hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Я делю способы настройки (да и все остальное в этой жизни) на "аналоговый" и "цифровой". Для ясности: "аналоговый" - это "что тут думать, прыгать надо", "цифровой" - прямая противоположность. Иногда я микширую эти способы, но в разумных пределах, чтобы сильно не усложнять. Вот способ "аналоговой" настройки. Одной рукой дугу делаешь, другой - добиваешься ее идеального горения (чем хорош потенциометр в регулировке). А все эти цифровые (с синергетикой, с красивым экраном, или кнопками)... Крутанул - поварил, крутанул - поварил. Муторно. Плюнул - оставил последний вариант.

-
Сварка чугуна говорите... Фиксатор слесарных тисков.
-
 Мне кажется, что на поводке нет шлицов. Там передача крутящего устроена как на поводковом шлицевом токарном центре. Для полноценного шлицевого соединения высота профиля шлица мала. Хотя я новые поводки никогда не рассматривал. Но у себя регулирую положение - просто ослабляю гайку и двигаю по месту, потом затягиваю.
Мне кажется, что на поводке нет шлицов. Там передача крутящего устроена как на поводковом шлицевом токарном центре. Для полноценного шлицевого соединения высота профиля шлица мала. Хотя я новые поводки никогда не рассматривал. Но у себя регулирую положение - просто ослабляю гайку и двигаю по месту, потом затягиваю. -
Футорка. Если "мяса" мало, то свечу с меньшим диаметром резьбы. На садовой технике ухудшением теплоотвода от свечи через футорку можно пренебречь. В данном случае, сварка - баловство (замечательный способ выкинут предмет вожделения в помойку)
-
К нам тут привезли беспилотный вертолет. Размером почти на всю длину полуприцепа под тракторы (по ощущениям чуть меньше Ансана). Так что, можно завидовать по месту.
-
У меня в автосервисе была плазма Алплаз на воде (которая самая первая). Незаменимая вещь для рихтовки хлопунов (которые надо сгонят с нагрел-охладил). Грела точкой, мгновенно.
-
У меня знакомый директор завода теперь почти все лазером варит (на сборке). Единственное минус, приходится обзывать эту сварку МИГ, а то по оборонке не проходит.
-
Только наоборот - нагреть-охладить. В патенте (см. выше) так и предлагают.
-
Hund de graben (где собака порылась). Про очистку прокатной окалины. https://patents.google.com/patent/RU2812150C1/ru : "Окалина, является тонким и плотным оксидным слоем и обладает высокой температуропроводностью и хорошим тепловым контактом с металлом. Для интенсивного испарения окалины требуется ее нагреть до температуры кипения, которая близка к температуре кипения стали. Использование длительностей лазерного воздействия более 1-10 мкс для нагрева окалины до температуры кипения, приводит к чрезмерному нагреву металла, который вызывает термическое коробление тонких стальных листов и тонкостенных стальных изделий, а также термические преобразования в самой структуре стали и чугуна, что в конечном итоге приводит к потере функциональных и декоративных свойств очищаемых изделий. Более того, нагрев стали и чугуна при испарении с ее поверхности кипящей окалины неизбежно приведет к высокотемпературному окислению стали и формированию новой окалины, аналогично процессу формирования окалины в процессе производства металлопроката".
-
Конечно. Ведь работает дросселирование, поглащающее энергию пшика, а ротаметр на баллоне какой объм будет дросселирова, если шланг до клапана за ним?
- 51 ответ
-
- 1
-

-
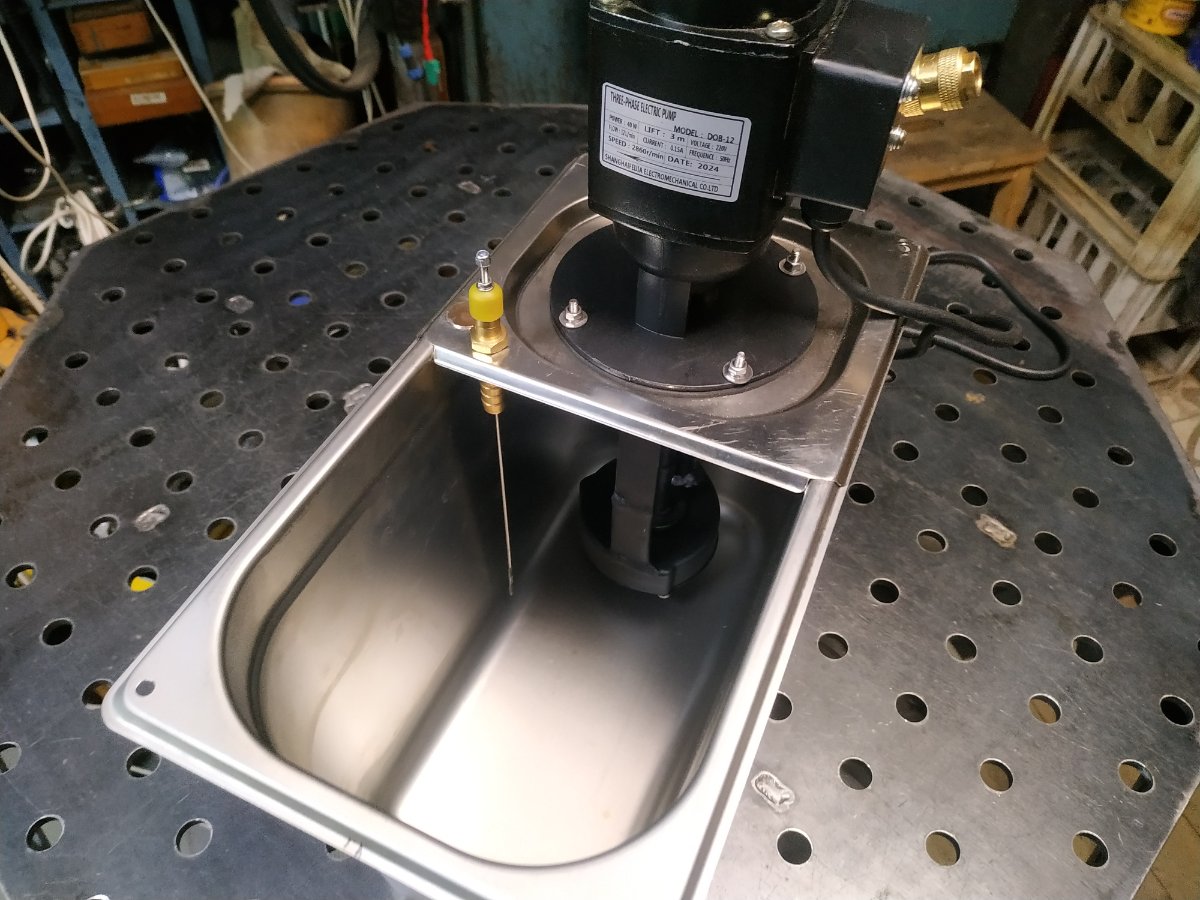
С небольшим запасом. Несколько раз, на 1-но секундной продувке электрод успевал сгореть. Повторюсь. Такая ситуация сложилась у меня с применением моей системы подключения газа, которая полностью убрала пшик сильным замедлением начальной скорости течения потока газа по шлангу горелки.
- 51 ответ
-
- 1
-
-
Сам не чистил. Но когда попросил очистить мне сварочный стол, то мне сказали сто чистит очень плохо. Стал изучать вопрос. Причина в химическом составе прокатной окалины. Справедливости ради скажу, лазерный источник был не самый выдающийся по мощности. ПС. Речь о прокатной окалине горячекатаной стали (см. фото). О той, которую и абразив берет с трудом. Я пытался сварочный стол зачистить лепестковым кругом - бросил эту затею из-за дикой трудоемкости. В общем за что купил, за то и продаю. Но желающие могут купить, попробовать и поделиться опытом.
-
Любопытный факт. Прокатную окалину чистит плохо (или совсем никак).
-
Не стал читать две страницы, просто попробую угадать. Речь о пшике? Если о нем, то... Если пшик кому-то сильно мешает, то от него больше пользы чем вреда (если конечно деталь им не сдувает). Пшик позволяет быстро продуть шланг. Пшик формируется объемом шланга до клапана и давлением низкой части редуктора. Деформация шланга может и влияет, но в рамках изменения объема - это незначительные проценты. А вот сжимаемость газа это серьезнее. Объем увеличивается на давление редуктора (для любителей крутануть тарировочный винт редуктора - на заметку). Длина шланга горелки тоже влияет. С длинным горелочным шлангом может и серьезного пшика не хватить быстро продуться. Тогда нужно будет серьезно увеличивать время продувки. Мое решение (уже публиковал, но пусть будет). Затевалось все для исключения скакания к ротаметру для настройки. Данное решение родило другую проблему. Пшик пропал и для продувки 4-х метрового шланга у меня стоит теперь 2 секунды.
- 51 ответ
-
- 3
-
-

-
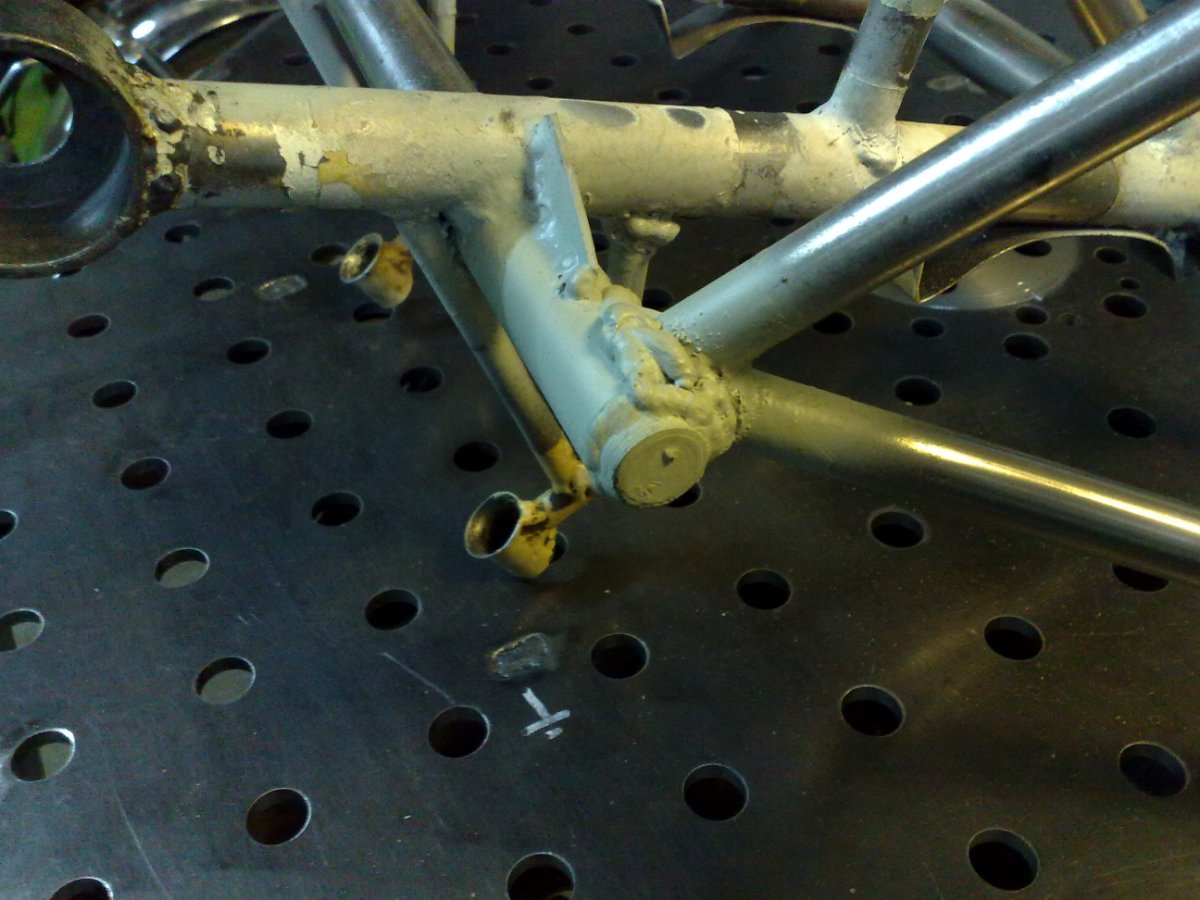
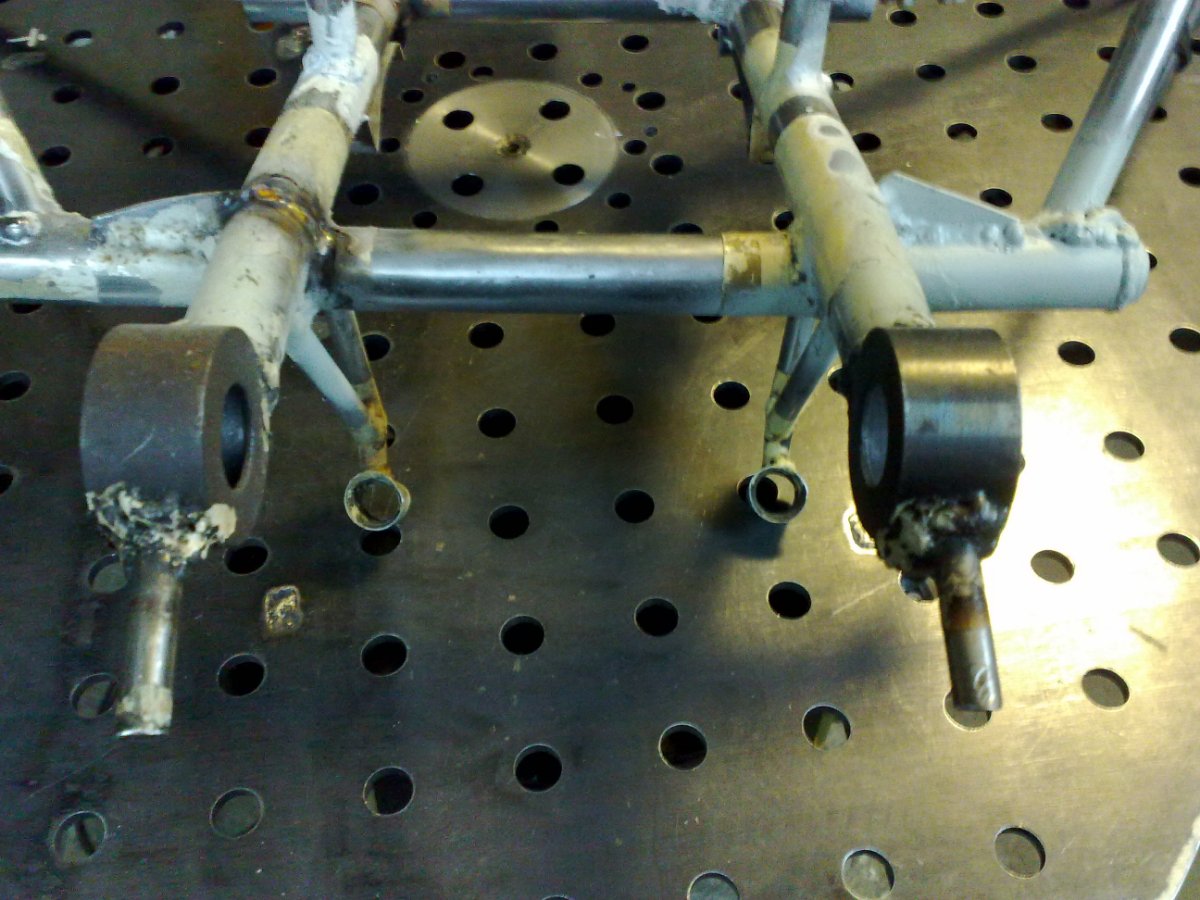
Вот так люди моторные рамы на самолет варят (смесь чернухи, наверняка беспородной, нержавейки и черной присадки) и не парятся. А тут... Какие-то 1,5 тонны веса. Главное самому под грузом не стоять и на следствие выбрать твердую позицию защиты (аргументы из первого сообщения слабоваты).
-
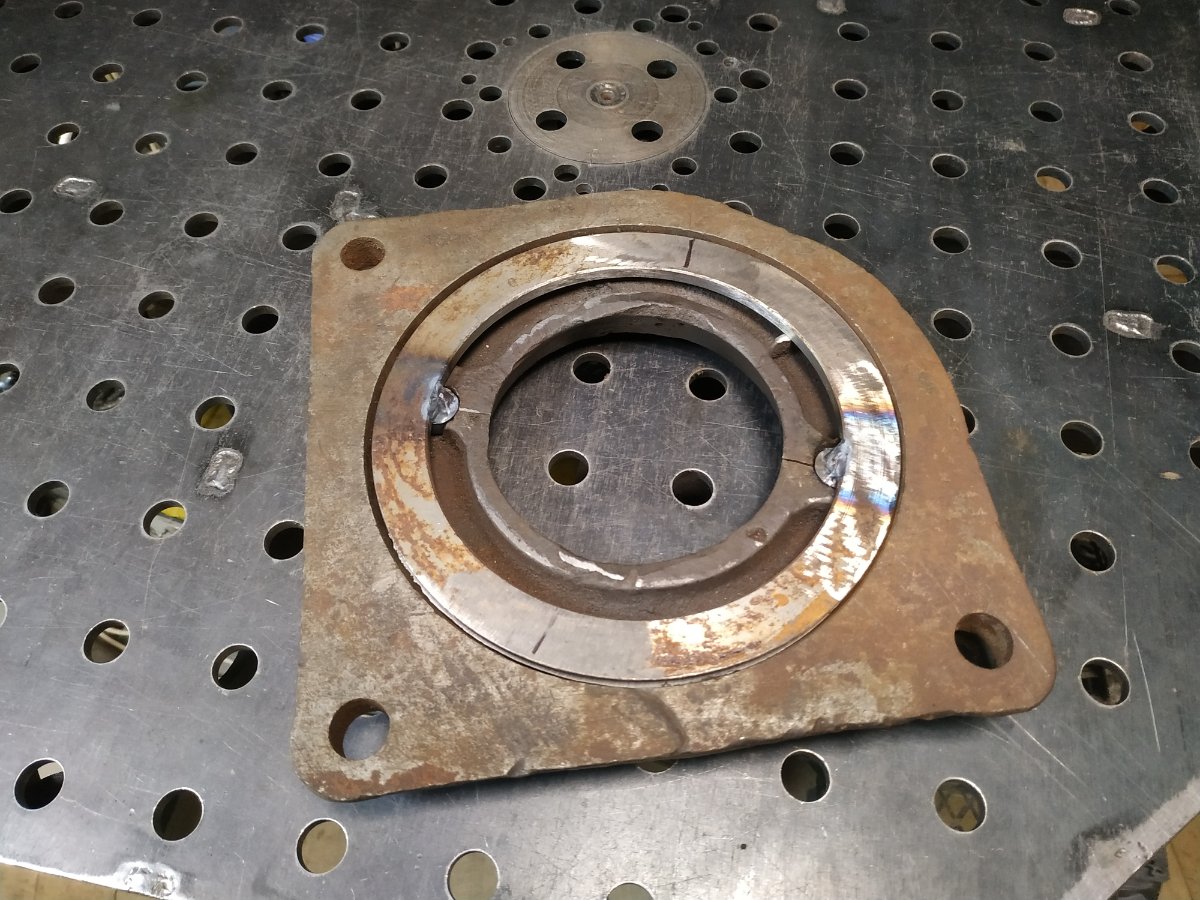
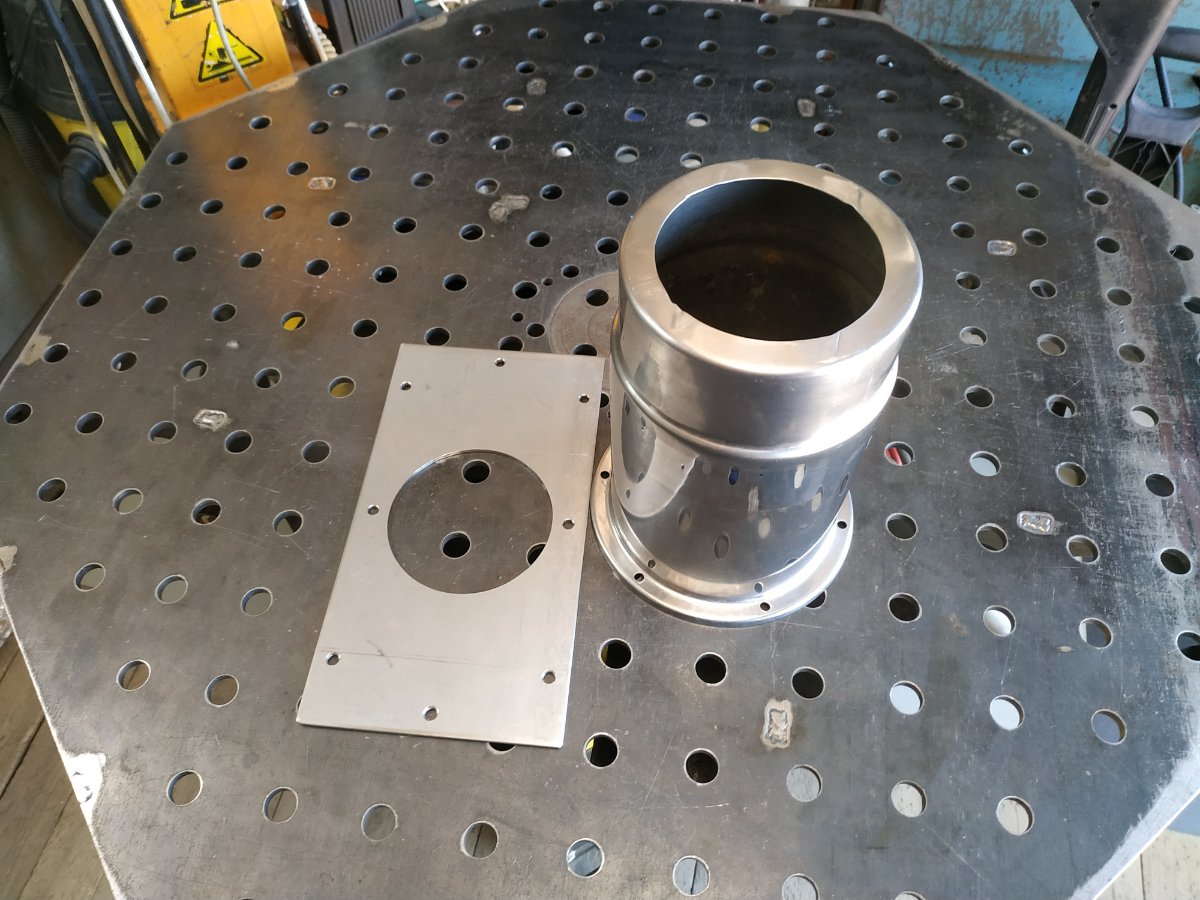
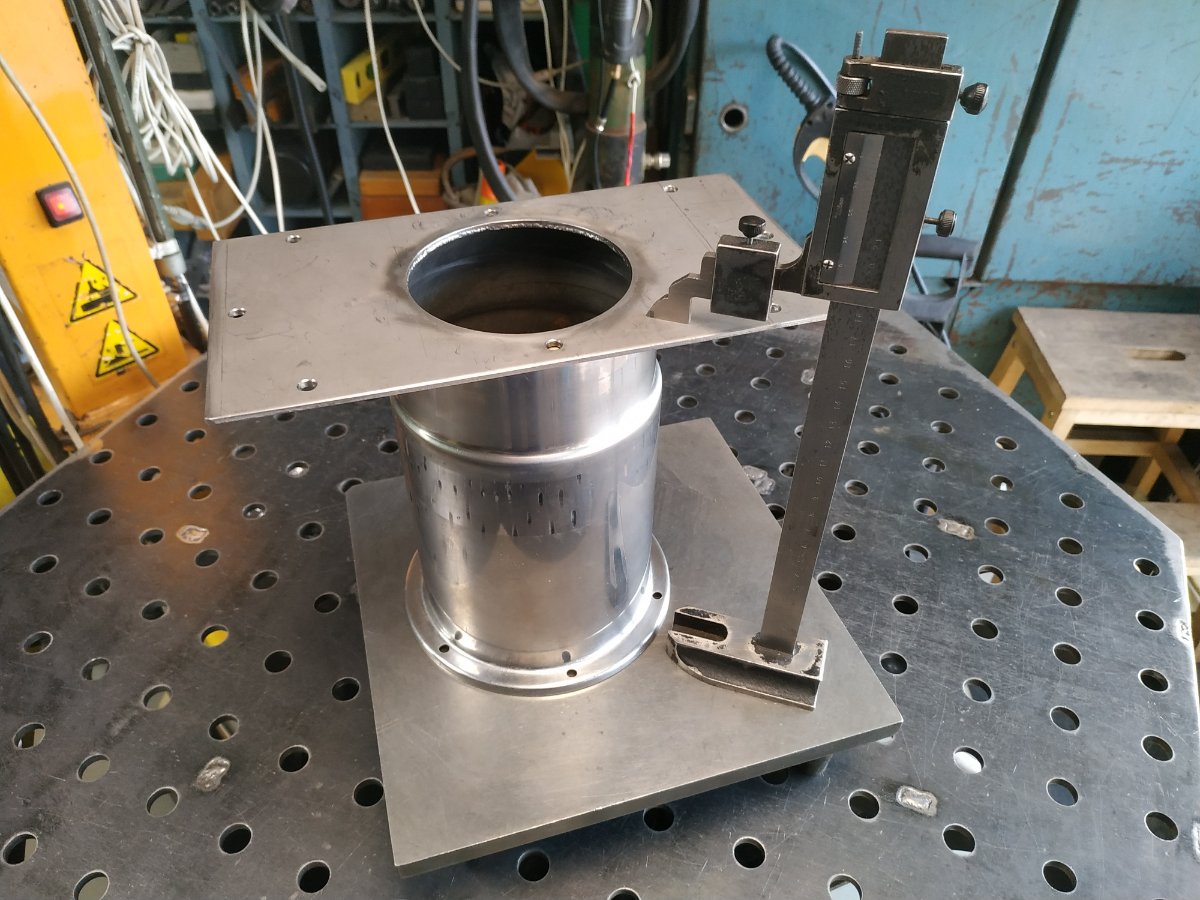
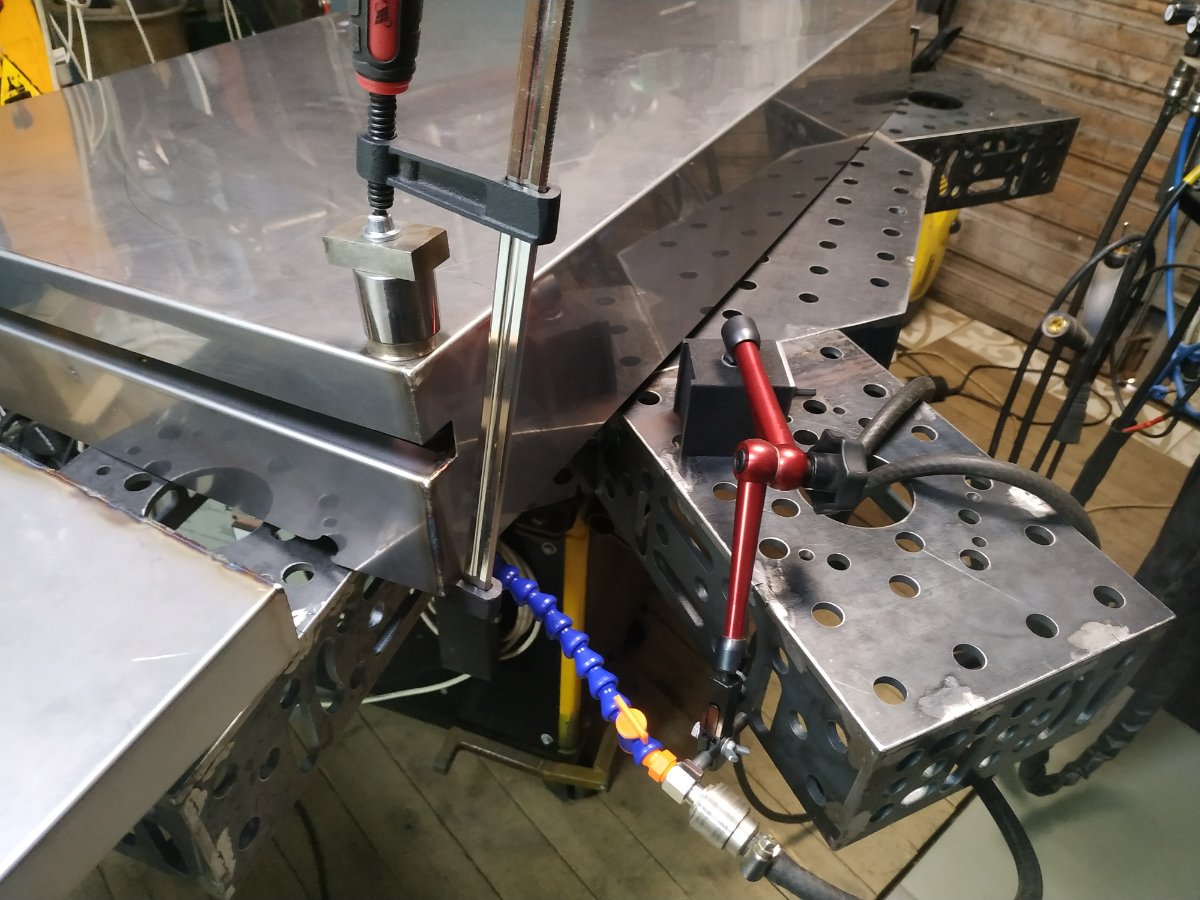
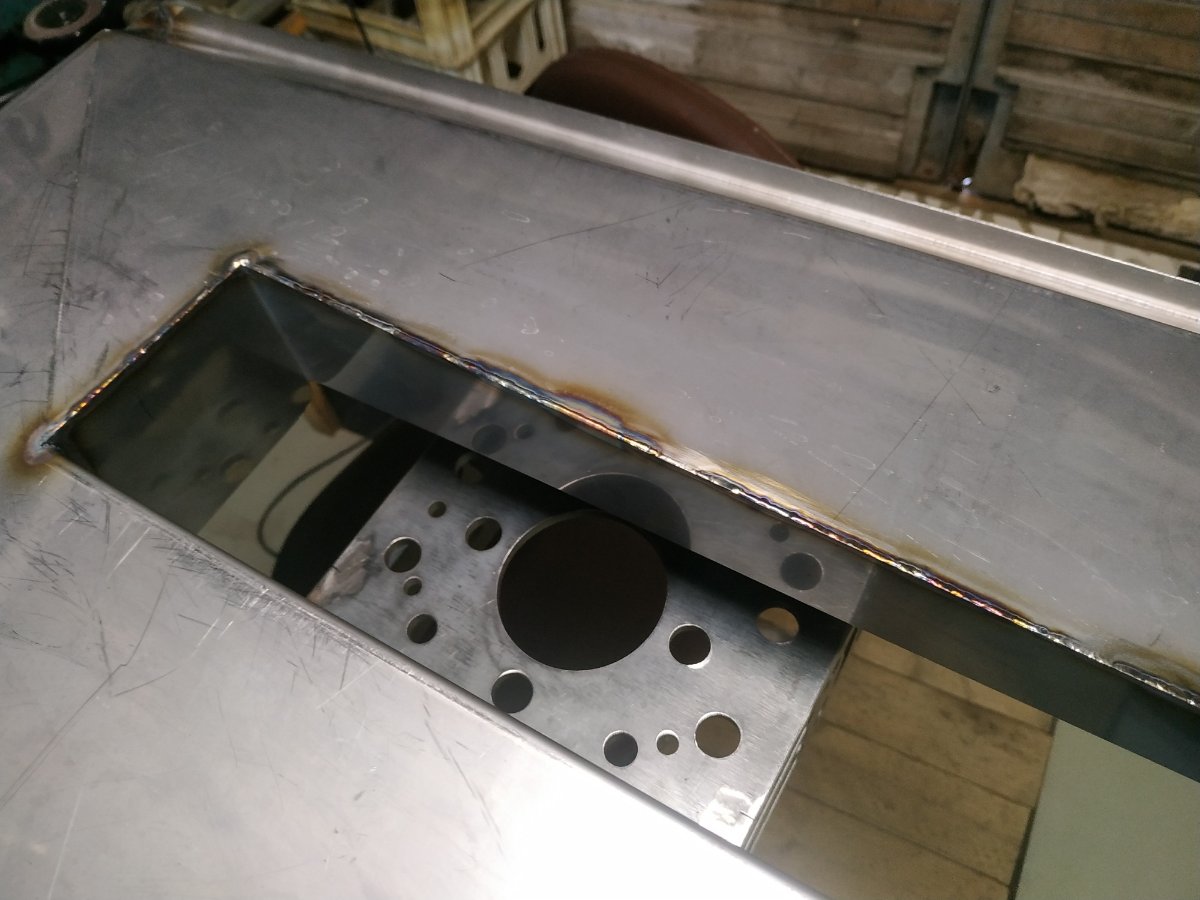
Штампованная "труба" - 1 мм, пластина 4 мм. Заказчик предполагал выполнение сварного соединения Н1 (ГОСТ 14771) с присадочным материалом (пластина сверху). Я высказал предположение о значительной деформации такого соединения и технических трудностях с газовой защитой обратной стороны шва.. Было решено расточить отверстие в трубе до диаметра отверстия пластины и выполнить сварное соединение сплавлением кромок (можно отнести к У1). Результат - деформация отсутствует и шов чистый.
-
Я немного не о том. По хорошему, выдаваемая синергетикой настройка должна, содержать все параметры (в том числе и вылет проволоки). Представляете количество вариантов настройки? Теперь возьмем программу, которая должна выдать параметры настройка. Известно, что программа выполняет только то, что вы ей приказали, а не то, что вы хотели, чтобы она выполняла. Так вот проблема с приказыванием. Необходимо досконально описать конкретную сварочную ситуацию, которая насчитывает с десяток параметров. Чтобы получить параметры на все ситуационные значения, алгоритм программы получит ветвление по закону геометрической прогрессии. Так вот, не получится осуществить эти обе две вещи - описать сварочную ситуацию (во всяком случае в производственной обстановке) и написать такой алгоритм программы. Только ИИ способен на такое и то с долгой и нудной обучалкой (и без машинного зрения тут не обойтись).
-
У МИГ/МАГ все параметры динамические. Изменился, например, вылет проволоки и все связанные параметры за собой потянул. Только ИИ в динамике сможет с настройками справиться.
-
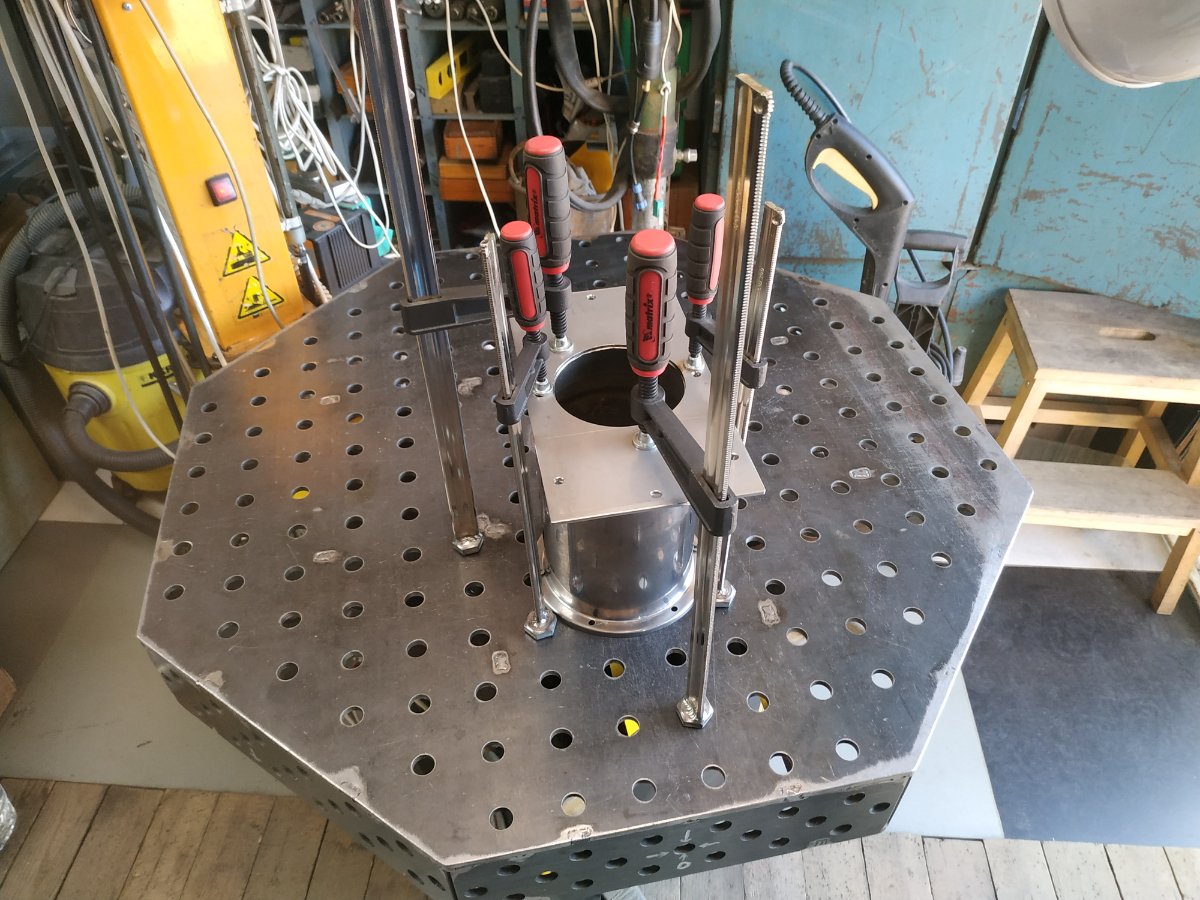
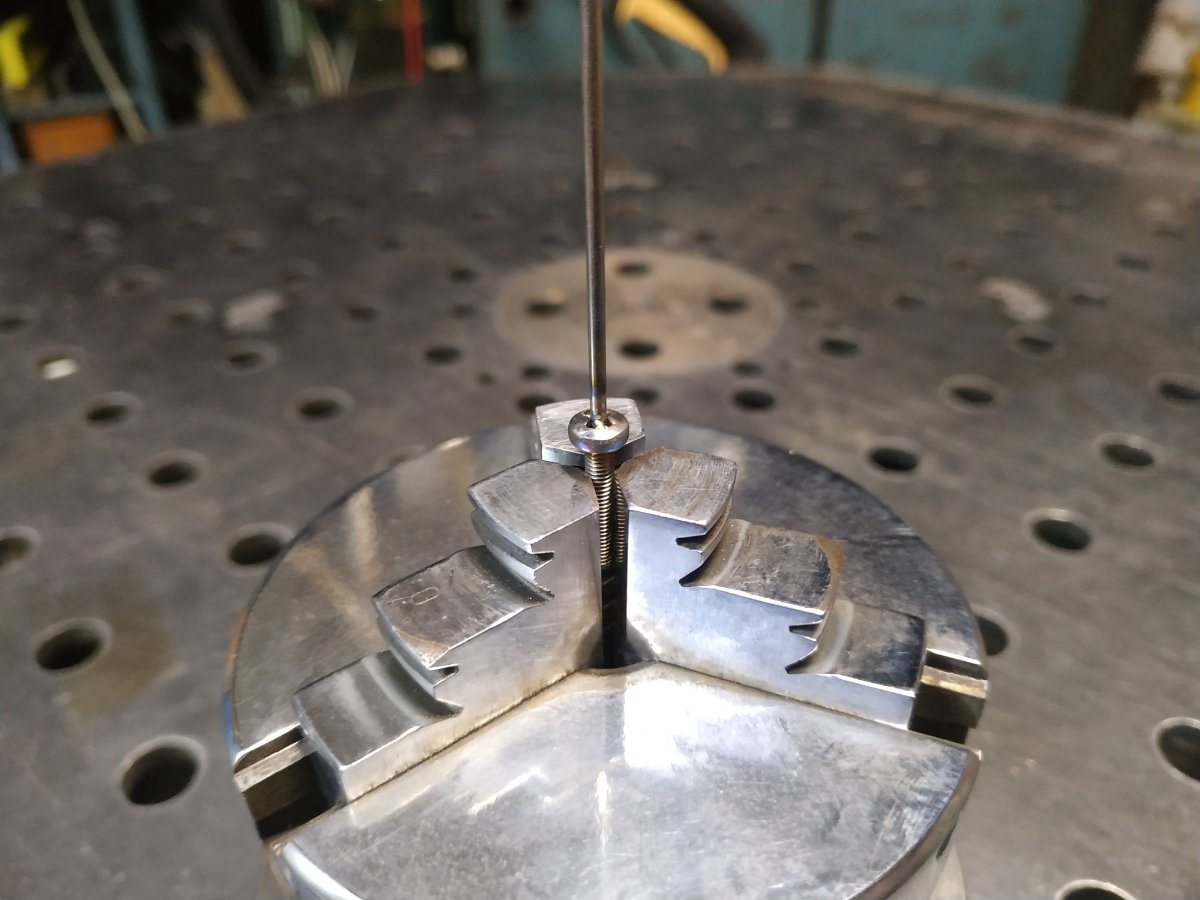
Швами-то я забыл похвастаться. Цель была - приварить за выступы крестообразного шлица, без заполнения самого шлица (вот так вот мне захотелось). Ток 16 А; электрод 1,6 мм; режим сварки совершенно обычный (не импульсный); своим телом разумеется. ПС. Фото с мелкоскопа.
-
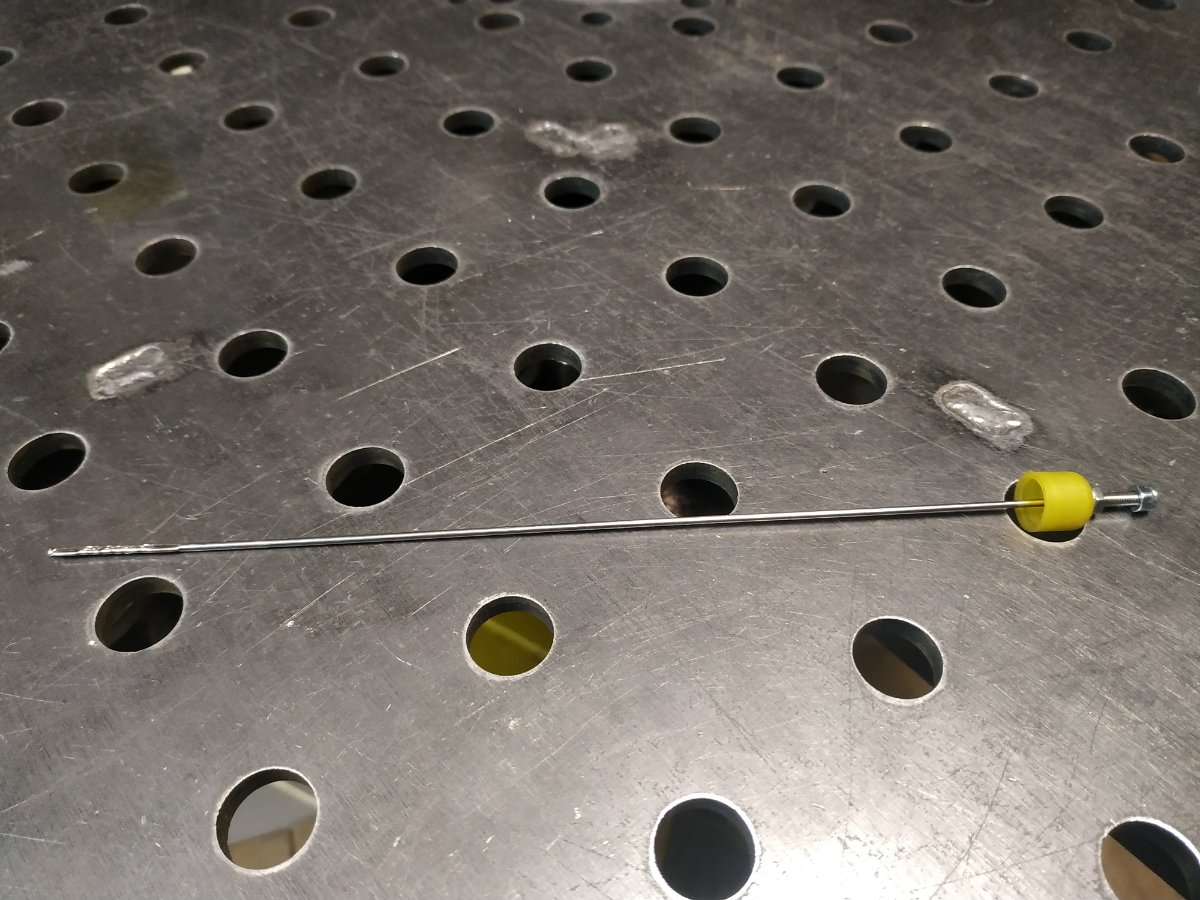
Щуп масляный. Винт М3 - А2, проволока ER 308LSi - 1,6.
-
Обычно фильтры используют по времени столько, что он многократно превышает свои абсорбирующие способности. И вот это никого особо не тревожит. Просроченный упакованный фильтр - ничто, по сравнению с пересиживанием по его замене. Я так думаю.
-
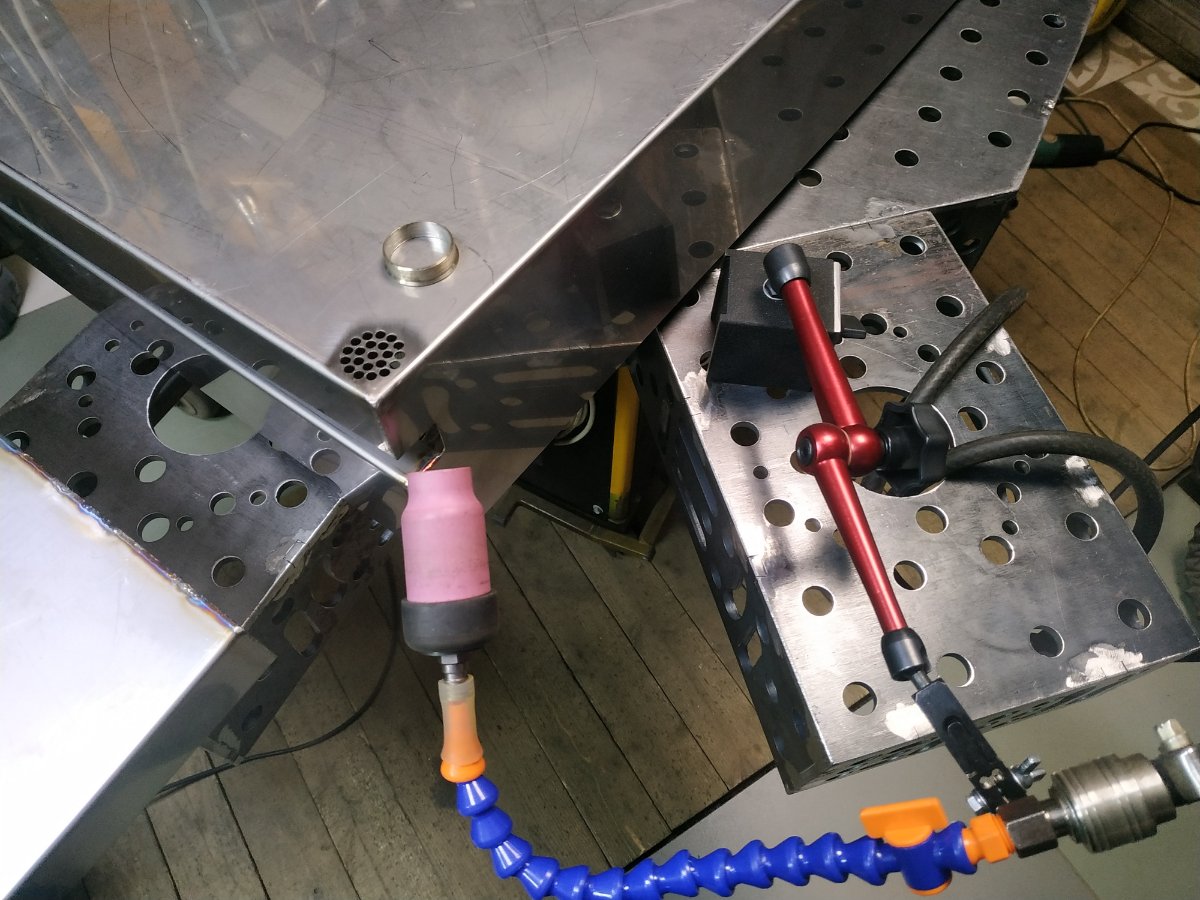
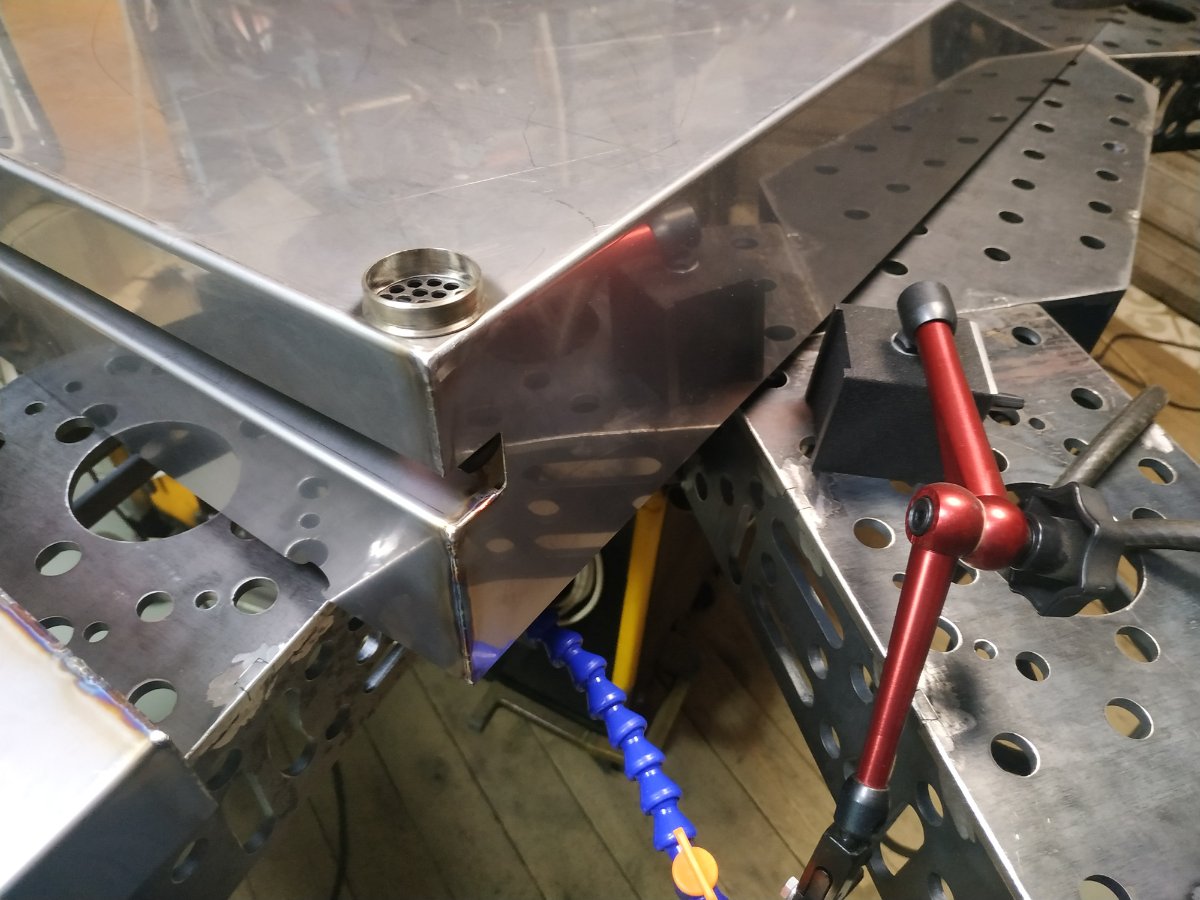
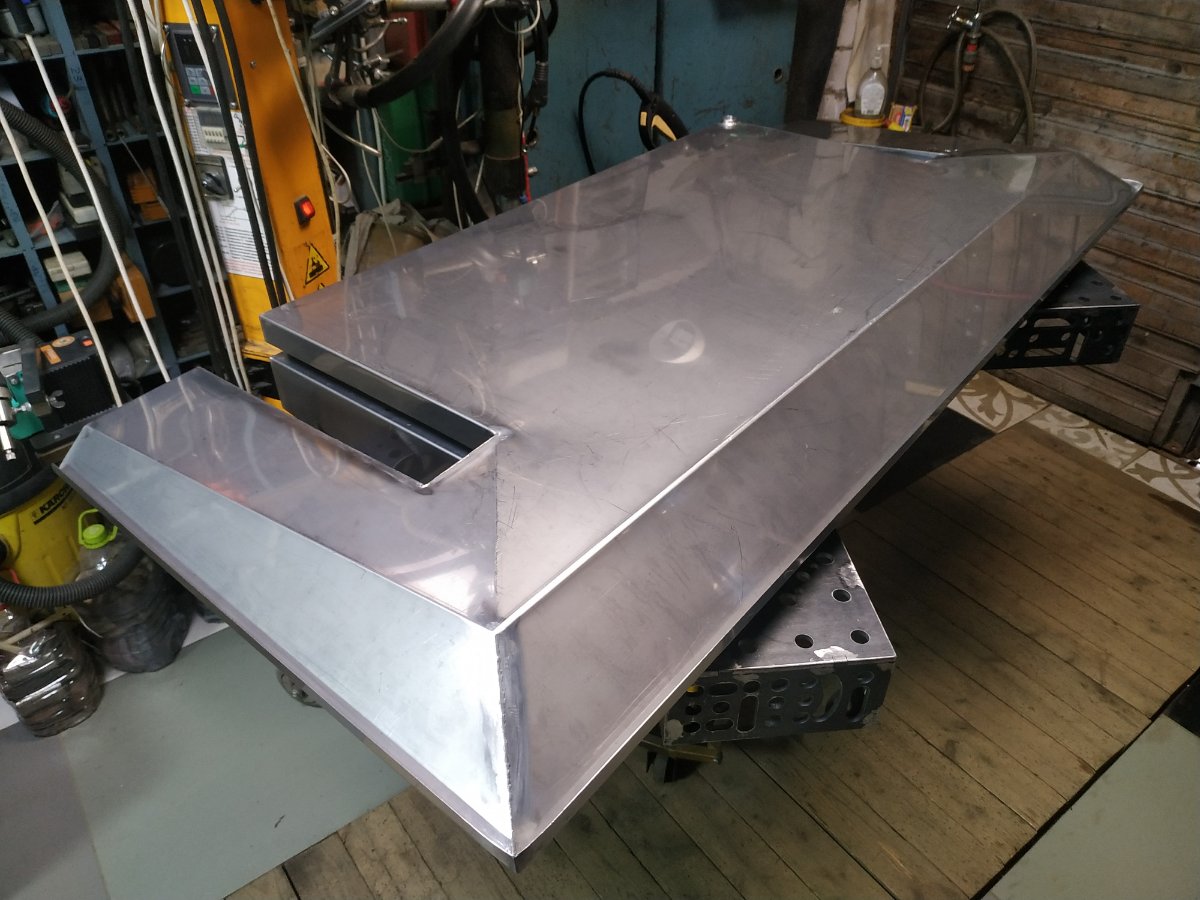
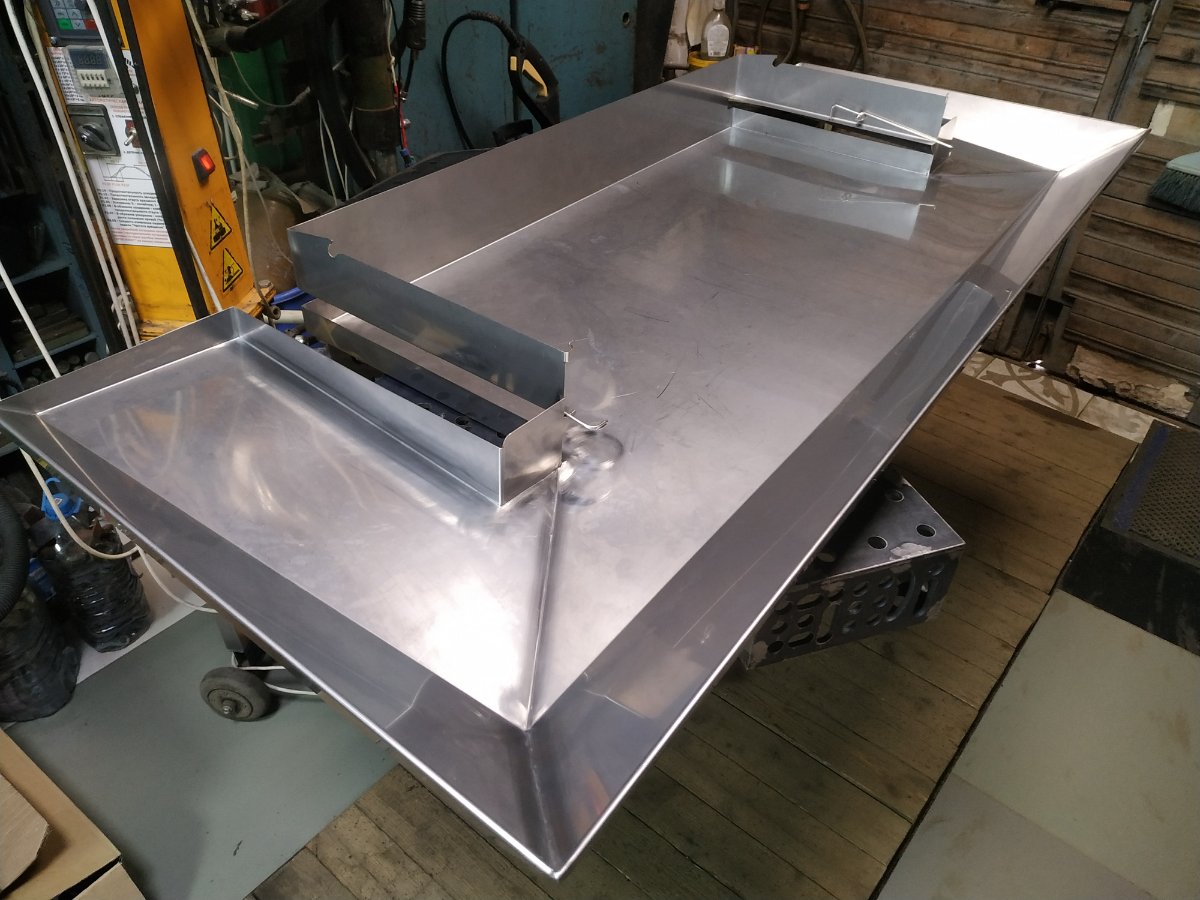
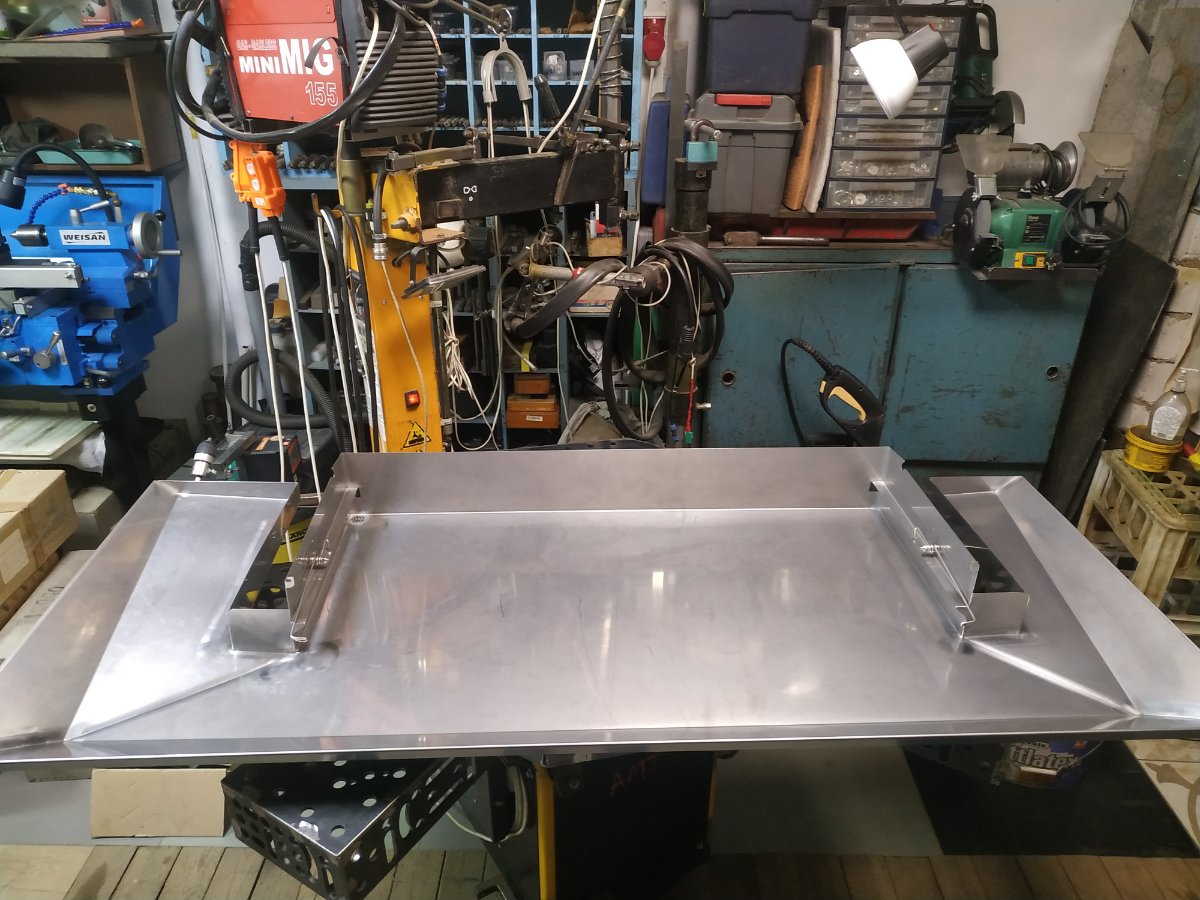
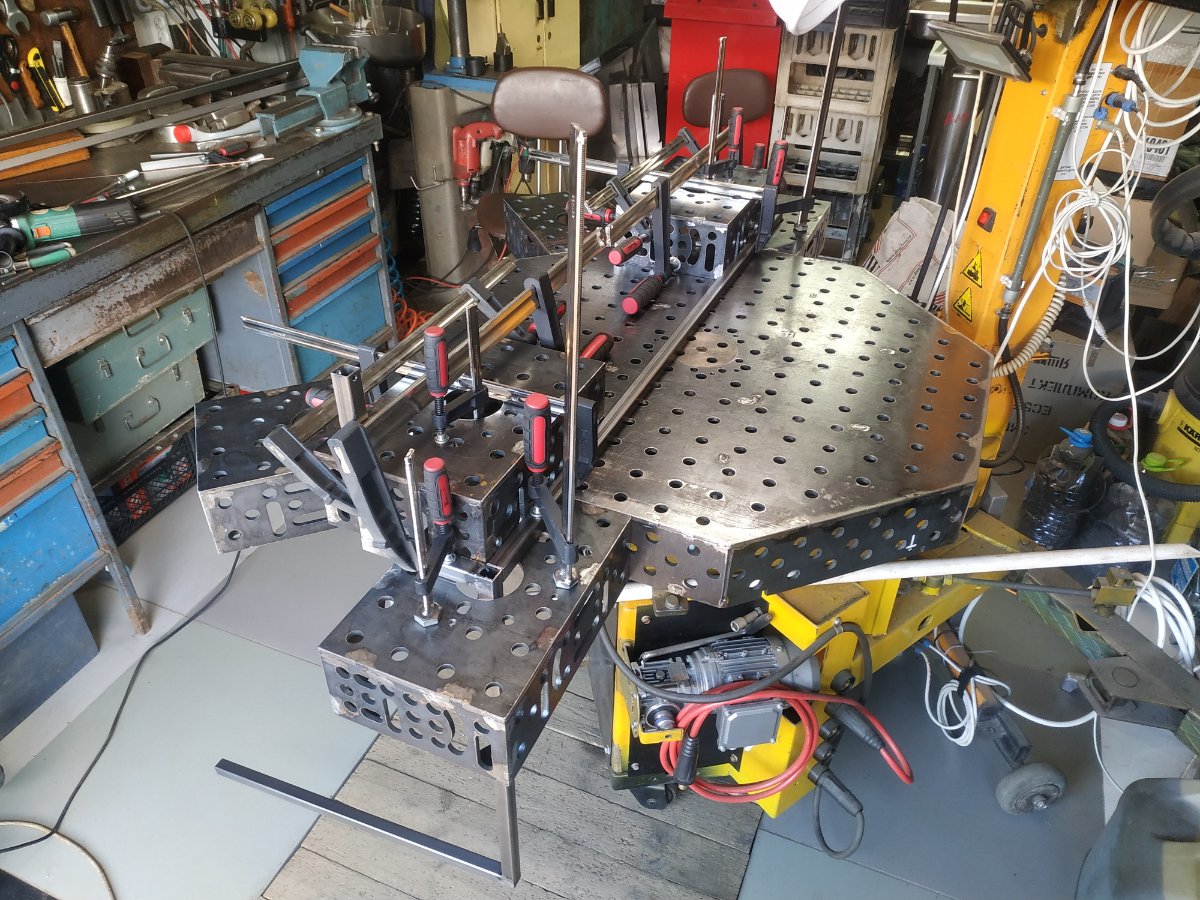
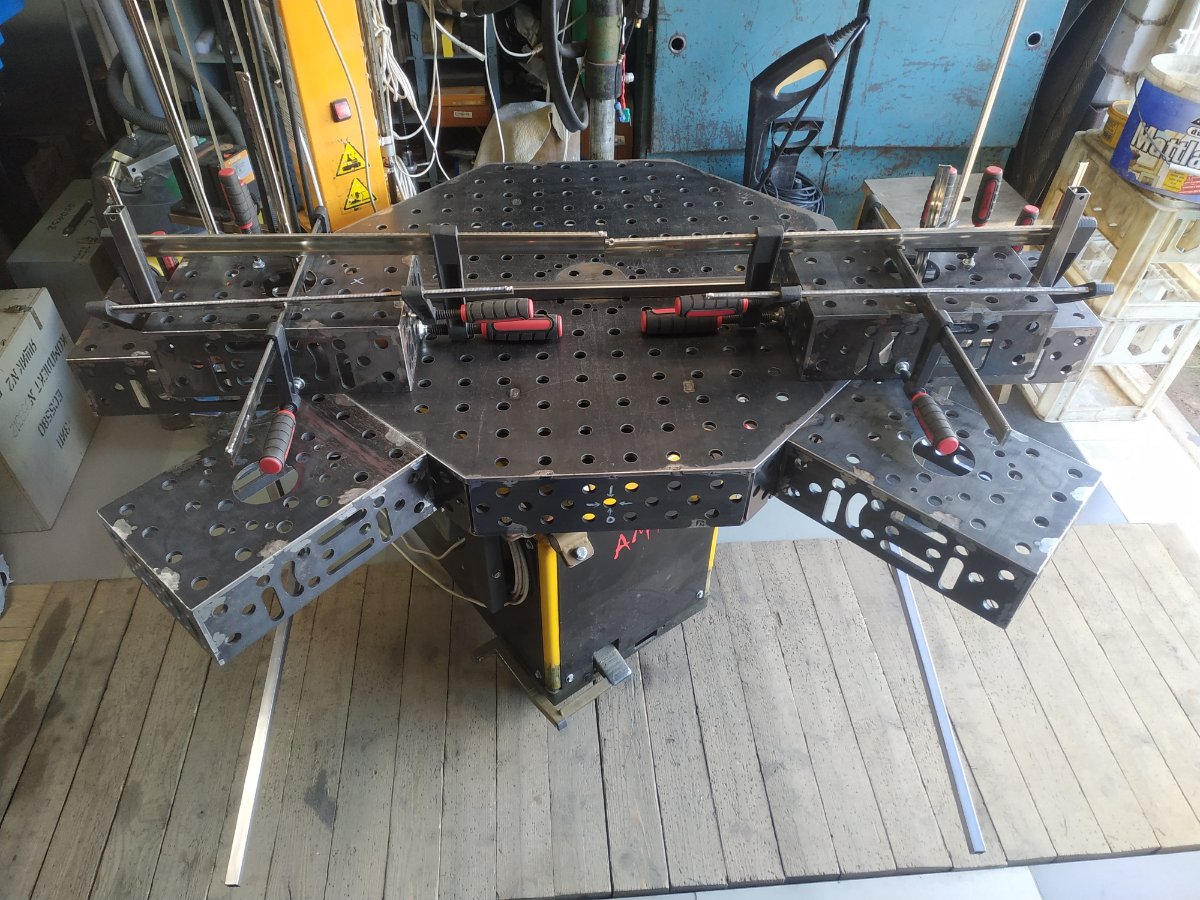
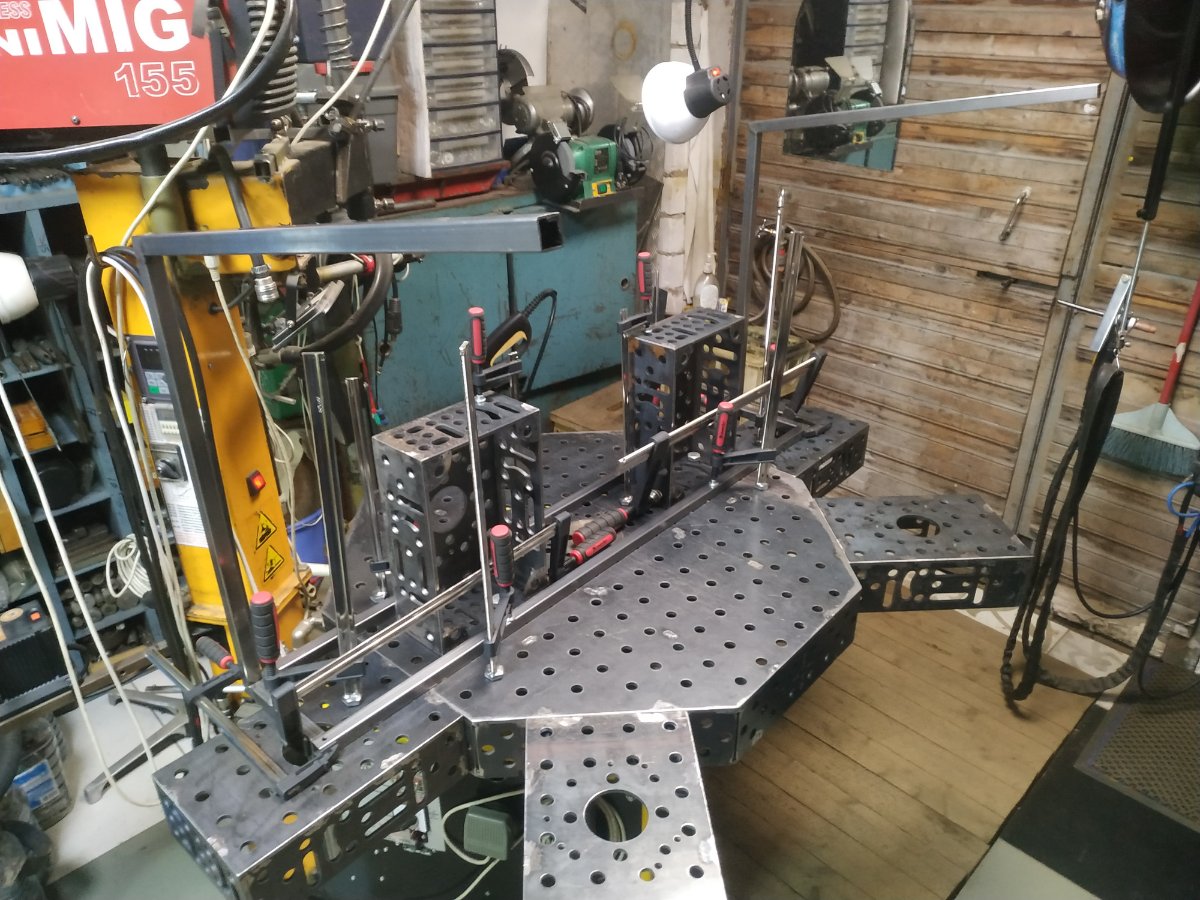
Рукоделие. AISI 304 - 1 мм.
-
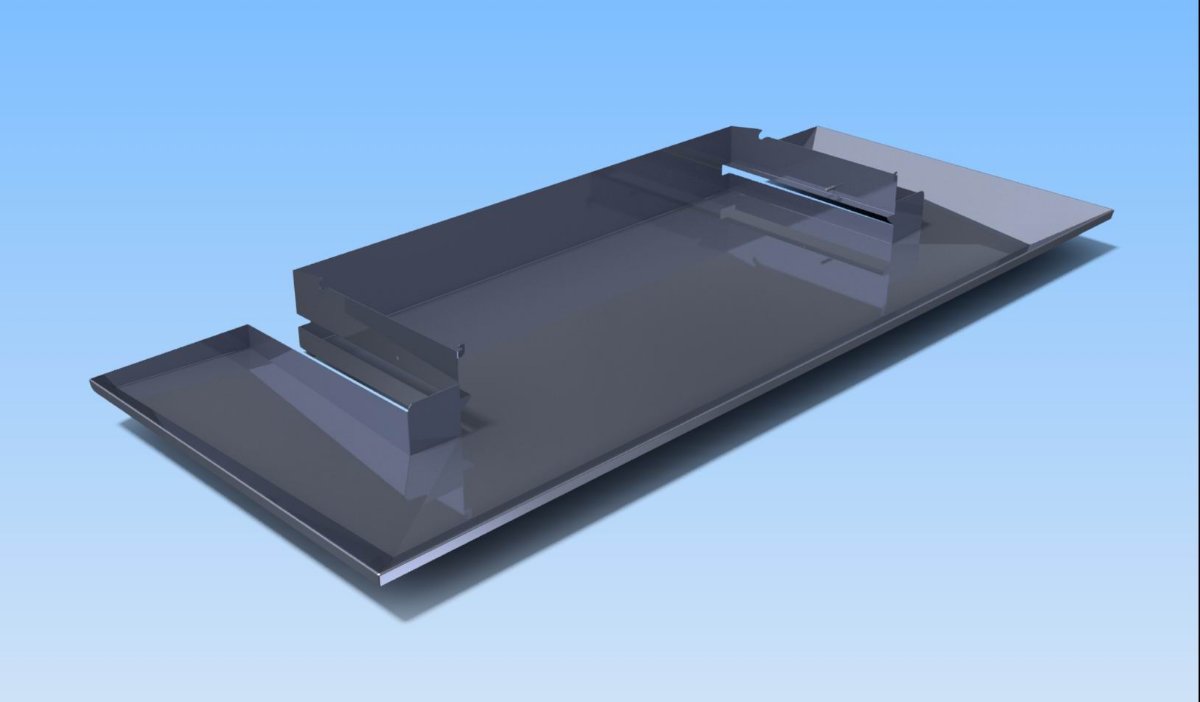
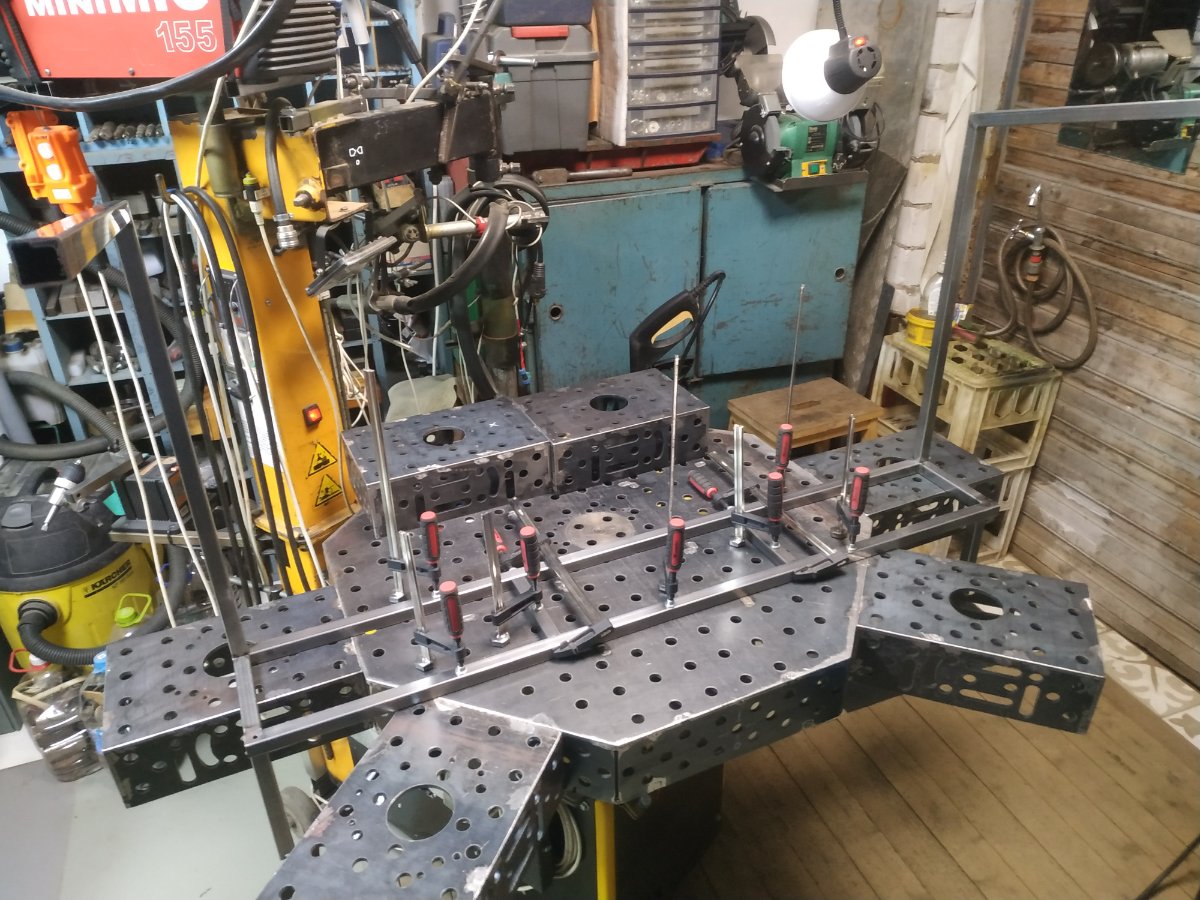
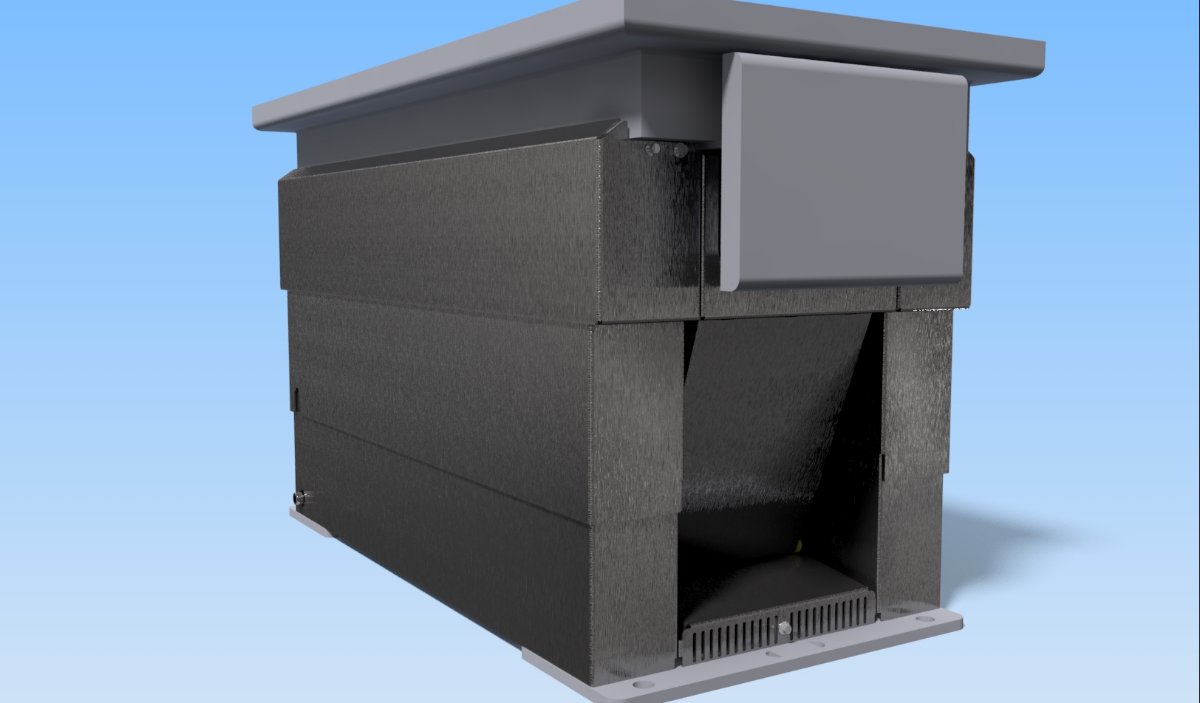
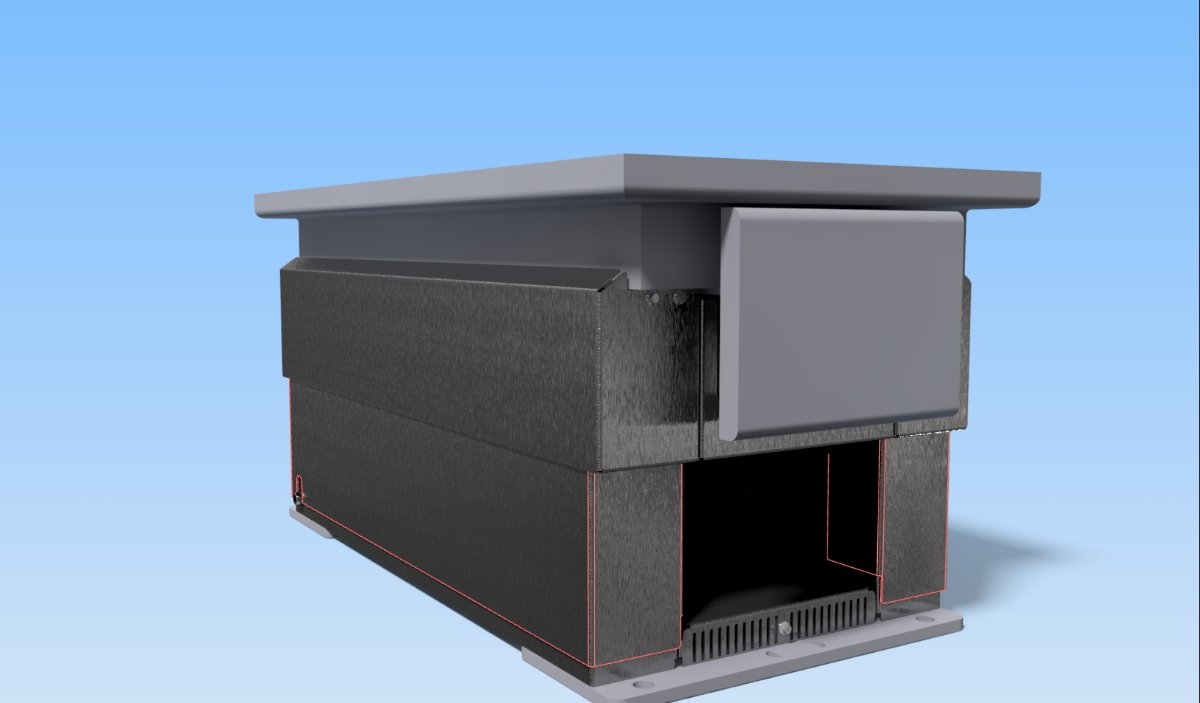
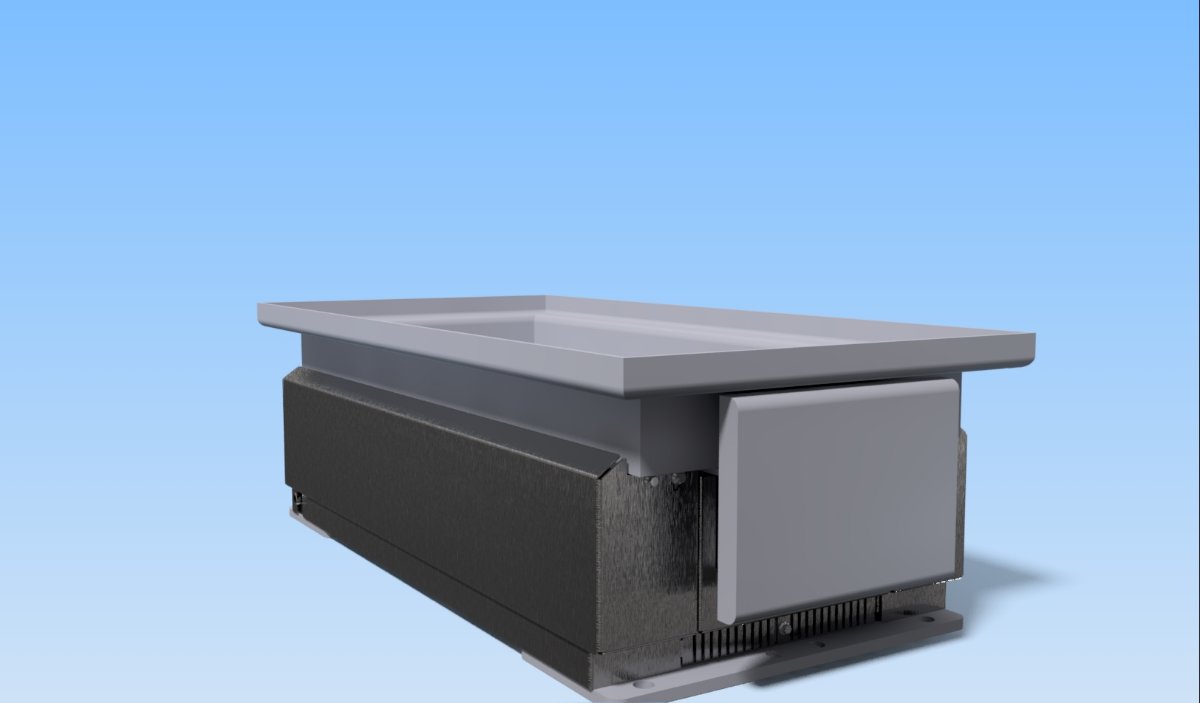
Пока столостроители молчат буду на разогреве. Идеальная, в плане предельных отклонений по перпендикулярности, параллельности, плоскостности и сварочным деформациям, сварная конструкция получается.
-
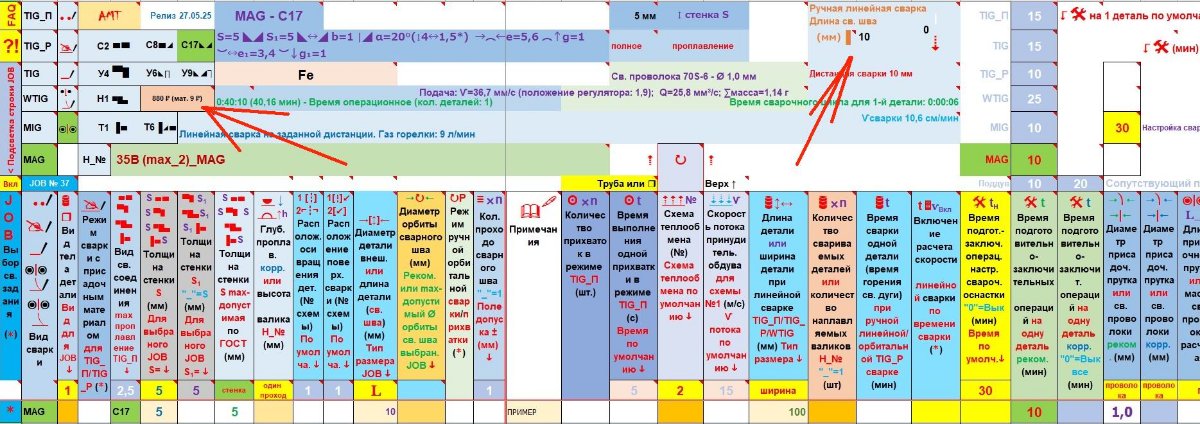
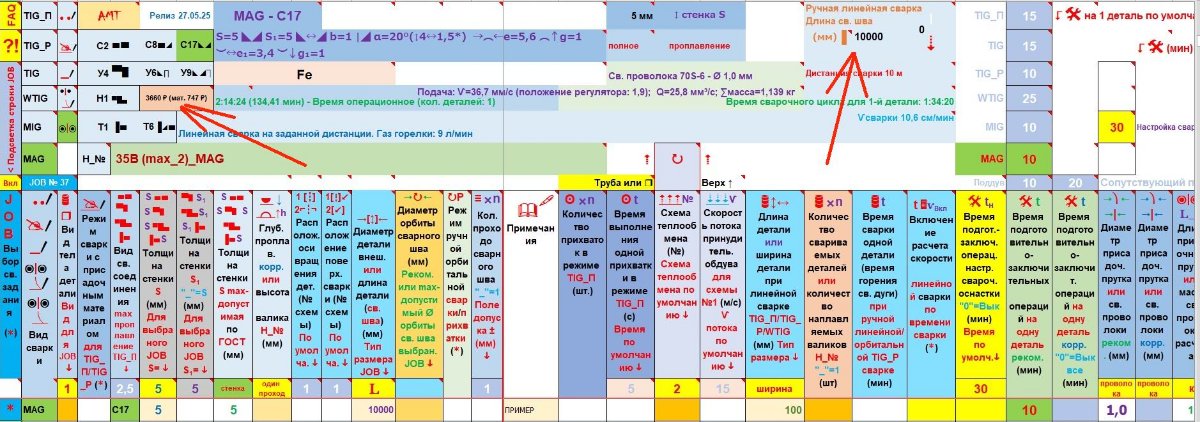
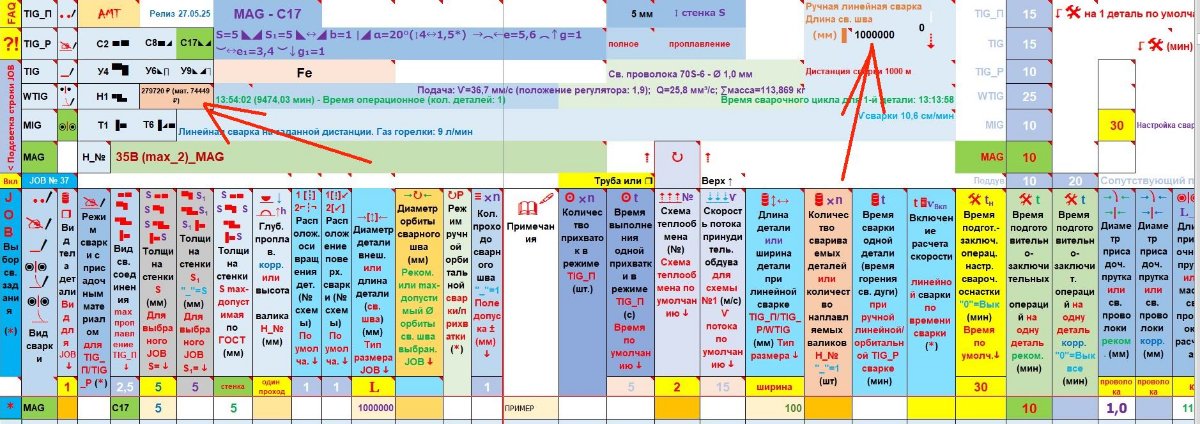
Я согласен. Здесь все — Никита, Стас, Гена, Турбо и Дюша Метелкин (газ, проволока, подготовительно-заключительные работы). Стоимость работы + материалы включительно, на дину шва 10 мм, 10 м, 1 км. ПС. Конечно же это просто пример подхода как посчитать (к ММА отношения не имеет, я этот способ сварки, мягко говоря, очень не очень).
-
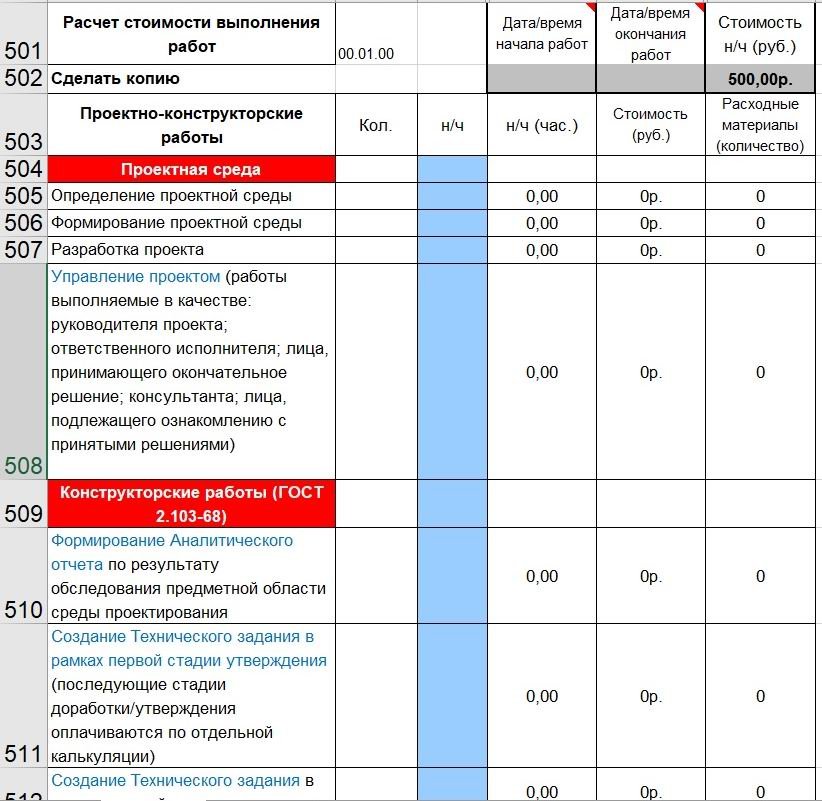
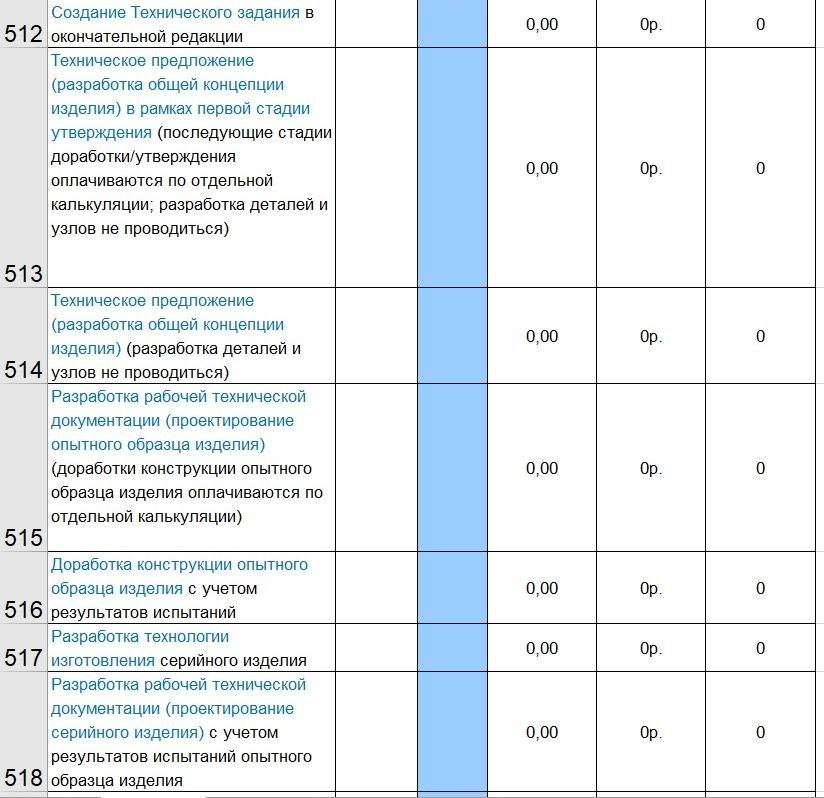
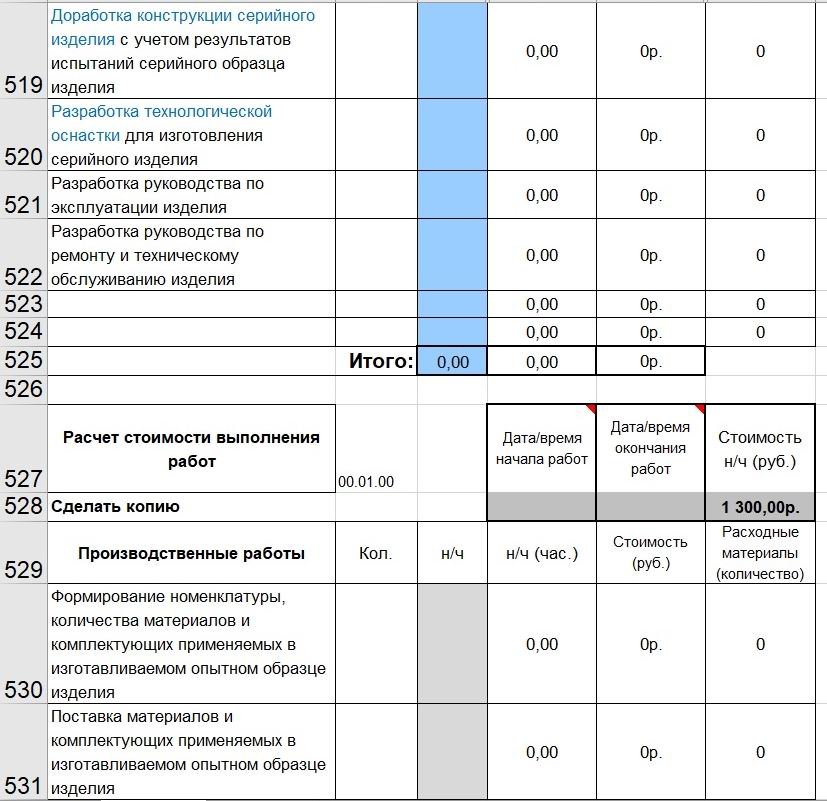
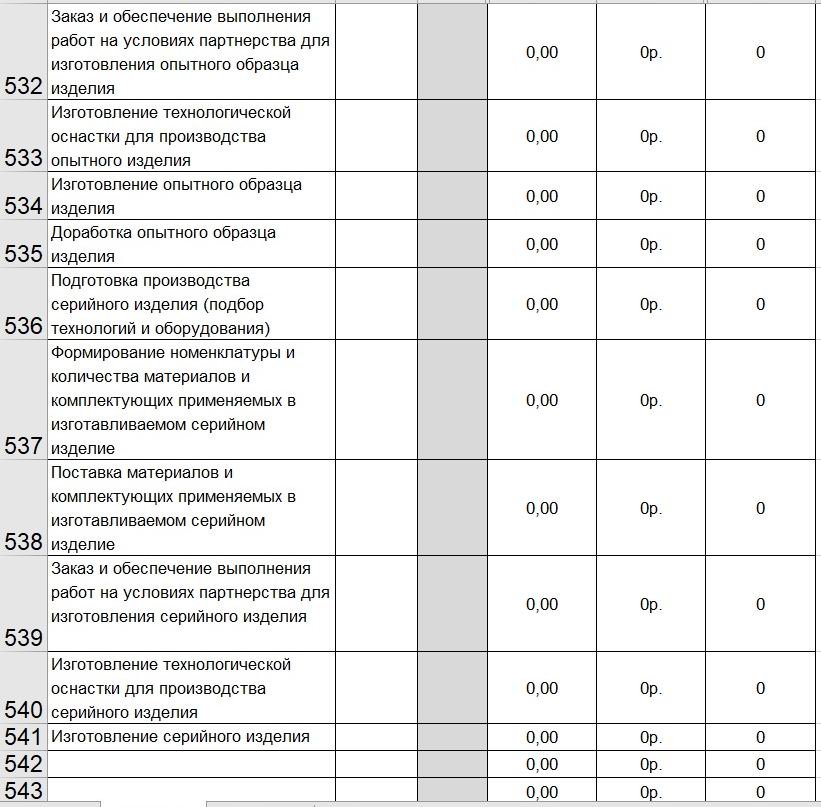
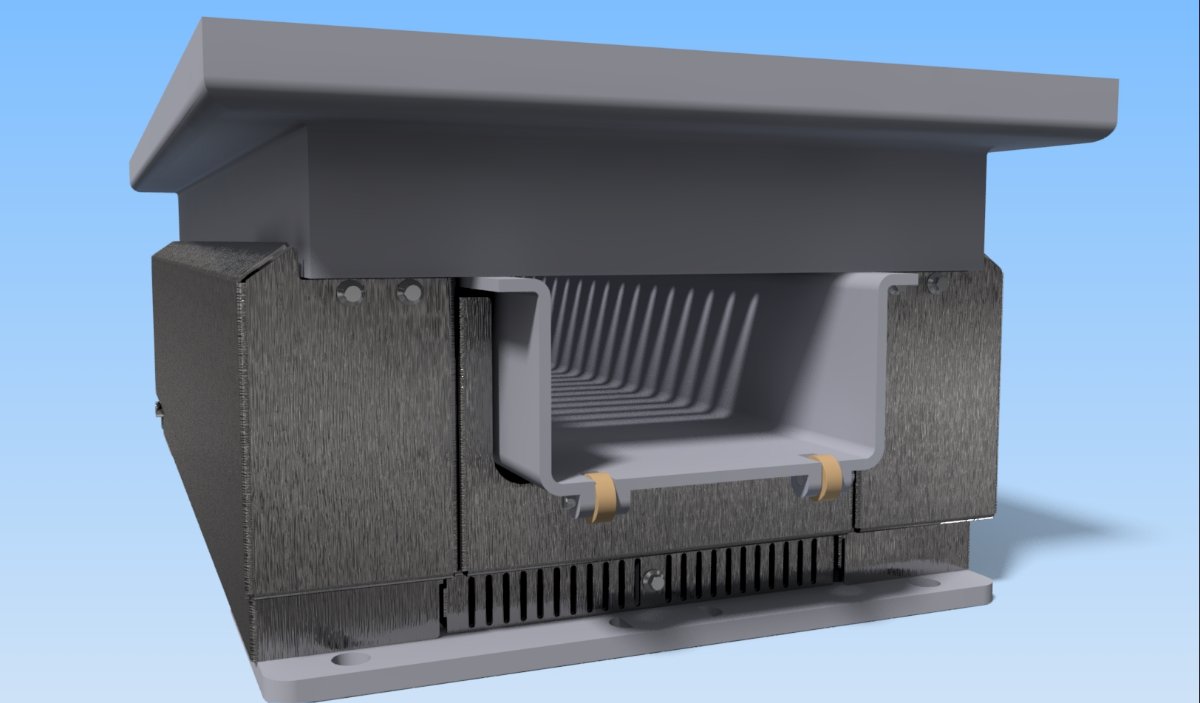
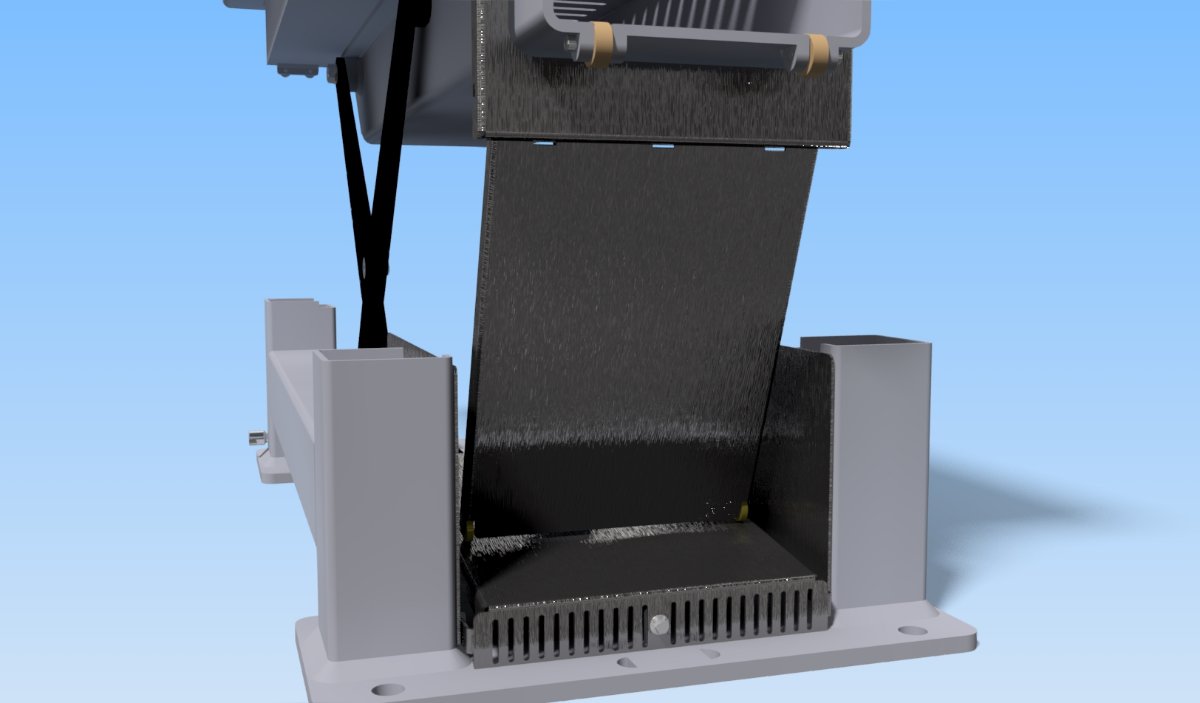
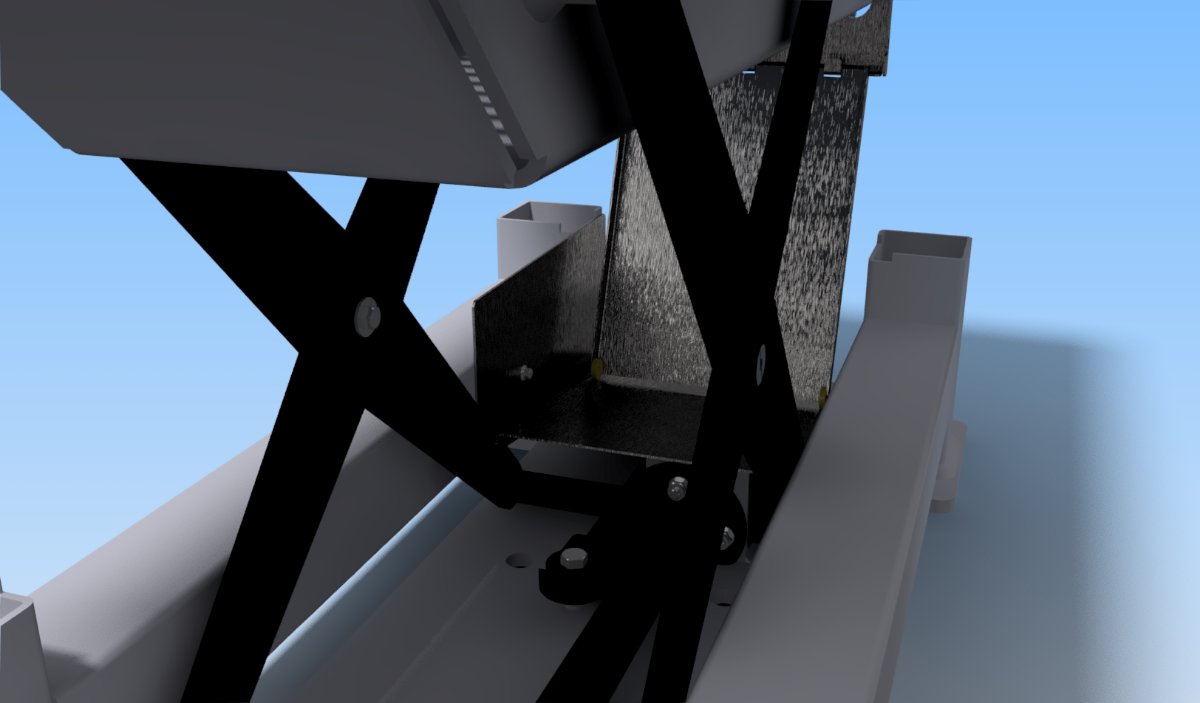
Сначала выскажу свое мнение. Если подходить с вопросу ценообразования серьезно (безотносительно вида работ), то и необходимо выполнять все положенные процедуры. Если хочется как-то от этого увильнуть, то практичнее стоимость назначать с потолка. Вот для примера фрагмент калькуляции (обратите внимание на номера строк, там еще много чего не отображено) на проектные и производственные работы, которую я применяю если есть требование от заказчика показать ИТОГО до начала работ (подавляющей объем моих работ проходит по фактическому рабочему времени). И как пример попадалова. Постоянный заказчик попросил спроектировать и изготовит подъемный очаг в дом, так-как дымоход уже был смонтирован на определенной высоте и была проблема задымления, пока все не прогреется. Очаг решено было поднимать ближе к дымоходу. Я для экономии на стоимости работ пренебрег полноценной калькуляцией (для нивелирования всех рисков такой подход может поднять стоимость раза в два). Стоимость договорились определить по фактическим трудозатратам, как поступали неоднократно для предыдущих заказов. К тому же я первым делом спросил какие критерии (стоимость, сроки, качество и т.п.). По стоимости был ответ: деньги значение не имеют. Оказалось имеют. При итоговой стоимости проектирования 50 000 р. мне было заявлено: "Пятьдесят тысяч? За шесть картинок?". Это при том, что был сформирован полный комплект конструкторской документации (в проекте было, между прочим, 192 рабочих файла), а эти картинки я послал для утверждения. По итогу за сто часов работы было заплачено 15 000 р. (чтобы я не очень сильно расстраивался).