hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
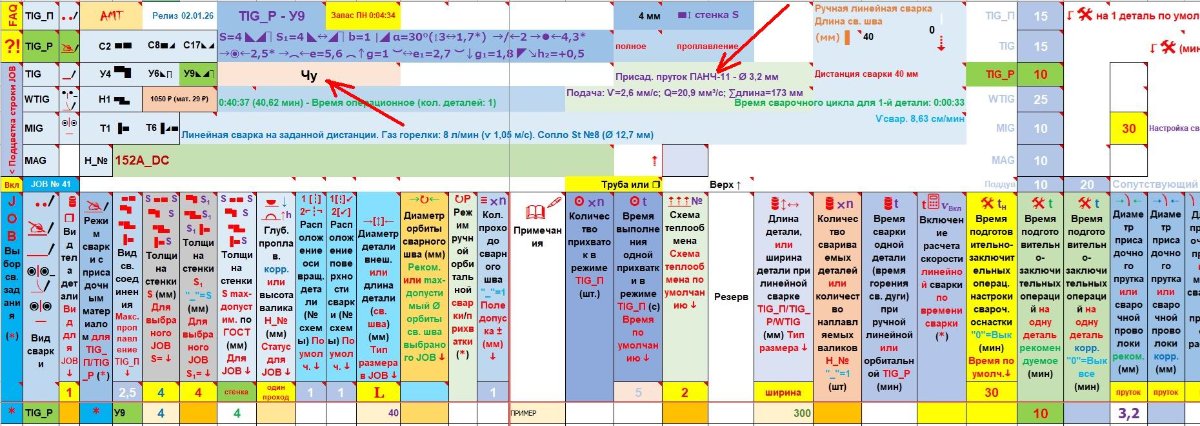
Добавил сварку чугуна. Ничего революционного, просто считает расход проволоки ПАНЧ-11 (и стоимость израсходованного).

-
Ну что, начнем новый год с нудных вопросов? Кто такими соплами пользовался (резьба UNF9/16-18)? Вскочил вопрос по расходу газа. Пробовал заварить титан на №24 - с наскоку не получилось, сгорает электрод из-за плохой защиты (расход был где-то 15-17 л/мин). Времени экспериментировать не было, бросил и заварил на №12 (резьба UN1-16) с увеличенной линзой. Но вскочивший вопрос остался. Есть кино с продувкой дымогенератором этих сопел на 5-7 л/мин https://rutube.ru/video/66b53c84777332c8832e3fa75dc3866c/ (правда автор путает расход газа со скоростью потока). Как работает №24 мне не понравилось, но №20 нет в наличии, а №16 - маловато для большого вылета электрода. Может кто уже отточил техпроцесс? Хочется сократить путь к истине.
-
Похвастаюсь, или горем поделюсь, не знаю. У нас ни на что не смотрят при приемке (клейма; остаточное давление и т.п.) и выдают обезличено, получаешь то - что получаешь. Единственное, прошу мне подкатить с Линдовским вентилем. Даже и не знаю, можно ли как-то обернуть индивидуальный баллон, по моему такой фигней никто не занимается - оборот баллонов полуприцепами.
-
Опора для ног (наверное) инвалидной коляски. Титан. Такое ощущение что из-за охрупчивания, по границы шва, лопнуло. У меня, похоже, получилось не намного лучше - внутри трубы белесый налет, хотя дул 10 л/мин. П.С. Мой шов желтый от нагрева с противоположной стороны, а так он был белый и пушистый.
-
У меня товарищ, пару лет назад, прям на моих глазах на эти грабли наступил в WhatsApp (проголосуй за дочку на конкурсе танцев). Мгновенно аккаунт увели и разослали по контактам: "Срочно дай в займы 20 тысяч". Он потом всех обзванивал - говорил чтоб ему не занимал никто.
-
Вероятно удешевление, немцы крохоборы.
-
Я, наверное, знаю (я же из Дубны). Но ко мне, кажется, уже стучаться.
-
"Многие вещи нам непонятны не потому, что наши понятия слабы, но потому, что эти вещи не входят в круг наших понятий." (с) Так что я сильно не переживаю так-как: "Я еще и вышивать могу, и на машинке тоже...".
-
Про эту душераздирающую историю коротенько. Я из стационарного стола сварочного вращателя сделал поворотный . Экран кабеля энкодера был соединен с землей непосредственно через плату оптрона. Между поворотным столом и основным корпусом вращателя сделал металлизацию, дабы гальванически разгрузить шарнир стола. Кабель оптрона пришлось удлинять и делать разъемным, а так-как он делался из кабелей USB-PS/2 возникли проблемы с соединением экрана (на переходнике USB(M)-PS/2(F)). Соединение сделал на основном корпусе, оставив и соединение через плату оптрона на поворотном столе. Благодаря этому перфомансу, подкрепленного глубоким и обширным незнанием куда электроны текут и получилось соединение экрана с обеих сторон кабеля. А так как масса сварочного аппарата у меня подсоединяется к основному корпусу вращателя (потом через токосъемник идет на сварочный стол), то я получил четыре пути высокого напряжения ВЧ-поджига: через шарнир поворотного стола, через металлизацию, через вспомогательный кабель "массы" и через экран кабеля энкодера. В результате, всего этого издевательства не пережили два оптрона и два счетчика импульсов.
-
А сразу-то и не верилось (обычное дело для неразбирающихся).
-
- Про сервис. Как-то поехал в гости в деревню (далеко). На подъезде машина заглохла. Дотащили до места на веревке. Продиагностировал пальцем - нет искры (мерседес, но довольно простой - W126). До этого наблюдал плохой контакт в соединениях высоковольтных проводах (подгар - значит была дуга). Решил что умер блок зажигания. Заказал новый (500$). Прошло два месяца. Поставил - все тоже самое. На веревку и домой в автосервис. Там за полчаса диагностировал неисправность катушки зажигания. Поставил от 2108 и был счастлив. Все таки в сервисе чинить как-то поскладнее. - Про самостоятельный ремонт. Как-то тут кричал о помощи. Пока сам не разобрался (в электронике я полный ноль) и не выявил конструктивный дефект - экран кабеля энкодера недоученный конструктор соединил с землей с обеих концов. Вот кто бы такую фигню смог бы заподозрить, если бы не сам? П.С. Для тех кто в электронике также, как и я, не разбирается. Я из экрана сделал полноценный проводник по которому ВЧ от поджига пошло, со всеми вытекающими.
-
Самый практичный вариант. И предгаза и постгаза сколько хочешь. Я еще иногда и возгорание горелкой тушу. Вот у меня противоположная была задача - на механическую горелку клан поставить и чтобы и так и так работало по выбору. П.С. Если что - клапан ЭПХХ от Жигулей.
-
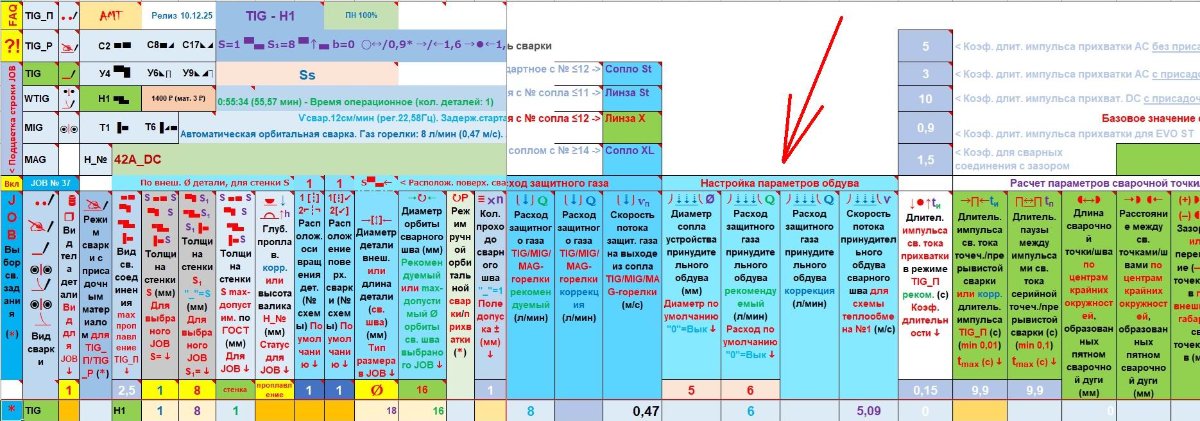
Добавил блок настроек принудительного обдува свариваемой детали (сварного шва). Принудительный обдув может применяться, например, при сварке титана, когда используется специальное приспособления для обдува сварного шва, закрепляемого позади сопла сварочной горелки. Программа автоматически определяет необходимость применения такого обдува, исходя из расчета теоретической температуры конечного участка сварного шва. Например, когда при орбитальной сварке титановой детали, теоретическая температура конечного участка определяется, как превышающая 250 градусов. Этот алгоритм построен на расчете параметров теплообмена при сварочном процессе. Стоимость израсходованного защитного газа включается в общую стоимость расходуемого газа (напомню, также рассчитывается стоимость защитного газа расходуемого через газовую горелку и через систему поддува полости свариваемой детали). Также, доработаны некоторые алгоритмы программы, исправлены выявленные ошибки, доработан интерфейс.
-
Реклама должна прежде всего продавать. Мы же не знаем результатов исследований по отклику на эту рекламу. Может он, отклик, был очень хороший. Может этим занималось серьезное рекламное агентство, знающее законы рекламы. Если бы меня попросили объяснить выбор рекламного агентства этой несуразной фотографии, а не "правильной", с изображением заурядного сваривающего сварщика, то я бы объяснил это тем, что данное фото больше цепляет и лучше запоминается. П.С. Для тех, кто иногда не варит. Очень хорошая книга про то, как надо рекламировать - "Огилви о рекламе" Девида Огильви.
-
Вот этого сильно не хочется, а то 2400 жалко.
-
Там не в сгорании проблема. Если затачивать электрод от цилиндрического состояния, то он работает острой кромкой как токарный резец из ВК8. Китайские дешевые диски на никелевом связующем просто обдираются. При этом, на никеле самое прочное связующее, остальные просто вне конкуренции.
-
Вроде были какие-то проблемы с прошивкой, но у меня все хорошо работает. А проблемы, скорее всего, в некорректных настройках. Широта диапазонов этих настроек позволяет запсочить режимы в зону нестабильности. Во всяком случае я для себя так все объяснил и зажил спокойно, наслаждаясь жизнью и иногда аппаратом. Похоже из алмазного абразива только такой будет работать (по стойкости диска), на никелевом гальваническом связующем. Зернистость конечно великовата, но с меньшей производительность падает, так что приходится мириться. Алмазный на бакелитовом связующем только подполировывать электрод можно (я так и делаю когда приспичит), а так износ большой. Карбид кремния по зернистости конечно можно идеально подобрать, но опять таки износ большой, только для ручной заточки.
-
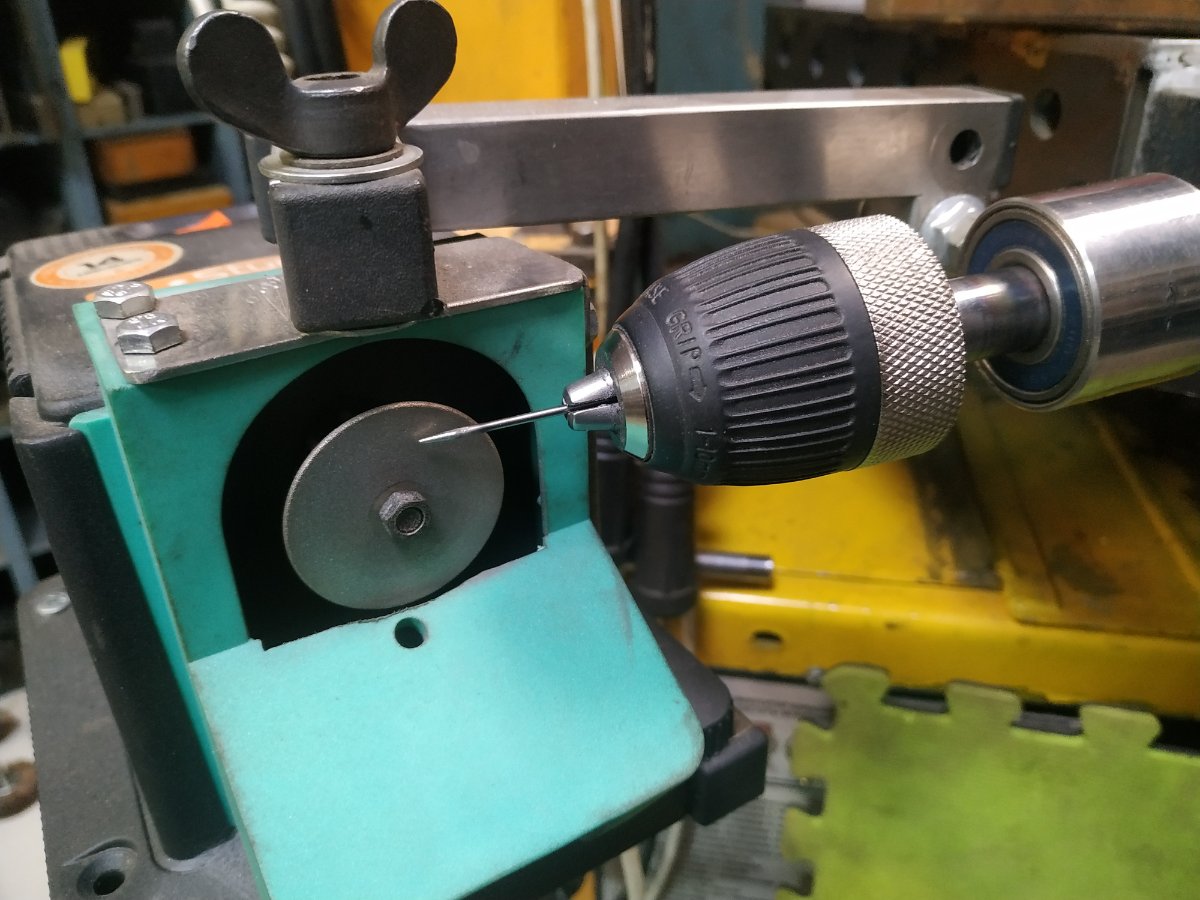
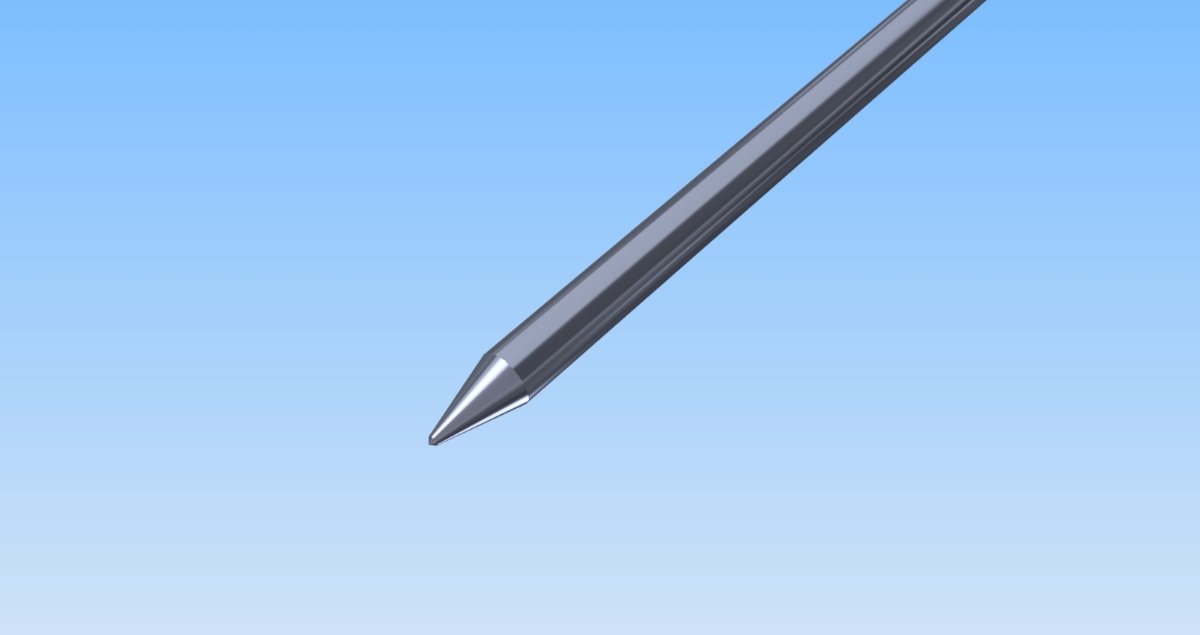
Риски поперек мне только специально можно сделать (фото 1). Притупление, вроде тоже в допуске. Вот как притупление 0,3 на электроде 1,6 выглядит (фото 2).
-
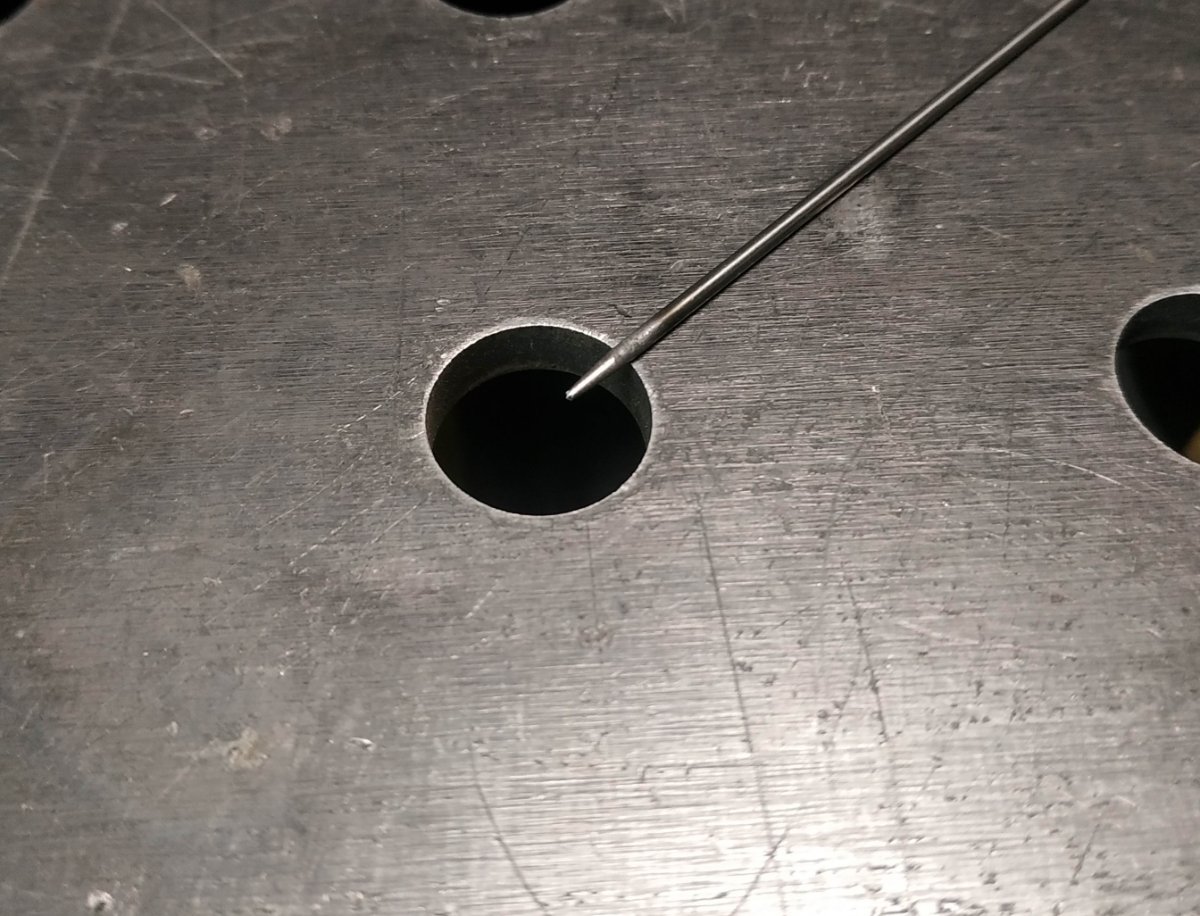
Вот так загрязняется (фото 1). Летит всякая неудаляемая грязь, масло, окись, пары алюминия. А аэродинамика околодуговой зоны такова, что скорость воздушного потока там высокая (доходит до сверхзвуковой) и все тянет в сопло и на электрод. Чистить конечно можно и нужно, но это приходится делать очень часто - муторно. Электрод 1,6, заточка 30 градусов, кончик 90 и слегка скруглен. 1, В рабочем состояние. 2. Почищенный, поправленный.
-
У меня на малых токах электрод 1,6 (иногда 1мм, но у него плохой теплоотвод), но заточенный под 30 градусов. Кончик заточен под девяносто и скруглен, так что шарик в принципе и не нужен, сам потом в границах этой заточки оплавляется, если баланса хватает. Но я кроме баланса длительности полупериодов еще и баланс амплитуды постоянно использую. В некоторых ситуациях электрод естественным путем невозможно оплавить, только идти в меню менять настройки и искусственно оплавлять. Электроды лантановые, в принципе претензий нет, все равно постоянно по уши в алюминии.
-
Мы не настолько бедны, чтобы покупать дорогие вещи.
-
Я до него не дорос. Мучаюсь с дешевой Чеборой.
-
У меня образ работы сидячий далеко от сварочника, это же надо руки тянуть. Привык уже с горелки током управлять.
-
Тут все сложнее. У шарика на переменке эмиссия лучше (ну там, пленочный электрод и все такое). У меня на шарике дуга заметно стабильнее.
-
У меня как-то по другому варит. Моя Чебора в этом плане капризная.