hvr63
-
Постов
1 317 -
Зарегистрирован
-
Посещение
-
Победитель дней
107
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
ОСТ 37.001.031-72 Затяжка резьбовых соединений. Классы соединений, ряды крутящих моментов и технические требования. ОСТ 37.001.050-73 Затяжка резьбовых соединений. Нормы затяжки.
-
Я не очень давно переехал в новый гараж. Сеть 230В хорошая. Но я ее даже не ста тестировать, сразу протянул себе линию 380 от вводного в ГСК щита. Иногда, радикальные решения оказыватся самыми рациональными.
-
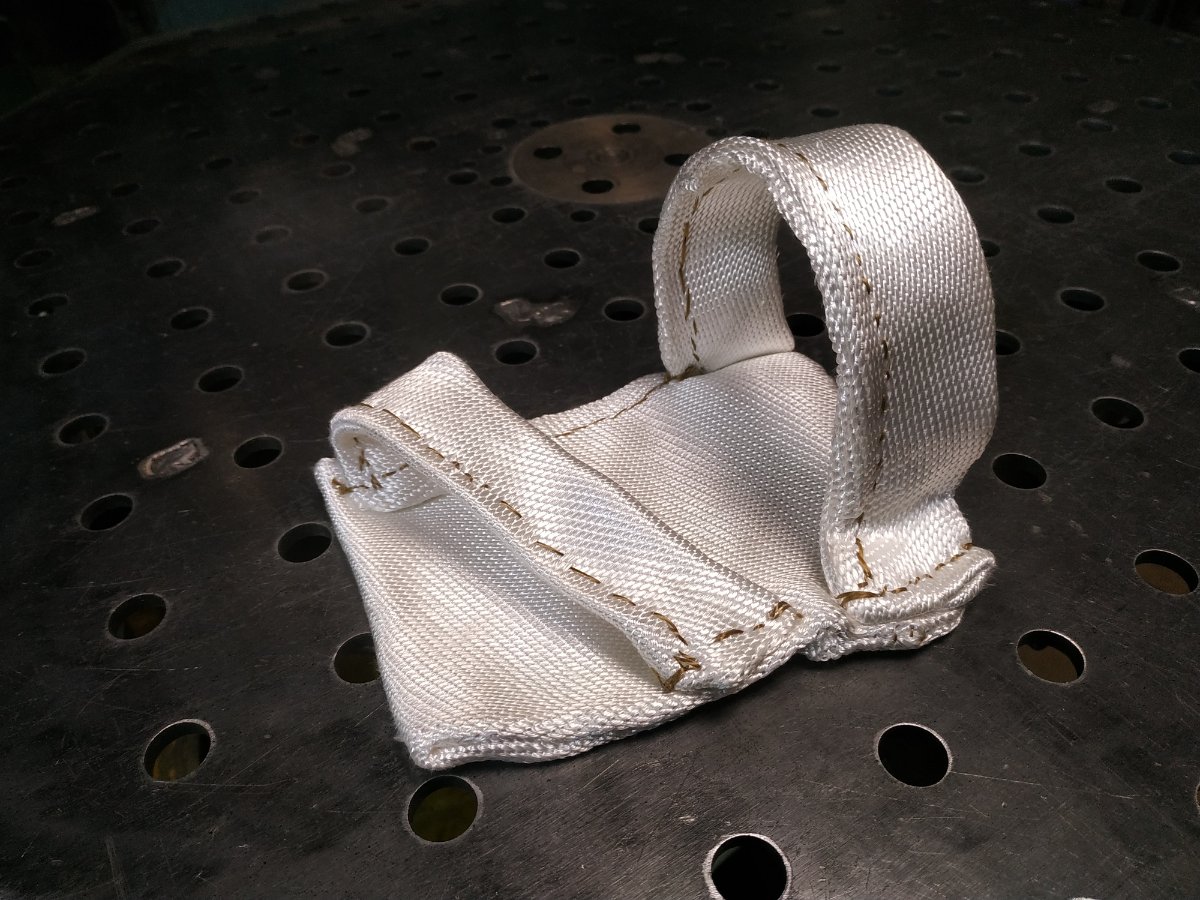
Tig-finger тоже хорошая вещь для своей ситуации, когда нужно на горячую деталь только мизинцем навалиться для контроля положения руки, он не такой громозкий. Но у меня кремнеземного чулка не было, а шить такой узкий... Его потом не вывернешь наизнанку. Пришлось делать полноразмерную защиту.
-
"Все уже украдено до нас" (с)
-
Новая коллекция осенне-зимнего сезона от Дома высокой моды.

-
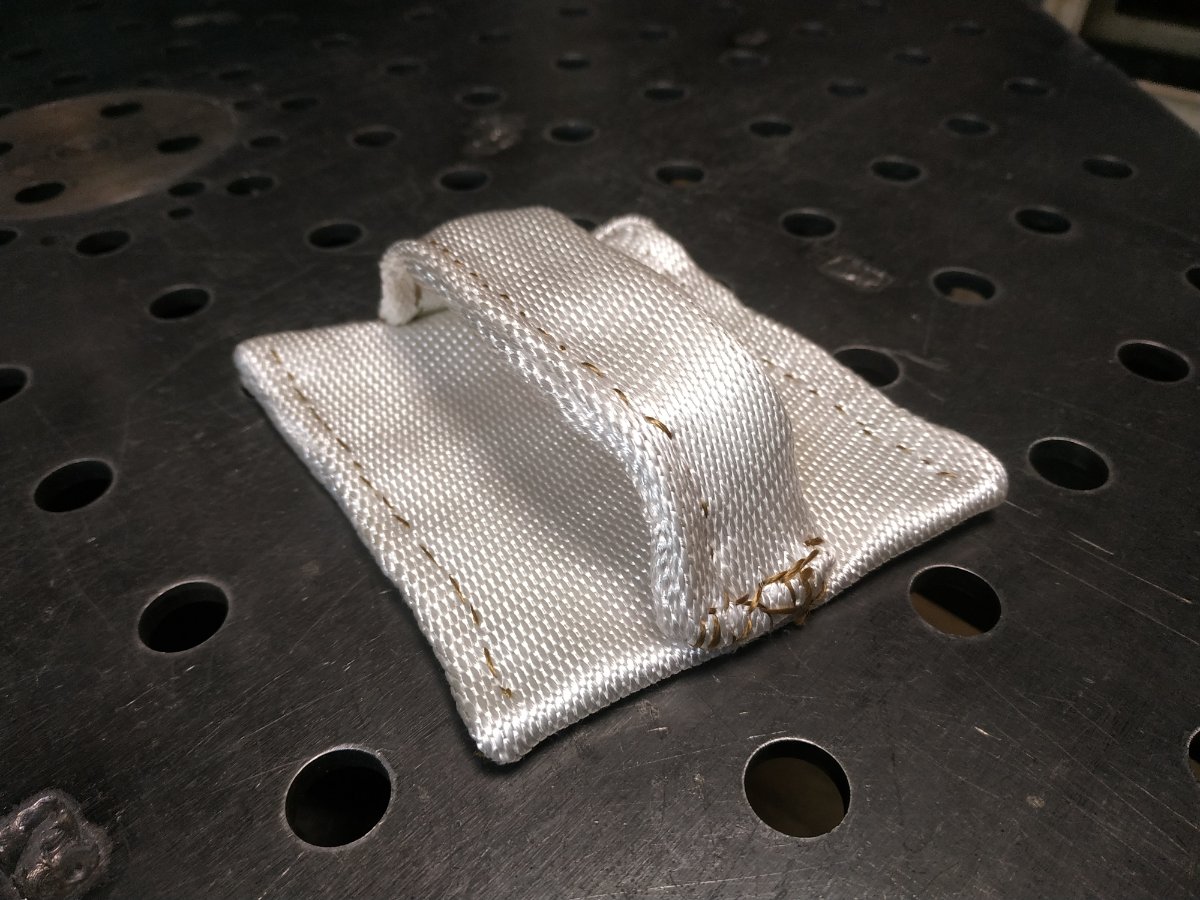
Какая-то кремнеземная ткань (марку не знаю). Шито какой-то параарамидной нитью (торговую марку не знаю).
-
Поигрался в "Закройщика из Торжка". А то без защиты лапку жжет, варю и плачу.
-
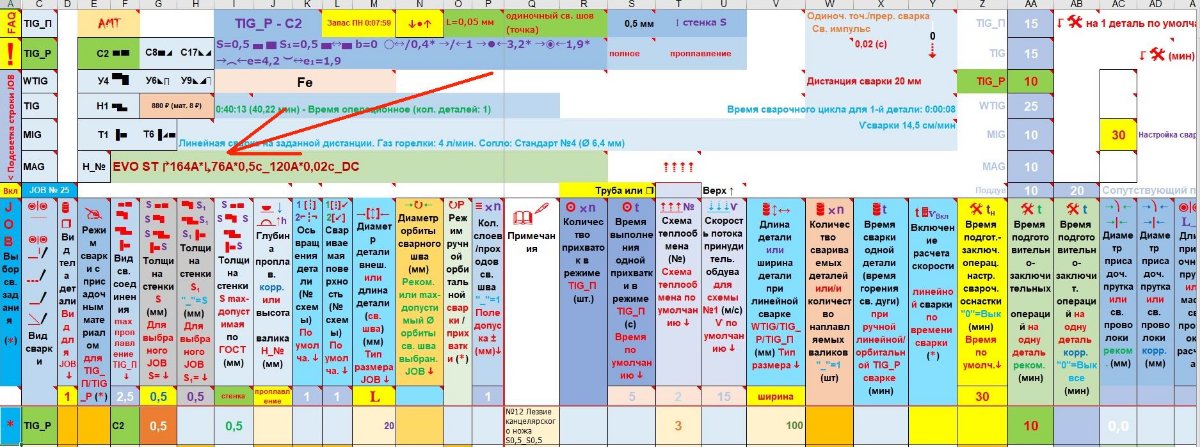
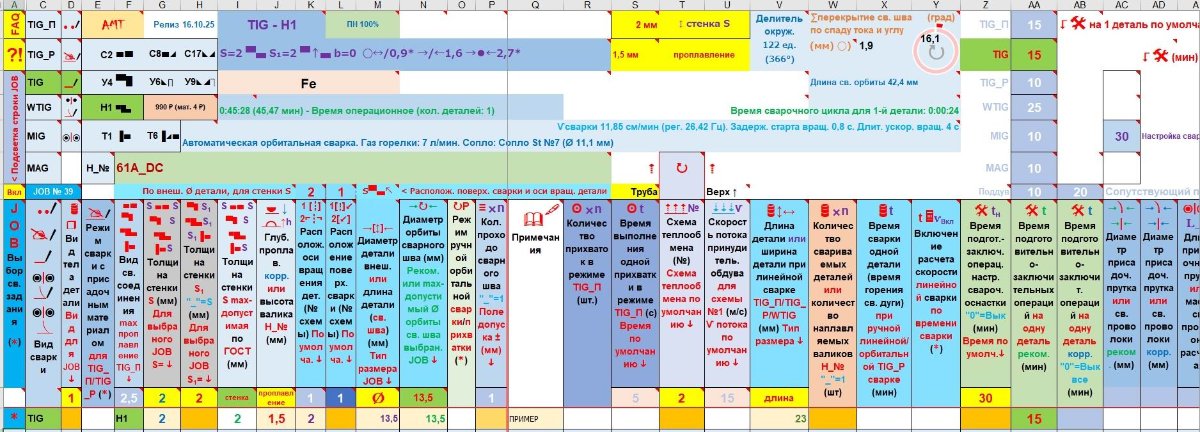
Вот какие настройки доступны на 180-й Чеборе (серийная точечная сварка), если это конечно в коня корм. Другие настройки тоже есть.
- 73 ответа
-
- 3
-

-
- сварочное оборудование
- алюминий
- (и ещё 2 )
-
А что выбираем-то, худшую модель? - Девушка, вы что будете, спирт, или самогонку? - Даже и не знаю, все такое вкусное.
- 73 ответа
-
- 4
-

-
-
- сварочное оборудование
- алюминий
- (и ещё 2 )
-
Для тех, кто не умеет Youtube смотреть: https://rutube.ru/video/3093199055b7b208d0412e62a59623f8/
-
Да, с установкой сварочных параметров ИИ.
-
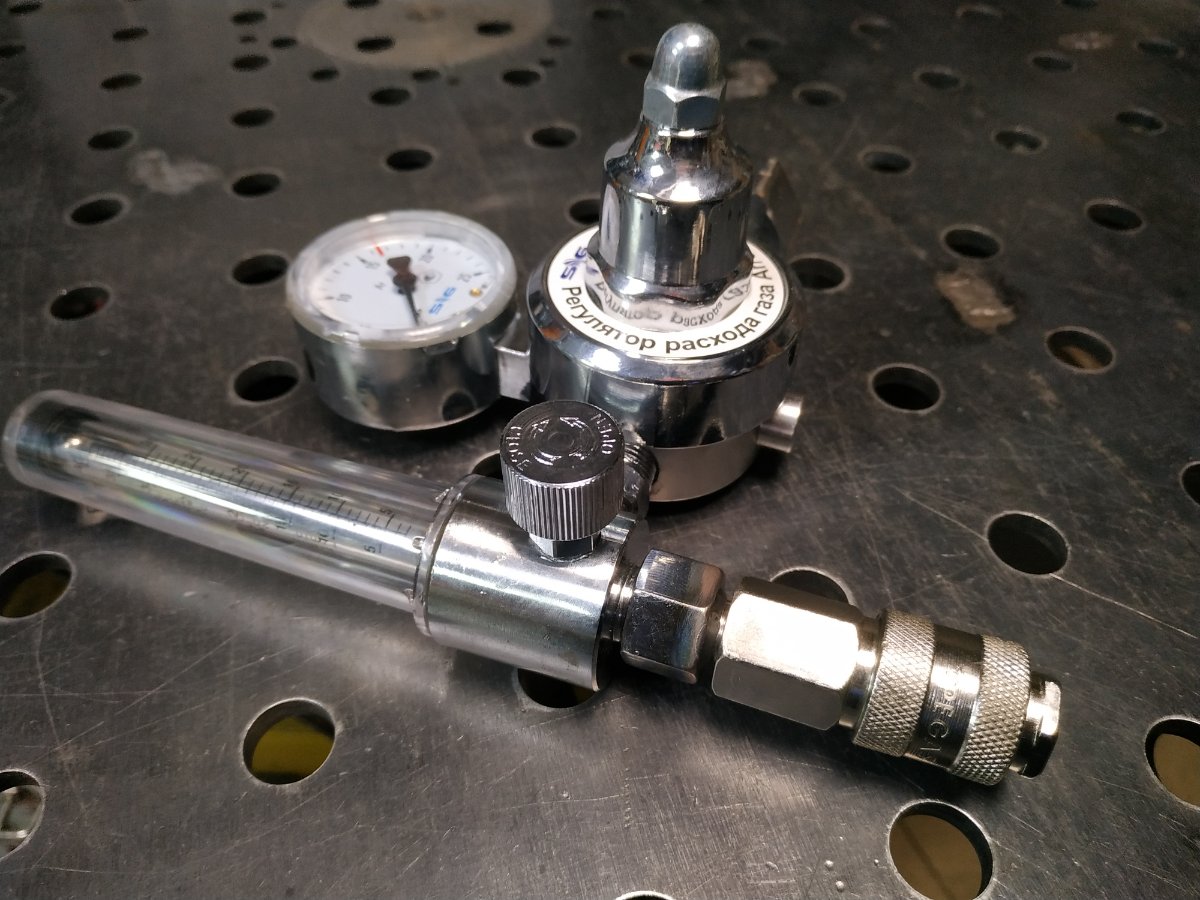
Переходник М16х1,5 F - G1/4" M.
-
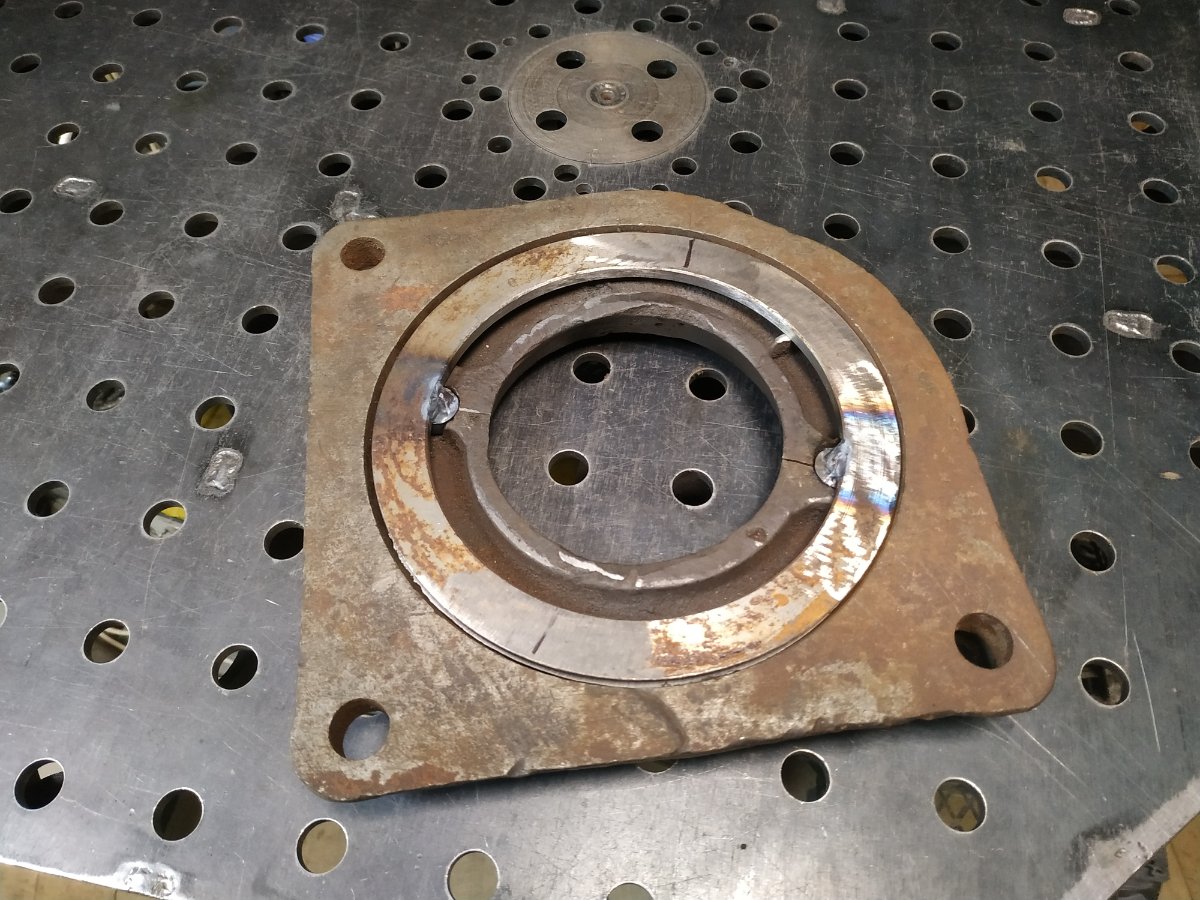
Валера взял, выточил стальное кольцо (даже не выточил, а отрезал от ненужного двухручьевого шкива половинку ручья и слегка его доработал) и приварил к нему шпильки. Получилась накладка, поверх родного чугунно-лопнувшего фиксатора поворотных слесарных тисков. И весь перфоманс ради того, чтобы не варить чугун, так-как я адепт золотого правила механики: "если заводское сломалось, то и ремонтное сломается". Вот донор органов (даже хватит еще на пару "путей самурая").
-
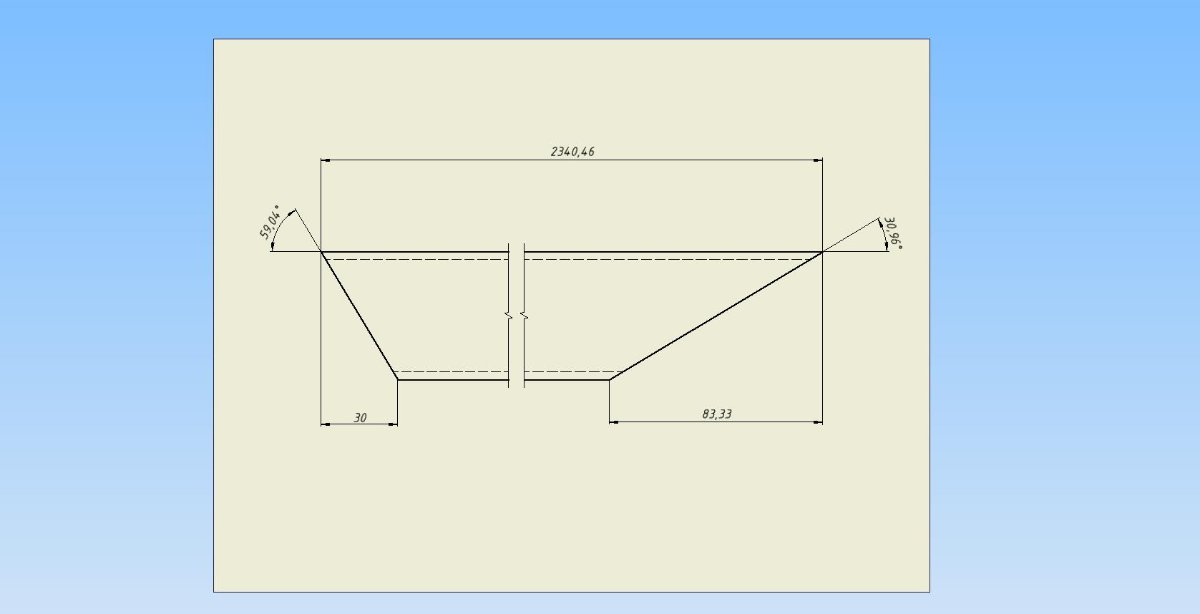
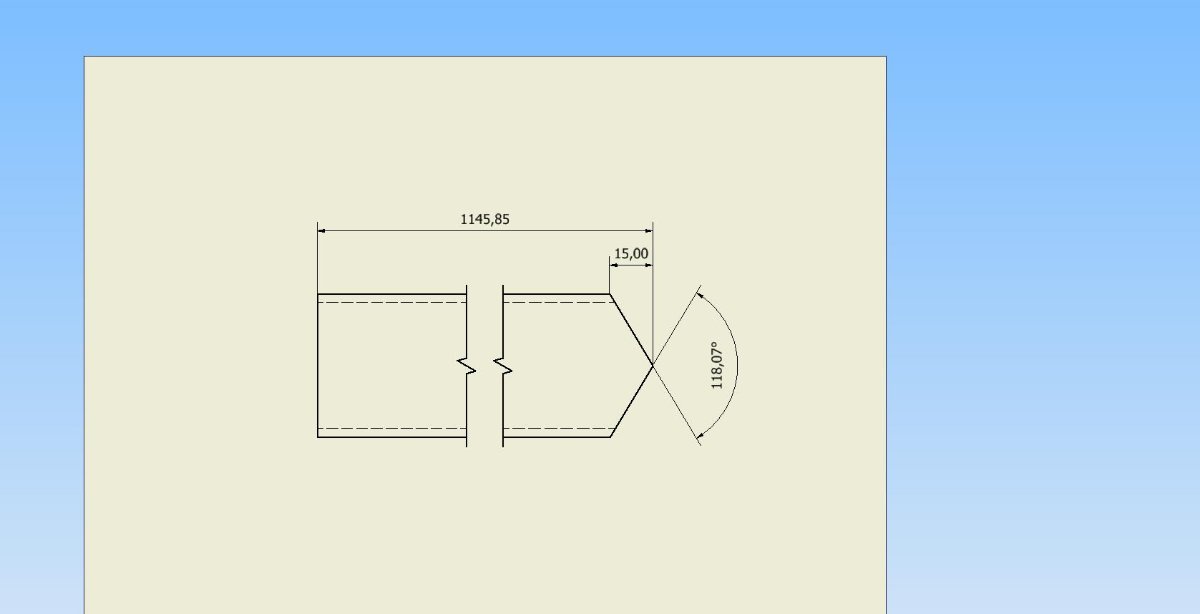
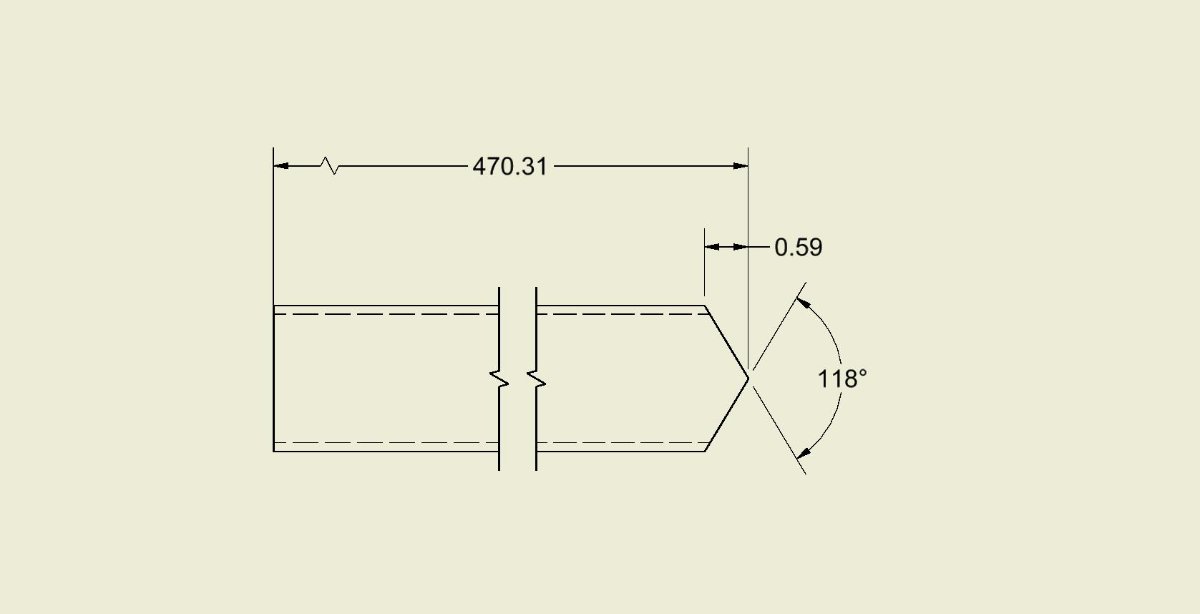
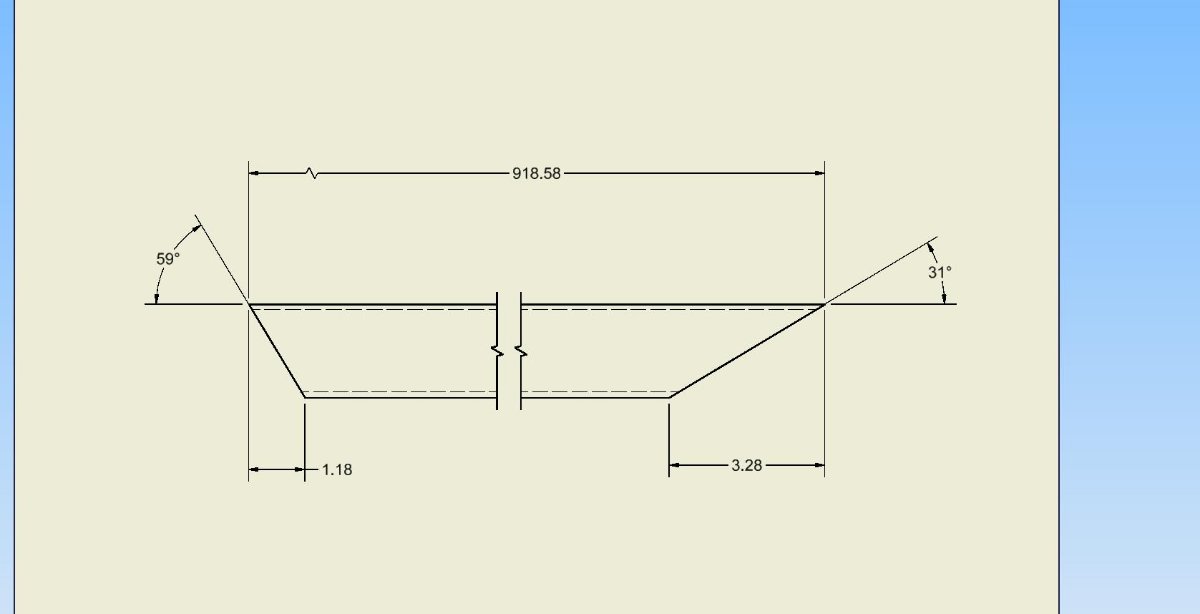
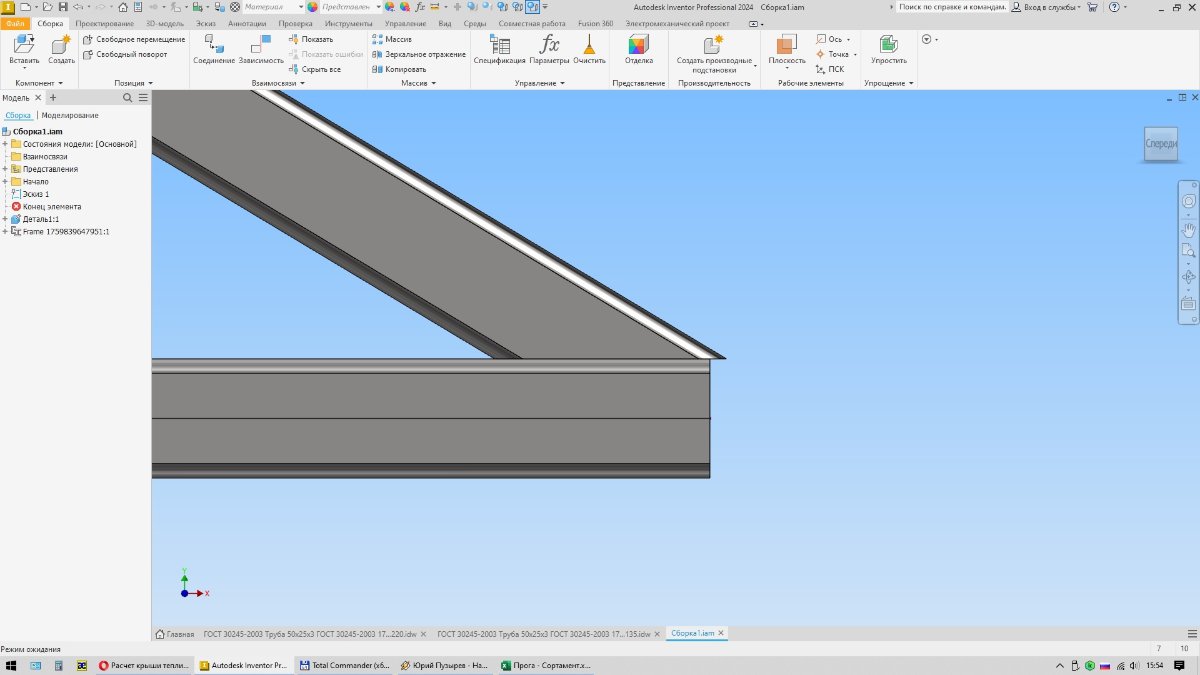
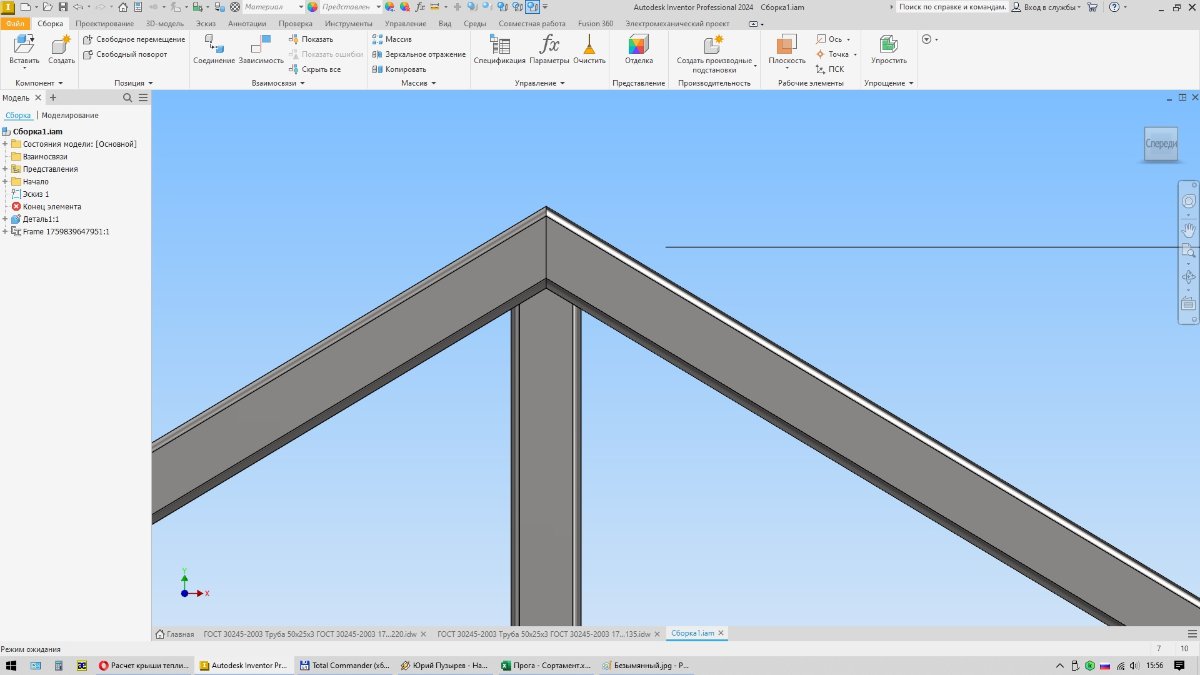
Балка ската крыши Балка вертикальная Все остальные условия в первом сообщение.
-
Нет, все неправильно. Сейчас с размерами разберусь (дюймы выскочили).
-
Я в доле. Вертикальная балка: Балка ската: Я обновил свою программу и она еще не настроена, и мне некогда было все тщательно делать. Вот как есть: - Высота (1200 мм) до центра схождения балок (справа видна размерная линия). - Балка ската получилась немного выпирающей (на 7 мм).
-
Любопытства ради можно было хотя бы провести тест на содержание меди (капнуть гидроксидом натрия, можно просто средство "Крот"): почернело - почти наверняка не варится; побелело - почти наверняка варится.
-
"Ведь надо всё-таки узнать чё это было за кольцо, и чё за порошок..." (с) Чё за материал (хотя бы вид)?
-
Я делю способы настройки (да и все остальное в этой жизни) на "аналоговый" и "цифровой". Для ясности: "аналоговый" - это "что тут думать, прыгать надо", "цифровой" - прямая противоположность. Иногда я микширую эти способы, но в разумных пределах, чтобы сильно не усложнять. Вот способ "аналоговой" настройки. Одной рукой дугу делаешь, другой - добиваешься ее идеального горения (чем хорош потенциометр в регулировке). А все эти цифровые (с синергетикой, с красивым экраном, или кнопками)... Крутанул - поварил, крутанул - поварил. Муторно. Плюнул - оставил последний вариант.
-
Сварка чугуна говорите... Фиксатор слесарных тисков.
-
 Мне кажется, что на поводке нет шлицов. Там передача крутящего устроена как на поводковом шлицевом токарном центре. Для полноценного шлицевого соединения высота профиля шлица мала. Хотя я новые поводки никогда не рассматривал. Но у себя регулирую положение - просто ослабляю гайку и двигаю по месту, потом затягиваю.
Мне кажется, что на поводке нет шлицов. Там передача крутящего устроена как на поводковом шлицевом токарном центре. Для полноценного шлицевого соединения высота профиля шлица мала. Хотя я новые поводки никогда не рассматривал. Но у себя регулирую положение - просто ослабляю гайку и двигаю по месту, потом затягиваю. -
Футорка. Если "мяса" мало, то свечу с меньшим диаметром резьбы. На садовой технике ухудшением теплоотвода от свечи через футорку можно пренебречь. В данном случае, сварка - баловство (замечательный способ выкинут предмет вожделения в помойку)
-
К нам тут привезли беспилотный вертолет. Размером почти на всю длину полуприцепа под тракторы (по ощущениям чуть меньше Ансана). Так что, можно завидовать по месту.
-
У меня в автосервисе была плазма Алплаз на воде (которая самая первая). Незаменимая вещь для рихтовки хлопунов (которые надо сгонят с нагрел-охладил). Грела точкой, мгновенно.
-
У меня знакомый директор завода теперь почти все лазером варит (на сборке). Единственное минус, приходится обзывать эту сварку МИГ, а то по оборонке не проходит.