hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Все серьезные ребята уже на дорогих китайцах работают.
-
Это не подрез, это проточка для убирания дефектов проката и окалины. Диаметр стержня сохранен, так-как нужен был именно этот размер (даже "как чисто" проточить припуска не хватило, другого диаметра прутка не было ). Конечно метал со стержня расходуется на сварку телом, но это в рамках задуманного конструктива - шов должен был сформировать галтель (чтобы не изготавливать/искать радиусный резец), постобработка не предусматривалась.
-
Все уже придумано до нас, например система Кайдзен, или TPS (Toyota Production System). Но где нам, на наши предприятия, столько японцев набрать?
-
У японцев есть выражение - "шоганай" (разговорное, переводится как "ничего не поделаешь", "это невозможно изменить"), по сути являющееся целой философией принятия неизбежного. Вы, батенька, не японец случайно?
-
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
-
 Этот тип сварочных аппаратов построен на твердотельном лазере, в отличие от подавляющего большинства остальных (мобильных), которые на волоконном лазере.
Этот тип сварочных аппаратов построен на твердотельном лазере, в отличие от подавляющего большинства остальных (мобильных), которые на волоконном лазере. -
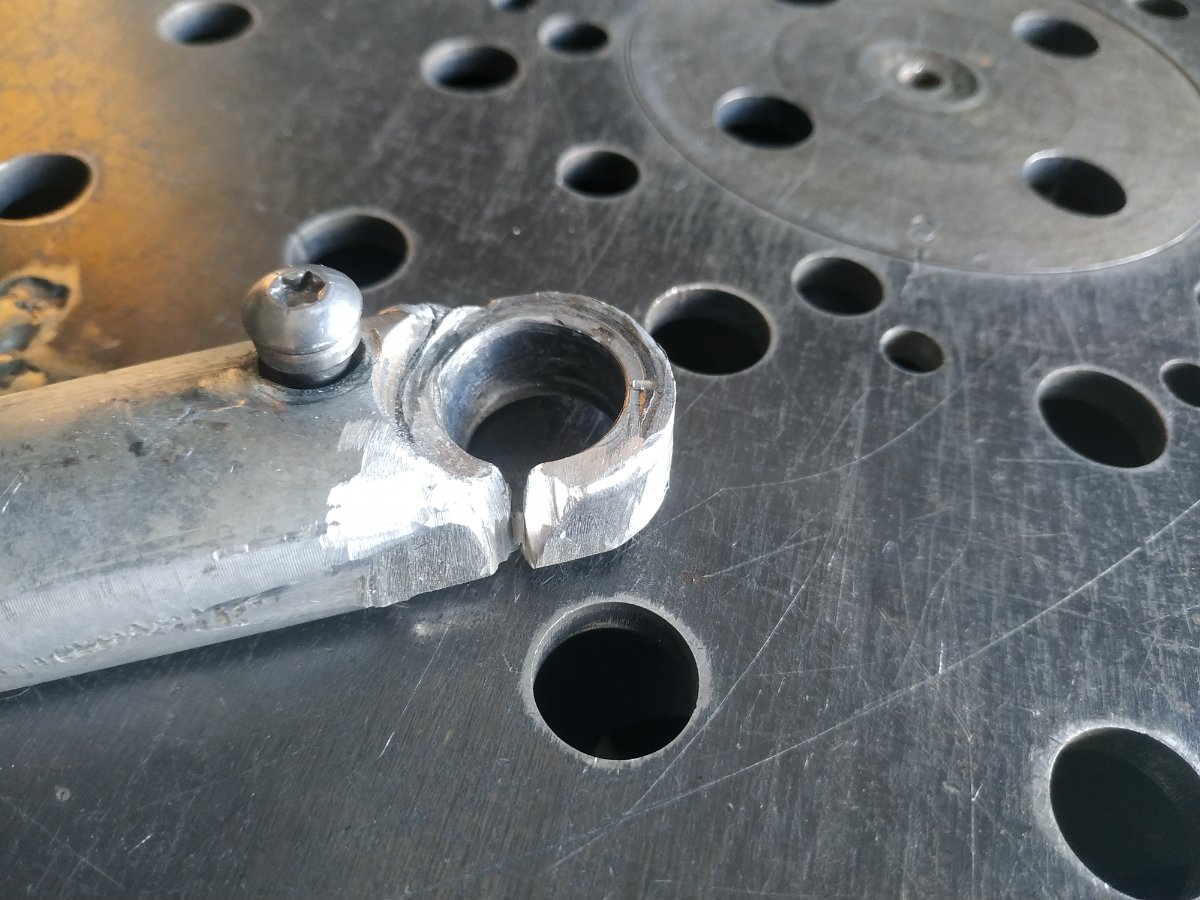
Сделал выводы, используя индуктивный метод. - Технология изготовления - точение (не ковка, требующая последующей термообработки). Значит можно применять материал в состояние поставки Т6. Применять сплав 6-й серии смысла нет, его свойства здесь не нужны. Сплавы 7-й серии избыточны по прочностным характеристикам. Я бы использовал 2-ю серию (люблю Д16Т). - Корпус плакирован (предположительно). Значит можно сделать вывод, что у сплава низкие противокоррозионные свойства. Высокопрочные алюминиевые сплавы, как правило, имеют низкую коррозионностойкостью и требуют дополнительных мер для предотвращения коррозии: плакирование; анодирование; окрашивание. - Травление NaOH дало черный цвет. Значит ощутимое содержание меди (CuO - кристаллическое вещество черного цвета), что характерно для сплавов 2-й серии. - Ну и вишенка на торте. Предыдущая сварка весело треснула, что может быть связано кроме пахорукости, с несвариваемостью.
- 3 331 ответ
-
- 4
-

-
- технологии
- TIG
- (и ещё 1 )
-
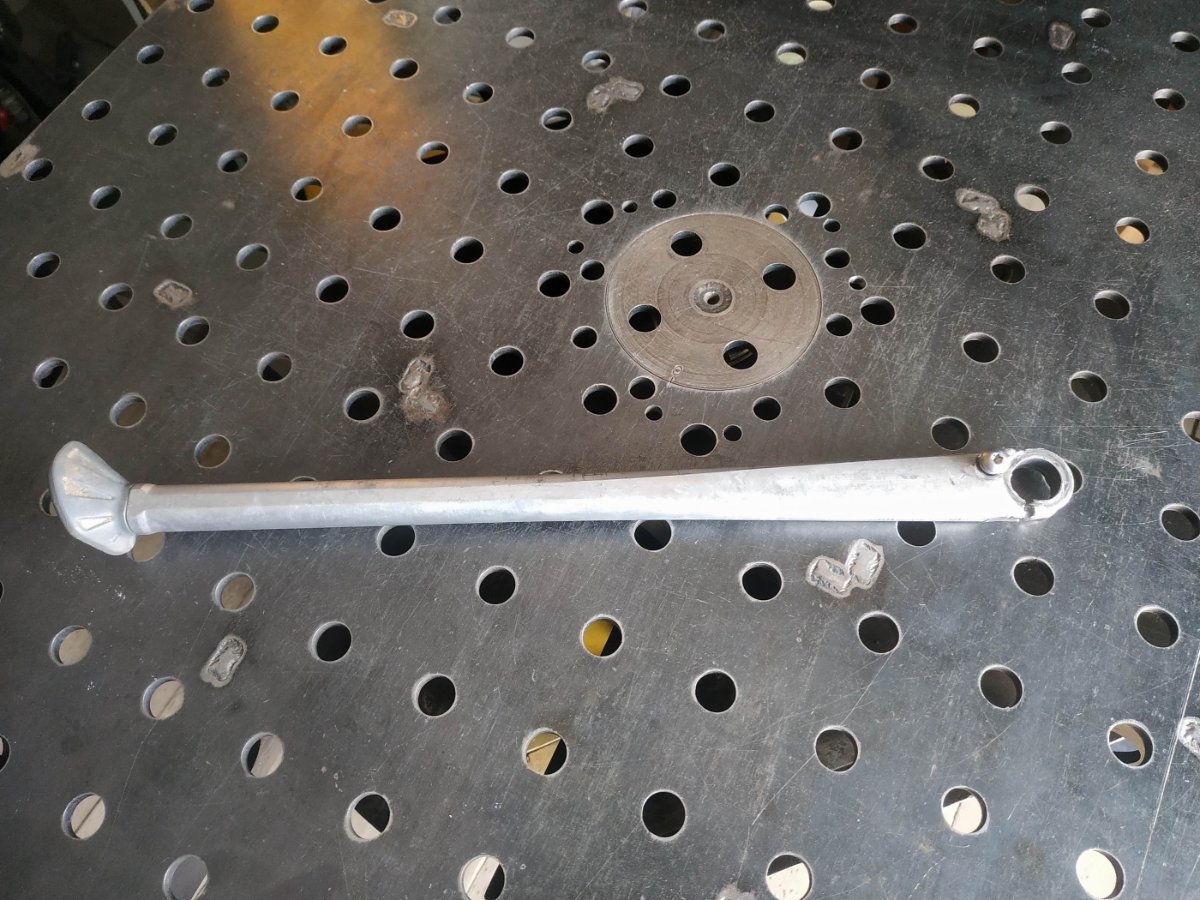
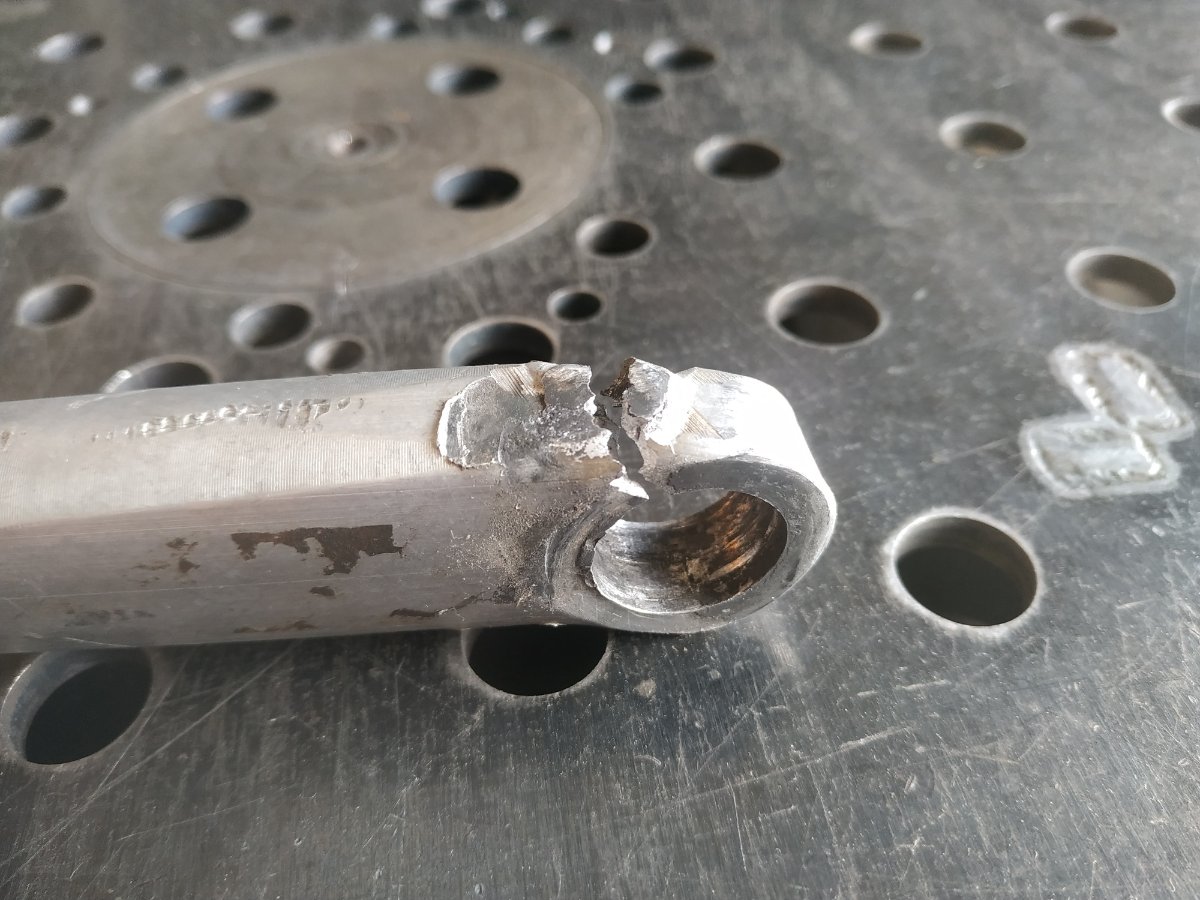
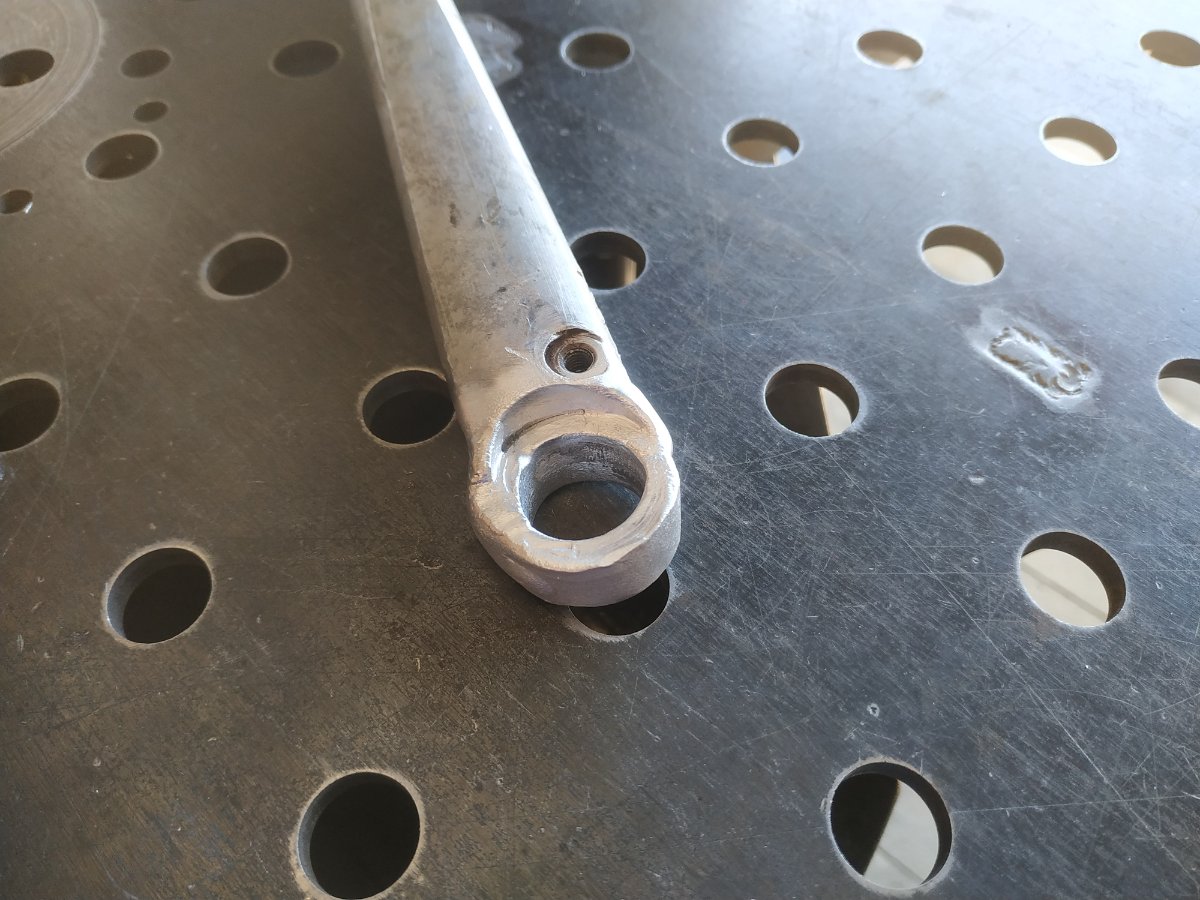
Артель "Напрасный труд". Лапка боковой подставки мотоцикла КТМ (мать его). Тело лапки, по сравнению с проушиной, как шасси от Боинга (принцип равнопрочности побоку). Кто-то уже варил. Ну и мне пришлось варить несвариваемое (просьба заказчика, идущая в разрез с моими религиозными убеждениями).

- 3 331 ответ
-
- 3
-
-
- технологии
- TIG
- (и ещё 1 )
-
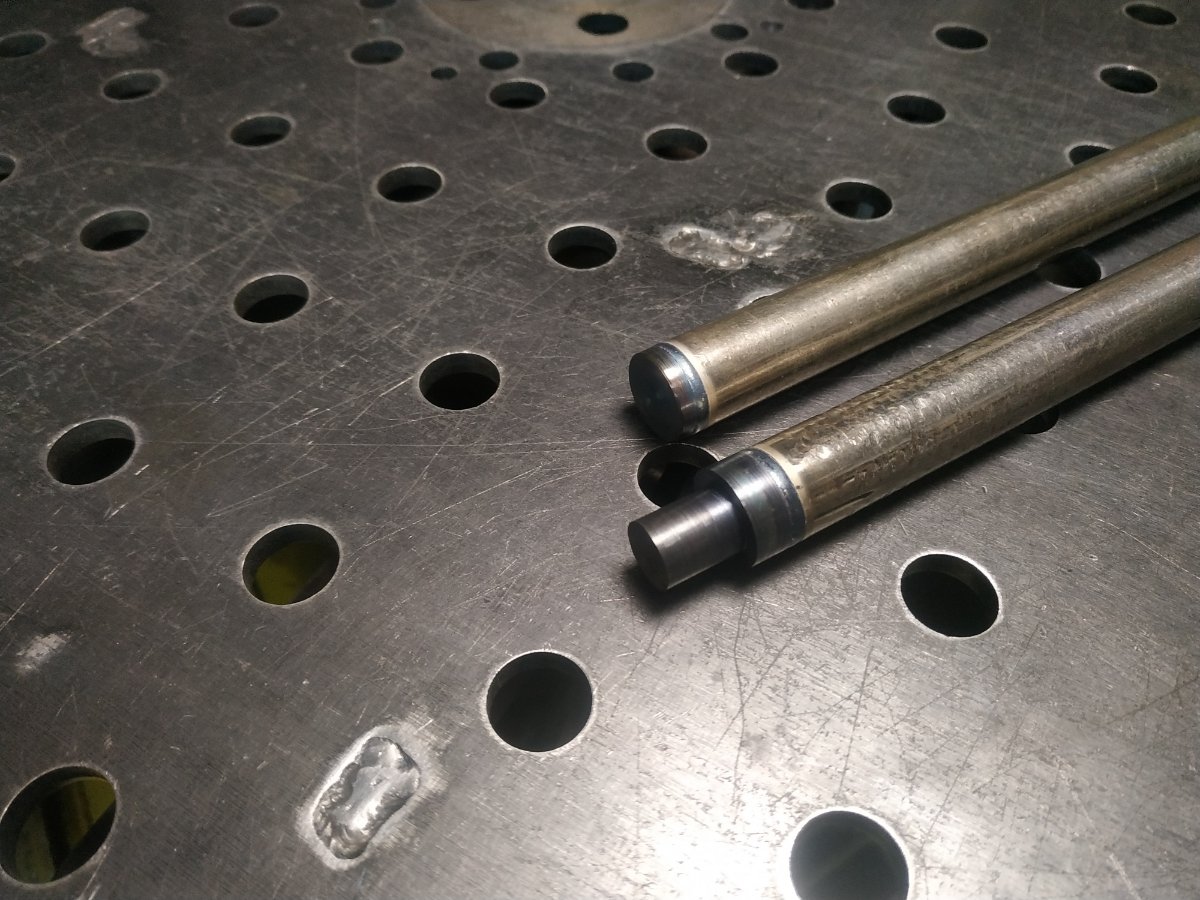
Простые вещи сложным способом (чтобы сварной шов не протачивать). Труба: нержавейка, 19х1,5. Вставки: черная сталь (вот так захотелось); итоговый цвет - оксидирование промасленное. П.С. Удлинитель линейки для замера колеи автомобиля для сход-развального стенда. Стенду тридцать лет, за это время колея у бибик заметно подросла, штатного расхода линейки уже не хватает.
-
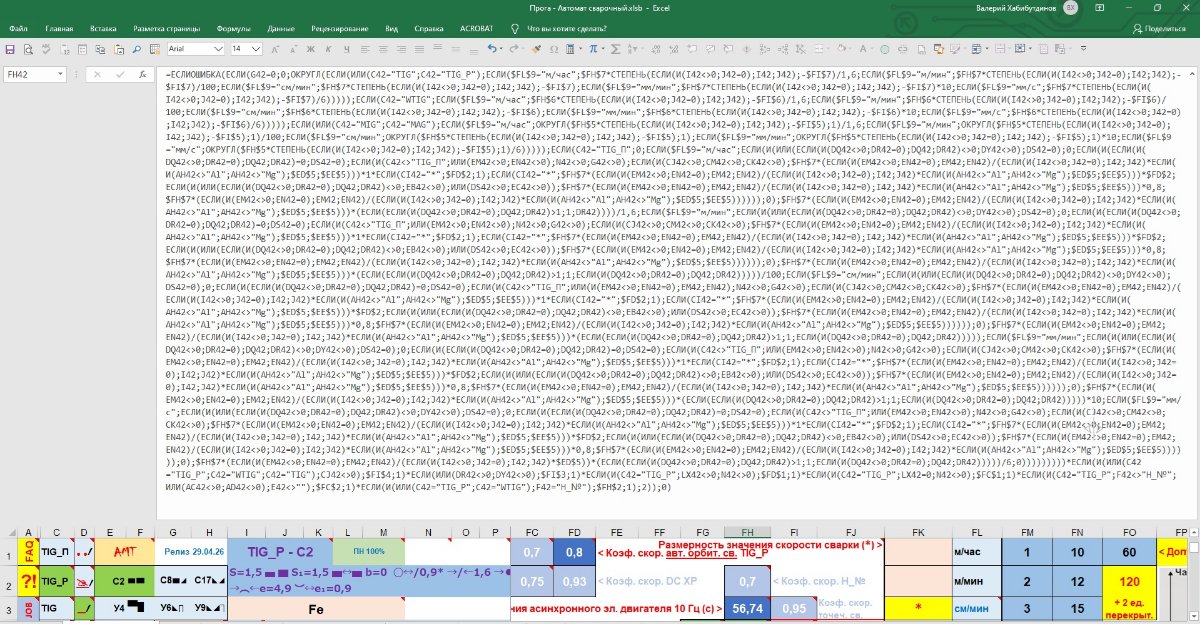
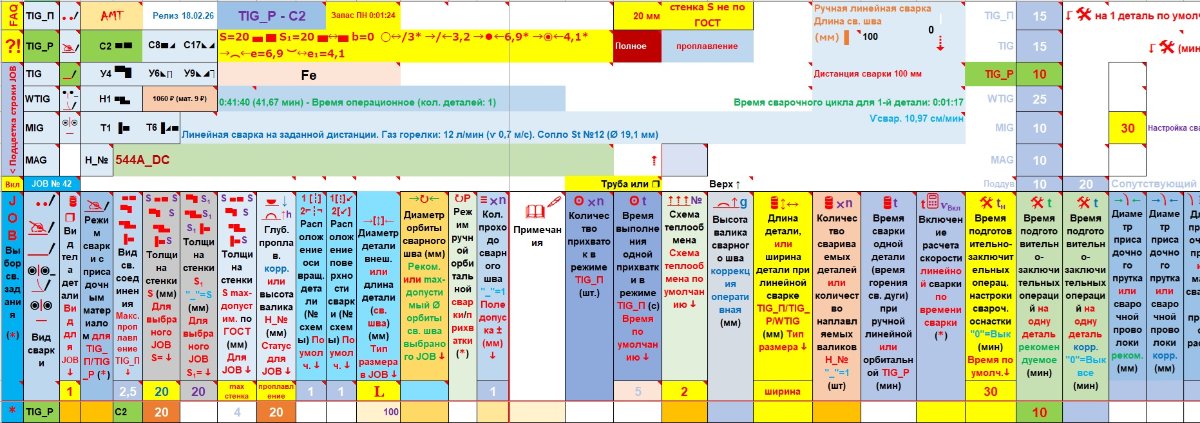
Я не программист и не представляю как пишутся мощные программу. В моей программе нет баз, я писал в Ecxel в основном на логических функциях, но и прикладная математика присутствуют. Это просто кошмар. Я несколько раз превышал (в два, иногда в три раза) ограничение Ecxel по количеству символов (max 8192) в формуле, приходилось делать сборку из нескольких.
-
Предварительный подогрев применяют, а иногда и попутный. Я программно задаю глубину проплавления, сварочные параметры устанавливаются автоматически. Это не моя прихоть, просто я вынужден зачастую действовать в условия высокой степени неопределенности - у меня нет возможности отрабатывать сварочные параметры на испытательных образцах, приходится варить с одного раза (максимум есть шанс на второй проход). Про кучу факторов, которые "не учесть". Я попытался. Плохо ли, хорошо ли, не знаю, но на что небогатого ума хватило, я сделал (правда сам теперь с трудом понимаю, что я там начудил). Что касаемо сварки без присадки - сам очень люблю такой способ и варю им всё, где можно и не можно. Я тоже не вижу причин не попробовать масштабировать этот способ на большие толщины. Но... Терзают смутные сомнения. Основная проблема мне видится в металлургие сварного шва и околошовной зоны, так-как эта металлургия перестает быть микро. Но по любому с интересом жду результатов.
-
У меня высокочастотный параметр не регулируется, жестко задана частота около 11 кГц (остальные параметры не разглашаются). Применялось исключительно для сужения сварочной дуги. Первый проход был на 98 А, но из-за высокой скорости сварки был дефект с отрывом дуги от ванны. Сквозного проплавления не делал специально (проплавление было установлено 3 мм), для предотвращения отгорания элемента центрирующей проточки. И это было не нижнее положение, а вот такое. https://rutube.ru/video/007d80d9664f064becb6851fd80fd075/
-
У меня во как. Еще видел не у меня, понравилось - пост ремонтной сварки гребных винтов. Сюжет на ютюбе, так-что опишу высокохудожественным слогом. Вращающаяся кассета из труб (тубусов для присадки), подвешенная за верх. С нижнего торца - шайба, по габаритному диаметру вращения кассеты, в которую упираются присадочные прутки, торчащие из тубусов. Между тубусами и шайбой расстояние, позволяющее вынимать присадку из тубусов.
-
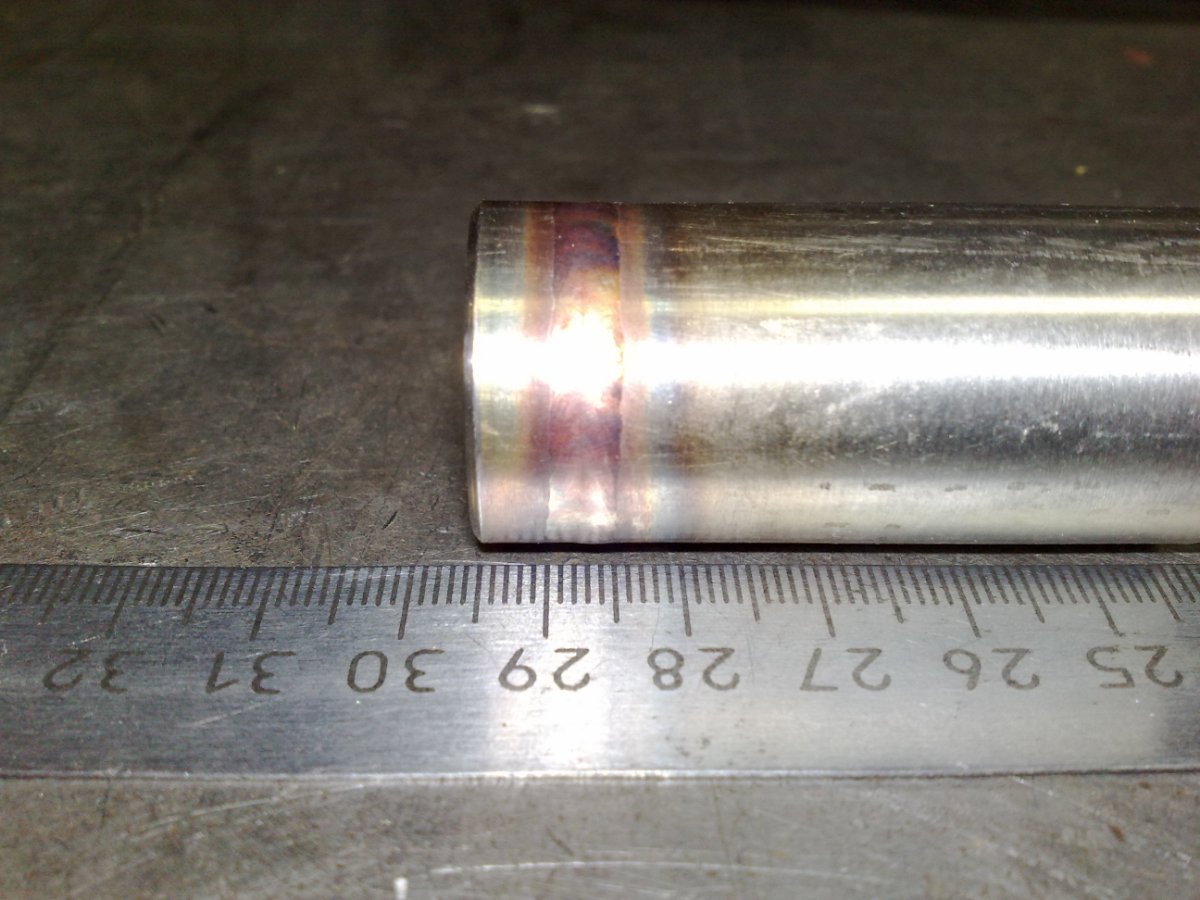
В копилку материалов будущего патента на прорывную технологию сварки. Попался образец сварки довольно толстой, для меня, трубы (D56 х 3, или 4), где сборка стыка осуществлена по центрирующей проточке, то-есть задачи получения сквозного провара не стояло, достаточно было переплавить проточку. Высокочастотный пульс (11 кГц); ток 120 А; два прохода. Посередине шва наблюдается провал, который не ушел и после второго прохода. Причиной, по моему мнению, является дефект встречной кристаллизации сварного шва (от краев к центру), связанный с высокой скоростью сварки (и как следствие - высокой скоростью охлаждения).
-
Теория (любопытно, как это будет выглядеть на практике).
-
Зависит от состояния поставки (АМг2М; АМг2Н2; АМг2Н) и какой конструктив изделия.
-
Да все очень просто. https://apirozhok.blogspot.com/p/403.html Если лень читать, то... Зависит от десятка факторов, в числе которых раскисление.
-
Разрушение из-за термической деформации по непрочному, из-за водородного охрупчивания, шву.
-
Такие программы для технологов. Сварщику некогда думать айфоном, ему прыгать надо. Хотя, если все эти персонажи сконцентрированы в одном теле, то конечно полезно, спору нет. Советы. 1. Сменить платформу. 2. Вот, может что и пригодится.
-
https://vk.com/video-156808826_456241379
-
https://vkvideo.ru/video-185400050_456239278?t=
-
"- До чего дожились, - иронически сказал Полесов, — вчера весь город обегал, плашек три восьмых дюйма достать не мог. Нету. Нет! А трамвай собираются пускать!.." (с)
-
Я сплоховал, конечно же обозначение оргстекла не РА, а РММА. В твоем случае фонарь сборный из оргстекла и поликарбоната. И надо смотреть какая часть какая. Поликарбонат клеить не приходилось, но наверняка есть какой-то растворитель, надо изучать. П.С. Хотя вот читаю первое попавшееся. Пишут: "Идеальными растворителями являются этиленхлорид, хлороформ, тетрахлорэтан, мета-крезол и пиридин".
-
Если они из PA, а не из PC, то в дихлорэтане растворяется стружка PA по цвету фонаря. Эта технология хороша для кусочно-мозаичного ремонта, главное, чтобы все фрагменты были. Если трещины, то результат буде зависеть от того, насколько трещина загрязнена и возможности ее заполнить. Но в любом случае, при замазывание трещины раствором, с "усилением шва", последующая шлифовка и полировка дает на "блик" монолитную поверхность.