hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
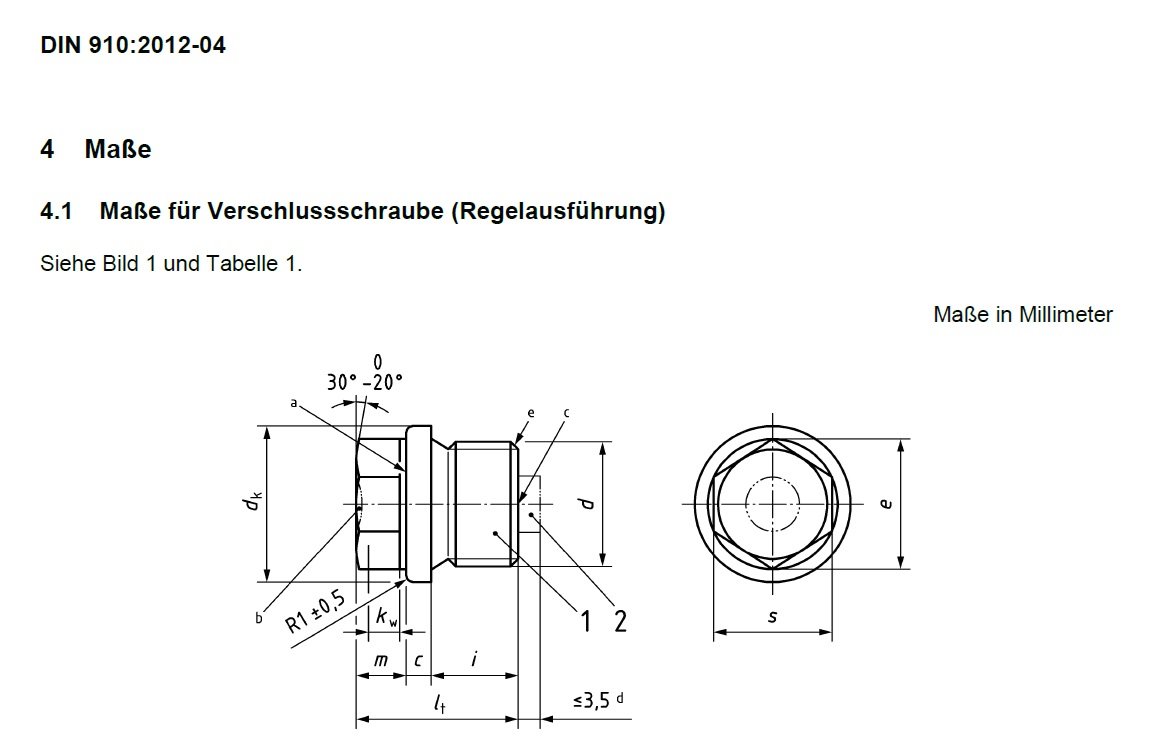
 Это не пробка, это болт. У резьбовой пробки должен быть выход резьбы, с центрирующим уплотнительное кольцо пояском.
Это не пробка, это болт. У резьбовой пробки должен быть выход резьбы, с центрирующим уплотнительное кольцо пояском.
-
Это же "Завод модульных конструкций". Откуда на таком заводе специалисты? Если бы не интернет то и продукцию не смогли бы выпускать.
-
Из какого цвет не поменялся? Должно при гидролизе из прозрачного "Крота" (по научному гидроксида натрия) получиться белесая пена, или черная пена. П.С. Реакция идет не за секунду.
-
Увеличивал циклическую прочность наклепои, не хотелось уникальну пружину рано потерять. Полировал по этой же причине.
-
Да. Я себе на мотоцикл в заднюю подвеску пружину делал - ТО, дробеструил, полировал, красил.
-
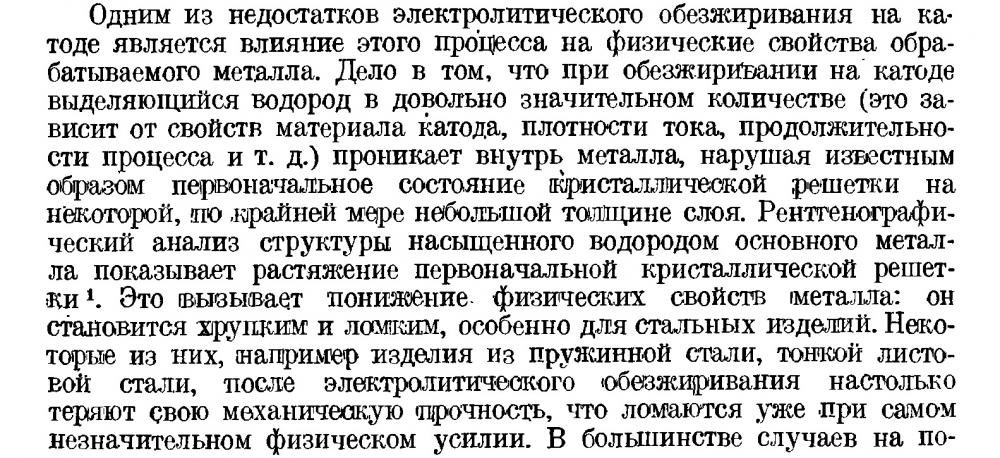
Я глубоко не изучал вопрос водородного охрупчивания крепежных изделий, отметил для себя только про выбор технологии обезжиривания. И как следствия отношусь с настороженностью к прочностным свойствам гальванизированных ответственных деталей, особенно пружин. П.С. Скрины не знаю откуда, лежат у меня просто для памяти об опасности.
-
Ютубные эксперты, как правило, мутят воду. Номинальный момент затяжки, в данном случае для колесных болтов, указан для условий, не предусматривающих смазку. Со смазкой необходимо вносить корректировку в значение (ОСТ 37.001.050-73 Затяжка резьбовых соединений. Нормы затяжки). При этом необходимо учитывать, что колесный болт фиксируется от отворачивания, в основном за счет трения по центрирующему конусу (по сфере - в меньшей степени). "Один мой товарищ..." так колесо потерял и улетел под большой откос. Поставил на Опель колеса от какого-то японца, где диаметр расположения крепежных болтов отличался на один, или два миллиметра от опелевских. Условий центрирования не хватило, болты открутились. Но... Болты имеют покрытие, которое работает как смазка, предотвращающая задир в витках резьбы и коррозию, усиливающую трение. Само-собой в ходе эксплуатации покрытие кончается. Момент затяжки изменяется. "Дpyгой мой товаpищ..." задолбал меня (приходилось привариваться к обломку, выкручивать) со своими болтами (М12х1,5), которые у него постоянно обламываются после автосервисов. Причем, обламываются при откручивание, так-как в автосервисе надрывают при закручивание. Мое мнение? Необходимо обеспечить резьбовому соединение подобающее условие работы. Если механика процесса не до конца понятна, то необходимо обратиться к специалистам (будет не так обидно за сломанный болт, типа не сам сломал).
- 21 ответ
-
- 1
-

-
ОСТ 37.001.031-72 Затяжка резьбовых соединений. Классы соединений, ряды крутящих моментов и технические требования. ОСТ 37.001.050-73 Затяжка резьбовых соединений. Нормы затяжки.
-
Я не очень давно переехал в новый гараж. Сеть 230В хорошая. Но я ее даже не ста тестировать, сразу протянул себе линию 380 от вводного в ГСК щита. Иногда, радикальные решения оказыватся самыми рациональными.
-
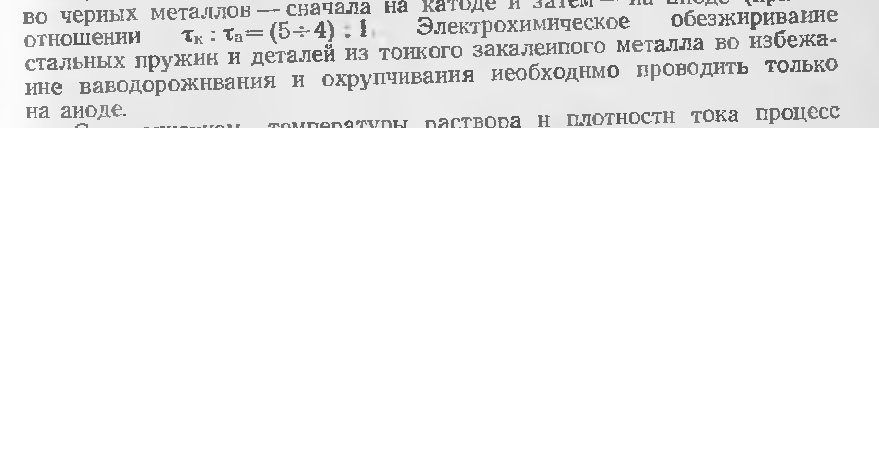
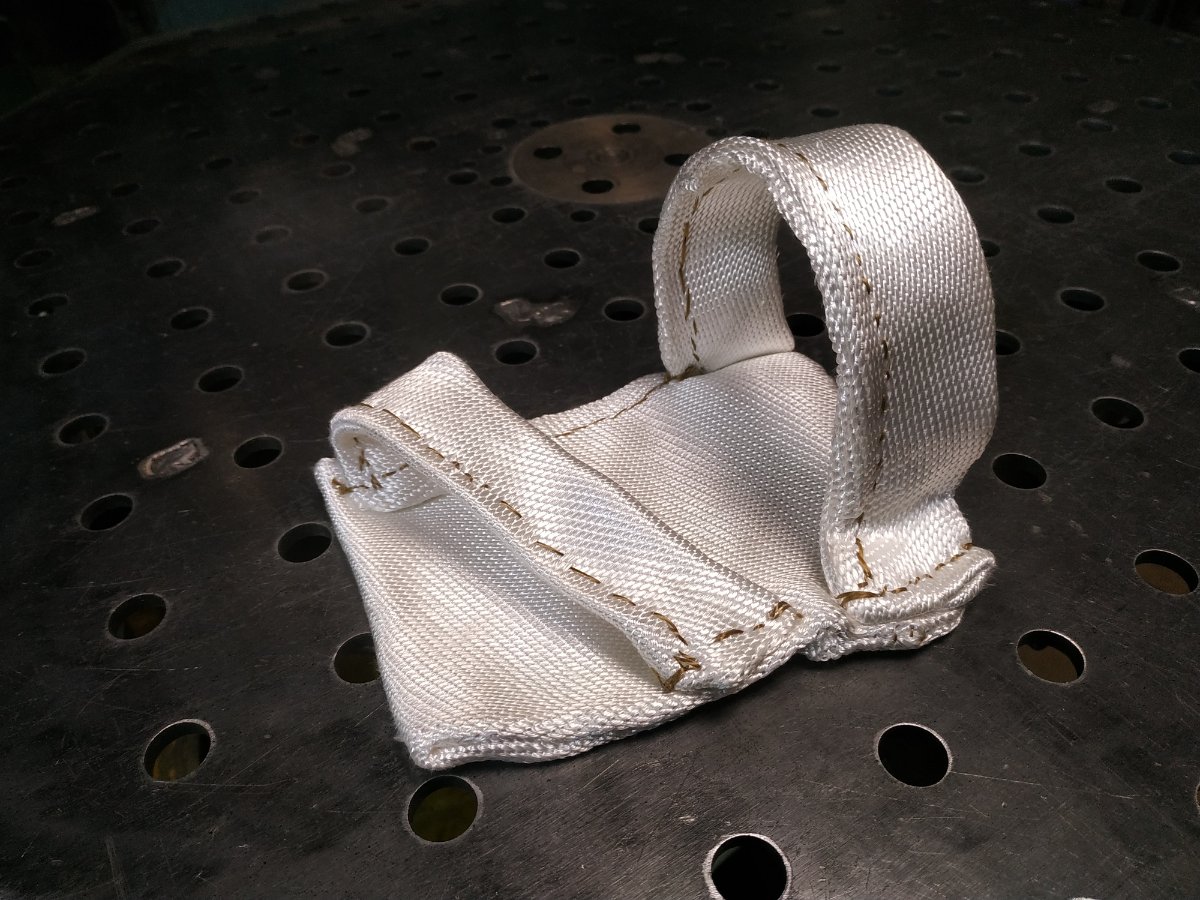
Tig-finger тоже хорошая вещь для своей ситуации, когда нужно на горячую деталь только мизинцем навалиться для контроля положения руки, он не такой громозкий. Но у меня кремнеземного чулка не было, а шить такой узкий... Его потом не вывернешь наизнанку. Пришлось делать полноразмерную защиту.
-
"Все уже украдено до нас" (с)
-
Новая коллекция осенне-зимнего сезона от Дома высокой моды.
-
Какая-то кремнеземная ткань (марку не знаю). Шито какой-то параарамидной нитью (торговую марку не знаю).
-
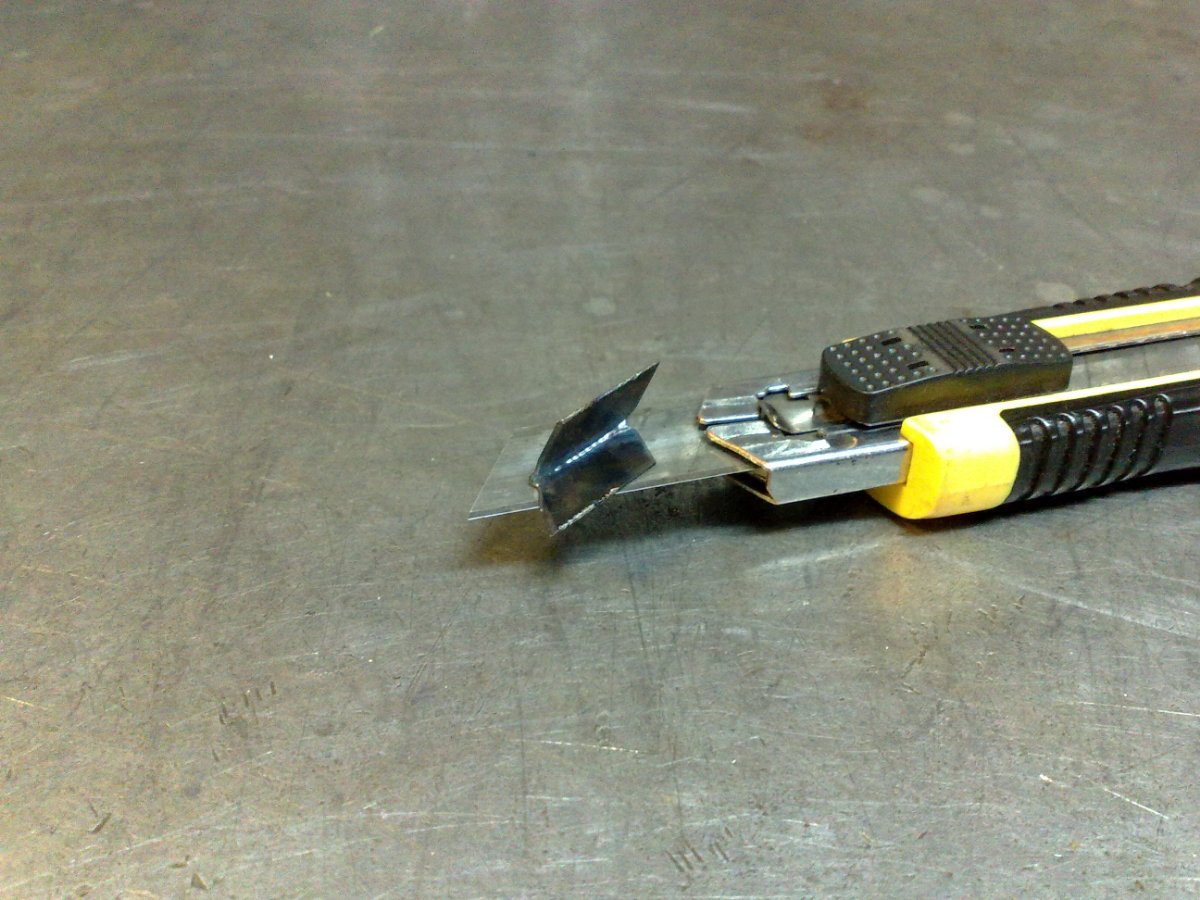
Поигрался в "Закройщика из Торжка". А то без защиты лапку жжет, варю и плачу.
-
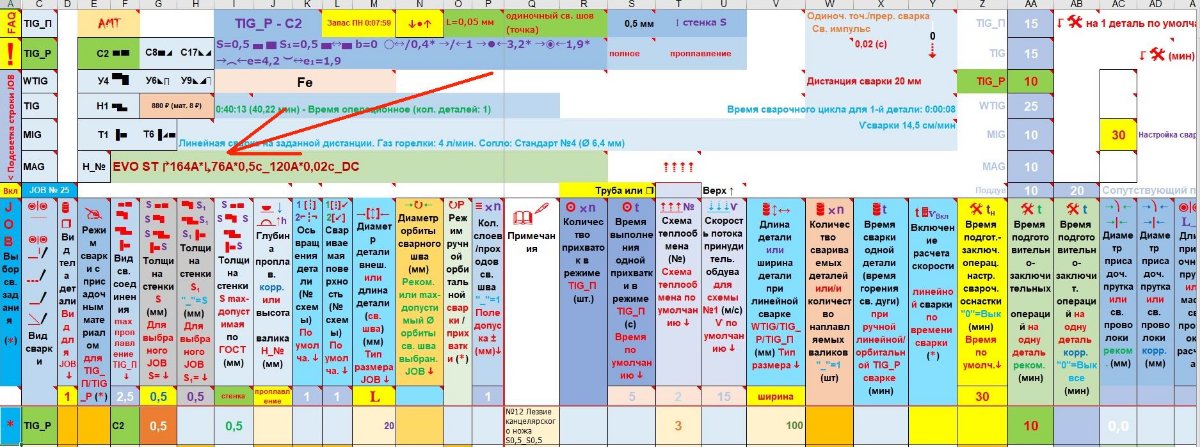
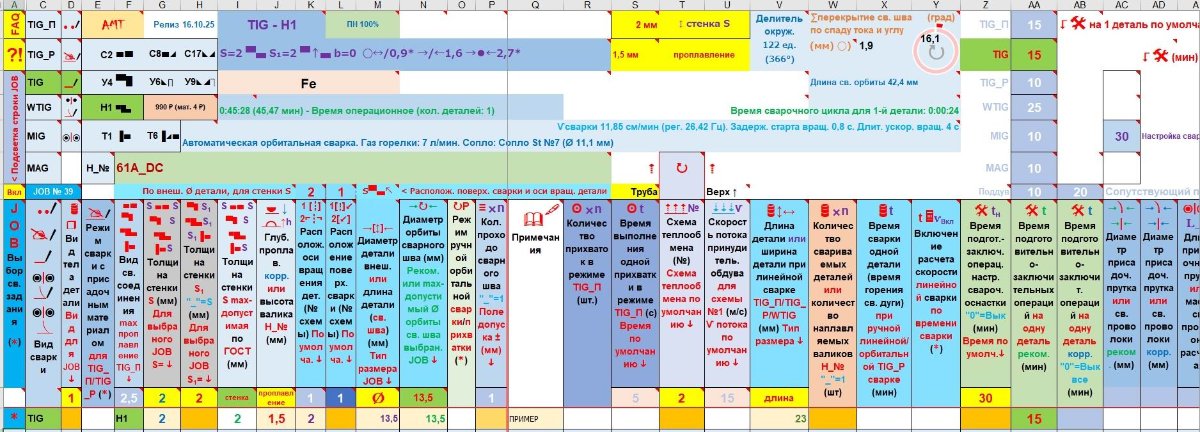
Вот какие настройки доступны на 180-й Чеборе (серийная точечная сварка), если это конечно в коня корм. Другие настройки тоже есть.
- 73 ответа
-
- 3
-

-
- сварочное оборудование
- алюминий
- (и ещё 2 )
-
А что выбираем-то, худшую модель? - Девушка, вы что будете, спирт, или самогонку? - Даже и не знаю, все такое вкусное.
- 73 ответа
-
- 4
-
-
-
- сварочное оборудование
- алюминий
- (и ещё 2 )
-
Для тех, кто не умеет Youtube смотреть: https://rutube.ru/video/3093199055b7b208d0412e62a59623f8/
-
Да, с установкой сварочных параметров ИИ.
-
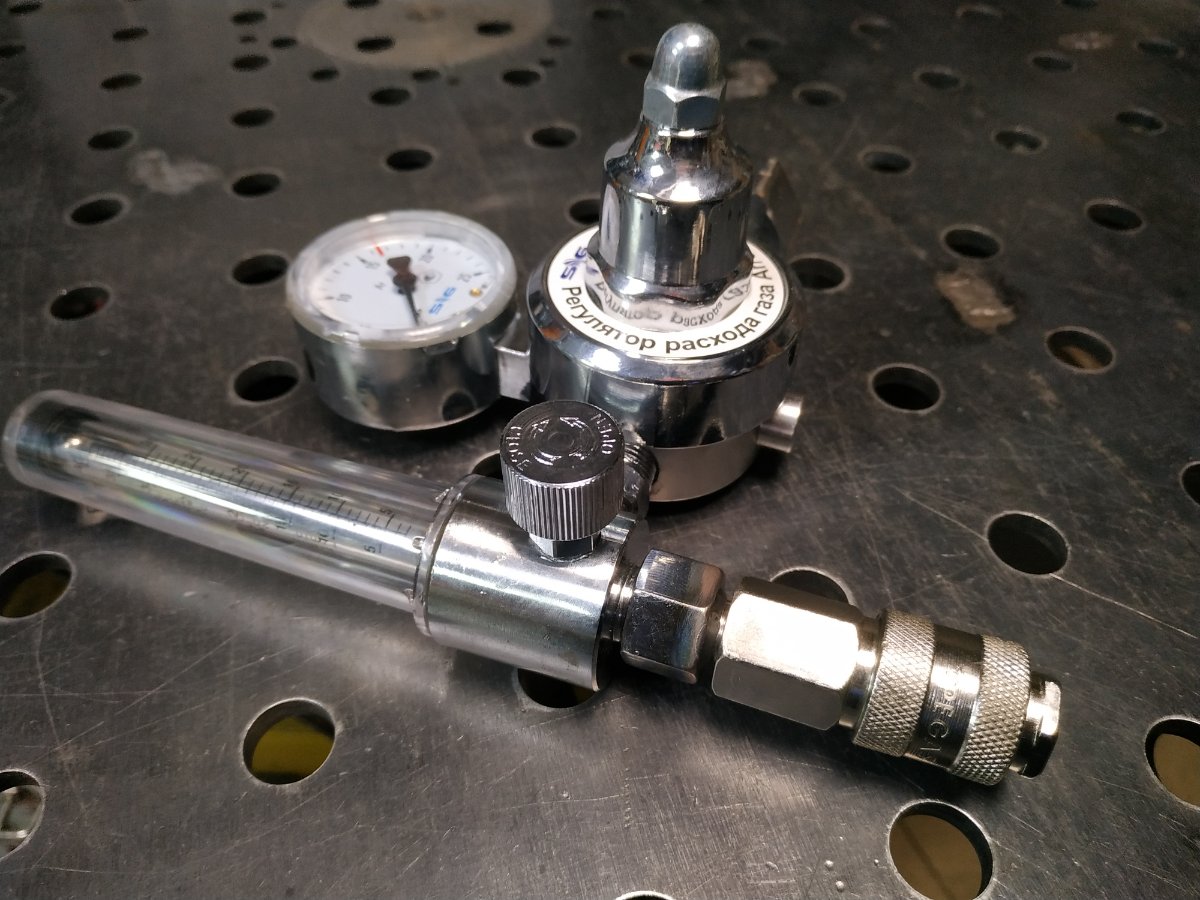
Переходник М16х1,5 F - G1/4" M.
-
Валера взял, выточил стальное кольцо (даже не выточил, а отрезал от ненужного двухручьевого шкива половинку ручья и слегка его доработал) и приварил к нему шпильки. Получилась накладка, поверх родного чугунно-лопнувшего фиксатора поворотных слесарных тисков. И весь перфоманс ради того, чтобы не варить чугун, так-как я адепт золотого правила механики: "если заводское сломалось, то и ремонтное сломается". Вот донор органов (даже хватит еще на пару "путей самурая").
-
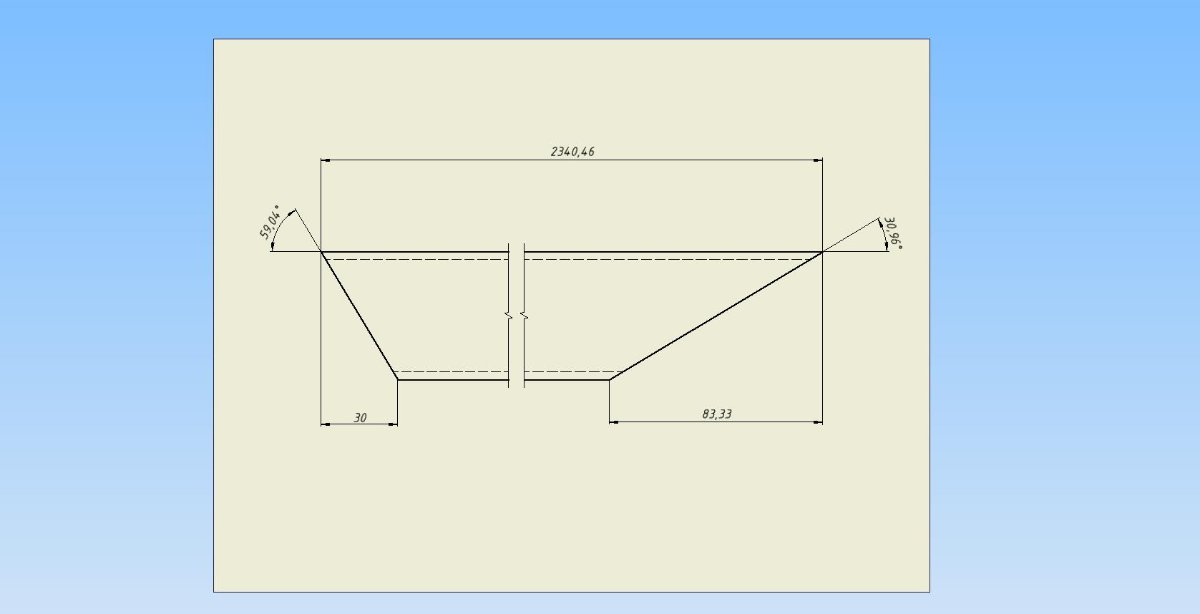
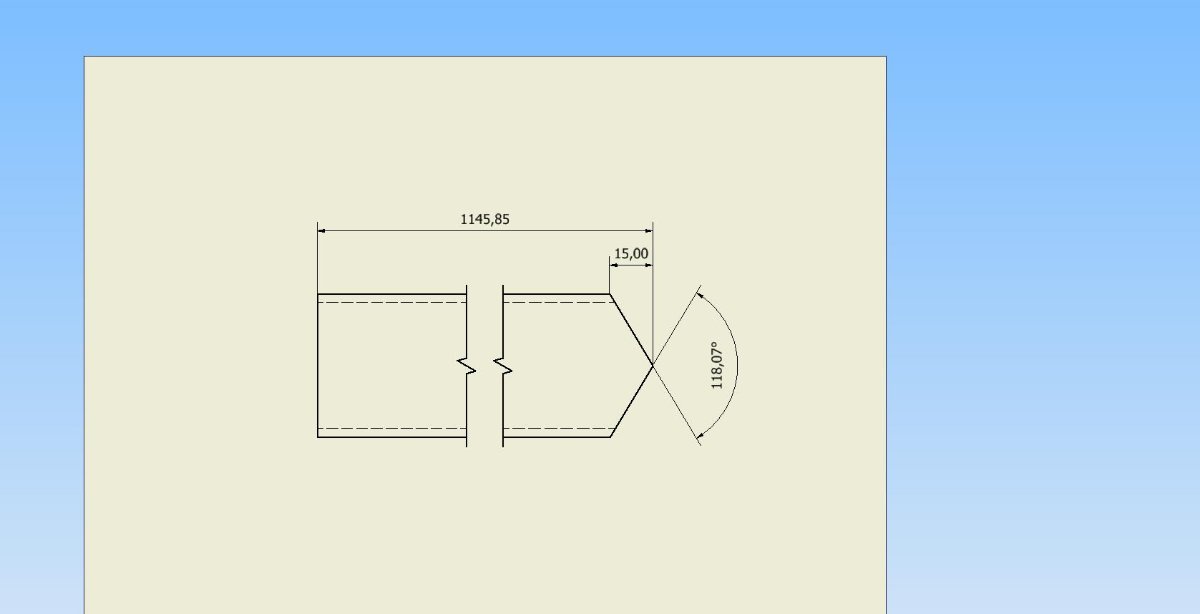
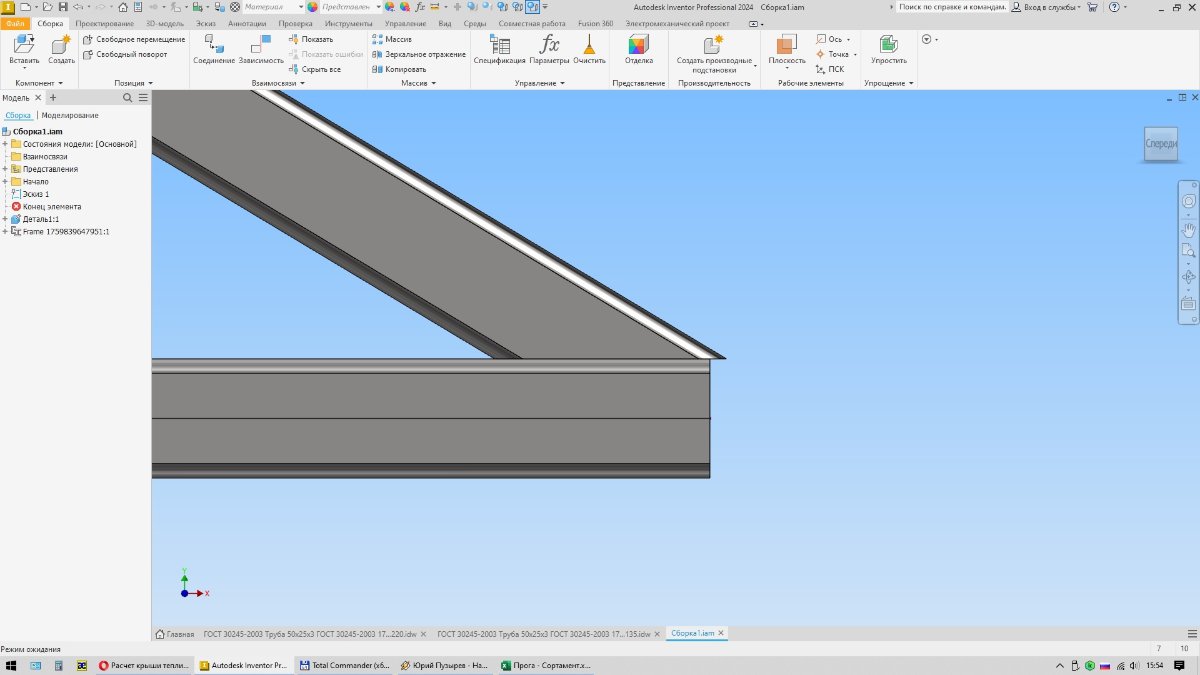
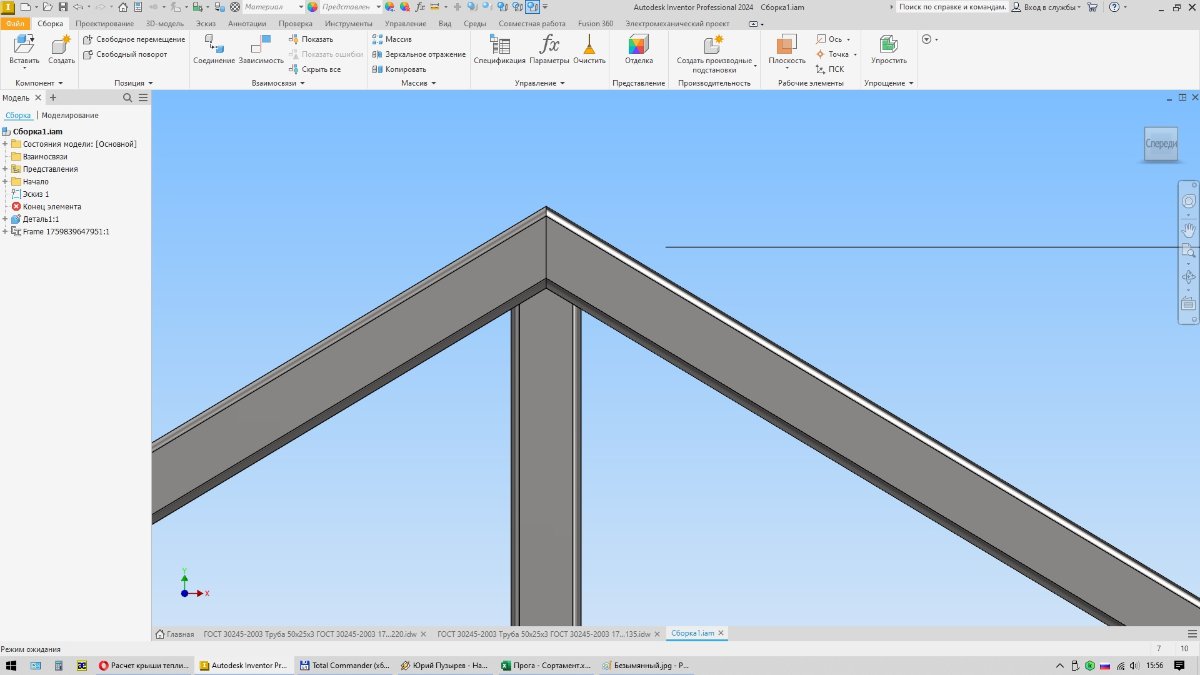
Балка ската крыши Балка вертикальная Все остальные условия в первом сообщение.
-
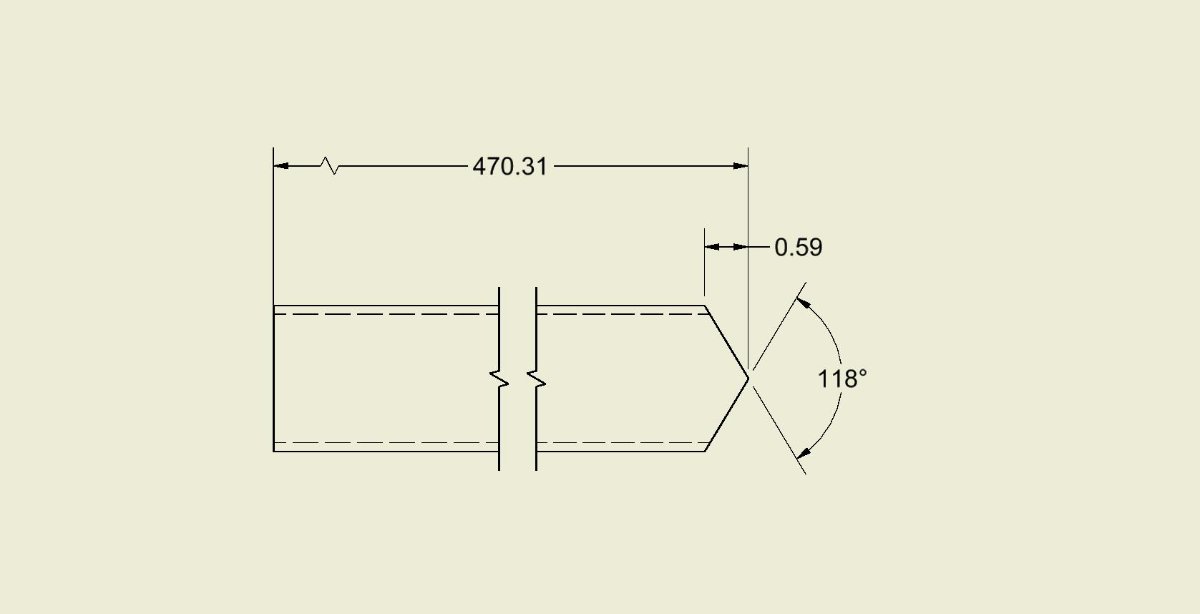
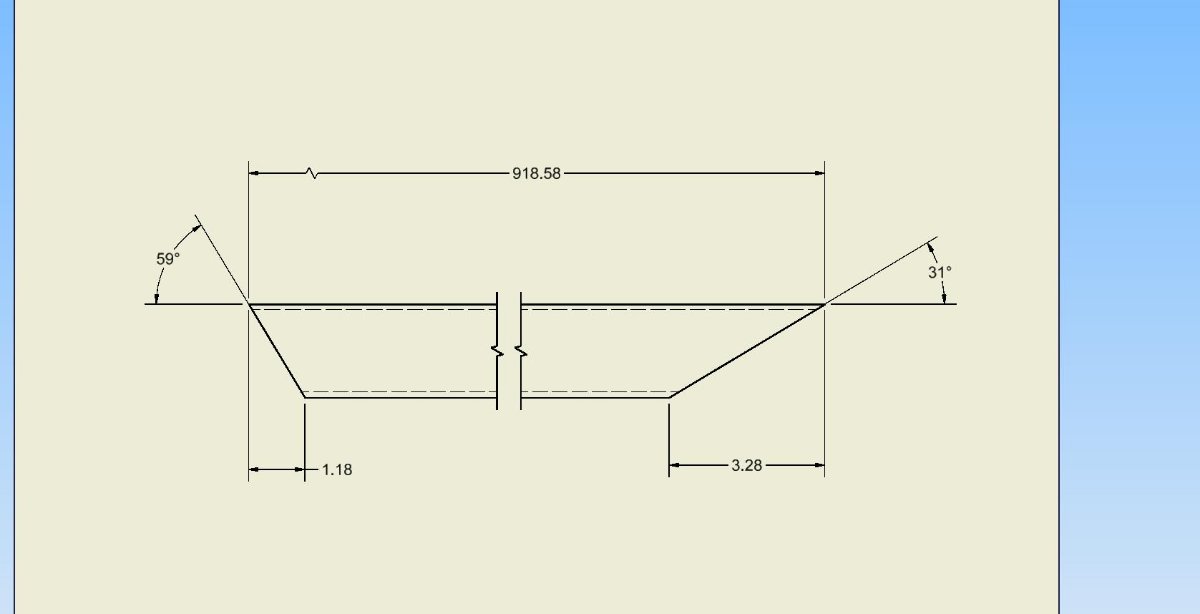
Нет, все неправильно. Сейчас с размерами разберусь (дюймы выскочили).
-
Я в доле. Вертикальная балка: Балка ската: Я обновил свою программу и она еще не настроена, и мне некогда было все тщательно делать. Вот как есть: - Высота (1200 мм) до центра схождения балок (справа видна размерная линия). - Балка ската получилась немного выпирающей (на 7 мм).
-
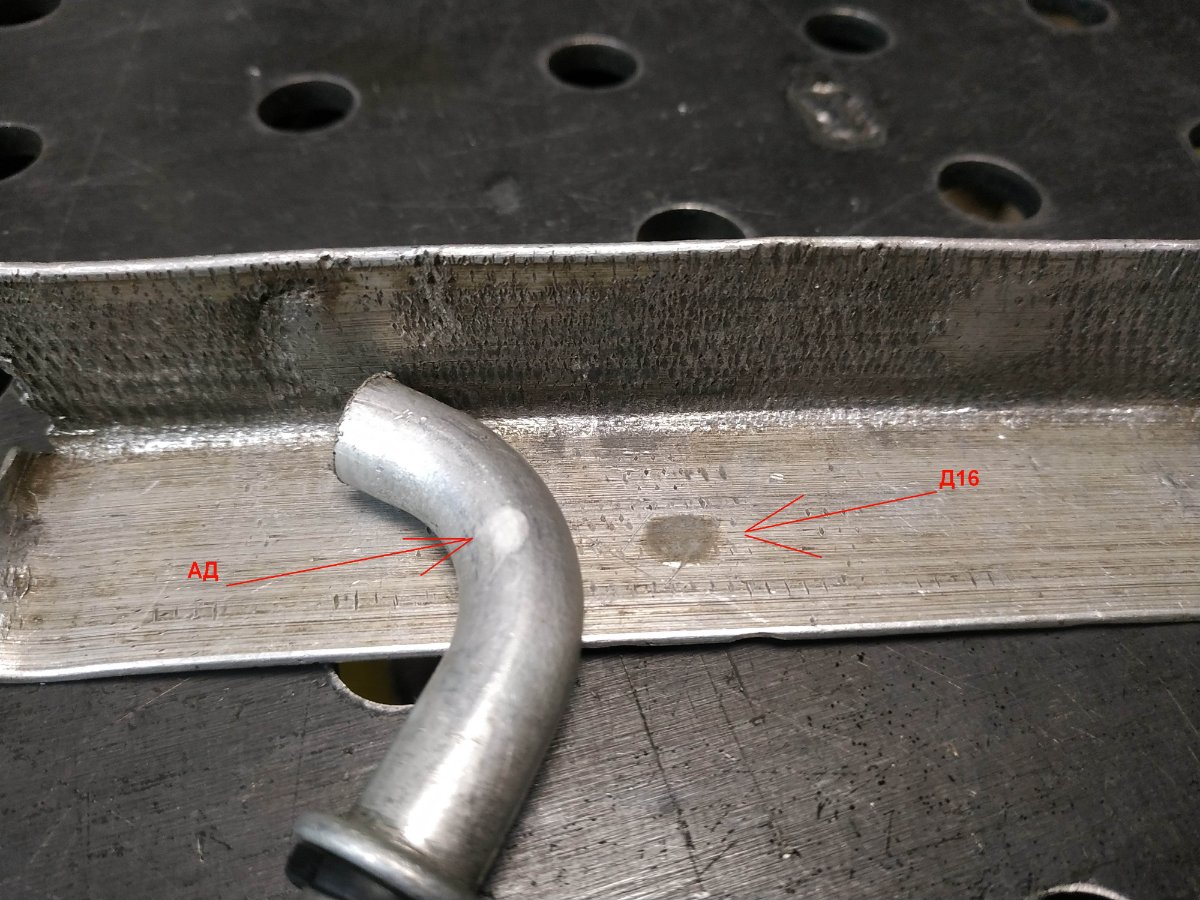
Любопытства ради можно было хотя бы провести тест на содержание меди (капнуть гидроксидом натрия, можно просто средство "Крот"): почернело - почти наверняка не варится; побелело - почти наверняка варится.
-
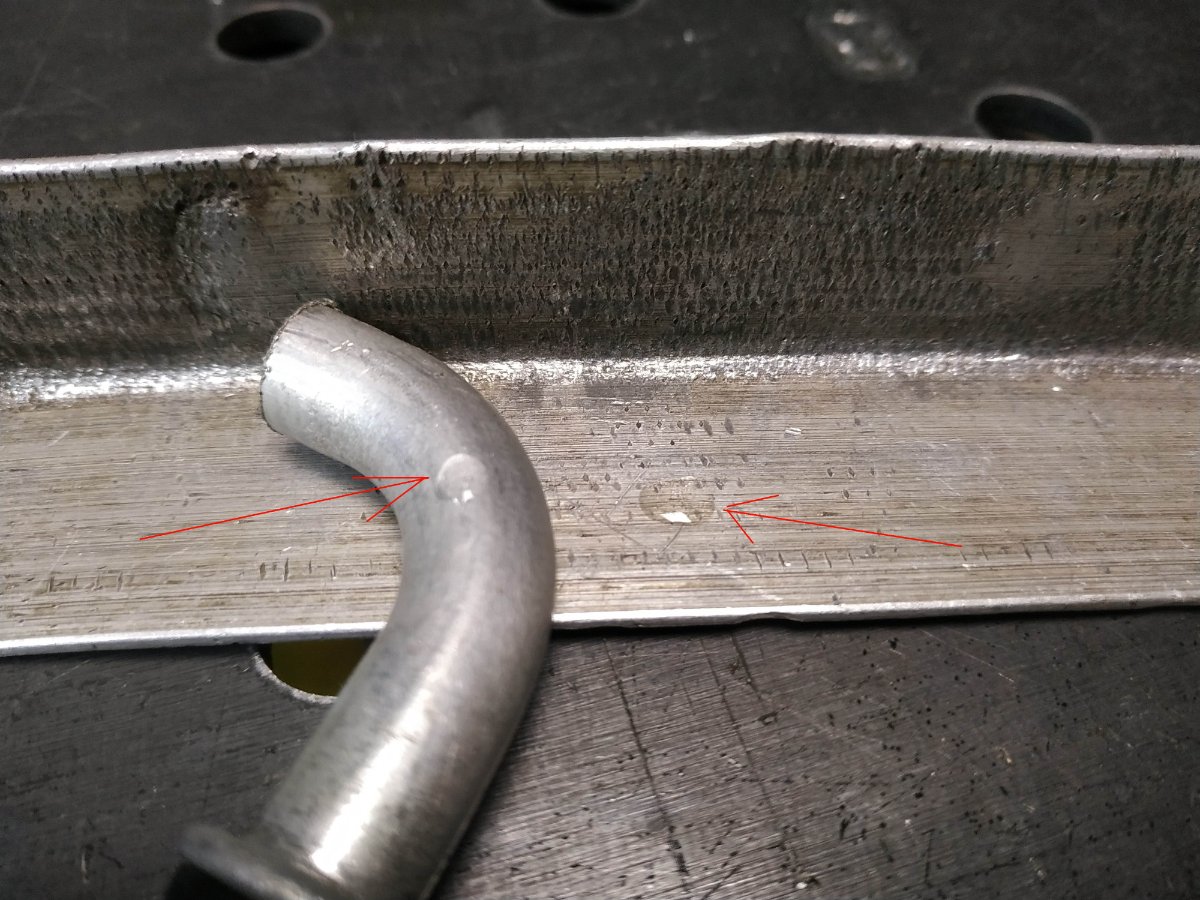
"Ведь надо всё-таки узнать чё это было за кольцо, и чё за порошок..." (с) Чё за материал (хотя бы вид)?