно-карбидные стали. Способ определения, является ли немагнитная сталь коррозионностойкой Как показывает изложенная выше информация, однозначного ответа на вопрос – нержавейка магнитится или нет – не существует. Если сталь магнитится, можно ли узнать, является ли она коррозионностойкой? Для ответа на этот вопрос необходимо зачистить небольшой участок детали (проволоки, трубы, пластины) до блеска. На зачищенную поверхность наносят и растирают две-три капли концентрированного раствора медного купороса. Если сталь покрылась слоем красной меди – сплав не является коррозионностойким. Если никаких изменений на поверхности материала не произошло, то перед вами нержавеющая сталь. Проверить в домашних условиях, относится ли сталь к группе пищевых сплавов, невозможно. Магнитные свойства нержавеющей стали никак не влияют на эксплуатационные характеристики, в частности, на коррозионную стойкость материала. Получив необходимую информацию вы можете подобрать необходимые Вам метизы и крепёж из нержавеющих сталей в нашем магазине: http://lednik.com.ua/shop Источник: https://lednik.com.ua/articles/492/ Аустенитные стали http://varimtut.ru/wp-content/uploads/2019/08/f94edae1612fc83e9ba40c6fd4830553-327x250.jpg Аустенит — это твердый однофазный раствор углерода до 2 % в y-Fe. его особенность заключается в последовательности, в которой располагаются атомы, т. е. в строении кристаллической решетки. Она бывает 2 типов: ОЦК a-железо (объемно — центрированная – по одному атому располагается в 8-ми вершинах куба и 1 в центре). ГЦК y-железо (гране-центрированная по одному атому находится в 8-ми вершинах куба и по одному находятся на каждой из 8-ми граней, всего 16 атомов). Простыми словами: аустенит — это структура или состояние металла, определяющая его технические характеристики, которые получить в другом состоянии невозможно, т.к. меняя строение, металл изменяет и свойства. Без аустенита невозможна такая технология как закалка, которая является самой распространенной, дешевой, технически доступной, а в некоторых случаях и единственной технологией упрочнения металла. Свойства аустенитных сталей и где их используют Само состояние железа в Y-фазе (аустенит) уникально, благодаря ему металл является жаропрочным (+850 ºC), холодостойким (-100 ºC и ниже t), способен обеспечивать коррозионную и электрохимическая стойкость и другие важнейшие свойства, без которых были бы немыслимы многие технологические процессы в: нефтеперерабатывающей и химической отраслях; медицине; космическом и авиастроении; электротехнике. Жаропрочность — свойство стали не менять своих технических свойств при критических температурах с течением времени. Разрушение происходит при неспособности металла противостоять дислокационной ползучести, т. е. смещению атомов на молекулярном уровне. Постепенно происходит разупрочнение, и процесс старения металла начинает происходить все быстрее. Это происходит с течением времени при низких или высоких температурах. Так вот, насколько этот процесс растянется во времени — это и есть способность металла к жаропрочности. Коррозионная стойкость — способность металла противостоять разрушению (дислокационной ползучести) не только с течением времени и при криогенных и высоких температурах, но еще и в агрессивных средах, т. е. при взаимодействии с веществами активно вступающих в реакцию с одним или несколькими компонентных элементов. Разделяют 2 типа коррозии: химическая — окисление металла в таких средах, как газовая, водная, воздушная; электрохимическая — растворение металла в кислотных средах, имеющих положительно или отрицательно заряженные ионы. При разности потенциалов между металлом и электролитом, происходит неизбежная поляризация, приводящая к частичному взаимодействию двух веществ. Холодостойкость — способность сохранять структуру при криогенных температурах с течением длительного времени. Из-за искажения кристаллической решетки структура стали холодостойкой способна принимать строение присущее обычным малолегированным сталям, но уже при очень низких температурах. Но этим сталям присущ один недостаток — иметь полноценные свойства они могут только при минусовых температурных значениях, t — ≥ 0 для них недопустимы. Методы получения аустенита Аустенит — это структура металла, которая в малолегированных марках возникает в диапазоне температур 550-743 ºC. Как можно сохранить эту структуру и, соответственно, свойства за границами этих t? — Ответ: методом легирования. При наполнении решетки аустенита атомами других элементов, образуются структурные искажения, а процесс восстановления ОЦК–решетки (естественное строение при нормальных температурах) сдвигается на сотни градусов. Как эти свойства проявляются и в каком состоянии, зависит от добавочных т. е. легирующих элементов и термической обработки детали, которую она может дополнительно получать. Причем влияют не только элементы, но их соотношение, так аустенитная сталь подразделяется на: хромомарганцевую и хромникельмарганцевую (07Х21Г7AН5, 10X14AГ15, 10X14Г14H4T); хромоникелевую (08Х18Н12Б, 03Х18Н11, 08X18H10T, 06X18Н11, 12X18H10T, 08X18H10; высококремнистую (02Х8Н22С6, 15Х18Н12C4Т10); хромоникельмолибденовую (03Х21Н21М4ГБ, 08Х17Н15М3Т, 08X17Н13M2T, 03X16H15M3, 10Х17Н13М3Т). Химические элементы и их влияние на аустенит Пособников у аустенита немного, использоваться они могут как совместно, так и частично, в зависимости от того какие свойства нужно получить: Хром — при его содержании более 13 % на поверхности образует оксидную пленку, толщиной 2-3 атома, которая исключает коррозию. В аустените хром находится свободном состоянии, при условии минимального содержания углерода, так как тот сразу образует карбид Cr23C6, что приводит к сегрегации хрома и обедняет большие участки матрицы, делая ее доступной для окисления, сам карбид Cr23C6 способствует межкристаллитной коррозии аустенита. Углерод (максимальное его значение не более 10 %). Углерод в аустените находится в соединенном состоянии, основная его задача — образование карбидов, которые обладают предельной прочностью. Никель — основной элемент, который стабилизирует желаемую структуру. Достаточно содержание 9-12 %, чтобы перевести сталь в аустенитный класс. Измельчает и сдерживает рост зерна, что обеспечивает высокую пластичность; Азот заменяет атомы углерода, присутствие которых в сталях электрохимически стойких снижено до 0,02 %; Бор — уже в тысячных процентах увеличивает пластичность, в аустените, измельчая его зерно; Кремний и марганец не указываются как основные легирующие элементы в маркировке, но они являются основными или обязательными легирующими элементами аустенита, которые придают прочность и стабилизируют структуру. Титан и ниобий — при температуре выше 700 °С карбид хрома распадается и образуется стойкий TiC и NiC, который не вызывает межкристаллитную коррозию, но их использование не всегда оправданно холодостойких сталях, т.к. оно повышает границу распада аустенита. Читайте также Сталь о9г2с характеристики Термическая обработка Аустенит подвергают обработке только по необходимости. Основные операции это высокотемпературный отжиг (1100-1200 °С в течение 0,5-2,5 часа) при котором устраняется хрупкость. Далее закалка с охлаждением в масле или на воздухе. Аустенитную сталь, легированную алюминием, подвергают двойной закалке и двойной нормализации: при t 1200 °С; при t 1100 °C. Механическая окончательная обработка проводится до закалки, но после отжига. Изделия из аустнитных сталей Полуфабрикаты, в которых поставляется сталь, представляет собой: Листы, толщиной 4-50 мм с гарантированным химическим составом и механическими свойствами. Поковки. Ввиду сложной обработки этих сталей методом сварки, изготовление некоторых деталей представляет собой получение практически готовых изделий уже на этапе литья. Это роторы, диски, турбины, трубы двигателей. Методы соединения аустенита: Припой – очень сильно ограничивает использование металла при t более 250 °С; Сваривание – возможно в защитной атмосфере (газовой, флюсовой), при последующей термической обработке. Механическое соединение – болты и другие крепежные элементы, изготовленные из аналогичного материала. Аустенитные стали одни из самых дорогих технических сталей, использование которых ограничивается узкой специализацией оборудования. Источник: https://prompriem.ru/stati/austenit.html Виды нержавейки http://varimtut.ru/wp-content/uploads/2019/08/b9d85c6a8658acd0278defdcb21b0afe-333x250.jpg Сколько видов нержавеющей стали существует? Как понять какой именно вид подходит для изготовления изделий из нержавейки? В этой статье мы дадим исчерпывающие ответы на эти и другие вопросы. Нержавеющие стали устойчивы к коррозии благодаря полностью покрывающей поверхность оксидной пленке, богатой хромом и никелем. Легированные стали, содержащие менее 8% добавок, имеют показатели коррозионной стойкости, близкие к обычной углеродистой стали. Низколегированные стали, содержащие около 8% легирующих добавок, являются ферритными или аустенитными и обладают хорошими физико-механическими свойствами. Они магнитны и относительно легко подвергаются механической обработке. Эти типы стали стоит скорее причислить к слабокоррозийным, чем к нержавеющим, поскольку они склонны подвергаться точечной коррозии и покрываться пятнами. Ферритная нержавеющая сталь. Марки коррозионностойкой ферритной нержавеющей стали известны как серия 400. Марки с номерами от 403 до 420 обычно содержат от 11 до 14% хрома. Более устойчивые к коррозии марки с номерами между 430 (аналог по ГОСТ 08х17) и 440 содержат от 15 до 18% хрома. Эти марки нержавеющей стали не содержат никель в качестве легирующего элемента. Марка стали 630 содержит от 3 до 5% никеля и от 3 до 5% хрома; присутствие этих добавок делает материал хорошо поддающимся обработке и снижает выделение вторичных фаз. Этот материал хорошо противостоит коррозии в различных средах. По антикоррозийным свойствам он близок к марке 304 (аналог 08Х18Н10 по Российскому ГОСТ). Аустенитная нержавеющая сталь. С повышением содержания легирующих добавок (в основном никеля) стали становятся более аустенитными и теряют магнитные свойства. Повышенное содержание легирующих добавок приводит к улучшению коррозионной стойкости, в особенности это касается точечной и щелевой коррозии. Поверхностная пленка крепка и содержит мало железа (или не содержит вообще). Для того чтобы удалить с поверхности остаточное железо и сделать поверхностную пленку значительно более равномерной и устойчивой к местной коррозии, может использоваться пассивирование. При дальнейшем повышении содержания легирующих добавок появляются так называемые дуплексные нержавеющие стали, которые обладают еще большей химической устойчивостью. Увеличение содержания легирующих элементов всегда влечет за собой увеличение стоимости материала. Тем не менее, прочность стали возрастает, а некоторые потери можно частично восполнить, уменьшая толщину и площадь сечения. Распространенные марки аустенитной нержавеющей стали – это 301, 303, 304, 316, 317, 321, 314 (по возрастанию содержания добавок). Там, где требуется низкий уровень коррозионной устойчивости (в определенной степени приемлема точечная коррозия и пятна ржавчины), в качестве недорогого (не аустенитного) варианта можно рассмотреть марку 3CR12. Марка стали 301 содержит чуть меньше хрома (16-18%) и меньше никеля (6-8%), чем 304, хотя эти две марки могут совпадать по свойствам: сталь 301 хорошего качества эквивалентна стали 304 плохого качества. В зависимости от степени холодной обработки, марку 301 можно отличить от 304 по слабым магнетическим свойствам. Разновидностями марки 301 являются 301L и 301LN. Марка 301L имеет низкое содержание углерода, за счет чего более пластична, в то время как 301LN – это разновидность с меньшим содержанием азота, которая проще нагартовывается. Она также имеет более высокий числовой эквивалент стойкости к точечной коррозии (PREN), чем обычная сталь 301. Марка 304 – это «классическая» нержавеющая сталь 18/8. Она обычно содержит 17,5-20% хрома и от 8 до 11% никеля. Как правило, она не магнитна. Преимущество этой марки состоит в том, что ее легко подвергать глубокой вытяжке при изготовлении раковин из нержавейки, кастрюль и других промышленных товаров изготавливаемых методом штампования. Она прекрасно противостоит коррозии в различных атмосферных средах, однако она довольно чувствительна к точечной и щелевой коррозии в теплых хлоридсодержащих средах и в силу этого не должна использоваться в морских условиях или в пищевой промышленности, где применяются хлоридсодержащие чистящие реагенты. Также следует избегать контактов с биологическими жидкостями. Стали 321(12х18н10т) и 347 – это модификации марки 304, в которые был добавлен титан или ниобий для снижения чувствительности материала к выделению карбидов, возникающему в результате нагревания при сварке и приводящему к межкристаллитной коррозии. Сталь 316 (аналог 08Х17Н13М2) – наиболее устойчивая к коррозии из распространенных марок нержавеющей стали. Она содержит от 16 до 18,5% хрома, от 10 до 14% никеля и от 2 до 3% молибдена. Это предпочтительный материал для тех случаев, когда требуется высокий уровень устойчивости к точечной и щелевой коррозии в хлоридсодержащих средах. Она часто используется в транспорте и строительстве благодаря внешнему виду поверхности, хотя воздействие теплых хлоридсодержащих сред, тем не менее, может привести к появлению неприглядных ржавых пятен и эстетически нежелательных питтингов. Сталь марки 314 – это аустенитная нержавеющая сталь с содержанием 23-26% хрома и от 19 до 22% никеля. Она прекрасно сопротивляется коррозии и не имеет таких проблем со сваркой, как дуплексные стали. Дуплексные нержавеющие стали. В качестве исключительно устойчивого к коррозии материала необходимо выбирать дуплексные нержавеющие стали. Дуплексные нержавеющие стали имеют смешанную микроструктуру феррита и аустенита. По этой причине их свойства сходны и с ферритными и с аустенитными сталями. Они чрезвычайно устойчивы к коррозии. Высока степень устойчивости как к точечной, так и к щелевой коррозии. Их недостаток заключается в сложности сварки. Существует два типа дуплексных сталей, известные как первое поколение и второе поколение. Улучшенные стали второго поколения содержат больше азота и значительно более устойчивы к точечной коррозии. Их отличие от супердуплексных нержавеющих сталей состоит в том, что их числовой эквивалент стойкости к точечной коррозии (PREN) меньше 40, в то время как супердуплексные стали имеют показатель PREN больше 40. Эти типы стали известны под такими наименованиями, как SAF 2507, Ferralium SD40 и Zeron 100. Супердуплексные сплавы используются как в высшей степени устойчивый к коррозии металл. Дуплексные нержавеющие стали содержат от 19 до 24% хрома и от 3 до 5% никеля. Супердуплексные нержавеющие стали содержат от 24 до 27% хрома и от 6 до 8% никеля, также они, как правило, имеют повышенное содержание азота – от 0,2 до 0,35%. Вы можете заказать изготовление изделий из нержавеющей стали в компании «Строй Металл». Для этого напишите заявку на электронный адрес или позвоните по телефону (812) 309-00-16. Читайте так же: Определение стоимости изготовления металлоизделий Способы уменьшения стоимости изготовления изделия из металла. Виды декоративной нержавеющей стали Источник: http://stroy-metall.ru/stati/vidy-nerzhavejki Рубрикиhttp://varimtut.ru/magnitnye-svoystva-austenitnyh-staley/ Навигация запи
-
ZAMAK (русский аналог: ЦАМ) – это семейство литейных цинковых сплавов, предназначенных для литья под давлением. Название сплавов представляет собой немецкую аббревиатуру, образованную из первых букв названий легирующих металлов сплава: Zink (цинк) + Aluminium (алюминий) + Magnesium (магний) + Kupfer (медь). Русское название аналогичных материалов (ЦАМ) составлено из первых букв русских названий легирующих элементов: цинк + алюминий + медь. Наиболее ходовые в наши дни сплавы ZAMAK марок ZL0400, ZL0410 и ZL0430 были разработаны в 1930-е годы одновременно с изобретением технологии литья цинка под давлением. С тех пор их состав почти не изменился. Все сплавы этого семейства содержат 4 % алюминия. Другими легирующими элементами являются медь (1-3 %) и магний (0,035-0,06 %). Для специальных целей, таких как сверхтонкостенное литьё или производство отливок с особыми свойствами поверхности, в последние годы были разработаны новые сплавы для литья под давлением (например, Superloy®). В настоящее время более 95 % цинковых сплавов перерабатывается методом литья под давлением с горячей камерой прессования. В отличие от литья под давлением с холодной камерой прессования, при этой технологии пресс-поршень и камера прессования, образующие механизм впрыска расплава, погружаются в плавильный тигель с жидким металлом. Однако такой способ литья пригоден лишь для сплавов, имеющих низкую температуру плавления. Другие известные технологии (центробежное литьё, литьё в кокиль и в песчаные формы, литьё под давлением с холодной камерой прессования) применяются редко. До 1997 года применительно к сплавам ZAMAK в каждом государстве ЕС действовали соответствующие национальные стандарты. Так, в Германии в отношении них силу имел стандарт DIN 1743 (часть 1: «Цинковые сплавы», часть 2: «Цинковые отливки, получаемые методом литья под давлением»). Однако после вступления в силу европейских стандартов EN 1774 («Цинковые сплавы») и EN 12844 («Цинковые отливки, получаемые методом литья под давлением») различия в маркировке цинковых сплавов и их химических составах были упрощены и унифицированы. Наиболее распространенными марками сплавов ZAMAK являются: 1) ZL0400 / ZL3 / ZnAl4 – цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al и 0,035–0,06 % Mg. (Другие обозначения для этой марки: – для сплавов: Z400, Zamak 3, AG 40A, Z33521, Z33520 – для отливок: ZP3, ZP0400, Zamak 3, ZnAl4, AG 40A.) 2) ZL0410 / ZL5 / ZnAl4Cu1 – тоже цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al; 0,7-1,1 % Cu и 0,035-0,06 % Mg. (Другие обозначения для данной марки: – для сплавов: Z410, Zamak 5, AG 41A, Z35530, Z35531 – для отливок: ZP5, ZP0410, Zamak 5, ZnAl4, AG 41A.) 3) ZL0430 / ZL2 / ZnAl4Cu3 – также цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al; 2,7-3,3 % Cu и 0,035-0,06 % Mg. (Другие обозначения марки: – для сплавов: Z430, Zamak 2, AG 43A, Z35540, Z35541 – для отливок: ZP2, ZP0430, Zamak 2, ZnAl4Cu3, AG 43A.) Эластичность сплавов ZAMAK обеспечивает возможность изготовления тонких и тонкостенных деталей с толщиной стенок даже меньше 1 мм. Цинковые сплавы тверже алюминиевых и магниевых и сравнимы по твердости с латунью. Чем выше содержание меди в сплаве ZAMAK, тем он тверже. Эта закономерность используется при изготовлении деталей, предназначенных для работы при крайне неблагоприятных нагрузках. Цинковые сплавы для литья под давлением очень хорошо поддаются механической обработке, что обеспечивает высокое качество готовых изделий. Данный сплав применяется в промышленности менее века и при этом успешно конкурирует с более «старыми» материалами, такими как латунь и алюминий. Физические и механические свойства сплавов ZAMAK позволяют изготавливать изделия с точностью до одной сотой миллиметра. По ударной вязкости при нормальной температуре сплавы данного семейства значительно превосходят алюминиевые и магниевые. Даже при очень низких температурах (около –40 ° C) ZAMAK ведет себя лучше алюминиевого сплава. По силе натяжения цинковые сплавы не менее чем в 4 раза превосходят пластмассы. Хорошая электрическая и теплопроводность материала делает его идеальным для изготовления радиаторов охлаждения, волноводов и экранирующих оплеток электрических кабелей. Сплавы ZAMAK находят широчайшее промышленное применение: из них изготавливаются детали строительных конструкций и электронные элементы, оконные рамы, мебельные и автомобильные компоненты. http://slesario.ru/metalli/splavi-zamak-tsam.html
-
Условные изображения и обозначения швов сварных соединений ГОСТ 2,312-72 СВАРКА МЕТАЛЛА.Термины и определения основных понятий ГОСТ 2601-84 http://docs.cntd.ru/document/1200004380 Выдержка из ГОСТа - 57. Сварное соединение Неразъемное соединение, выполненное сваркой D. Schweissverbindung Е . Welded joint F. Joint soudé; Assemblage soudé; Soudure 58. Стыковое соединение Сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями http://text.gosthelp.ru/images/text/2791.files/image004.gif D. Stumpfstoss; Stumptschweissverbindung Е . Butt joint F. Assemblage en bout; Joint en bout 59. Угловое соединение Сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев http://text.gosthelp.ru/images/text/2791.files/image006.gif D. Eckstoss; Eckverbindung Е . Corner joint; Fillet weld F. Joint d’angle; Soudure en corniche 60. Нахлесточное соединение Сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга http://text.gosthelp.ru/images/text/2791.files/image008.gif D. Überlappstoss; Überlappverbindung Е . Lap joint; Overlap joint F. Assemblge à recouvrement; Joint a recouvrement 61. Тавровое соединение Сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента http://text.gosthelp.ru/images/text/2791.files/image010.gif Ндп. Соединение впритык D. T-Stoss; T-Verbindung E. Tee joint; T-joint F. Assemblage en T; Joint en T 62. Торцовое соединение Сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу http://text.gosthelp.ru/images/text/2791.files/image012.gif Ндп. Боковое соединение D. Stirnstoss E. Edge joint; Flange joint F. Joint des plaques juxtaposées; Joint à bords relevées 63. Сварная конструкция Металлическая конструкция, изготовленная сваркой отдельных деталей D. Schweisskonstruktion Е . Welded structure F. Construction soudée 64. Сварной узел Часть конструкции, в которой сварены примыкающие друг к другу элементы D. Schweissteil; Schweisseinheit Е . Welded assembly F. Ensemble soudé; Assemblage soude. 65. Сварной шов Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации Шов D. Schweissnaht E. Weld F. Soudure 66. Стыковой шов Сварной шов стыкового соединения D. Stumpfnaht; Slossnalit Е . Butt weld F. Soudure en bout; Soudure bout à bout 67. Угловой шов Сварной шов углового, нахлесточного или таврового соединений D. Kehlnaht Е . Fillet weld F. Soudure d’angle 68. Точечный шов Сварной шов, в котором связь между сваренными частями осуществляется сварными точками D. Punktschweissung Е . Spot weld F. Soudure par points 69. Сварная точка Элемент точечного шва, представляющий собой в плане круг или эллипс D. Schwelsspunkt Е . Weld spot; Weld point F. Point de soudure; Point soudé 70. Ядро точки Зона сварной точки, металл которой подвергался расплавлению D. Schweisslinse Е . Weld nugget; Spot weld nugget F. Noyau de soudure; Lentille de soudure 71. Непрерывный шов Сварной шов без промежутков по длине Ндп. Сплошной шов D. Durchlauiende Naht Е . Continuous weld; Uninterrupted weld F. Soudure continue 72. Прерывистый шов Сварной шов с промежутками по длине D. Unterbrochene Naht Е . Interrupted weld; Intermittent weld F. Soudure discontinue; Soudure intermittente 73. Цепной прерывистый шов Двухсторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого http://text.gosthelp.ru/images/text/2791.files/image014.gif Цепной шов D. Symmetrisch unterbrochene Naht Е . Chain intermittent weld; Chain intermittent fillet weld F. Soudure discontinue symmétrique 74. Шахматный прерывистый шов Двухсторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны http://text.gosthelp.ru/images/text/2791.files/image016.gif Шахматный шов D. Unterbrochene versetzte Naht Е . Staggered intermittent weld F. Soudure discontinue alternée 75. Многослойный шов - D. Mehrlagennaht Е . Multi-run weld; Multi-pass weld F. Soudure en plusieurs passes; Soudure à couches multiples; Soudure à plusieurs couches 76. Подварочный шов Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва D. Gegennaht Е . Sealing bead F. Cordon support; Cordon à l’envers 77. Прихватка Короткий сварной шов для фиксации взаимного расположения подлежащих сварке деталей D. Heftnaht Е . Tack weld F. Soudure de pointage 78. Монтажный шов Сварной шов, выполняемый при монтаже конструкции D. Baustellenschweissnaht; Montageschweissungs Е . Site weld F. Soudure de montage 79. Валик Металл сварного шва, наплавленный или переплавленный за один проход D. Schweissraupe Е . Weld bead; Bead F . Cordon 80. Слой сварного шва Часть металла сварного шва, которая состоит из одного или нескольких валиков, располагающихся на одном уровне поперечного сечения шва Слой D. Lage Е . Layer F . Couche 81. Корень шва Часть сварного шва, наиболее удаленная от его лицевой поверхности http://text.gosthelp.ru/images/text/2791.files/image018.gif D. Nahtwurzcl; Wurzel Е . Weld root F. Racine de la soudure 82. Выпуклость сварного шва Выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линии границы сварного шва с основным металлом и поверхностью сварного шва, измеренным в месте наибольшей выпуклости http://text.gosthelp.ru/images/text/2791.files/image020.gif Выпуклость шва Ндп. Усиление шва D. Nahtüberhöhung Е . Weld reiniorcemcnt; Weld convexity F.Surépaisseur de la soudure 83. Вогнутость углового шва Вогнутость, определяемая расстоянием между плоскостью, проходящей через видимые линии границы углового шва с основным металлом и поверхностью шва, измеренным в месте наибольшей вогнутости http://text.gosthelp.ru/images/text/2791.files/image022.gif Вогнутость шва Ндп. Ослабление шва D. Konkavität der Kehlnaht Е . Fillet weld concavity F. Concavité de la soudure 84. Толщина углового шва Наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла http://text.gosthelp.ru/images/text/2791.files/image024.gif D. Nahthöhe; Kehlnahtdicke Е . Fillet weld throat thickness F. Epaisseur à clin; Epaisseur d’une soudure en angle 85. Расчетная высота углового шва Длина перпендикуляра, опущенного из точки максимального проплавления в месте сопряжения свариваемых частей на гипотенузу наибольшего вписанного во внешнюю часть углового шва прямоугольного треугольника http://text.gosthelp.ru/images/text/2791.files/image026.gif Расчетная высота шва D. Rechnerische Nahtdicke Е . Desipn throat thickness F. Epaisseur nominale de la soudure 86. Катет углового шва Кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части http://text.gosthelp.ru/images/text/2791.files/image028.gif Катет шва D . Schenkell ä ng у; Nahtschenkel Е . Fillet weld leg F. Côte de la soudure d’angle 87. Ширина сварного шва Расстояние между видимыми линиями сплавления на лицевой стороне сварного шва при сварке плавлением Ширина шва D . Nahtbreite Е . Weld width F. Largeur de la soudure 88. Коэффициент формы сварного шва Коэффициент, выражаемый отношением ширины стыкового или углового шва к его толщине Коэффициент формы шва D. Nahtiormfaktor Е . Weld shape factor; Weld geometry factor F. Facteur géométrique de la soudure 89. Механическая неоднородность сварного соединения Различие механических свойств отдельных участков сварного соединения Механическая неоднородность D . Mechanische Inhoniogenit ä t Е . Mechanical heterogeneity F. Hétérogénéité mécanique 90. Мягкая прослойка сварного соединения Участок сварного соединения, в котором металл имеет пониженные показатели твердости и (или) прочности по сравнению с металлом соседних участков Мягкая прослойка D. Weiche Zwischenlage Е . Soft interlayer F. Couche intermédière douce 91. Твердая прослойка сварного соединения Участок сварного соединения, в котором металл имеет повышенные показатели твердости и (или) прочности по сравнению с металлом соседних участков Твердая прослойка D. Harte Zwischenlage Е . Hard interlayer F. Couche intermédière dure 92. Разупрочненный участок сварного соединения Участок зоны термического влияния, в котором произошло снижение прочности основного металла Разупрочненный участок D. Infestigte Zone E. Weakened zone F. Zone affaibliu 93. Контактное упрочнение мягкой прослойки Повышение сопротивления деформированию мягкой прослойки сварного соединения за счет сдерживания ее деформаций соседними более прочными его частями Контактное упрочнение D. Lokale Verfestigung Е . Local strengthening F. Raffermissement locale ТЕХНОЛОГИЯ СВАРКИ 94. Направление сварки Направление движения источника тепла вдоль продольной оси сварного соединения D. Schweissrichtung Е . Direction of welding F. Sens de la soudure; Direction de la soudure 95. Обратноступенчатая сварка Сварка, при которой сварной шов выполняется следующими один за другим участками в направлении, обратном общему приращению длины шва http://text.gosthelp.ru/images/text/2791.files/image030.gif D. Pilgerschrittschweissen Е . Back-step sequence; Back-step welding; Step-back welding F. Soudage à pas de pélerin 96. Сварка блоками Обратноступенчатая сварка, при которой многослойный шов выполняют отдельными участками с полным заполнением каждого из них http://text.gosthelp.ru/images/text/2791.files/image032.gif D. Absatzweises Mehrlagenschweissen Е . Block sequence F. Soudage par blocs successifs 97. Сварка каскадом Сварка, при которой каждый последующий участок многослойного шва перекрывает весь предыдущий участок или его часть http://text.gosthelp.ru/images/text/2791.files/image034.gif D. Kaskadenschweissung Е . Cascade welding F. Soudage en cascade 98. Проход при сварке Однократное перемещение в одном направлении источника тепла при сварке и (или) наплавке Проход D. Schweissgang Е . Pass; Run F . Passe 99. Сварка напроход Сварка, при которой направление сварки неизменно D. Einrichtungschweissen Е . One direction welding F. Soudage dans un sens 100. Сварка вразброс Сварка, при которой сварной шов выполняется участками, расположенными в разных местах по его длине D. Absatzweises Schweissen E. Skip welding F. Soudage fractionné 101. Сварка сверху вниз Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается сверху вниз D. Fallnahlschweissen; Abwärtsschweissen E. Downhill welding F. Soudage descendant 102. Сварка снизу вверх Сварка плавлением в вертикальном положении, при которой сварочная ванна перемещается снизу вверх D. Aufwärtsschweissen E. Uphill welding F. Soudage montant; Soudage ascendant 103. Сварка на спуск Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается сверху вниз D. Bergabschweissen E. Downward welding (in the inclined position) F. Soudage descendant (en position inclinée) 104. Сварка на подъем Сварка плавлением в наклонном положении, при которой сварочная ванна перемещается снизу вверх D. Schrägaufwärtsschweissen Bergautschweissen E. Upward welding (in the inclined position) F. Soudade montant (en position inclinée ) 105. Сварка углом вперед Дуговая сварка, при которой электрод наклонен под острым углом к направлению сварки D. Schweissen mit stechendcr Brennerstellung E. Welding with electrode inclined under acute angle F. Soudage avec électrode inclinése en avant 106. Сварка углом назад Дуговая сварка, при которой электрод наклонен под тупым углом к направлению сварки D. Schweissen mit schleppen der Brennersteilung E. Welding with electrode in dined under obtuse angle F. Soudage avec électrode inclinése en arriére 107. Сварка па весу Односторонняя спарка со сквозным проплавлением кромок без использования подкла https://internet-law.ru/gosts/gost/851/ Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением. Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры. Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом. Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной. Содержание: [скрыть] 1 Виды сварочных швов2 Разбираем квадраты №2 и 3, виды швов по ГОСТам3 Квадрат №4, способы сварки4 Квадрат №5, размеры шваВиды сварочных швов Виды сварных соединений.Сначала ЕСКД – это Единая Система Конструкторской Документации, если проще – комплекс всевозможных стандартов, согласно которым должны выполняться все современные технические чертежи, в том числе документация по сварочным работам. В составе этой системы есть несколько стандартов, которые нас интересуют: ГОСТ 2.312-72 под названием «Условные изображения и обозначения швов сварных соединений». ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные», в котором исчерпывающе описаны все возможные виды и обозначения сварных швов. ГОСТ 14771-76 “Швы сварных соединений, сварка в защитных газах”.Чтобы разобраться с условными обозначениями сварочных способов в инженерных чертежах, нужно разобраться и с их видами. Предлагаем взглянуть на пример обозначения сварного шва на чертеже: Выглядит громоздко и устрашающе. Но мы не будем нервничать и не спеша во всем разберемся. В это длинной аббревиатуре есть четкая логика, начнем двигаться по этапам. Разобьем этого монстра на девять составных частей: Теперь эти же составные элементы по квадратам: Квадрат 1 – вспомогательные знаки для обозначения: замкнутая линия или монтажное соединение.Квадрат 2 – стандарт, по которому приведены условные обозначения.Квадрат 3 – обозначение буквой и цифрой типа соединения с его конструктивными элементами.Квадрат 4 – способ сварки согласно стандарту.Квадрат 5 – тип и размеры конструктивных элементов по стандарту.Квадрат 6 – характеристика в виде длины непрерывного участка.Квадрат 7 – характеристика соединения, вспомогательный знак.Квадрат 8 – вспомогательный знак для описания соединения или его элементов.А теперь разберём в деталях каждый элемент нашей длинной аббревиатуры. В квадрате №1 находится кружок – одна из дополнительных характеристик, символ кругового соединения. Альтернативным символом является флажок, обозначающий монтажный вариант вместо кругового. Или под полкой, если это шов невидимый и расположен с обратной стороны, т.е. с изнанки. Что считать лицевой стороной, а что изнанкой? Лицевая сторона одностороннего соединения – всегда та, с которой производится работа, это просто. А вот в двустороннем варианте с несимметричными кромками лицевой стороной будет та, где идет сварка основного соединения. А если кромки симметричные лицевой и изнанкой могут любые стороны. Специальная односторонняя стрелка показывает шовную линию. С этой стрелкой связана еще одна специфическая особенность сварочных чертежей. У этой стрелки с односторонним оперением есть симпатичная особенность под названием «полка». Полка играет роль настоящей полки – все условные обозначения могут располагаться на полке, если указано видимое соединение. А вот самые популярные вспомогательные знаки, используемые в чертежах со сваркой: Разбираем квадраты №2 и 3, виды швов по ГОСТам Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке. Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.Пример чертежа сварных швов по ГОСТ.Виды сварочных соединений следующие: С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам. Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями. Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты. У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу. О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки. Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам: Варианты изображения сварных швов на чертежах.Соединения ручного дугового способа по ГОСТу 5264-80: С1 – С40 стыковыеТ1 – Т9 тавровыеН1 – Н2 нахлесточныеУ1 – У10 угловыеСоединения сварки в защитных газах по ГОСТу 14771-76: С1 – С27 стыковыеТ1 – Т10 тавровыеН1 – Н4 нахлесточныеУ1 – У10 угловыеВ нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте. Квадрат №4, способы сваркиКак обозначаются различные виды швов.Также в стандартах присутствуют обозначения способов сварки, вот примеры самых распространенных из них: A – автоматическая под флюсом без подушек и подкладок;Aф – автоматическая под флюсом на подушке;ИH – в инертном газе вольфрамовым электродом без присадки;ИHп – способ в инертном газе с вольфрамовым электродом, но уже с присадкой;ИП – способ в инертном газе с плавящимся электродом;УП – то же самое, но в углекислом газе.У нас в квадрате №4 указано обозначение сварки УП – это способ в углекислом газе с плавящимся электродом. Квадрат №5, размеры шва Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести. Классификация сварных швов.Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм. Дополнительно соединения бывают: SS односторонними, для которых дуга или электрод передвигаются с одной стороны.BS двусторонними, источник плавления передвигается с обеих сторон.В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям. Согласно этому стандарту швы подразделяются на: Видимые, которые изображаются сплошной линией.Невидимые, обозначаемые на чертежах пунктирной линией.Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст: Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки. https://tutsvarka.ru/vidy/oboznachenie-svarki-na-chertezhah-po-gost Условные обозначения сварных швовГОСТ 2.312-72 устанавливает условные изображения и обозначения на чертежах швов сварных соединений. В случае необходимости показать форму и размеры сварного шва (например, нестандартного шва) поперечное сечение шва выполняется в соответствии с рис. 4. Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва сплошными тонкими линиями. Штриховка свариваемых деталей выполняется в разные стороны. При необходимости на чертеже указываются размеры конструктивных элементов швов (рис. 4, а). Сварные швы делятся на однопроходные и многопроходные в зависимости от числа проходов сварочной дуги. На изображении сечения многопроходного шва допускается наносить контуры отдельных проходов, обозначая их прописными буквами кириллицы (например, А, Б, В на рис. 4, б). Читайте также: Шнек: понятие, виды, изготовление, применениеНезависимо от способа сварки видимый шов изображается условно сплошной основной линией, а невидимый – штриховой линией (рис. 4, в). От изображения шва проводят линию-выноску, заканчивающуюся односторонней стрелкой. *** Стандартные сварные швыВ сварочном производстве применяют, как правило, стандартные сварные швы, параметры которых определяются соответствующими стандартами. Наиболее часто на чертежах приходится наносить подробное обозначение сварки деталей из углеродистых сталей с применением швов, выполняемых автоматической дуговой сваркой, поскольку при использовании ручной сварки соблюсти требования стандартов очень сложно. Поэтому ручная сварка в промышленном машиностроении используется редко. Типы сварных швов определяет ГОСТ 5264-80. Сварные соединения из алюминия и алюминиевых сплавов выполняются швами по ГОСТ 14806-80. Кроме того, существует еще ряд стандартов, определяющих типы и конструктивные элементы швов иных сварных соединений, а также способы их сварки. Каждый стандартный шов имеет буквенно-цифровое обозначение, полностью определяющее конструктивные элементы шва. Буквенная часть обозначения определяется видом сварного соединения. Различают следующие виды сварных соединений: Стыковое соединение (С) – свариваемые детали соединяются своими торцовыми поверхностями (рис. 5, а).Угловое соединение (У) – свариваемые детали расположены под углом и соединяются по кромкам (рис. 5, б).Тавровое соединение (Т) – торец одной детали соединяется с боковой поверхностью другой детали (рис. 5, в).Соединение внахлестку (Н) – поверхности соединяемых деталей частично перекрывают друг друга (рис. 5, г).Между кромками свариваемых деталей предусматривается зазор величиной 0…5 мм. В зависимости от требований, предъявляемых к сварному соединению, кромки свариваемых деталей подготавливаются по-разному. Сварка может выполняться во всех четырех видах сварного соединения без скоса кромок (С2) и со скосом одной или двух кромок (С5, Т9). Скосы могут быть симметричными и ассиметричными, прямолинейными и криволинейными. По расположению швы делятся на односторонние и двухсторонние. Шов выполняется сплошным (рис. 6, а и б) или прерывистым (рис. 6, в и г), характеризуемым длиной l провариваемых участков, которые расположены с определенным шагом t. Двухсторонние прерывистые швы выполняются с цепным или шахматным расположением проваренных участков. Швы сварных соединений могут выполняться усиленными (рис. 7). Усиление (выпуклость) шва определяется величиной q. Некоторые типы швов (отдельные швы тавровых, нахлесточных и угловых соединений) характеризуются величиной К (рис. 7, а), называемой катетом шва. Совокупность всех конструкторских особенностей стандартного шва обозначается цифрой, которая совместно с буквенным обозначением вида сварного соединения определяет буквенно-цифровое обозначение типа шва по соответствующему стандарту, например, С1, С2, С3…, У1, У2, У3…, Т1, Т2, Т3…, Н1, Н2…, (см. рис. 8). *** На изображении сварного шва различают его лицевую и оборотную сторону, при этом лицевой стороной считают ту сторону, с которой производится сварка (рис. 7, а); лицевой стороной двустороннего шва с несимметричной подготовкой (скосом) кромок деталей считают сторону, с которой производится сварка основного шва А (рис. 7, б). При симметричной подготовке кромок двустороннего шва за лицевую сторону можно принять любую сторону шва (рис. 7, в). Каждый шов сварного соединения имеет определенное условное обозначение, которое наносят на чертеже в соответствии с рис. 7: на полке линии-выноски, проведенной от изображения шва с лицевой стороны;под полкой линии-выноски, проведенной от изображения шва с обратной стороны.ГОСТ 2.312-72 устанавливает вспомогательные знаки, входящие в обозначение шва и характеризующие его (табл. 1). Таблица 1. Вспомогательные знаки, характеризующие сварной шов и входящие в его обозначение (выдержка из ГОСТ 2.312-72) Знаки выполняются сплошными тонкими линиями. Знаки (за исключением знака 5) должны быть одинаковой высоты с цифрами, входящими в обозначение шва. Структура условного обозначения стандартного сварного шва (рис. 9): 1. Вспомогательные знаки шва по замкнутой линии ○ и монтажного шва ┐ (см. таблицу 1 и рис. 9). 2. Обозначение стандарта на типы и конструктивные элементы швов сварных соединений. 3. Буквенно-цифровое обозначение шва. 4. Условное обозначение способа сварки (допускается не указывать). 5. Для швов, тип которых характеризуется катетом шва (рис. 8, а), проставляют: знак 1 (табл. 1) и размер катета в миллиметрах. 6. Для прерывистого шва – размер длины провариваемого участка, знак / и знак Z (размер шага). 7. Вспомогательные знаки (усиление шва снять, наплывы, неровности) (см. таблицу 1). 8. Шероховатость механической обработки поверхности шва. В обозначении шва проставляются только те параметры и знаки, которыми характеризуется обозначаемый шов. Учитывая, что условное обозначение стандартного шва дает исчерпывающие сведения о нем, на поперечных сечениях сварных швов подготовка кромок, зазор между ними и контур шва не изображаются, а свариваемые детали штрихуются в разные стороны (см. рис. 5 и 9). На рис. 10 и 11 приведены изображения сварных швов с условными обозначениями, которые расшифровываются с учетом того, что ГОСТ 2.312-72 допускает не указывать способ сварки. На этих рисунках в качестве примера дано условное изображение шва как на лицевой стороне, так и на его обратной стороне. Очевидно, что на рабочих чертежах условное изображение шва должно находится только на одной стороне (предпочтительно на лицевой). Условное изображение шва, изображаемого на рис. 10, расшифровывается следующим образом: 1) ┐ – шов выполняется при монтаже изделия; 2) ГОСТ 5264-80 – шов для сварки деталей из углеродистой стали дуговой сваркой (в условном обозначении шва способ сварки не указан); 3) С18 – стыковой двусторонний шов со скосом двух кромок. Размеры скоса кромок приведены в ГОСТ 5264-80, который устанавливает форму кромок; 4) знаки 7 (табл. 1) указывают, что усиление снято с обеих сторон; 5) шероховатость поверхности шва: с лицевой стороны – Rz20, с обратной стороны – Rz80. На рис. 11, а представлен сварной шов, характеризуемый следующими данными: 1) ○ – шов выполнен по замкнутой линии; 2) ГОСТ 14806-80 – шов для сварки алюминия;3) Т3 – тавровый двусторонний шов без скоса кромок (любая сторона принимается за лицевую); 4) РИНп – сварка ручная дуговая в инертных газах неплавящимся электродом (допускается не указывать); 5) треугольник с цифрой 6 – катет шва 6 мм; 6) длина провариваемого участка 50 мм; 7) шаг 100 мм; Рис. 11, б иллюстрирует изображение и обозначение шва со следующими характеристиками:1) ГОСТ 14806-80 – шов для сварки алюминия;2) Н2 – шов соединения внахлестку без скоса кромок, односторонний, прерывистый. Шов выполняется полуавтоматической сваркой в инертных газах плавящимся электродом (в обозначение сварного шва способ сварки не внесен); 3) треугольник с цифрой 6 – катет шва 6 мм; 4) длина провариваемого участка 100 мм; 5) шаг 200 мм; 6) ﬤ – шов выполняется по незамкнутой линии. *** Упрощения обозначений сварных швовНа рис. 11, в представлено изображение и обозначение сварного шва при сварке полимеров (пластмасс). Параметры шва: 1) ГОСТ 16310-80 – шов сварных соединений из винипласта или полиэтилена; 2) С10 – двусторонний шов стыкового соединения с двумя симметричными скосами одной кромки; ГОСТ 16310-80 устанавливает форму кромок (рис. 11, г), за лицевую сторону можно принять любую сторону шва; 3) НГП – сварка нагретым газом с присадкой (допускается не указывать). При выполнении сварных соединений все швы могут быть одинаковыми. При этом одинаковыми считаются швы, если: — их типы и размеры конструктивных элементов в поперечном сечении одинаковы; — к ним предъявляются одинаковые технические требования; — они имеют одинаковое условное обозначение.Когда на чертеже имеются изображения нескольких одинаковых швов, то условное обозначение шва наносят у одного из них, а от остальных проводят только линии-выноски с полками (рис. 12). Всем одинаковым швам присваивается один порядковый номер. Этот номер наносится: на линии-выноске, имеющей полку с нанесенным условным обозначением шва (перед этим номером допускается указывать число одинаковых швов);на полке линии-выноски, проведенной от изображения шва с лицевой стороны;под полкой линии-выноски, проведенной от изображения шва с обратной стороны (на рис. 12 не показано).Если на чертеже все швы одинаковые и изображены с одной стороны (лицевой или обратной), то им допускается не присваивать порядковые номера. При этом швы, не имеющие обозначения, отмечаются только линиями-выносками без полок (рис. 13). На изображении изделия, имеющего ось симметрии, разрешается отмечать линиями-выносками и обозначать швы только с одной из симметричных частей изображения. Допускается швы сварных соединений на чертежах не отмечать линиями-выносками, а приводить указания по сварке в технических требованиях чертежа. Эти указания должны определять места сварки, способы сварки, типы швов сварных соединений, их конструктивные элементы и расположение. *** Изображение и обозначение нестандартных сварных швовВ ряде случаев применяются нестандартные швы, конструктивные размеры которых не установлены стандартом. Пример изображения и нанесения условного обозначения нестандартного шва представлен на рис. 14. Конструктивные размеры нестандартного шва указываются на его поперечном сечении. Для простейших нестандартных швов сварки плавлением в их условные обозначения записывают: 1. Для прерывистого шва: — размер длины провариваемого участка; — знак 2 или 3 (см. табл. 1); — размер шага; — знаки 4, 5 и 6 (см. табл. 1). Расположение условного обозначения относительно полки-выноски, применение знаков 5 и 6 (см. табл. 1) и обозначение шероховатости поверхности нестандартного шва (при его механической обработке) осуществляется по аналогии со стандартным швом. В технических требованиях необходимо указать способ сварки, которым должен быть выполнен нестандартный шов.На учебных чертежах обозначения стандартных и нестандартных швов можно значительно упростить, указывая только буквенно-цифровое обозначение типа шва, номер стандарта и величину катета.***Заклепочные (клепаные) соединенияhttps://nzmetallspb.ru/tehnologii/oboznachenie-svarnyh-shvov-na-chertezhah-struktura-gosty-primery.html
-
И так, что такое модуль шестерни? Как вычисляется модуль шестерни и чем он обусловлен? На этот вопрос нам помог учебник — Техническое черчение, изданный еще в 1972 году (как ни странно, на просторах современного интернета не так уж и много информации по данному вопросу). Шестерни (на техническом языке — зубчатые колеса) служат для передачи движения от одного элемента машины к другому. Зубчатые колеса в зависимости от характера зацепления (внешнее или внутреннее), взаимного расположения вращающихся валов, способа передачи и т.д. могут быть самой различной конструкции. Наиболее распространенными являются цилиндрические и конические шестерни. http://slotcar-dz.com/wp-content/uploads/2012/01/modul-shesterni-risunok-1-420.jpg Рисунок 1 - Элементы зубчатого колеса (шестерни) И так, из каких же элементов состоит шестерня (зубчатое колесо) изображенная на рисунке 1, а. Основным элементом шестерни является зуб (рисунок 1, б) — выступ определенной формы, предназначенный для передачи движения посредством воздействия на выступ другого элемента зубчатой передачи. Часть зубчатого колеса, в которую не входят зубья, называется телом зубчатого колеса (рисунок 1, в). Часть зубчатого колеса, состоящая из всех его зубьев и некоторой связывающей их части тела колеса, называется зубчатым венцом. Впадиной называется пространство, заключенное между боковыми поверхностями соседних зубьев и поверхностями вершин и оснований впадин (рисунок 1, г). Начальной поверхностью зубчатого колеса (рисунок 1, д) называется соосная поверхность, по которой катится без скольжения такая же поверхность друого колеа, находящегося в зацеплении с первым. Начальная поверхность колеса делит зуб на две части — головку и ножку. На рисунке 1, е показано изображение на чертеже некоторых основных элементов зуба. Проекция поверхности выступв на плоскость, перпендикулярную оси зубчатого колеса, называется окружностью выступов, поверхность впадин — окружностью впадин, поверхность делительной поверхности — делительной окружностью. На этом чертеже обозначены высота зуба — h, головки зуба — h' и ножки зуба - h''. Торцовым шагом t3 называется расстояние по делительной окружности между одноименными профилями смежных зубьев. Диаметр делительной окружности — dд, диаметр окружности выступов — Dе, впадин — Di. Модулем шестерни m называется отношение диаметра делительной окружности к числу зубьев Z: m= dд/Z. Модуль шестерни (зубчатого колеса) можно выразить еще и как отношение торцового шага к числу π: m= tз/π Высота головки зуба нормального зубчатого колеса примерно равна модулю h'=m, а высота ножки h''≈1,25 m. В соответствии с этими соотношениями можно установить следующую зависимость диаметра выступов De от модуля m и числа зубьев Z зубчатого колеса: De = m (z + 2). http://slotcar-dz.com/wp-content/uploads/2012/01/modul-shesterni-risunok-2-300x180.jpg Рисунок 2 - Условное изображение конического зубчатого колеса (шестерни) Для передачи движения между валами, оси которых пересекаются, применяются конические зубчатые колеса. Условное изображение конического зубчатого колеса показано на рисунке 2. В разрезе плоскостью, проходящей через ось колеса, зубья изображаются незаштрихованными. На виде, полученном проецированием на плоскость, перпендикулярную оси колеса, сплошными линиями изображаются окружности, соответствующие большому и малому выступу зубьев и штрих-пунктирной линией — окружность большого основания делительного конуса. У конического зубчатого колеса имеются свои специфические элементы и соответствующие обозначения и размеры, отсутствующие у цилиндрического колеса: Φ — угол делительного конуса; Φе — угол конуса выступов; Φi — угол конуса впадин; L — конусное расстояние; ν — угол внешнего дополнительного конуса. Основные размеры некоррегированных конических зубчатых колес могут быть определены по следующим формулам. Диаметр начальной окружности: dд = m z. Диаметр окружности выступов: Dе = m (z + 2cos Φ). Диаметр окружности впадин: Di = m (z — 2,4cos Φ). Конусное расстояние: L= dд/(2cos Φ) По материалам учебника «Техническое черчение» Авторы: Е.И Годик, В.М. Лысянский, В.Е. Михайленко, А.М. Пономарев. Киев. 1972г Информация взята с сайта: http://slotcar-dz.com/chto-takoe-slotcar/modul-shesterni
-

Напряжение холостого хода, arc force, форсаж дуги.
psi опубликовал тема в Ручная дуговая сварка — ММA
и так начнем с того что все то меня заинтриговало как влияет хх в рдс и плавно перетекло в кучу инфы=) так же скажу что форсаж дуги или arcforce - это не антиприлипание электрода, вернее скорей как уже вытекающий результат, главная функция это жесткость (дросселирование индукция называйте как хотите) проще наверно было видео запилить но не умею я (есть у нас ютюберы, сделайте а=) ), да и откорректировать можно или пояснить моменты. вопрос с к админам можно будет изменять первый пост? так как все дописывать буду. начну с маркировок электродов ГОСТ: Э46-МР3С -Ф-УД на территории бывшего СССР Е 431(3) -РЦ13 ISO: E433R11 международный EN: E38AR12 европа (великобритания) AWS: E6013 американский (популярный щас) DIN: E380RC11 немецкий стандарт а это так поржать, посмотрите как они марку "мр3с" расшифровывают и другие электроды во всех есть сходство кстати и в современном мире надо уметь читать их. так же не по теме есть электроды ESAB OK 48.00 Ф5 так вот опытные сварщики знают что Ф5 и более варят только в нижнем и лодочку, и стандартной маркировке это указано цифрой, но рисунки со стрелками говорят о всех кроме сверху вниз=) в госте нас интересует цифра красного цвета. в остальных, кроме AWS, последняя цифра. у амереканце там сложнее. комбинация двух цифр указывает на тип, толщину и вид электродов по роду и полярности сварочного тока. смотрим циферки и видим ток постоянный обратной полярности (для любителей кабель перекинуть) или переменный 50 вольт + - 5 вольт дальше больше. хх должен быть не меньше 50 вольт для постоянки играет роль только 50 вольт, а вот для переменке эти +-5 вольт. для корректировки жесткости дуги, так как ток имеет синусоиду и постоянно пересекает нулевую отметку. в постоянке этого нет там есть форсаж дуги=) но многие скажут что нет сварочных трансформаторов с регулировкой вольтажа. есть но у нас не нашел, а у амерекосов-трубачей (многие любят именно эту модель) есть=) теперь как пользоваться этим форсажем. конкретных настроек для него нет и не может быть. они индивидуальны. разделим электроды на управляемые и неуправляемые. пример 1 у вас инвертор с регулировкой форсажа. варим трубу не поворот. электроды рутил или рутил-целлюлоз. в основном варят с отрывом. но можно без, для этого форсаж в минус и ток допустим для ok46.00 Ф3 я ставил 60-70 ампер. ванна держится а если вплюс то прям сопли вытекаю. пример 2 у вас инвертор с регулировкой форсажа электроды также ток такой же, но угловое нижнее бывает шлак натекает на ванну и поры шлак в шве... можно добавить ампераж, но тогда чешуя шва будет грубее. пример 3 у вас инвертор с регулировкой форсажа но электроды озл-8. варите и у вас на малых токах дугу как бы забивает металлом электрода (он тягучей) и переносится крупными каплями, форсаж в плюс до того момента пока не начнет разбивать эти капли в столбе дуги. пример 4 у вас инвертор с регулировкой форсажа электроды озч-4 на них шлак перенаправляет дугу. и она не горит куда надо опять форсаж в плюс. кстати про горячий старт вспомнил он нужен не для провара (опять это как второстипенная функция) начала шва, а для исключения порообразования. а именно с основным покрытием. когда варят неповорот трубу то тока занижают 10-15% что не есть хорошо для горения обмазки. толи полевой шпак толи что то еще должно в электрическом столбе разлагаться на ионы и они там удаляют водород из шва.... но это химия и про нее я мало что нашел=) плюсы минусы переменки постоянки переменка нет магнитного дутья, регулировка частоты и формы волны. одинаковое тепловложение (баланс) на изделие и электрод, что есть лучше в разных пространственных положениях постоянка возможность сварки основным покрытием, без добавок как у нас (за бугром не любят его, не умеют наверно=) ). что есть положительно к удалению водорода и сварки холодоустойчивых сталей. но если к переменке приделать цифровое управление то получается она более тонкая настройка. на ней баланс можно менять, форму волны менять, частоту менять, временный баланс менять, пульс еще приделать можно=) пример 5 у вас инвертор с регулировкой форсажа плюс электроды рутил-целлюлоз или целлюлоз, форсаж в плюс чтобы при сварки сверху вниз разносил шлак и он не затекал на дугу если разбираться в расшифровке электродов, то как многие привыкли принимать, марка электродов что есть "мр3" "уони" и т.д. не является показателем вольтамперной характеристикой и типом покрытия, а так же типом электрода (прочностным качествам) расписывать не буду более подробно можно почитать, сравнить и найти различия тут пример 6 всеми известные МР3 они есть МР3С, МР3Р покрытие меняется. пример 7 уони 13/55 уонии 13/55 и такие жу с пристакой У, К и Р. типы разные (прочностные свойства) пример 8 чем отличаются МР3 (стандартный рутил) от УОНИ 13/45. вроде бы не чем кроме обмазки, типы одинаковые (прочностные свойства) оба э46. но есть такая вещь как группа индексов Е 41 2(4) - Б 20 так вот циферка 4 в уони и 3 в мр3. а означает она гарантированные прочностные свойства при -40 (для уони) и -20 для Мр так что кто на севере не варите металлоконструкции, мр в Краснодаре можно=) и отсюда ответ почему в жкх можно мр а в газопроводе нет. так как где вода там полюбому плюс чуть позже (завтра наверно) разберу свою помойку в голове и наверно дополню. если кому что не понятно или есть вопросы. спрашивайте=) мне так проще с ориентироватся будет про что написать
- 400 ответов
-
- 9
-

-
- технологии
- схемы
- (и ещё 4 )
-
Правка. Способы, инструмент для правки 28.06.2019 Комментарии(0)Содержание страницы [Скрыть] 1. Оснастка для правки2. Основные приемы правки металла вручную3. Правка листового металла на вальцах4. Правка закаленных деталей5. Правка прутков и валовДетали и заготовки из полосового, пруткового или листового материала могут быть погнутыми, кривыми, покоробленными или иметь выпучивания, волнистость и т.п. Слесарная операция, называемая правкой, позволяет придать заготовкам или деталям правильную геометрическую форму, в соответствии с требованиями чертежей или функциональным назначением. Правку деталей и заготовок производят в холодном или в нагретом состоянии. В последнем случае допускается стальные заготовки и детали нагревать до температуры 1100–850 °С, а дюралюминиевые – до 470–350 °С. Правка металла может быть ручной и машинной (на правильных валках, прессах и всякого рода приспособлениях). При выборе способа правки учитывают характер материала, размер детали (заготовки) и величину прогиба. 1. Оснастка для правкиРучная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках. Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б). Рис. 1. Правильная плита: а – чугунная; б – стальная Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений. Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность. Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать. Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм. В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м. Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите. Рис. 2. Инструмент для правки металла: а – рихтовальные бабки; б – молоток При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б). Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов – медные, латунные, свинцовые, деревянные. При правке особо тонкого металла пользуются металлическими и деревянными брусками – гладилками. Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла. Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски. 2. Основные приемы правки металла вручнуюПоступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке. Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д. Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки. Правка полосового материала по плоскости производится в следующей последовательности. Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления. Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите. Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки. Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое. При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро. Рис. 3. Схема правки изогнутости заготовки на ребро У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными. Правку изогнутого листа, имеющего поперечные волны – волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой – наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны. При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям. После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность. В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка. При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками. Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают. 3. Правка листового металла на вальцахДля правки деталей из листового металла могут быть также использованы вальцы. В ручных вальцах правят обычно заготовки из листа толщиной до 3 мм. Валки 1 и 3 расположены один над другим (рис. 4), и в зависимости от толщины заготовки 2 их можно удалять друг от друга или сближать между собой. Также может быть поднят или опущен расположенный сзади третий валок 4. Валки должны быть отрегулированы так, чтобы они не были сильно прижаты друг к другу. Рис. 4. Схема работы ручных вальцов Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками. Часто для полного устранения выпуклостей и вмятин заготовки приходится пропускать между валками несколько раз. Заготовки толщиной 3–6 мм правят на вальцах с электроприводом. 4. Правка закаленных деталейЗакаленные детали выправляют носиком молотка (рис. 5). Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке, имеющей гладкую поверхность. Удары при правке наносят не по выпуклой, а по вогнутой стороне детали. Рис. 5. Правка закаленных деталей При правке закаленную полосу (линейку и пр.) кладут на рихтовальную бабку выпуклостью вниз, носиком молотка наносят не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям; затем, перехватив левой рукой деталь за второй конец, производят правку другой ее части. В процессе правки периодически проверяют стрелу прогиба детали. Удары молотком должны быть не сильными, чтобы не сломать деталь. 5. Правка прутков и валовКороткие прутки диаметром до 12 мм правят на рихтовальной бабке в виде бруска или рельса на правильной плите, нанося молотком удары по выпуклостям и искривленным местам. Искривления малого радиуса правят поперек бруска, а большого – вдоль, добиваясь уменьшения кривизны. В положении равновесия пруток на бруске в свободном состоянии наружной поверхностью будет указывать на выпуклость. После устранения заметных выпуклостей добиваются прямолинейности прутка правкой на плите, нанося легкие удары по всей его длине и одновременно поворачивая его левой рукой. Выпрямленный пруток свободно перекатывается по поверхности правильной плиты. Правка прутков и валов диаметром свыше 12 до 30 мм осуществляется на призмах и ручных прессах. Перед правкой при перекатывании прутка по плите отмечают мелом выпуклые места, которые отрываются от плиты. При ручной правке пруток устанавливают на призмы выпуклым местом вверх так, чтобы призмы отстояли от отметки на расстоянии 50-100 мм и наносят удары по выпуклому месту молотком со вставками из мягкого металла (меди, свинца). Если правку производят стальным молотком, то применяют подкладки из мягких металлов. Стрелу прогиба контролируют при перекатывании прутка по плите. На ручных прессах (рис. 6) производят правку валов с контролем величины прогиба. При правке валов производят проверку и исправление центровых гнезд. Рис. 6. Оборудование для правки деталей типа валов: а – скоба-пресс; б – ручной винтовой пресс После этого вал ставят в центре приспособления для измерения величины (стрелы) прогиба. Значение стрелы прогиба определяют как половину величины биения вала, показываемого индикатором. Для правки вал 4 (рис. 7) ставят на призмы или опоры 5 винтового или гидравлического пресса выпуклой стороной кверху и перегибают нажимом винта или штока 3 пресса через мягкую прокладку 2 так, чтобы обратная стрела прогиба f1 была в 10–15 раз больше того прогиба f, который имел вал до правки. Точность правки контролируют индикатором 1. Рис. 7. Схемы холодной правки вала: а – монтажная; б – расчетная; 1 – индикатор; 2 – прокладка; 3 – шток пресса; 4 – вал; 5 – опора Распространен также метод двойной правки валов, применение которого значительно увеличивает сопротивляемость выправленного вала повторным деформациям. Двойную правку выполняют следующим образом. Подлежащий правке вал устанавливают на призмах (рис. 8) выпуклостью вверх и плавно нажимают на него винтом или штоком пресса. Усилие нажима должно быть таким, чтобы вал после этого остался прогнутым в обратную сторону на ту же величину. Затем указанная операция повторяется, но уже с таким усилием нажима, чтобы вал оказался выправленным. Для повышения устойчивости формы детали и снятия внутренних напряжений, возникающих в результате правки, производят отпуск при 400–450° С в течение 0,5–1 ч. Продолжительность нагрева устанавливается в зависимости от размеров детали. Рис. 8. Схема двойной правки вала: а – первая правка вала; б – форма вала после первой правки; в – вторая правка вала; г – вал после второй правки Часто для этой цели при холодной правке валов, тяг и других деталей применяют наклеп вогнутой поверхности в положении, при котором выпрямляемая деталь прогнута винтом или штоком пресса в направлении, обратном изгибу. Легкие удары молотком по выпуклой стороне детали через медную прокладку вызывают растяжение волокон на этой стороне вала. После небольшой выдержки усилие от прогиба винтом или штоком пресса снимают и вал подвергают проверке. Правка наклепом может производиться также следующим образом. Изогнутый вал укладывают на жесткую ровную плиту прогибом вниз (рис. 9). Затем молотком наносят частые легкие удары по поверхности вала до устранения просвета между его поверхностью и плитой. Рис. 9. Правка вала наклепом: а – момент правки; б – выправленный вал После этого вал проверяют на биение индикатором или рейсмусом. Термическая обработка вала после правки не требуется. Наклепом чаще всего правят валы, имеющие шпоночный паз по всей длине. Если такой вал выгнут в сторону шпоночного паза, то его проще всего выправить путем наклепа дна шпоночного паза в наиболее вогнутой точке. Наклеп производят нанесением легких ударов молотком по закаленной пластинке, которую постепенно перемещают по дну паза. Стальные детали при температуре ниже 0° С править холодным способом не следует, так как это может привести к их поломке. Правку горячим способом при ремонте применяют реже, так как этой операции обычно приходится подвергать полностью обработанные детали, подогрев которых может вызвать окисление поверхности и деформацию детали. При невозможности выправить деталь в холодном состоянии ее подогревают до температуры ковки. Править при температуре 150–450° С не рекомендуется; в этом интервале температур в стальной детали могут образоваться трещины. Горячий способ относительно чаще применяется для правки валов большого диаметра. Обычно при этом деталь подвергают местному нагреву пламенем газовой горелки при круговом вращении вала. Нагретый вал выправляют изгибанием домкратом, прессом или быстрым охлаждением небольшой площади на выпуклой стороне. В результате одностороннего охлаждения вал стремится перегнуться в противоположную сторону. Для проведения этого процесса нагретую поверхность быстро укрывают асбестом, оставляя открытым лишь место охлаждения. Вал располагают таким образом, чтобы охлаждаемое место было обращено вниз, после чего снизу подают охлаждающую воду. Для листового металла можно использовать также метод газопламенной правки. По этому методу на отмеченные места, подлежащие выпрямлению, направляют струю пламени газовой горелки, нагревая неровности до красно-вишневого цвета (600–700° С). Нагретый металл расширяется, а затем при остывании под влиянием сил сжатия выпрямляется. Этим методом, ускоряющим процесс правки, можно править также валы, оси, трубы, уголки. https://extxe.com/19088/pravka-sposoby-instrument-dlja-pravki/
-
НАПЛАВКА https://www.gost-svarka.ru/svarka_termini_opredeleniya/vidy_svarki/naplavka.htm Характеристика способов наплавки и восстанавливаемых изделий 13.11.2018 Комментарии(0)Содержание страницы [Скрыть] 1. Способы восстановления и упрочнения деталей машин. Характеристики способов наплавки.Преимущества и недостатки технологии наплавкиХарактеристики способов наплавкиПреимущества и недостатки технологии наплавки2. Классификация восстанавливаемых изделий. Классификация дефектов деталейКлассификация восстанавливаемых изделийКлассификация дефектов деталей3. Технологическая подготовка деталей к восстановлению: очистка, контроль, дефектация и сортировка.Выбор способа наплавкиОчистка деталейОбезжиривание и травлениеКонтроль, дефектация и сортировкаДополнительная технологическая подготовка деталейПример очистки деталей ДВСВыбор рационального способа наплавки1. Способы восстановления и упрочнения деталей машин. Характеристики способов наплавки. Преимущества и недостатки технологии наплавкиВосстановление деталей – это технологический процесс возобновления исправного состояния и ресурса этих деталей путем возвращения им утраченной из-за изнашивания части материала и доведения до нормативных значений уровня свойств, изменившихся за время длительной эксплуатации. Упрочнение деталей – это повышение сопротивляемости элементов этих деталей разрушению, остаточной деформации или изнашиванию. В производственных условиях разработаны и реализованы десятки различных способов восстановления деталей. Выбор наиболее приемлемого способа состоит в техническом, экономическом и организационном анализе требований к восстановленным деталям с учетом условий работы их в сопряжениях, производственной программы, оснащенности предприятий, обеспеченности материалами, энергией, рабочей силой и других конкретных мероприятий. Различные способы восстановления приведены ниже на схеме. Наплавка – это нанесение слоя металла на поверхность заготовки или изделия посредством сварки плавлением (ГОСТ 2601-84). В случае применения для этой цели сварки давлением употребляется термин наварка (плакирование). Изготовительная наплавка (наварка) служит для получения новых биметаллических (двуслойных) изделий. Такие изделия состоят из основы (основной металл), обеспечивающей необходимую конструкционную прочность, и наплавленного рабочего слоя (наплавленный металл) с особыми свойствами (износостойкость, термостойкость, коррозионная стойкость и т. д.). Восстановительная наплавка (наварка) применяется для восстановления первоначальных размеров изношенных или поврежденных деталей. В этом случае наплавленный металл по составу и свойствам может быть близок к основному (восстановительная размерная наплавка) или отличаться от него (восстановительная износостойкая наплавка). Наплавка деталей и восстановление изношенных деталей наплавкой – эффективный и экономичный способ продления срока службы деталей и машин. Наплавку выполняют с помощью сварки, преимущественно дуговой, для наложения необходимого слоя металла на поверхность детали с целью повышения ее стойкости против истирания, повышенных температур, абразивного изнашивания, коррозии и других видов разрушения. Наплавку применяют для восстановления размеров изношенных деталей и создания слоя металла на поверхности детали, отличающегося по своим свойствам от основного металла детали повышенной износостойкостью, коррозионной стойкостью, жаростойкостью и другими свойствами. Наиболее распространены способы ручной дуговой наплавки покрытыми электродами, наплавка неплавящимися угольным или вольфрамовым электродом в среде защитного газа, наплавка в углекислом газе, под слоем флюса, вибродуговая наплавка. По степени механизации процесса различают такие наплавки: ручная дуговая покрытыми электродами, полуавтоматическая, автоматическая. Характеристики способов наплавкиСпособы наплавки, как и способы сварки, классифицируются по трем типам признаков (ГОСТ 19621-74): физическим, техническим и технологическим. Наиболее распространена и удобна классификация по физическому признаку (используемый источник нагрева). По нему основные способы наплавки и наварки можно разделить на три группы (рис. 1.1): термические (электродуговая, электрошлаковая, плазменная, электронно-лучевая, лазерная (световая), индукционная, газовая, печная); термомеханические (контактная, прокаткой, экструдированием); механические (взрывом, трением). Рис. 1.1. Способы наплавки В свою очередь, большинство этих способов могут подразделяться по техническим (способ защиты металла в зоне наплавки, степень механизации процесса, непрерывность наплавки) и технологическим (по роду тока, количеству электродов, наличию внешнего воздействия и т. п.) признакам. Таблица 1.3 Способы наплавки Характеристика способа, области его применения Основные преимущества Недостатки Ручная дуговая наплавка покрытыми электродами Универсальный, пригодный для наплавки деталей различной формы и назначения во всех пространственных положениях. Легирование наплавленного металла производится через стержень электрода и (или) через покрытие. Плотность тока 11…12 А/мм2 Простота и доступность оборудования и технологии; возможность получения наплавленного металла практически любой системы легирования Низкая производительность; тяжелые условия труда; непостоянство качества наплавленного слоя; большое проплавление основного металла Полуавтоматическая и автоматическая дуговая наплавка проволоками Механизированная наплавка под флюсом одной проволокой (сплошной или порошковой) или лентой (холоднокатаной, порошковой или спеченной); легирование наплавленного металла осуществляется, как правило, через электродный материал, легирующие флюсы применяются реже. Дуговая наплавка самозащитными порошковыми проволоками и лентами; стабилизация дуги, легирование и защита расплавленного металла от азота и кислорода воздуха за счет компонентов сердечника электродного материала. Дуговая наплавка в среде защитных газов применяется относительно редко. При дуговой наплавке вследствие большого проплавления основного металла необходимый состав наплавленного металла удается получить только в третьем-пятом слое Универсальность, высокая производительность, возможность получения наплавленного металла практически любой системы легирования Большое проплавление основного металла, особенно при наплавке проволоками Электрошлаковая наплавка В горизонтальном, вертикальном или наклонном положениях, как правило, с принудительным формированием наплавленного слоя. Наплавка на горизонтальную поверхность как с принудительным, так и со свободным формированием. Применяется в металлургии для наплавки прокатных валков, в производстве Устойчивость процесса в широком диапазоне плотностей тока (от 0,2 до 300 А/мм2); высокая производительность; возможность наплавки сталей и сплавов с повышенной склонностью к образованию трещин; Большая погонная энергия процесса вызывает перегрев основного металла и ЗТВ; невозможность получения наплавленных слоев малой толщины (кроме способа горизонтальной заготовок для прокатки биметалла, в горнорудной промышленности для восстановления зубьев ковшей экскаваторов, зубьев крупномодульных шестерен, в машиностроении для наплавки штампов. Антикоррозионная наплавка лентами применяется в атомном, энергетическом и нефтехимическом машиностроении возможность наплавки за один проход слоев большой толщины; возможность придавать наплавленному металлу необходимую форму и сочетать наплавку с электрошлаковой сваркой наплавки лентами); большая длительность подготовительных операций Плазменная наплавка Наплавляемое изделие может быть нейтральным (наплавка плазменной струей) или включенным в электрическую цепь источника питания дуги (наплавка плазменной дугой). Требуемые свойства наплавленного металла можно получить уже в первом слое. Наибольшее распространение получила плазменно-порошковая наплавка, так как порошки можно изготовить практически из любого пригодного для наплавки сплава. Применяется для наплавки фасок клапанов и седел клапанов двигателей внутреннего сгорания, деталей нефтехимической, энергетической и общепромышленной запорной арматуры, режущего инструмента различного назначения Высокое качество наплавленного металла; малая глубина проплавления основного металла при высокой прочности сцепления; возможность наплавки относительно тонких слоев Невысокая производительность; использование сложного оборудования Индукционная наплавка Легко поддающийся механизации и автоматизации процесс, особенно эффективный в условиях серийного производства. Применяются два основных варианта индукционной наплавки: с использованием твердого присадочного материала (порошковой шихты, стружки, литых колец и т. п.), расплавляемого индуктором непосредственно на наплавляемой поверхности, и жидкого присадочного металла, который выплавляется отдельно и заливается на разогретую индуктором поверхность наплавляемой детали. Широко используется в сельскохозяйственном машиностроении Малая глубина проплавления основного металла; возможность наплавки тонких слоев, высокая эффективность в условиях серийного производства Низкий КПД процесса; перегрев основного металла; необходимость использования для наплавки только тех материалов, которые имеют температуру плавления ниже температуры плавления основного металла Лазерная (световая) наплавка Разработано три способа лазерной наплавки: с подачей присадочного порошка в зону плавления; оплавление предварительно нанесенных паст; оплавление напыленных слоев. Требуемые составы и свойства наплавленного металла можно получить уже в первом слое небольшой толщины. В опытно-промышленном производстве лазернопорошковым методом наплавляют коленчатые и распределительные валы двигателей внутреннего сгорания, клапаны и некоторые другие детали Малое и контролируемое проплавление при высокой прочности сцепления; возможность получения тонких (менее 0,3 мм) слоев; небольшие деформации наплавляемых деталей; возможность наплавки труднодоступных поверхностей; возможность подвода лазерного излучения к нескольким рабочим местам, что сокращает время на переналадку оборудования Низкая производительность, невысокий КПД процесса; сложное дорогостоящее оборудование Электронно-лучевая Использование для наплавки электронного луча позволяет раздельно регулировать нагрев и плавление основного и присадочного материалов, а также свести к минимуму их перемешивание. Наплавка производится с присадкой сплошной или порошковой проволоки. Поскольку наплавка выполняется в вакууме, то шихта порошковой проволоки может состоять из одних легирующих компонентов Малое и контролируемое проплавление основного металла; возможность наплавки слоев малой толщины Сложность и высокая стоимость оборудования; необходимость биологической защиты персонала Наплавка трехфазной дугой неплавящимися электродами в аргоне Применяется для наплавки изделий из алюминиевых и магниевых сплавов с подачей присадочной проволоки в зону сварки. Используется как источник тепла одновременно и для сварки, и для подогрева зоны наплавки межэлектродной (косвенной) дугой. Наиболее эффективен способ для ремонтной сварки и наплавки изделий из магниевых и алюминиевых сплавов, склонных к образованию горячих трещин в зоне ремонта Высокая мощность дуги, стабильность горения, высокая производительность процесса, хорошее качество наплавленного слоя Сложность и высокая стоимость оборудования. Малая распространенность способа в промышленности вследствие отсутствия промышленного производства оборудования для сварки Газовая наплавка Металл нагревается и расплавляется пламенем газа, сжигаемого в смеси с кислородом в специальных горелках. Горючий газ – ацетилен или его заменители: пропан-бутановая смесь, природный газ, водород и др. Известна газовая наплавка с присадкой прутков либо с вдуванием порошка в газовое пламя. Широко используется при ремонте сельскохозяйственной и автомобильной техники, а также для наплавки релитом буровых долот и быстроизнашивающихся деталей горнорудной техники Малое проплавление основного металла; универсальность технологии, возможность наплавки слоев малой толщины Низкая производительность; нестабильность качества наплавленного слоя Электроконтактная наплавка (наварка) Соединение основного и присадочного металлов осуществляется в результате их совместной пластической деформации, сопровождающейся пропусканием в месте контакта импульсов тока. В качестве оборудования используются модернизированные машины для шовной контактной сварки. Присадочные материалы – стальная лента, проволока, порошки и их смеси. Применяется при ремонте и восстановлении валов, осей, штоков, фланцев, барабанов и прочих деталей, износ которых по диаметру не превышает 1,0…1,5 мм Отсутствие проплавления основного металла; минимальные деформации наплавленных деталей; возможность наплавки слоев малой толщины Низкая производительность процесса; ограниченная номенклатура наплавляемых деталей Плакирование с использованием энергии взрыва Для непосредственного плакирования деталей или получения многослойных заготовок наиболее широко применяется взрывное плакирование пластичными коррозионностойкими сталями и сплавами. Применение опор переменной жесткости и особых способов подготовки плакирующих листов позволило использовать энергию взрыва для плакирования малоуглеродистой стали малопластичными инструментальными сталями Х6Ф1, Х12, Р6М5, изготовления бии триметалла для нефтехимического и сельскохозяйственного машиностроения Возможность соединения металлов, сварка которых другими способами сложна или невозможна; отсутствие проплавления основного металла; минимальные деформации при сварке Необходимость использования специальных полигонов; большая длительность подготовительных операций Наплавка трением Суть метода заключается в быстром вращении присадочного прутка (1500…4000 об/ мин), который торцом прижимается к наплавляемой поверхности. Металл нагревается, становится пластичным и как бы намазывается на поверхность изделия Возможность наплавки тонких слоев; отсутствие перемешивания основного и наплавленного металла; низкие затраты электроэнергии Низкая универсальность – для наплавки каждой детали необходимы присадочные материалы определенных геометрических размеров и специализированное оборудование или оснастка; малая производительность; отсутствие производства материалов для наплавки; дефекты наплавленного слоя – краевые несплавления, несплавления в местах перекрытия соседних валиков Преимущества и недостатки технологии наплавкиСущность процесса наплавки заключается в использовании теплоты для расплавления присадочного материала и его соединения с основным металлом детали. Используя возможности дуговой наплавки, на поверхности детали можно получить наплавленный слой любой толщины, любого химического состава с разнообразными свойствами. Наплавка может производиться в один или несколько слоев на различные поверхности: плоские;цилиндрические;конические;сферические и другие сложные формы поверхности. Толщина слоя наплавки может изменяться в широких преде-лах – от долей миллиметра до десятков миллиметров. При наплавке поверхностных слоев с заданными свойствами, как правило, химический состав наплавленного металла существенно отличается от химического состава основного металла. Поэтому при наплавке должен выполняться ряд технологических требований. В первую очередь таким требованием является минимальное разбавление наплавленного слоя основным металлом, расплавляемым при наложении валиков. Поэтому в процессе наплавки необходимо получение наплавленного слоя с минимальным проплавлением основного металла, так как в противном случае возрастает доля основного металла в формировании наплавленного слоя. Это приводит к ненужному разбавлению наплавленного металла расплавляемым основным. При наплавке необходимо обеспечение минимальной зоны термического влияния и минимальных напряжений и деформаций. Это требование обеспечивается за счет уменьшения глубины проплавления, а также регулированием параметров режима, погонной энергии, увеличением вылета электрода,применением широкой электродной ленты и другими технологическими приемами. Технология наплавки различных поверхностей предусматривает ряд приемов нанесения наплавленного слоя (рис. 1.2): ниточными валиками с перекрытием одного другим на 0,3…0,4 их ширины;широкими валиками, полученными за счет поперечных к направлению оси валика колебаний электрода, электродными лентами и др.Рис. 1.2. Способы наложения слоёв: B, h, hr – соответственно ширина валика, высота наплавки, глубина проплавления; Sм – шаг наплавки Расположение валиков с учетом их взаимного перекрытия характеризуется шагом наплавки. Наплавку криволинейных поверхностей тел вращения выполняют тремя способами: наплавкой валиков вдоль образующей тела вращения; по окружностям; по винтовой линии (рис. 1.3). Наплавку по образующей выполняют отдельными валиками так же, как при наплавке плоских поверхностей. Наплавка по окружности также выполняется отдельными валиками до полного замыкания начального и конечного участков со смещением их на определенный шаг вдоль образующей. При винтовой наплавке деталь вращают непрерывно, при этом источник нагрева перемещается вдоль тела со скоростью, при которой одному обороту детали соответствует смещение источника нагрева, равное шагу наплавки. При наплавке тел вращения необходимо учитывать возможность стекания расплавленного металла в направлении вращения детали. В этом случае источник нагрева смещают в сторону, противоположную направлению вращения. Предварительный подогрев наплавляемой детали до температуры 200…250°С уменьшает склонность наплавленного металла к образованию трещин. Все дефекты в наплавленном металле можно подразделить на наружные и внутренние. К последним относятся непровар (несплавление наплавленного металла с основным), пористость, трещины и шлаковые включения. Наружные дефекты, к которым относятся раковины и трещины, выявляют визуально. Рис. 1.3. Наплавка тел вращения: а – по образующей; б – по окружности; в – по винтовой линии Режимы ручной дуговой наплавки характеризуются диаметром электрода, силой, родом и полярностью сварочного тока. При автоматической наплавке в технологии описывают тип электродного материала (проволока, лента: сплошного сечения, порошковая), значение силы тока, напряжение дуги, длину дуги, скорость наплавки. При наплавке в защитном газе дополнительно указывают защитный газ; при наплавке под флюсом – марку флюса. По сравнению с другими способами поверхностной обработки металла технология наплавки обладает рядом преимуществ и недостатков. Преимущества: возможность нанесения металлического покрытия большой толщины; это дает значительный эффект при восстановлении сильно изношенных деталей, кроме того, позволяет изготавливать сосуды, куда помещаются вещества под высоким давлением, из обычной стали с последующей наплавкой коррозионно-стойкой стали на внутреннюю поверхность, что более экономично по сравнению с применявшейся ранее технологией изготовления подобных сосудов из плакированной стали, получаемой прокаткой; высокая производительность; относительная простота конструкции и транспортабельность оборудования, приспособленного для выполнения работ вне помещений, например наплавка деталей землеройных и сельскохозяйственных машин в полевых условиях; отсутствие ограничений по размерам наплавляемых поверхностей изделий; наплавку можно применять для таких крупногабаритных объектов, как сосуды высокого давления атомных реакторов, конусы засыпных аппаратов доменных печей и т. д., тогда как другие способы поверхностной обработки (электролитическое или горячее металлопокрытие, цементация и т. д.) имеют существенное ограничение по размерам обрабатываемых изделий; простота выполнения, не требующая высокой квалификации сварщика, особенно при автоматическом или полуавтоматическом режиме наплавки; возможность нанесения износостойкого покрытия на основной металл любого состава; возможность повышения эффективности наплавки путем её сочетания с другими способами поверхностной обработки; например, после наплавки изделие подвергают плазменной закалке или азотированию.Недостатки: ухудшение свойств наплавленного слоя из-за перехода в него элементов основного металла; например, снижение коррозионной стойкости, износостойкости и т. д.; деформация изделия, вызываемая высокой погонной энергией наплавки; неправильный выбор режима наплавки может привести к чрезмерной деформации изделия; для сохранения точности размеров и формы изделия необходимо принимать особые меры: наплавку изделия вести в зажатом состоянии, исключающем его деформацию, создавать «обратную» предварительную деформацию, осуществлять последующую механическую обработку; неравномерность свойств наплавленных изделий, обусловленная тем, что наплавленный слой, в отличие от плакированного, имеет характерные свойства и особый состав, присущий металлу сварного шва; поэтому для получения качественных наплавленных слоев сварщику необходимо иметь специальные знания из области теоретической подготовки, например, металловедения, термической обработки, технологической прочности; более ограниченный выбор сочетаний основного и наплавляемого металлов, чем, например, при напылении; наплавка допускает разнообразные сочетания основного и наплавляемогометаллов, однако в отличие от напыления имеются определенные ограничения; например, при наплавке титаном на стальную поверхность на границе основного металла и наплавленного слоя образуется хрупкая прослойка интерметаллических соединений, что практически исключает возможность применения методов наплавки титаном; трудность наплавки мелких деталей сложной формы; наплавка сопровождается оплавлением поверхностного слоя основного металла и протекает в условиях непрерывного перемещения сварочной ванны, состоящей из смеси основного и наплавляемого металлов; при наплавке мелких деталей условия формирования такой ванны ухудшаются; при сложной форме изделия также затруднено её плавное перемещение, что исключает образование ровного качественного наплавленного слоя.Изложенные выше преимущества и недостатки процесса наплавки следует учитывать при выборе оптимального способа её осуществления, требуемого сварочного оборудования и материалов (прил. 1). 2. Классификация восстанавливаемых изделий. Классификация дефектов деталейИз всех способов восстановления деталей наибольшее распространение получил способ наплавки. Он дает возможность сравнительно быстро получить слой наплавленного металла значительной толщины, что особенно важно при восстановлении сильно изношенных деталей. Способ экономичен, относительно прост, дает возможность изменять химсостав наплавленного металла за счет легирования его с помощью электродной проволоки, флюса, электродного покрытия, увеличивать твердость металла и его износостойкость без дополнительной закалки. Для выполнения работ требуется дешевое и несложное оборудование. Наплавку применяют сейчас для восстановления самых ответственных деталей машин и механизмов. При наплавке необходимо решать ряд сложных вопросов: выбор материала, обеспечивающего соответствующие условиям эксплуатации свойства; возможность наплавки этого материала непосредственно на основной металл или подбор материала для наплавки подслоя; выбор способа и режима наплавки, формы и методов изготовления наплавленных материалов; выбор термического режима выполнения наплавки (подогрев или охлаждение); установление необходимости последующей термообработки. Классификация восстанавливаемых изделийВ зависимости от условий службы наплавляемые детали можно разбить на несколько групп. Детали, работающие в условиях трения металла о металлК этой группе обычно относят крановые колеса и колеса локомотивов, детали гусеничных тракторов, автомобильные сцепки и шкворни, оси, валы, шпиндели, зубчатые колеса и шестерни и т. д. Износ деталей происходит при больших контактных напряжениях. Наплавка этой группы деталей производится в основном для восстановления первоначальных их размеров без значительного повышения износостойкости, так как большая твердость одной контактной поверхности может вызвать повышенный износ другой. Для наплавки используют обычно низкоуглеродистые и низколегированные стали, содержащие не более 5% легирующих элементов (08Г, 08ГС, 15Г2С, 18Г4 и т. д.). Детали и инструменты, работающие в условиях абразивногоизноса при нормальных температурах Это детали сельскохозяйственной техники (лемеха плугов, лапки культиваторов, зубья бороны), детали строительно-дорожных машин, размольного оборудования, буровые долота, зубья дробилок, шнеки для перемещения сыпучих материалов и т. д. Наибольшую стойкость против абразивного износа имеют сплавы, имеющие в своей структуре большое количество карбидов металлов. Поэтому для наплавки выбирают присадочный металл, легированный хромом и марганцем в сочетании с повышенным количеством углерода, например сталь У25Х28, У35Х7Г7, У30Х28Г2С. Детали, эксплуатирующиеся в условиях абразивного износа с ударными нагрузкамиПредставителями этой группы могут быть ролики рольгангов, ножи бульдозеров, зубья ковшей экскаваторов, детали дробилок, автомобильные рессоры, наконечники отбойных молотков и т. д. Такие детали наплавляют высокохромистыми сплавами с более низким содержанием углерода, например, в качестве наплавочного материала используют сталь Х12, Х19М, Х13Н4. Такие стали в основном относятся к ледебуритным сплавам. Наплавленный слой сталью типа Х12 обладает высокой твердостью, исключительной износостойкостью. В то же время сталь этой группы имеет невысокую стоимость. Отлично сопротивляются ударно-абразивному износу высокомарганцевые, аустенитные стали типа Г13. Детали и инструменты, работающие на термическую усталость и абразивный износ при повышенных температурахК деталям этой группы относят прокатные валки, ножи блюминга, прессовый инструмент для горячей штамповки, керны для захвата слитков, металлургическое оборудование и т. д. Наплавленный металл должен обладать высокой твердостью, износостойкостью и в то же время удовлетворительной вязкостью во избежание сколов при эксплуатации. Эти свойства достигаются за счет легирования металла наплавки хромом и вольфрамом. Лучшей износостойкостью обладают хромовольфрамовые стали типа 3Х2В8. Детали, работающие в условиях коррозии и эрозии, сочетающихся с абразивным износом при повышенных температурахЭто уплотнительные поверхности арматуры для пара высокого давления, (задвижки, вентили), крыльчатки, шестерни и плунжеры насосов для перекачки агрессивных жидкостей, детали, работающие в морской воде, лопасти гидротурбин и парогенераторов и т. д. Для наплавки применяют высокохромистые сплавы 1Х13, 1Х25Н4Т и хромоникелевые аустенитные 0Х18Н9, 1Х18Н9Т. Детали, работающие в условиях абразивного износа, сопровождающегося эрозией при температурах до 800°С, рекомендуется наплавлять твердыми сплавами типа «Стеллит», т. е. сплавами на основе кобальта, легированные вольфрамом, титаном и углеродом. К таким деталям относятся клапаны двигателей внутреннего сгорания, поверхности «седла» клапана головки блока ДВС. Детали подшипников, подпятников и других узлов трения скольженияДетали этой группы должны обладать высокими антифрикционными свойствами, т. е. поверхность должна иметь низкий коэффициент трения. Хорошими антифрикционными свойствами обладают сплавы на основе меди, а также некоторые сорта чугуна и неметаллические материалы (фторопласт). Например, алюминиево-железистые бронзы применяются при наплавке заготовок червячных шестерен, кулачков и др. деталей, работающих в условиях трения скольжения. Оловянисто-фосфористые бронзы, оловянистые и свинцовистые баббиты используются для наплавки вкладышей крупных подшипников, например, вкладышей судовых дизельных двигателей. Металлорежущий инструментОсновные требования к металлу, наплавляемому на рабочие кромки режущего инструмента: высокая твердость, износостойкость, коррозионная стойкость и удовлетворительная вязкость. Такие свойства достигаются при легировании металла ванадием, молибденом, вольфрамом. Обычно для наплавки применяют быстрорежущие стали типа Р18, Р9, Р13К3 и РВ6М5. Классификация дефектов деталейС целью правильного выбора технологического процесса восстановления деталей необходимо четко классифицировать имеющиеся дефекты изделий. Дефект – каждое отдельное несоответствие продукции установленным требованиям. Различают следующие группы дефектов, относящихся к деталям в целом: трещины: образуются в результате воздействия значительных местных нагрузок, ударов и перенапряжений; усталостные трещины, появляющиеся в деталях, длительно работающих в условиях знакопеременных нагрузок. Трещины наиболее часто возникают в нагруженных местах корпусных деталей, рам, блоков, изготовленных из твердых и хрупких материалов, например чугуна, высокоуглеродистых сталей или магниевых сплавов;пробоины: появляются в результате ударов различных предметов о поверхности тонкостенных деталей;риски и надиры: образуются на рабочих поверхностях деталей, работающих в условиях трения скольжения, вследствие загрязнения смазки или абразивного действия чужеродных частиц;выкрашивание: дефект, характерный для поверхностей деталей, подвергнутых химико-термической обработке (зубчатые колеса, шестерни, зубчатые муфты); он появляется вследствие динамических ударных нагрузок в процессе эксплуатации. Выкрашивание может быть и в результате усталостных напряжений;обломы, сколы: возникают при сильных ударах о детали; часто наблюдаются на литых деталях;изгибы и вмятины: характеризуются нарушением формы детали и происходят в результате ударных нагрузок;коробление: происходит в результате воздействия высоких температур, приводящих к возникновению структурных изменений и больших внутренних напряжений;коррозия (сплошная и местная): процесс разрушения металлов вследствие химического и электрохимического взаимодействия их с коррозионной средой; общая коррозия проявляется в постепенном уменьшении первоначальной толщины деталей; местная коррозия (избирательная) проявляется на отдельных участках деталей, имеющих нарушение структуры и свойств металла, а также на участках, подверженных действию внешних факторов (температура, давление, коррозионная среда и т. д.); оцениватьи прогнозировать процессы развития внешней коррозии практически невозможно, поэтому она во многих случаях приводит к внезапному выходу конструкции из строя. Значительно снижают работоспособность сварной конструкции такие виды избирательной коррозии, как межкристаллитная (питинговая) коррозия по линии сплавления, фреттинг-коррозия в подшипниковых узлах. Одним из видов разрушения является коррозионная усталость и коррозионное растрескивание; коррозионно-механическое изнашивание: наиболее распространенный вид дефектов технологического оборудования, появляющихся в результате механических воздействий, сопровождающихся химическим воздействием среды на металл.3. Технологическая подготовка деталей к восстановлению: очистка, контроль, дефектация и сортировка. Выбор способа наплавки Очистка деталейВ большинстве случаев детали, поступающие в ремонт, сильно загрязнены, замаслены, покрыты ржавчиной или краской. Поэтому они должны быть предварительно очищены механическим путем или промывкой, а затем рассортированы по виду и степени износа. Очистка может быть нескольких уровней: макроочистка;микроочистка;активационная очистка.Приведенные уровни очистки отличаются массой остаточных загрязнений. Процесс удаления с поверхности наиболее крупных частиц, мешающих разборке, дефектации и механической обработке, является макроочисткой. Удаление загрязнений от масла, остатков эмульсии, солей моющих растворов, пыли выполняется при микроочистке. Травление металла и очистка поверхности от остатков поверхностно-активных частиц, защитных пленок и посторонних веществ представляет собой активационную очистку, которую обычно выполняют при подготовке поверхностей деталей к хромированию, цинкованию и другим видам электролитических покрытий. Загрязнения с поверхностей деталей удаляют различными способами. Например, широко применяют специальные моющие средства, которые удаляют жидкие и твердые загрязнения с поверхности, используют синтетические моющие средства, растворы которых по моющей способности в несколько раз превосходят растворы едкого натра и различных щелочных смесей. Растворами из синтетических моющих веществ можно очищать детали из черных, цветных и легких металлов и сплавов. Удаляют загрязнения и с помощью растворителей – керосина, бензина, уайт-спирита, дизельного топлива. В основном их используют для очистки деталей и элементов масляных фильтров, блоков, каналов коленчатых валов, топливной аппаратуры, обезжиривания поверхностей от асфальтосмолистых загрязнений. Очистку от нагара, накипи, коррозии можно осуществлять химическими, механическими, химико-термическими и иными способами. Стальные и чугунные детали от нагара можно очистить химическим способом, который основан на использовании щелочных растворов повышенной концентрации. Например, детали из алюминиевых сплавов обрабатывают в растворе, не содержащем каустической соды. На три часа их погружают в ванну с раствором при температуре 90°С, затем размягченный нагар снимают металлическими щетками, после чего детали промывают в слабом щелочном растворе. При очистке дробленой скорлупой фруктовых косточек поток сжатого воздуха, который движется с высокой скоростью, вместе с косточковой крошкой подается на очищаемую поверхность под давлением 0,3…0,6 МПа, с силой ударяется о поверхность детали и разрушает нагар и другие загрязнения. Шероховатость поверхности детали при этом не изменяется, что важно для деталей из алюминиевых сплавов, а также деталей и сборных единиц двигателей – шатунов, головок блоков, коленчатых валов и др. Внутренние поверхности охлаждающей системы двигателя очищают от накипи щелочными растворами. Карбонаты магния и кальция, содержащиеся в накипи, растворяются в соляной кислоте, а силикаты и сульфаты кальция и магния разрыхляются в щелочном растворе. Разрыхленный слой затем смывают водой. Для очистки деталей от окалины, ржавчины, подготовки поверхностей для окрашивания, нанесения гальванических и других покрытий, а также для различных отделочных операций английской фирмой «Эбрейзив девелопментс лимитед» разработан специальный процесс, названный «Вакуа». Его использование позволяет обходиться без дорогих химикатов, применение которых часто требует дополнительной очистки. Сущность процесса заключается в том, что поверхности деталей подвергают бомбардировке твердыми частицами, содержащимися в больших объемах циркулируемой в камере воды (обычно это частицы абразивов или стекла). Обработку детали производят в специальной камере при помощи пистолета, действующего под высоким давлением. Регулируемая струя сжатого воздуха подается к пистолету, а от него распыленная суспензия направляется на деталь. Вода, в которой находятся очищающие частицы, служит своего рода «подушкой» между ними и поверхностью деталей и полностью предотвращает образование пыли. Таким образом, целиком устраняется вопрос техники безопасности, а также проблема загрязнения окружающей среды. Обезжиривание и травлениеОбезжиривание деталей осуществляется в специальной ванне, содержащей раствор следующего состава: кальцинированная или каустическая сода – 100 граммов на один литр воды;мыло твёрдое – 30 граммов на один литр воды. Обезжиривание ведётся при кипении раствора. После обезжи-ривания необходимо промыть детали в холодной проточной воде и охладить до комнатной температуры. Хорошо обезжиренная деталь должна полностью смачиваться водой. Если вода при промывке покрывает поверхность детали не полностью, а собирается каплями, это указывает на недостаточное обезжиривание. При наличии на поверхности деталей толстого слоя смазки перед обезжириванием необходимо удалить её сухой ветошью. Травление деталей должно осуществляться в специальной ванне в вытяжном шкафу. Для приготовления раствора в отмеренное количество воды влить ингибированную соляную кислоту; воду в кислоту лить нельзя, так как это может привести к разбрызгиванию кислоты и сильным ожогам. Температура травильного раствора и погруженных в него деталей должна быть в пределах 30°C. Время выдержки деталей в травильной ванне устанавливается опытным путём: в зависимости от состава ванны, степени поражения ржавчиной поверхности очищаемых деталей и состава металла время выдержки может колебаться от 20 минут до трёх часов. По истечении установленного времени травления вынуть детали из травильного раствора и тщательно промыть в ванне с холодной проточной водой, после чего отправить детали на промывку в растворе пассиваторов или на ремонт и оксидирование. При травлении сильно поржавевших деталей следует растворять только часть ржавчины, так как оставшаяся ржавчина от действия кислоты сильно разрыхляется и может быть снята щеткой и смыта водой. Контроль, дефектация и сортировкаОчищенные и обезжиренные детали подвергают контролю и сортировке на годные без восстановления, подлежащие ремонту и негодные, т. е. осуществляют операцию дефектации – контроль с одной целью – обнаружение дефектов. Дефектами детали называются всякие отклонения ее параметров от величин, введенных техническими обстоятельствами либо рабочим чертежом. К деталям, годным для дальнейшего использования, относят те, которые имеют допустимые размеры и шероховатость поверхности, согласно чертежу, и не имеют наружных и внутренних дефектов. Такие детали отправляют на склад запасных частей или в комплектовочное отделение. Детали, износ которых больше допустимого, но годные к дальнейшей эксплуатации, направляют на склад накопления деталей, а далее – в соответствующие ремонтные цехи для восстановления. Негодные детали отправляют на металлолом, а вместо них со склада выписываются запасные детали. Результаты дефектации и сортировки фиксируют посредством маркировки деталей краской. Обычно малахитовой (зеленой) краской помечают пригодные для дальнейшего основного использования детали, красной – негодные детали, яичной (желтой) – детали, требующие восстановления. Количественные данные, позволяющие судить о свойствах и качестве дефектации и сортировки деталей, фиксируют в дефектных ведомостях. Эти сведения в дальнейшем после статистической обработки позволяют предопределять либо переправлять коэффициенты годности, сменности и восстановления деталей. При дефектации выполняют следующие операции. Вначале внешним осмотром невооруженным глазом или с применением лупы, проверкой на ощупь, простукиванием выявляют следующие повреждения деталей: трещины, забоины, риски, обломы, пробоины, вмятины, задиры, коррозию, ослабление плотности посадки. Далее, используя универсальный и специальный измерительный инструмент, определяют геометрические параметры деталей. Для обнаружения скрытых дефектов, проверки на герметичность, упругость, контроля взаимного положения элементов деталей используют специальные приборы и приспособления. Дополнительная технологическая подготовка деталейК технологической подготовке деталей для ремонтно-восстановительной наплавки кроме очистки, обезжиривания и травления относятся также операции, связанные с удалением дефектного металла, защитой поверхности, не подвергаемой наплавке, от брызг расплавленного металла, а также с термической подготовкой. Наплавка по плохо подготовленной поверхности приводит к непроварам, образованию пор и раковин, загрязнению шва неметаллическими включениями. Изношенная или поврежденная резьба перед наплавкой полностью удаляется. Это необходимо потому, что гребни резьбы препятствуют наплавке поверхности короткой дугой. Кроме того, в углубление резьбы впереди дуги затекает шлак, который затем остается внутри наплавленного валика, вызывая дефекты. Имеющиеся на наплавляемой части поверхности детали отверстия, пазы или канавки, которые необходимо сохранить, заделываются медными, графитовыми или угольными вставками. Способ закрепления вставки перед наплавкой выбирается к каждой детали отдельно. Поверхности детали, не подвергающиеся наплавке, в случае необходимости защищают от брызг окислов сухим или мокрым асбестовым картоном или стеклотканью. Восстанавливаемые детали в зависимости от материала и его состояния (вида термической или химико-термической обработки) перед наплавкой могут подвергаться предварительному общему подогреву, степень которого зависит от склонности металла к трещинообразованию (технологическая прочность). В ряде случаев изделие перед наплавкой подвергают высокому отпуску для снятия остаточных напряжений или отжигу для устранения структуры закалки. Пример очистки деталей ДВСРазобранные детали перед поступлением на контроль подвергаются очистке и обезжириванию. Удаление нагара с поршней, выпускных патрубков, выпускных клапанов и из камер сгорания головок блока производится механическим или химическим способом. Для удаления нагара механическим способом применяются металлические щетки и скребки. Привод металлических щеток производится от электродрели. Для удаления нагара из поршневых канавок применяется специальная обжимка с шипами. Шипы плотно входят в поршневые канавки и при подвертывании обжимки снимают нагар. Поршень при этом зажимается в специальные тиски. Химический способ удаления нагара заключается в выдерживании деталей в ванне с подогретым раствором и последующей промывке. Применяются специальные растворы для удаления нагара или следующий состав ванн: эмульсол 3,5%, кальцинированная сода 0,15%, остальное вода. Температура ванны с раствором 60…80°С. После раствора детали промываются в горячей воде. Очистка водяной рубашки блоков и головок цилиндров от накипи производится в специальных камерах, оборудованных рольгангами и центробежным насосом. Блок устанавливается на рольганг, и при помощи шланга, присоединяемого к боковому фланцу блока, через рубашку прокачивается 10-процентный раствор каустической соды, подогретый до 60…80°С, или раствор тринатрийфосфата из расчета примерно 3…5 кг на 1 м3 воды. После удаления накипи рубашка блока промывается чистой водой. Выбор рационального способа наплавкиДля правильной организации подготовки деталей к наплавке и выполнения наплавочных работ необходимо после осмотра и замеров износа деталей составить карту технологического процесса ремонта. В ней должны быть отображены причины и характер износа, условия работы деталей, объем работ, вид и способ наплавки, марка и диаметр электродов или проволок, режим и технология наплавки, время на выполнение работ, последовательность операций, припуск на механическую обработку, необходимость предварительной и последующей термической обработки. В первую очередь необходимо обосновать выбор способа наплавки. При выборе способа восстановления изделия, а также повышения его износостойкости следует учитывать особенности способов наплавки и применимость их к восстановлению тех или иных деталей. Особое внимание при выборе материала наплавки следует уделять тем свойствам наплавленного металла, которые наиболее характерны для работы детали, чтобы прочность и износостойкость ее были не ниже, чем у ненаплавленной детали. Целесообразность применения какого-либо способа наплавки определяется и экономической эффективностью для каждого конкретного способа, для каждой детали. Если принять среднюю стоимость ручной дуговой наплавки за 100%, то автоматическая наплавка под флюсом составит 74%, вибродуговая наплавка – 82%. В значительной степени выбор способа наплавки (ручная или автоматическая) определяется однотипностью и массовостью восстанавливаемых деталей. Средняя стоимость восстановления ручной дуговой наплавкой составляет 25…35% от стоимости изготовления новых деталей. При экономическом расчете выбора способа наплавки должны быть учтены следующие факторы: стоимость восстановления детали наплавкой по сравнению со стоимостью изготовления новой заготовки обычными методами (ковкой, литьем, штамповкой и т. д.); стоимость механической и термической обработки (до наплавки и после) по сравнению со стоимостью обработки новой детали из заготовки; качество выпускаемой продукции (в тех случаях, когда оно зависит от детали, подвергающейся наплавке); затраты на эксплуатацию и ремонты машины или агрегата за длительные периоды времени до и после применения наплавляемых деталей; изменение их производительности; влияние наплавки на расход дефицитных материалов; организация труда и механизация наплавочных работ. Особого внимания при выборе рационального способа наплавки требует электросварочное оборудование. Некоторые металлы и сплавы можно наплавлять только определенным способом. В то же время многие способы наплавки требуют специализированного оборудования. На выбор способа наплавки оказывают влияние размеры и конфигурация деталей, производительность и доля основного металла в наплавленном слое. Несмотря на невысокие показатели производительности, ручная дуговая наплавка (РДН) штучными электродами является наиболее универсальным способом, пригодным для наплавки деталей различных сложных форм, и может выполняться во всех пространственных положениях. Для наплавки используют электроды диаметром 3…6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине – диаметром 4…6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11…12 А/мм2. Основными достоинствами РДН являются универсальность и возможность выполнения сложныхнаплавочныхработвтруднодоступныхместах. Для выполнения РДН используется обычное оборудование сварочного поста. К недостаткам РДН можно отнести относительно низкую производительность, тяжелые условия труда из-за повышенной загазованности зоны наплавки, а также сложность получения необходимого качества наплавленного слоя и большое проплавление основного металла. Для РДН применяют как специальные наплавочные электроды, так и обычные сварочные, предназначенные для сварки легированных сталей (ГОСТ 1005-75). https://extxe.com/1440/harakteristika-sposobov-naplavki-i-vosstanavlivaemyh-izdelij/
-
Как всегда высунулся в тему, решил сумничать. Получилось как всегда. Вроде бы прав и в тоже время нет. Вся суть темы. В личной переписке общение уходит далеко вглубь Вкратце - форум это не чат профессианалов со сварочным сленгом, понятиями и прочими словцами доступными для профи. Младший научный состав тоже должен понимать о чем речь. Или же хочешь постичь сварочное дело, будь любезен знать простые вещи, типа мощность ПА может выражаться в амперах. Если же начинать объяснять каждому новичку основы и принципы, есть вероятность спугнуть
-
Оригинал здесь https://klyshko.ru/zhurnal-ucheta-proverki-kachestva-kontrolnyh-svarnyh-soedinenij/ Здравствуйте заполнить журнал учета проверки качества контрольных сварных соединений легко, достаточно посмотреть пример, главное чтоб были результаты испытаний из лаборатории по контролю сварных соединений. Если вы монтируете промышленное оборудование, трубопровод, металлоконструкции или просто свариваете армокаркас под фундаменты, то перед началом работ этот журнал следует заполнять. Как известно на стройке все начинается с ТЗ (технического задания) и проекта. Заказчик прописывает в техническом задании, какие подрядная организация должна предъявить документы перед началом работ. Например, в ТЗ могут прописать, что сварщики подрядчика должны изготовить образцы сварных соединений для проведения НК (неразрушающий контроль) и механических испытаний. Так что читаем внимательно ТЗ перед началом работ и оформляем все документы. Даже если заказчик не написал в техническом задании о мероприятиях по организации сварочных работ на его строительном объекте, то это прописано в Федеральных нормах и правилах в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах»: В СП 70.13330.2012 «Несущие и ограждающие конструкции» так же говориться про проведения механических испытаний сварочных образцов перед началом работ. Если со второй попытки сварочный образец какого-либо сварщика не проходит испытания, то его не допускают к сварочным работам. 16. Сварщик, впервые приступающий к сварке, независимо от наличия удостоверения, должен перед допуском к работе пройти проверку путём выполнения и контроля допускного сварного соединения. Конструкцию допускных сварных соединений, а также методы и объём контроля качества сварки этих соединений определяет руководитель сварочных работ в соответствии с требованиями НТД. Но в данном СП не прописано, что результаты лабораторных испытаний необходимо вносить в журнал учета проверки качества контрольных сварных соединений. А с другой стороны, что с этими результатами делать их легко можно потерять, лучше вписать в журнал эти данные на конкретных сварщиков. Следовательно, заказчик или представитель проверяющей государственной структуры могут попросить этот журнал, а могут и нет, так как его нет в перечне списка исполнительной документации. 10.1.4 До начала работ каждый сварщик предварительно должен сварить стыковые пробные (допускные) образцы для последующих механических испытаний из того же вида проката (марки стали, диаметра, толщины), тем же способом сварки, в том же пространственном положении и при использовании тех же режимов, материалов и оборудования, что предусмотрено проектом и ППСР. Изготовление пробных образцов должно выполняться в присутствии лица, ответственного за сварочные работы по 10.1.1. 10.1.5 Размеры пластин для пробных образцов стальных конструкций, а так- же форма и размеры образцов для механических испытаний, изготовляемых из сваренного пробного образца после внешнего осмотра и измерения стыкового шва должны соответствовать требованиям ГОСТ 6996. Формы и размеры заготовок стержней и пластин для пробных образцов арматуры железобетонных конструкций должны соответствовать требованиям ГОСТ 14098, [5], ГОСТ 10922. 10.1.6 После внешнего осмотра и измерений механические испытания необходимо проводить по ГОСТ 6996, ГОСТ 10922 и [6] в объеме, указанном в таблице 10.1. При неудовлетворительных результатах механических испытаний разрешается дополнительная сварка пробных образцов, при повторной ситуации сварщик к выполнению проектных (деловых) сварных соединений не допускается. Почему я написал, что и к фундаментам имеет отношение этот журнал? Потому что иногда в проектах армокаркасы фундаментов указывают сваривать, а не собирать вязальной проволокой. Следовательно, необходимо провести механическое испытание сварного соединения арматурных прутков, каждого сварщика, который будет участвовать в монтаже фундаментов. Если ваша строительная организация серьезно относиться к исполнительной документации, то этот журнал по контролю сварных соединений, должен вестись и на общестроительных объектах. Пример заполнения журнал учета проверки качества контрольных сварных соединенийДля подробного рассмотрения нажмите на картинку: А вот в ГОСТ 32569-2013 "Трубопроводы технологические стальные. Требования к устройству и эксплуатации на взрывопожароопасных и химически опасных производствах" данный журнал необходимо сдавать при сдаче смонтированных трубопроводов: 13.6.2 Монтажная организация до начала пусконаладочных работ должна передать владельцу трубопровода «Свидетельство о монтаже» (приложение П). Перечень прилагаемых документов: Исполнительные чертежи участков трубопроводов со спецификацией по форме 1. Акты промежуточной приемки ответственных конструкций (форма 2). Журналы по сварке трубопровода (форма 3). Журналы учета и проверки качества контрольных сварных соединений (форма 4). Списки сварщиков, операторов-термистов, дефектоскопистов (форма 5). Журналы сборки разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 6). Списки рабочих, допущенных к сборке разъемных соединений трубопроводов с давлением более 10 МПа (100 кгс/см2) с контролируемым усилием натяжения (форма 7). Акты испытания трубопроводов (форма 8). Документация предприятий-изготовителей на изделия и материалы, применяемые при монтаже трубопровода (согласно описи). Акты на предварительную растяжку (сжатие) компенсаторов (форма 9). Так же в этом ГОСТе прописано, через какое время сварщик должен делать сварочные образцы. Если сварщик в течение трех месяцев не сварил 100 стыков или сделал более 100 стыков меньше чем за 3 месяца, то он должен сварить образец для проведения механических испытаний сварных швов. 12.3.19 Механические свойства стыковых сварных соединений трубопроводов должны подтверждаться результатами механических испытаний контрольных сварных соединений в соответствии с требованиями ГОСТ 6996. 12.3.20 Контрольные сварные соединения должны свариваться на партию однотипных производственных стыков. В партию входят сваренные в срок не более трех месяцев не более 100 однотипных стыковых соединений с номинальным диаметром DN <150 или не более пятидесяти стыков с DN >175. Однотипными являются соединения из сталей одной марки, выполненные одним сварщиком, по единому технологическому процессу и отличающиеся по толщине стенки не более чем на 50 %. Однотипными по номинальному диаметру являются соединения: DN от 6 до 32, от DN 50 до 150, DN >175 Все результаты испытания вносятся в журнал учета проверки качества контрольных сварных соединений, получается, что это журнал заполняется в течение всего времени проведения строительных работ. Образец акта на сварку контрольного соединения
- 2 ответа
-
- 8
-
-
- электроды
- технологии
- (и ещё 6 )
-
Оригинал здесь. https://klyshko.ru/pasport-truboprovoda/ Здравствуйте уважаемый читатель блога прораба, решил написать статью про паспорт трубопровода, так как при сдаче работ нашей строительной организацией по монтажу промышленного трубопровода, заказчик заставил нас, его делать. Что не сделаешь ради заказчика, который должен заплатить за выполненные работы и пугает, что может прекратить сотрудничать с нашей строительной фирмой, ну ладно, надо так надо. Хотя если разобраться в гост технологические трубопроводы 32569-2013 прописано какую документацию должны сдавать монтажники. Пункт «13.6.2 Монтажная организация до начала пусконаладочных работ должна передать владельцу трубопровода «Свидетельство о монтаже» (приложение П)». В приложение П, перечислены следующие документы: • Свидетельство о монтаже технологического трубопровода; • Исполнительный чертеж трубопровода; • Спецификация изделий, примененных при монтаже участка трубопровода; • Акт промежуточной приемки ответственных конструкций: • Журнал по сварке трубопроводов; • Журнал учета и проверки качества контрольных сварных соединений; (тема для отдельной статьи) • Список сварщиков, операторов-термистов, дефектоскопистов; • Если у вас трубопровод с давлением более 10 МПа, то необходимо предоставить журнал сборки разъемных соединений трубопроводов с давлением более 10 МПа с контролируемым усилием натяжения; • Акт испытания трубопровода; • Акт на предварительную растяжку (сжатие) компенсаторов. Про то как выполнить исполнительную документацию на промышленный трубопровод я рассказывал в статье "Монтаж трубопровода". В вышеперечисленном списке нет пункта на предоставление монтажниками паспорта трубопровода, а он сидит в разделе 14 «Требования к эксплуатации трубопроводов» пункт 14.1.2 «На трубопроводы всех категорий составляют паспорт установленного образца (приложение М)». Получается, что монтажники согласно госту по технологическим трубопроводам сдают исполнительную документацию без паспорта на трубопроводы, а заказчик, который будет его эксплуатировать, должен сам его сделать и заполнить. Какие были у нас замечание при предъявлении паспорта трубопровода заказчику? В принципе изготовить паспорт по образцам, показанным в ГОСТе 32569-2013 , нет ничего сложного, если вы сами смонтировали эти трубопроводы и подготовили исполнительную документацию по списку из приложения П, то у вас все данные должны быть в наличии. Паспорт трубопровода, согласно приложению М, состоит из следующих документов: • Содержание паспорта, в котором указывают перечень всех документов; • Техническая характеристика и параметры, в таблицу вносятся данные из проекта, которые обычно расписаны на 1 листе в разделе ТХ; • Сведения об участках трубопровода, указываем наименование участка, диаметр и толщину стенок труб, протяженность участков трубопроводов; • Данные о монтаже, ничего сложного берем из проекта и журнала сварочных работ; • Данные о материалах. В этом пункте 3 таблицы, в которых необходимо перечислить все трубы и изделия (отводы, тройники, переходы, краны, метизы и т.д.) которые были применены при монтаже трубопровода; • Результаты испытаний, прописываем данные проведенных испытаний трубопровода. Виды и условия испытания пишем если водой, то гидравлическое, если воздухом, то атмосферное; • Заключение, заполняется владельцем трубопровода; • Ответственные за исправное состояние и безопасную эксплуатацию трубопровода, таблица заполняется владельцем, мы сдавали пустую; • Сведение о ремонте и реконструкции трубопровода, то же самое, как и в предыдущем пункте; • Записи результатов ревизии (освидетельствования) трубопровода, это делается точно без монтажников; • Формуляр измерений деталей трубопровода, тоже все данные вносятся в процессе эксплуатации; • Регистрация трубопровода, владелец должен зарегистрировать его в Ростехнадзоре и заполнить данный формуляр. В конце приложения М есть примечание, в котором написано, что обязательно следует приложить схему (чертеж) трубопровода, расчет на прочность, регламент на проведение в зимнее время пуска (остановки) трубопровода (заполняется для трубопроводов расположенных на открытом воздухе или в неотапливаемом помещении). Также прилагаются акты ревизии, удостоверения о качестве ремонта трубопровода, документация по контролю металла трубопровода. Из всего этого списка, перечисленного в примечании, мы прикрепили к паспорту только схему и пример расчета регламента проведения в зимнее время пуска (остановки). При сдаче заказчику выдал замечания из-за нашей не внимательности, из проекта внесли данные в паспорт с ошибками. Посмотреть пример паспорта, который мы сдавали, можно на этой странице.
-
- 5
-
-
- книги
- технологии
- (и ещё 3 )
-
Просьба не ломать мою тему.Просто читайте.....Здесь я буду размещать тексты интересных,по моему мнению людей...В комментариях не нуждаюсь...Есть две кнопочки,+ и -,то есть обратная связь существует. События во Франции оказались настолько масштабными и вызвали такую панику, что даже совершенно неподготовленные люди поняли, что под стабильность Евросоюза заложена совершенно колоссальная мина. И здесь уже не имеет никакого значения, сумеют власти Франции нейтрализовать сегодняшнюю ситуацию - она может повториться куда в более сильном масштабе. И остановить этот процесс в рамках современной «толерантной демократии» просто невозможно - группу хорошо вооруженных профессионалов у каждого подъезда в каждом городе не поставишь - а все остальное неэффективно. А если честно учесть риски подобных мероприятий хотя бы более или менее честно, хотят бы в страховых платежах, то всю экономику можно сливать. Причем во всем мире. Поскольку я тут написал прогноз, в котором написал про 2015 год, должен, поневоле прокомментировать. И первый вопрос, на который хочется ответить - а кому выгодно? http://worldcrisis.ru/crisis/1773992 БРИК- это одно из самых неудачных мифов о том,что некие страны- Бразилия, Россия, Индия и Китая являются некими растущими экономиками, в связи с чем они представляют собой некий символ богатства и процветания этих новоявленных капиталистических стран. Но, однако, это не так. Эти страны- это экономические калеки, раздираемые изнутри собственными проблемами, которым повезло только в том,что Центральные банки использовали эти страны,чтобы в течении двух десятилетий продолжать стимулировать избыточное кредитование.http://worldcrisis.ru/crisis/1768252 Со времен древнекитайского стратега Сунь-цзы «китайская политика – это бесконечный путь хитрости». Политика – это вопрос власти. Власть же есть проявление воли. Политическая воля навязывается пропагандой. А наши китаеведы из библиотеки всем сердцем и всеми помыслами вчитываются в пропагандистские материалы китайских властей, принимая стратагемы китайской политики (стратагема – это военная хитрость) за чистую монету.http://worldcrisis.ru/crisis/1769098 В 1920-е годы в Коминтерне всерьёз планировали национально-освободительную революцию в Америке или, по крайней мере, в её южных штатах. Её движущей силой должны были стать угнетённые чернокожие. Книга либертарианского социалога Чарльза Мюррея «Разваливаемся по швам: Состояние белой Америки 1960-2010» рассказывает об образовании в США новой угнетённой социальной группы – белых рабочих. «Разваливаемся по швам», – это буквальный перевод. По-английски это выражение более красочное, оно передаёт, как давление пара изнутри взрывает паровой котёл. Правительство Дуайта Эйзенхауэра в шутку называли «девять миллионеров и сантехник». В нём действительно было девять миллионеров и один министр из рабочих – Мартин Даркин, руководитель профсоюза сантехников и сварщиков из Иллинойса. http://worldcrisis.ru/crisis/1765591
-
Итак,что это с Воробьюшей произошло? У нас был лес ,который тетя Дергачиха продала очень быстро и дорого.Голосуем за ядро? У нас уже тетечки на машинах ездят,спрашивают,за кого ты,лох блохастый)))))
-
Примерно четыре года назад пошел работать на завод, там на теоретической подготовке мне дали литературу в электронном виде, целый вагон если честно, в общем, во мне взыграл копимизм, выкладываю все, определенно кому-нибудь пригодится. Залил на файлообменники, потому, что залить сюда почему-то не получается, хотя размеры файлов меньше 10мб. За материалы спасибо преподавателю Геннадию Меньшикову.) Ссылки: Список литературы:
-
 Пишу диплом (начал по раньше, задание есть) - технология изготовления св. конструкции. Остановился на проектировании св. оснастки. Уже два месяца топчусь на месте. Не как не получается рассчитать необходимое силу прижима. Хочу всё сделать нормально, на угад ставить не нравиться (хотя возможность есть). Для того чтоб его рассчитать, необходимо определить деформации сварной конструкции. Вот тут начинаться адцский матан который я не понимаю. При этом точность вообще не гарантируется - сплошная теория. Нашёл пару книг где более или менее простой расчёт для примерного определения деформаций от сварки. Но! Результаты получаются везде разные! И главное не подходят под непосредственно расчёт самого усилия прижима! Получаются какие то астрономические цифры. Вы когда нибудь видели прижим в 50-100 кН? Вот чертёж и фрагмент чертежа который считаю: http://s020.radikal.ru/i715/1408/4a/c5e491b35471t.jpg http://s006.radikal.ru/i213/1408/ca/f13b8f50c2dct.jpg Вообщем как рассчитываю: Есть книга: Конструирование и расчёт механического сварочного оборудования Севбо П.И. на 92 стр. есть пример расчёта для такого случая: http://s018.radikal.ru/i506/1408/b2/a747a599fbeet.jpg Поперечная угловая деформация пояса балки. У меня почти тоже самое, только шов с одной стороны и заместо стенки труба прямоугольная (фрагмент вложил). Для того чтоб посчитать по той методике нужно отдельно посчитать угол а (в радианах) на который повернётся полка (пояс). Вот тут самое интересное. Способ первый: По книге "Сварочные деформации и напряжения" Окерблом Н.О. На странице 156 есть глава 44. Деформации при угловых деформациях. Здесь предлагают всё это дело рассчитать аналогично как для стыковых соединений с поправкой: http://s017.radikal.ru/i414/1408/80/019fd8e88667t.jpg В моём случае а= 3 мм. Подставляем в формулу и получаем 3.3 мм. Выше по тексту находим: http://s50.radikal.ru/i127/1408/e3/b4d6e6c309e1t.jpg Подставляем всё это дел туда и получаем 0.05 рад. Способ второй: Винокуров В.А. Сварочные деформации и напряжения. Здесь предлагают определить эти напряжения по номограмме. Стр. 110 формула. Номограмма - рисунок 81. Вот такая схема деформаций в моём случае рисунок Д: http://s017.radikal.ru/i425/1408/d4/ed852fbb4b8ct.jpg Теперь как определять: http://s018.radikal.ru/i521/1408/a0/d9b89bd41962t.jpg q - эффективная тепловая мощность дж/сек q= 0.24 * I * U * n I - сила тока, U - напряжение, n - КПД сварки; q = 0.24 * 87 * 18 * 0.75 = 263 Дж/сек (сварка полуавтомат) Затем подставляем это значения в формулу, где все значения равны 1.5 (толщина в см). Получаем 175 Дж/сек http://s017.radikal.ru/i414/1408/02/1032fdb91e31t.jpg Там опять формула, все значения аналогично как выше. Скорость свари = 0.48 см/сек. Подставив значения получаем 162 Дж/см^3. Получилось очень маленьким. Но вполне нормально учитывая скорость сварки (всего 17 м/ч) + режимы сварки 87А + 18В. По номограмме плохо понятно какой угол. Но примерно можно прикинуть 0.002-0.003 радиан. Так же есть угол свободного поворота 0.02-0.024 радина. Эти значения суммируются как выше по схеме (Д). Можно принять примерно 0.021 или 0.022 радиан. Опять таки с первом способом значительно не сходиться. Способ третий: Никалаев Г.А. Сварные конструкции. Прочность сварных соединений и деформации конструкции. На стр. 210 об этом пишут. http://s017.radikal.ru/i441/1408/86/4b1e21787f85t.jpg У меня по схеме Д. Но почему в книге считают только для случая Е. Но так же пишут: http://s017.radikal.ru/i410/1408/09/e5f1e510b684t.jpg То есть сумма углов для двухстороннего шва, примерно равна сумме углов при односторонней сварке. Подставляем значения в формулу: К- 3 мм, толщина пояса (полки) - 15 см. Получаем значения 0.01 рад. Делим на 2 (как я писал выше) получаем 0.005 радиан. Тоже не сходиться. Но при этом то самый маленький результат. Что более справедливо т.к. режимы сварки не большие (всего 87 А при 18 В), катет шва 3 мм (это самое главное) Есть ещё способы но они слишком сложные. Это 1) Гатовский К.М. - Теория сварочных напряжений и деформаций 2) Талыпов Г.Б. - Сварочные деформации напряжения Это всё было только расчёт угла деформации. Теперь расчёт необходимого усилия. По примеру из Конструирование и расчёт механического сварочного оборудования Севбо П.И. на 92 стр. http://s013.radikal.ru/i322/1408/6d/c888236dcbf7t.jpg И так формула 18. Проверка угла поворота.В моём случае l - 2.5 см и толщина 1.5 см. Остальное всё тоже самое. По формуле получаем 0.001 рад!!!!! Короче говоря ни один из результатов не подходит! Ну а если посчитать нужно усилия то получиться 1890 кгс/см. Почти две тонны на см Фигня вообщем какая то. Как эти усилия расчитать!??
Пишу диплом (начал по раньше, задание есть) - технология изготовления св. конструкции. Остановился на проектировании св. оснастки. Уже два месяца топчусь на месте. Не как не получается рассчитать необходимое силу прижима. Хочу всё сделать нормально, на угад ставить не нравиться (хотя возможность есть). Для того чтоб его рассчитать, необходимо определить деформации сварной конструкции. Вот тут начинаться адцский матан который я не понимаю. При этом точность вообще не гарантируется - сплошная теория. Нашёл пару книг где более или менее простой расчёт для примерного определения деформаций от сварки. Но! Результаты получаются везде разные! И главное не подходят под непосредственно расчёт самого усилия прижима! Получаются какие то астрономические цифры. Вы когда нибудь видели прижим в 50-100 кН? Вот чертёж и фрагмент чертежа который считаю: http://s020.radikal.ru/i715/1408/4a/c5e491b35471t.jpg http://s006.radikal.ru/i213/1408/ca/f13b8f50c2dct.jpg Вообщем как рассчитываю: Есть книга: Конструирование и расчёт механического сварочного оборудования Севбо П.И. на 92 стр. есть пример расчёта для такого случая: http://s018.radikal.ru/i506/1408/b2/a747a599fbeet.jpg Поперечная угловая деформация пояса балки. У меня почти тоже самое, только шов с одной стороны и заместо стенки труба прямоугольная (фрагмент вложил). Для того чтоб посчитать по той методике нужно отдельно посчитать угол а (в радианах) на который повернётся полка (пояс). Вот тут самое интересное. Способ первый: По книге "Сварочные деформации и напряжения" Окерблом Н.О. На странице 156 есть глава 44. Деформации при угловых деформациях. Здесь предлагают всё это дело рассчитать аналогично как для стыковых соединений с поправкой: http://s017.radikal.ru/i414/1408/80/019fd8e88667t.jpg В моём случае а= 3 мм. Подставляем в формулу и получаем 3.3 мм. Выше по тексту находим: http://s50.radikal.ru/i127/1408/e3/b4d6e6c309e1t.jpg Подставляем всё это дел туда и получаем 0.05 рад. Способ второй: Винокуров В.А. Сварочные деформации и напряжения. Здесь предлагают определить эти напряжения по номограмме. Стр. 110 формула. Номограмма - рисунок 81. Вот такая схема деформаций в моём случае рисунок Д: http://s017.radikal.ru/i425/1408/d4/ed852fbb4b8ct.jpg Теперь как определять: http://s018.radikal.ru/i521/1408/a0/d9b89bd41962t.jpg q - эффективная тепловая мощность дж/сек q= 0.24 * I * U * n I - сила тока, U - напряжение, n - КПД сварки; q = 0.24 * 87 * 18 * 0.75 = 263 Дж/сек (сварка полуавтомат) Затем подставляем это значения в формулу, где все значения равны 1.5 (толщина в см). Получаем 175 Дж/сек http://s017.radikal.ru/i414/1408/02/1032fdb91e31t.jpg Там опять формула, все значения аналогично как выше. Скорость свари = 0.48 см/сек. Подставив значения получаем 162 Дж/см^3. Получилось очень маленьким. Но вполне нормально учитывая скорость сварки (всего 17 м/ч) + режимы сварки 87А + 18В. По номограмме плохо понятно какой угол. Но примерно можно прикинуть 0.002-0.003 радиан. Так же есть угол свободного поворота 0.02-0.024 радина. Эти значения суммируются как выше по схеме (Д). Можно принять примерно 0.021 или 0.022 радиан. Опять таки с первом способом значительно не сходиться. Способ третий: Никалаев Г.А. Сварные конструкции. Прочность сварных соединений и деформации конструкции. На стр. 210 об этом пишут. http://s017.radikal.ru/i441/1408/86/4b1e21787f85t.jpg У меня по схеме Д. Но почему в книге считают только для случая Е. Но так же пишут: http://s017.radikal.ru/i410/1408/09/e5f1e510b684t.jpg То есть сумма углов для двухстороннего шва, примерно равна сумме углов при односторонней сварке. Подставляем значения в формулу: К- 3 мм, толщина пояса (полки) - 15 см. Получаем значения 0.01 рад. Делим на 2 (как я писал выше) получаем 0.005 радиан. Тоже не сходиться. Но при этом то самый маленький результат. Что более справедливо т.к. режимы сварки не большие (всего 87 А при 18 В), катет шва 3 мм (это самое главное) Есть ещё способы но они слишком сложные. Это 1) Гатовский К.М. - Теория сварочных напряжений и деформаций 2) Талыпов Г.Б. - Сварочные деформации напряжения Это всё было только расчёт угла деформации. Теперь расчёт необходимого усилия. По примеру из Конструирование и расчёт механического сварочного оборудования Севбо П.И. на 92 стр. http://s013.radikal.ru/i322/1408/6d/c888236dcbf7t.jpg И так формула 18. Проверка угла поворота.В моём случае l - 2.5 см и толщина 1.5 см. Остальное всё тоже самое. По формуле получаем 0.001 рад!!!!! Короче говоря ни один из результатов не подходит! Ну а если посчитать нужно усилия то получиться 1890 кгс/см. Почти две тонны на см Фигня вообщем какая то. Как эти усилия расчитать!??