hvr63
-
Постов
1 427 -
Зарегистрирован
-
Посещение
-
Победитель дней
128
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
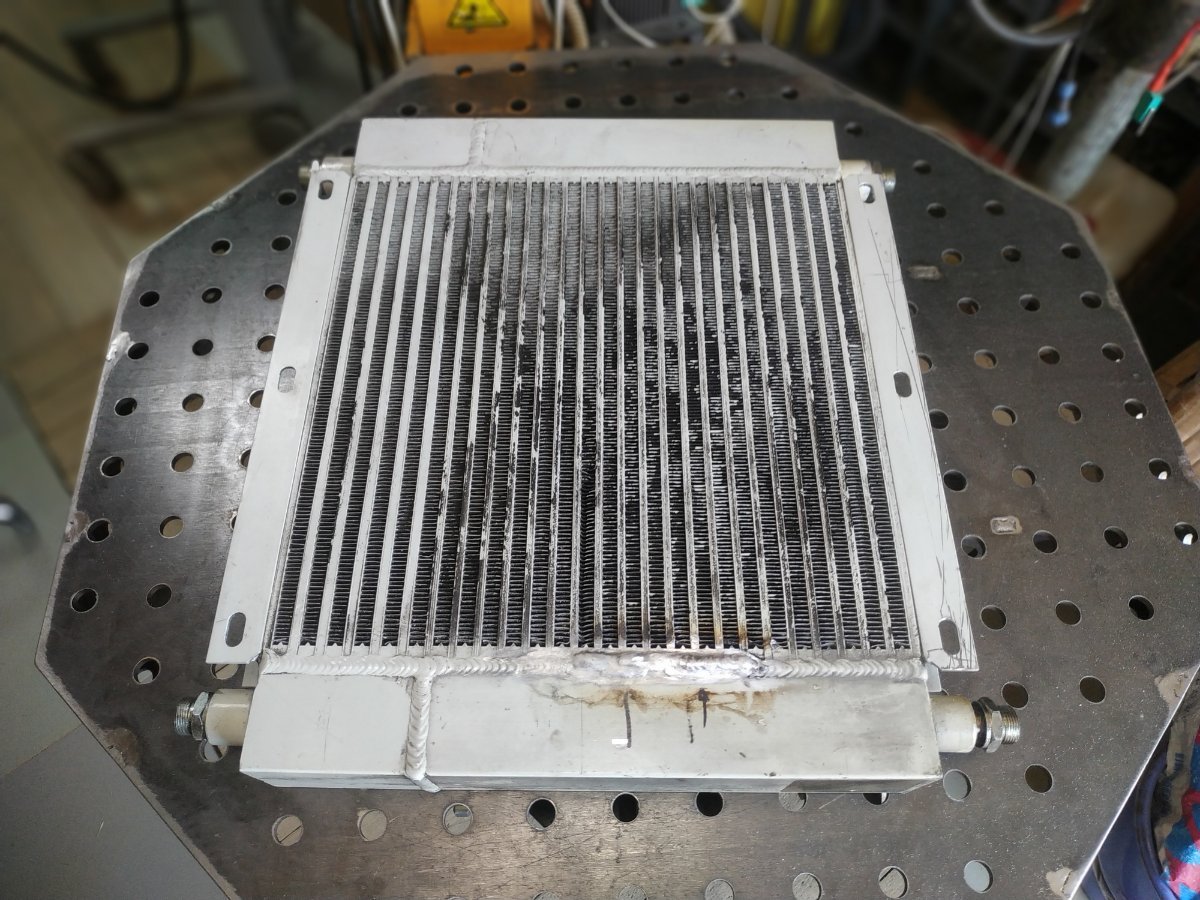
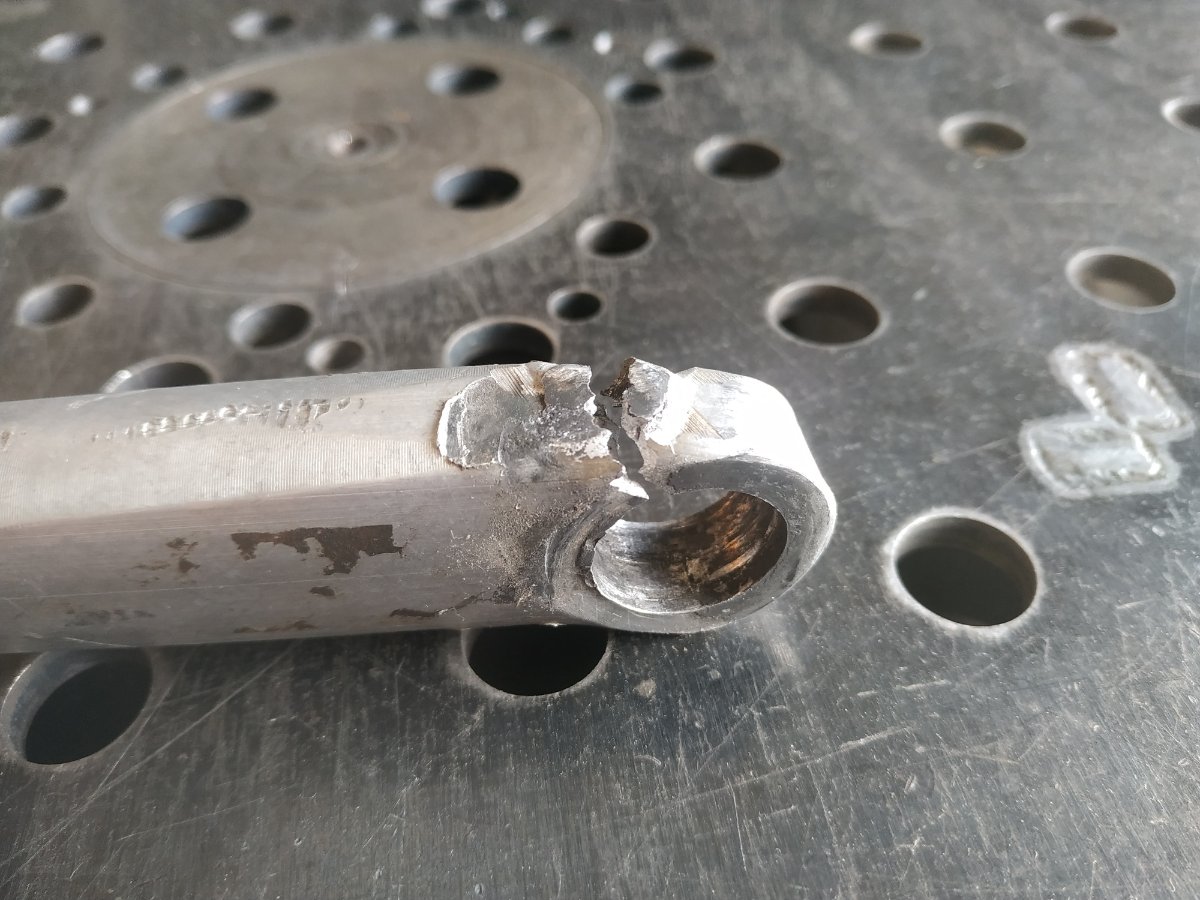
Вот точно такой же, с таким же дефектом. С трудом заварил, со второго раза. В моем случае - заводским швом неточно попали по стыку, получилось ослабление, что со временем привело к растрескиванию.

-
У меня, кроме программного деления, есть возможность прямого деления окружности (дискретность 3 градуса). Единственное, дугу на каждом секторе приходится включать-выключать вручную. Я это использую для прихваток, хотя и прерывистый шов можно исполнить. В данной схеме - сложность в реализации управления всем циклов включения-выключения дуги. И кроме управления дугой нужна система слежения за ней (что она зажглась-погасла). У меня инфракрасный датчик зырит за дугой.
-
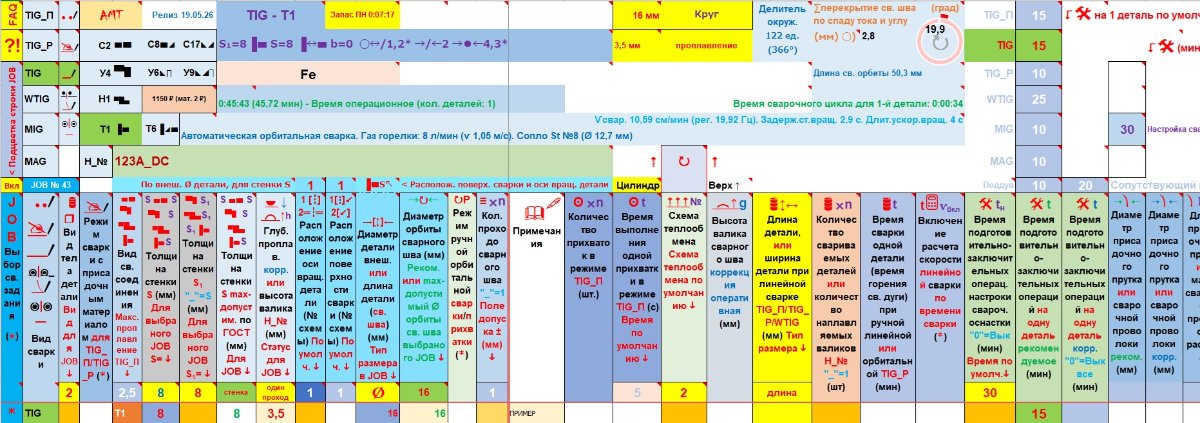
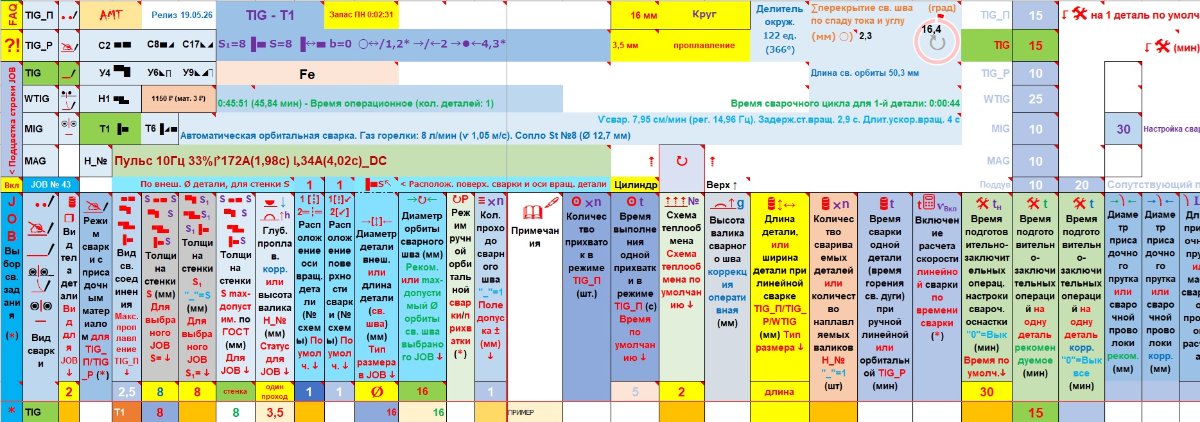
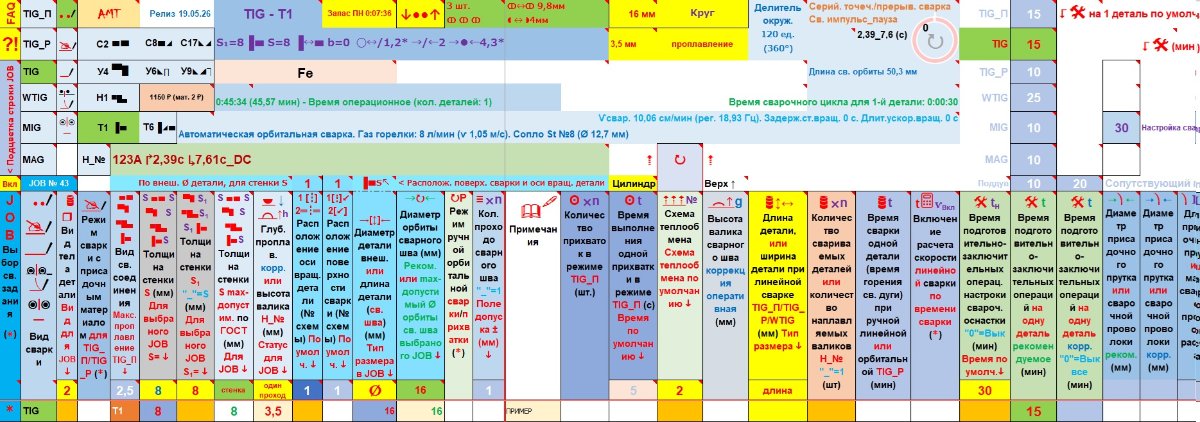
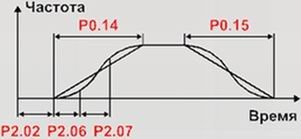
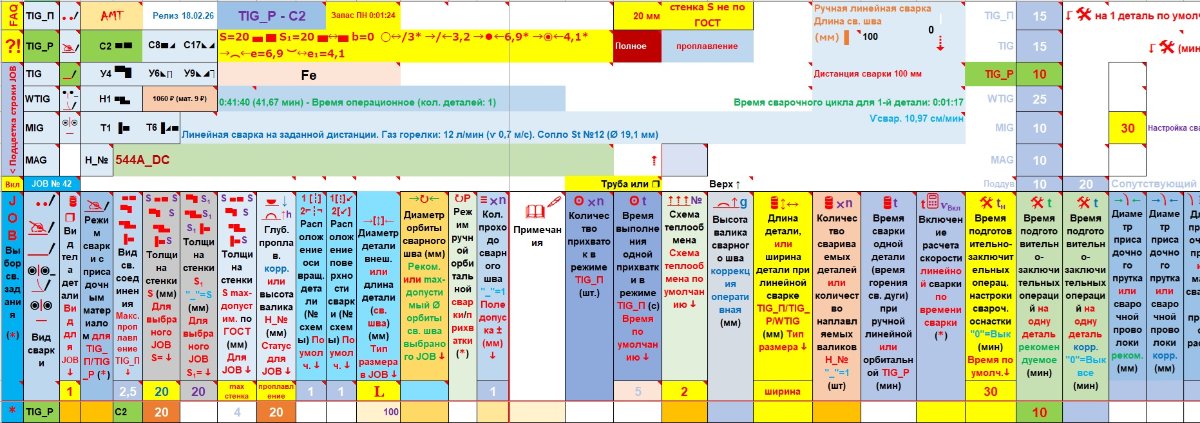
1. Импульс. током импульса, током паузы, коэффициентом заполнения, частотой импульса. Лично меня такое количество переменных по сварочному току, плюс невнятная термодинамика в теле детали, нелинейные кристаллизационные процессы и фазовые превращения в сварном шве и в зоне термовлияния, приводит в тихий ужас. Как это все описать математикой (не забываем - это автоматическая сварка). Я конечно все это посчитал, но с каждой новой переменной расчет усложняется по экспоненте, накапливается "ошибка допущения" и "степень эмпиричности". Конечно, при наличие серьезной экспериментальной базы (ящик деталей-свидетелей и вагон времени) можно добиться превосходных результатов, но для этого должна быть партия деталей на которую распределяться все затраты на исследования, но никак не одна единственная деталь. Вот как выглядят настройки линейной (на которой данная деталь сварена) и импульсной сварки. 2. Секторная сварка (в моей интерпретации - прерывистая сварка). На мой взгляд оправдана только на относительно больших диаметрах. Для полноценной реализации потребуется программный комплекс на базе шагового двигателя в приводе вращателя, который будет управлять включением-выключением сварочной дуги и делить окружность на сектора. Мой вращатель построен на асинхронном двигателе под управление частотника. Весь расчет секторов строится на параметрах сварочного аппарата в режиме прерывистой сварки (длительности импульса прерывистой сварки) и скорости вращения, при котором автоматизация завершения сварки сильно усложняется (у меня приходится стеречь последний сектор и выключат вручную). Ограничения такой схемы в максимальной длительности импульса и паузы в настройках сварочного аппарата (у меня 9,9 секунд). Вот как это выглядит на практике. Можно задавать как количество секторов, так и длину отрезков и промежутков. 3. Управление током, или скоростью? Конечно на сварочном аппарате есть ток старта, его подъем, спад и заварка кратера. Но вопрос - как всем этим автоматически управлять относительно дистанции сварки? Ещё, эти параметры имеют линейную зависимость управления с резкими переходами этапов. Так что, я использую опорный параметр - скорость вращения. У меня частотник имеет более гибкую систему программирования. Используются только стартовые параметры частотника (имеет как линейную характеристику, так и нелинейную S-образную), тормозные не используются. Завершением сварочного процесса управляет сварочный аппарат.
-
У меня отладка техпроцесса смещена в теоретическую область. Саму сварку приходиться производить без практической отладки. Вот как выглядит подобное соединение, но без проточки. В данном случае, расход материала на сварной шов "своим телом" идет полностью из втулки. Основная проблема с расходом материала из втулки - сохранить ее ровный край торца, так-как по ходу сварки деталь нагревается и шов увеличивает свою ширину. Я борюсь с этим программированием задержки старта вращения и нелинейного ускорения вращения после старта (кому любопытно - нелинейное ускорение по S-образной кривой). Титан, кстати.
-
Все серьезные ребята уже на дорогих китайцах работают.
-
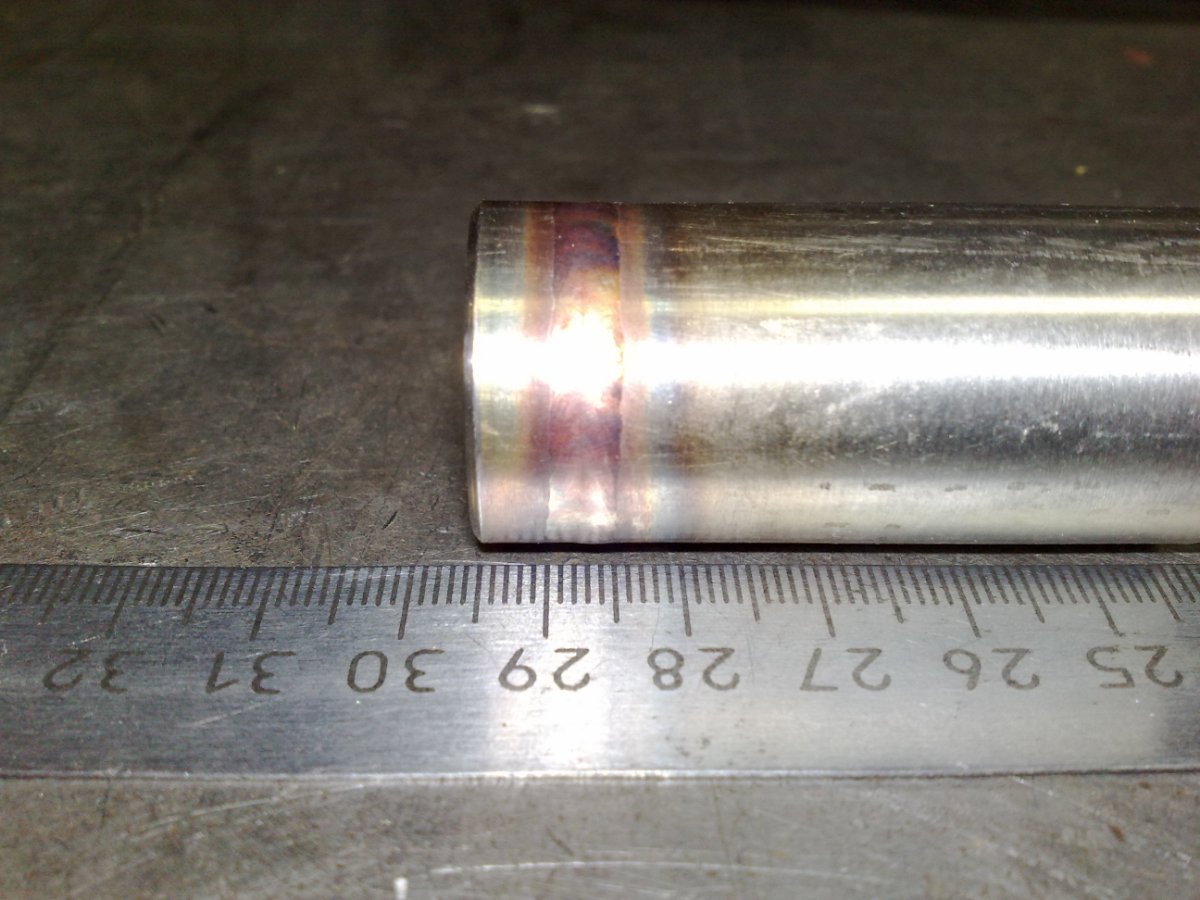
Это не подрез, это проточка для убирания дефектов проката и окалины. Диаметр стержня сохранен, так-как нужен был именно этот размер (даже "как чисто" проточить припуска не хватило, другого диаметра прутка не было ). Конечно метал со стержня расходуется на сварку телом, но это в рамках задуманного конструктива - шов должен был сформировать галтель (чтобы не изготавливать/искать радиусный резец), постобработка не предусматривалась.
-
Все уже придумано до нас, например система Кайдзен, или TPS (Toyota Production System). Но где нам, на наши предприятия, столько японцев набрать?
-
У японцев есть выражение - "шоганай" (разговорное, переводится как "ничего не поделаешь", "это невозможно изменить"), по сути являющееся целой философией принятия неизбежного. Вы, батенька, не японец случайно?
-
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
-
 Этот тип сварочных аппаратов построен на твердотельном лазере, в отличие от подавляющего большинства остальных (мобильных), которые на волоконном лазере.
Этот тип сварочных аппаратов построен на твердотельном лазере, в отличие от подавляющего большинства остальных (мобильных), которые на волоконном лазере. -
Сделал выводы, используя индуктивный метод. - Технология изготовления - точение (не ковка, требующая последующей термообработки). Значит можно применять материал в состояние поставки Т6. Применять сплав 6-й серии смысла нет, его свойства здесь не нужны. Сплавы 7-й серии избыточны по прочностным характеристикам. Я бы использовал 2-ю серию (люблю Д16Т). - Корпус плакирован (предположительно). Значит можно сделать вывод, что у сплава низкие противокоррозионные свойства. Высокопрочные алюминиевые сплавы, как правило, имеют низкую коррозионностойкостью и требуют дополнительных мер для предотвращения коррозии: плакирование; анодирование; окрашивание. - Травление NaOH дало черный цвет. Значит ощутимое содержание меди (CuO - кристаллическое вещество черного цвета), что характерно для сплавов 2-й серии. - Ну и вишенка на торте. Предыдущая сварка весело треснула, что может быть связано кроме пахорукости, с несвариваемостью.
- 3 331 ответ
-
- 4
-

-
- технологии
- TIG
- (и ещё 1 )
-
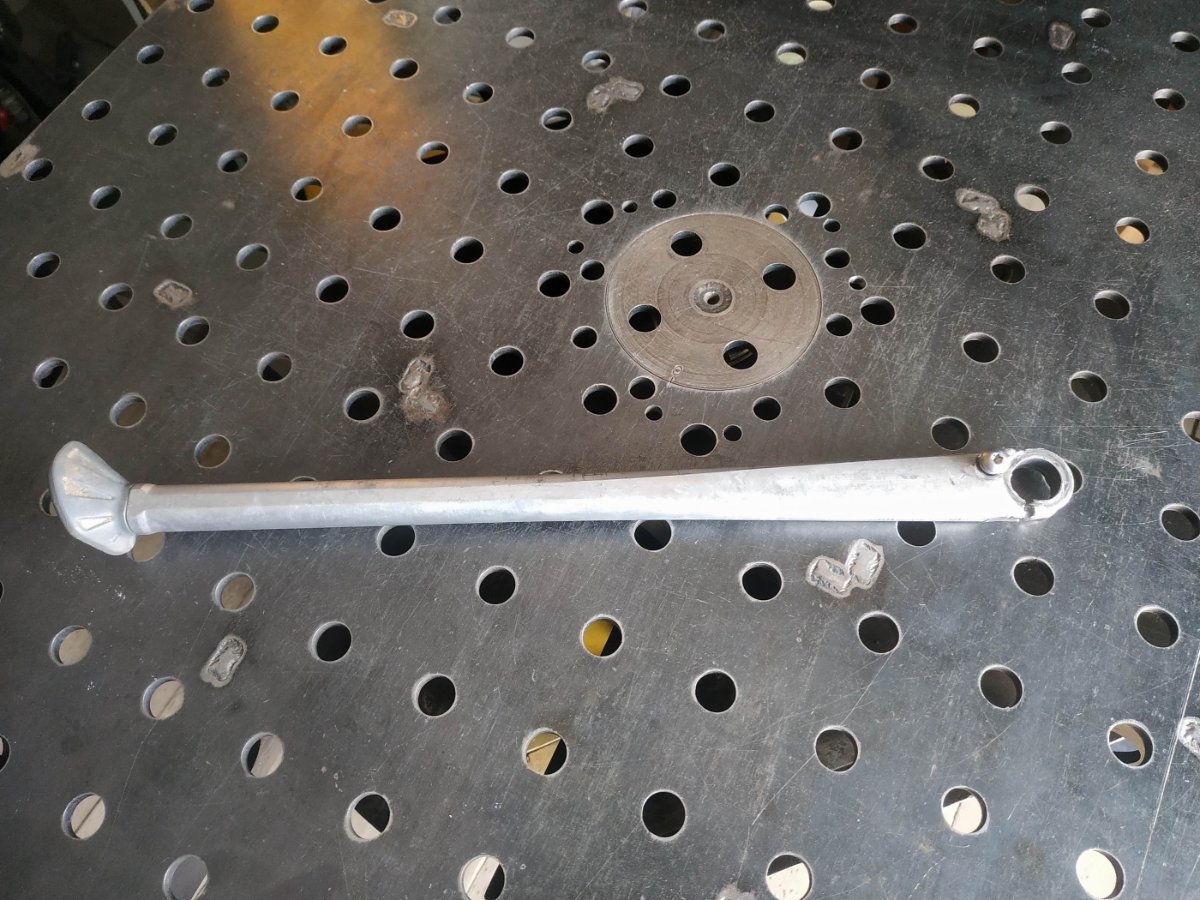
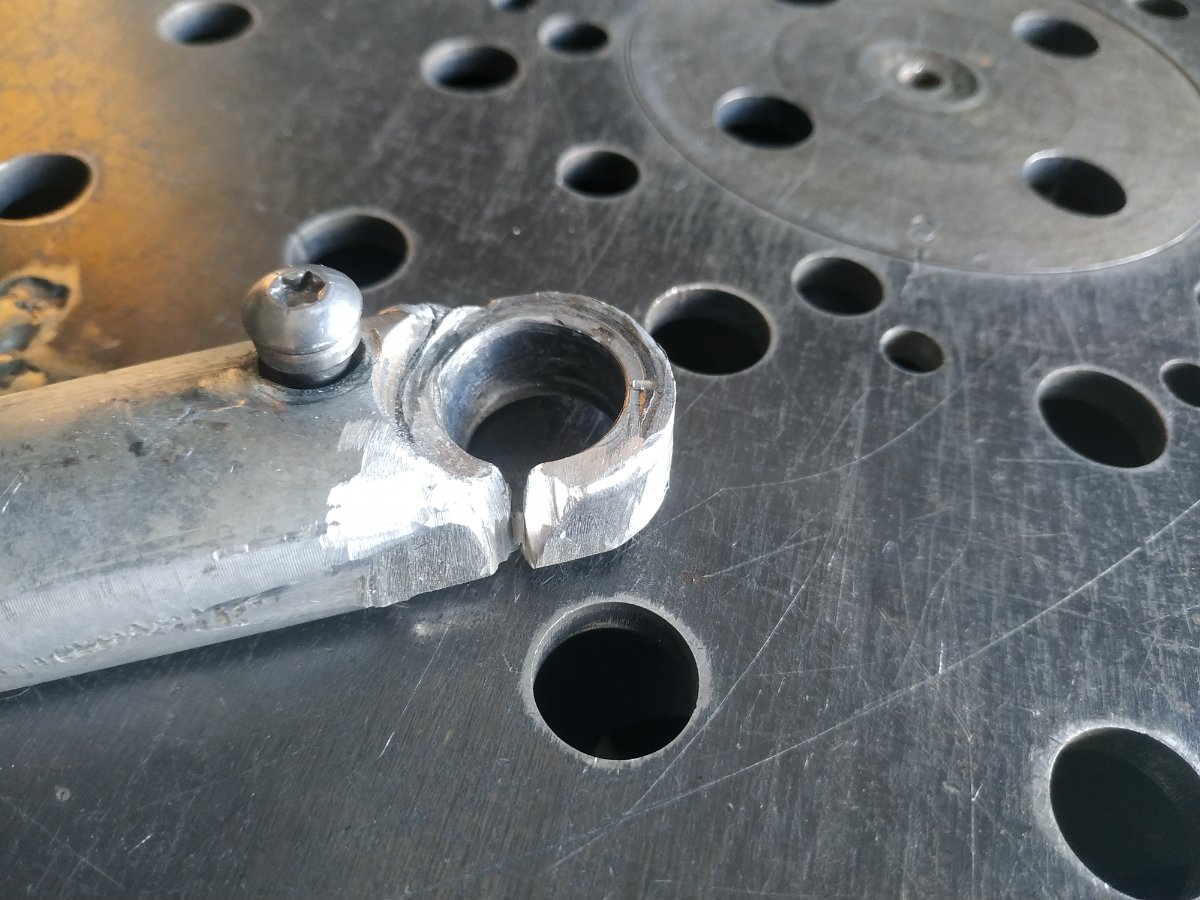
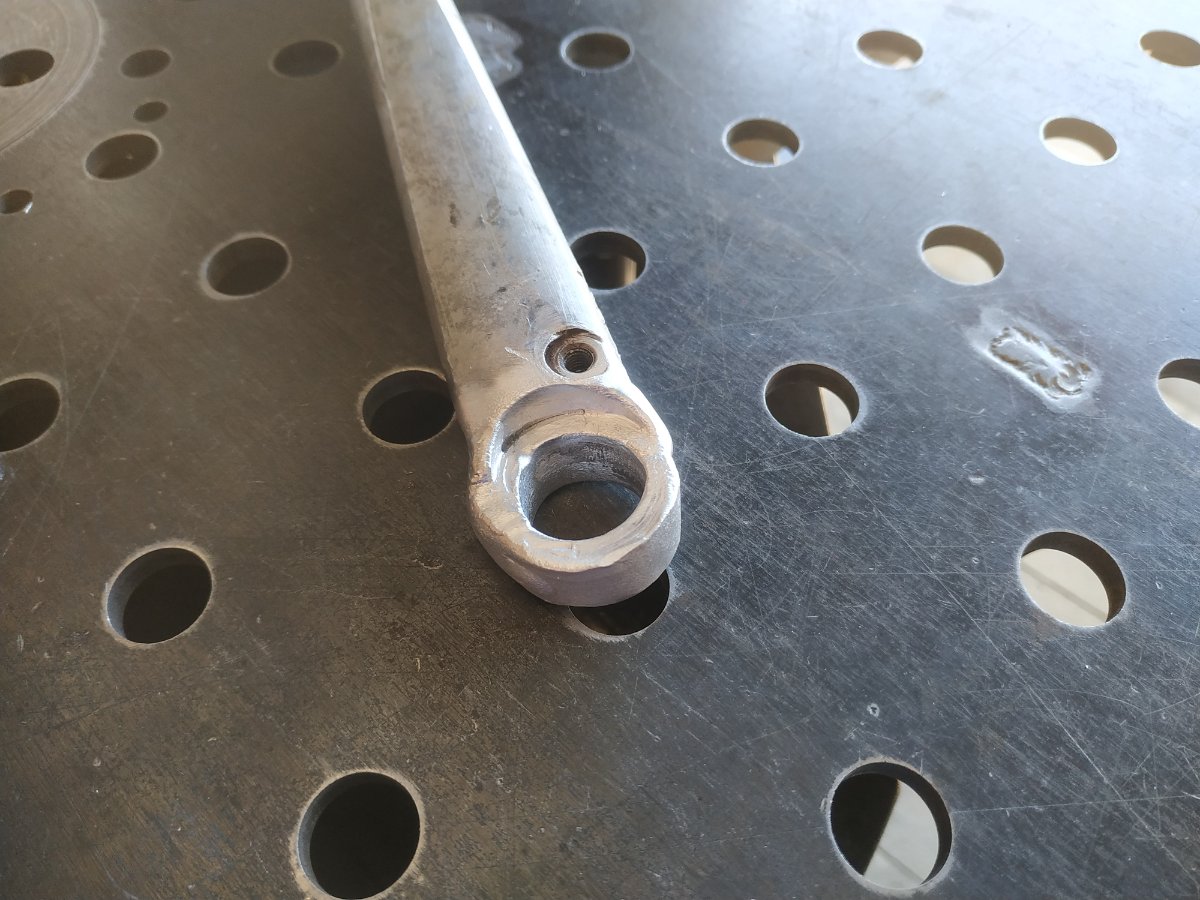
Артель "Напрасный труд". Лапка боковой подставки мотоцикла КТМ (мать его). Тело лапки, по сравнению с проушиной, как шасси от Боинга (принцип равнопрочности побоку). Кто-то уже варил. Ну и мне пришлось варить несвариваемое (просьба заказчика, идущая в разрез с моими религиозными убеждениями).
- 3 331 ответ
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
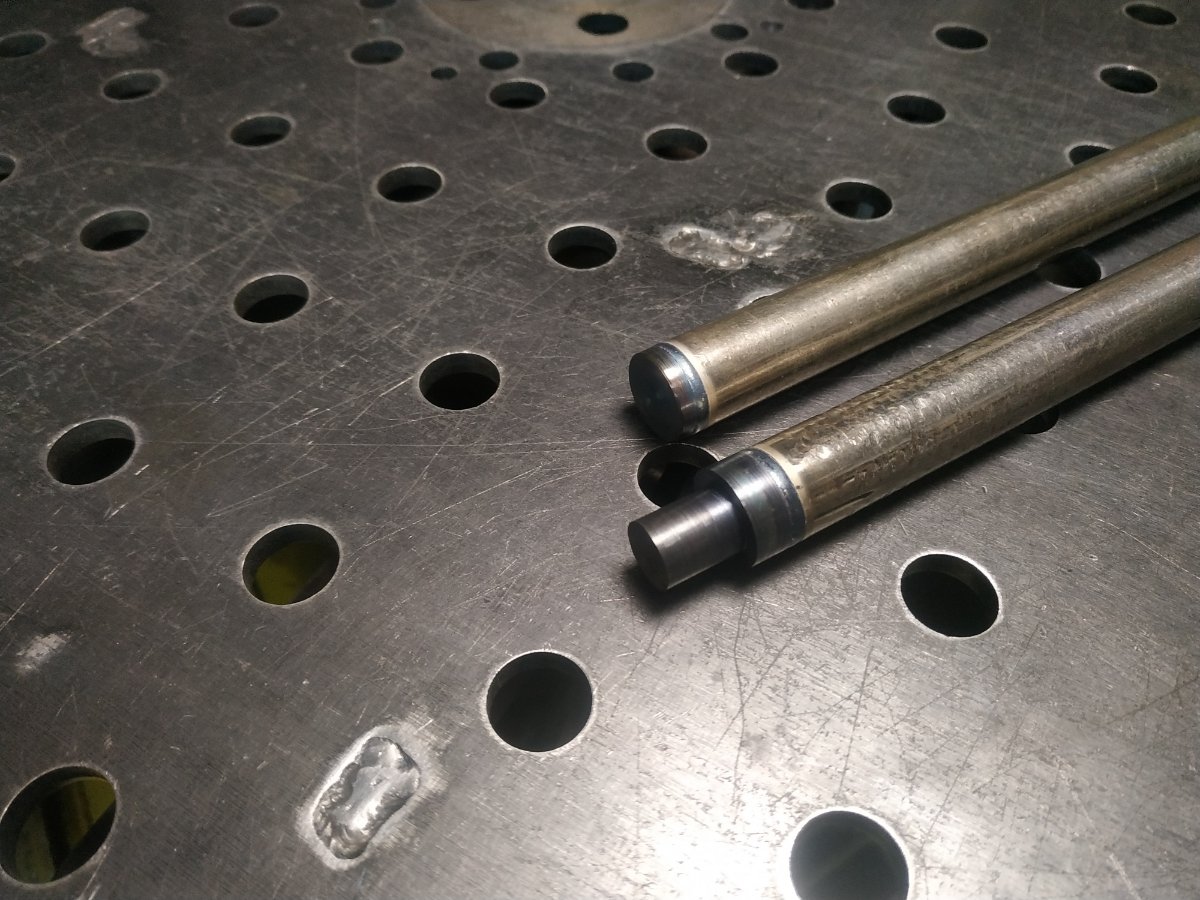
Простые вещи сложным способом (чтобы сварной шов не протачивать). Труба: нержавейка, 19х1,5. Вставки: черная сталь (вот так захотелось); итоговый цвет - оксидирование промасленное. П.С. Удлинитель линейки для замера колеи автомобиля для сход-развального стенда. Стенду тридцать лет, за это время колея у бибик заметно подросла, штатного расхода линейки уже не хватает.
-
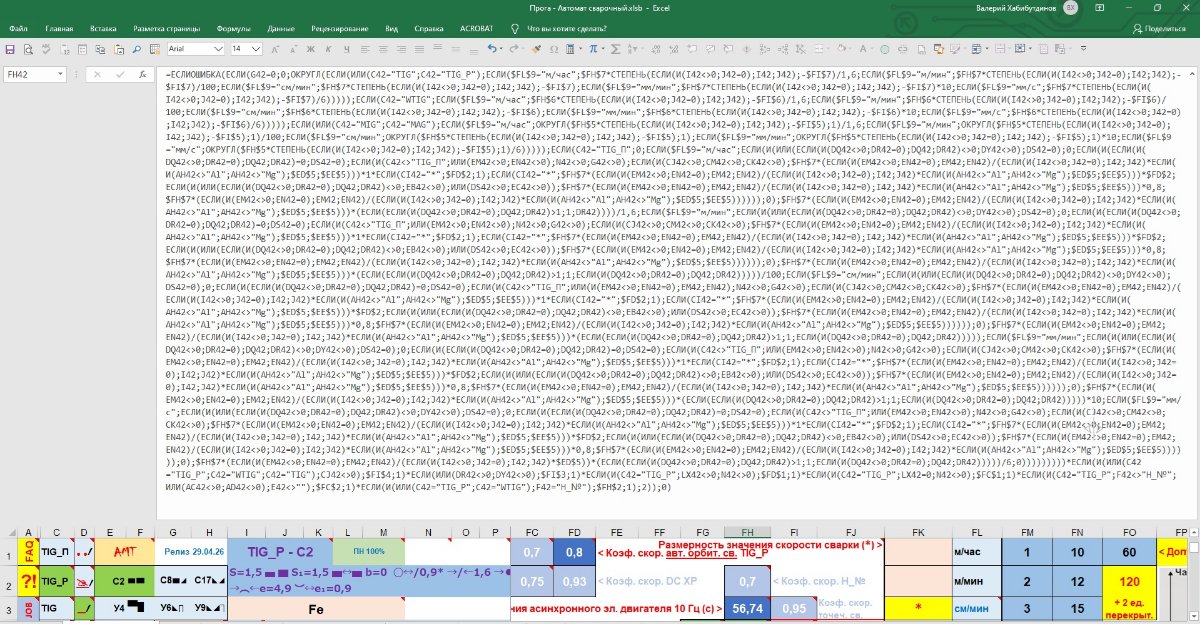
Я не программист и не представляю как пишутся мощные программу. В моей программе нет баз, я писал в Ecxel в основном на логических функциях, но и прикладная математика присутствуют. Это просто кошмар. Я несколько раз превышал (в два, иногда в три раза) ограничение Ecxel по количеству символов (max 8192) в формуле, приходилось делать сборку из нескольких.
-
Предварительный подогрев применяют, а иногда и попутный. Я программно задаю глубину проплавления, сварочные параметры устанавливаются автоматически. Это не моя прихоть, просто я вынужден зачастую действовать в условия высокой степени неопределенности - у меня нет возможности отрабатывать сварочные параметры на испытательных образцах, приходится варить с одного раза (максимум есть шанс на второй проход). Про кучу факторов, которые "не учесть". Я попытался. Плохо ли, хорошо ли, не знаю, но на что небогатого ума хватило, я сделал (правда сам теперь с трудом понимаю, что я там начудил). Что касаемо сварки без присадки - сам очень люблю такой способ и варю им всё, где можно и не можно. Я тоже не вижу причин не попробовать масштабировать этот способ на большие толщины. Но... Терзают смутные сомнения. Основная проблема мне видится в металлургие сварного шва и околошовной зоны, так-как эта металлургия перестает быть микро. Но по любому с интересом жду результатов.
-
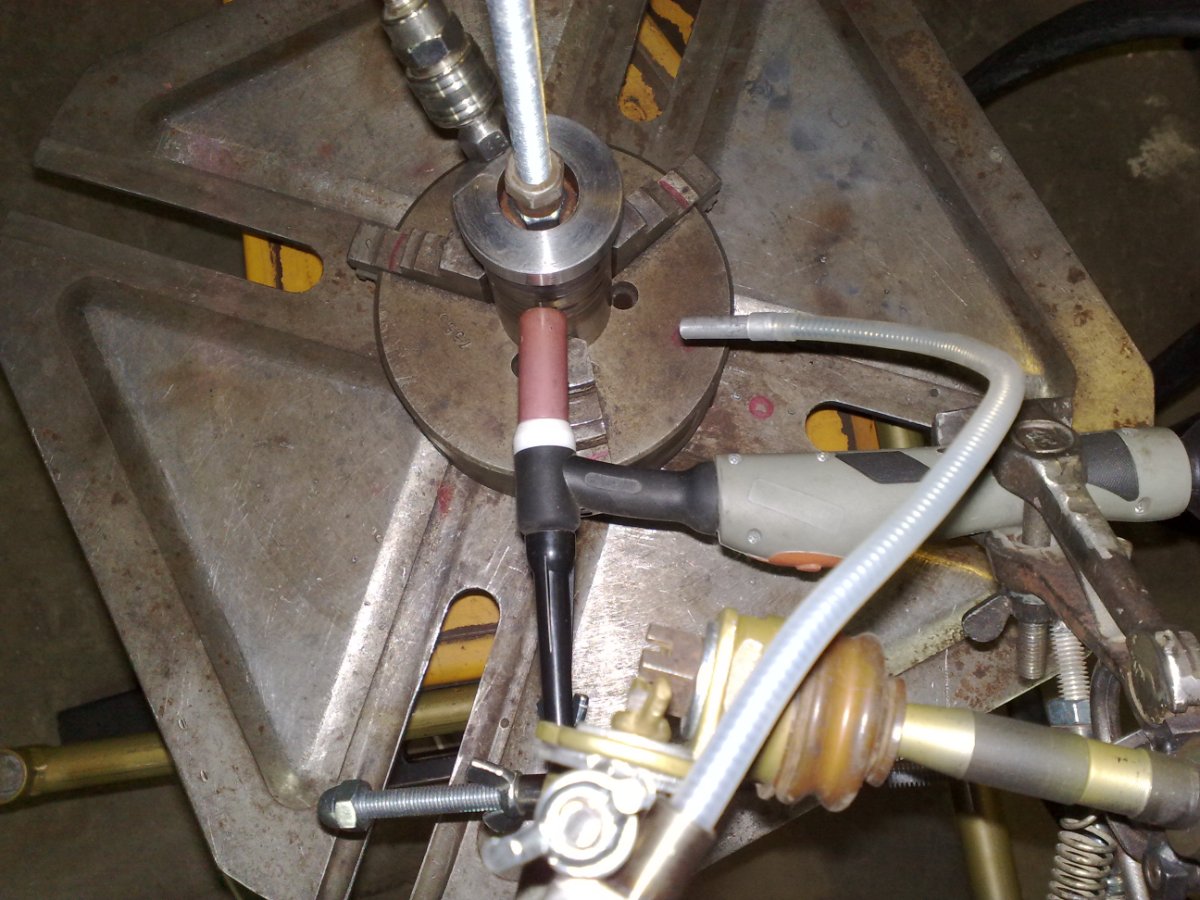
У меня высокочастотный параметр не регулируется, жестко задана частота около 11 кГц (остальные параметры не разглашаются). Применялось исключительно для сужения сварочной дуги. Первый проход был на 98 А, но из-за высокой скорости сварки был дефект с отрывом дуги от ванны. Сквозного проплавления не делал специально (проплавление было установлено 3 мм), для предотвращения отгорания элемента центрирующей проточки. И это было не нижнее положение, а вот такое. https://rutube.ru/video/007d80d9664f064becb6851fd80fd075/
-
У меня во как. Еще видел не у меня, понравилось - пост ремонтной сварки гребных винтов. Сюжет на ютюбе, так-что опишу высокохудожественным слогом. Вращающаяся кассета из труб (тубусов для присадки), подвешенная за верх. С нижнего торца - шайба, по габаритному диаметру вращения кассеты, в которую упираются присадочные прутки, торчащие из тубусов. Между тубусами и шайбой расстояние, позволяющее вынимать присадку из тубусов.
-
В копилку материалов будущего патента на прорывную технологию сварки. Попался образец сварки довольно толстой, для меня, трубы (D56 х 3, или 4), где сборка стыка осуществлена по центрирующей проточке, то-есть задачи получения сквозного провара не стояло, достаточно было переплавить проточку. Высокочастотный пульс (11 кГц); ток 120 А; два прохода. Посередине шва наблюдается провал, который не ушел и после второго прохода. Причиной, по моему мнению, является дефект встречной кристаллизации сварного шва (от краев к центру), связанный с высокой скоростью сварки (и как следствие - высокой скоростью охлаждения).
-
Теория (любопытно, как это будет выглядеть на практике).
-
Зависит от состояния поставки (АМг2М; АМг2Н2; АМг2Н) и какой конструктив изделия.
-
Да все очень просто. https://apirozhok.blogspot.com/p/403.html Если лень читать, то... Зависит от десятка факторов, в числе которых раскисление.
-
Разрушение из-за термической деформации по непрочному, из-за водородного охрупчивания, шву.
-
Такие программы для технологов. Сварщику некогда думать айфоном, ему прыгать надо. Хотя, если все эти персонажи сконцентрированы в одном теле, то конечно полезно, спору нет. Советы. 1. Сменить платформу. 2. Вот, может что и пригодится.