Luckystorm
-
Постов
580 -
Зарегистрирован
-
Посещение
-
Победитель дней
18







Достижения Luckystorm
")





-
А какая информация вас интересует? За 7 лет работы в сфере поставок у меня сформировалось и какое-то мнение и какая-то статистика по надёжности. В интернете такое искать сейчас вообще не выйдет, практически все обзоры это заказная партнёрская реклама за денюжку / ништяки. Или просто временное предоставление оборудования для съёмок. Что касается продукции от ТСС, сварочные аппараты от них я бы не рекомендовал брать, ну кроме хугонга и то сомнительно, т к стоимость у них как Сварог +/-, а сервисное обслуживание на низком уровне, при этом само оборудование ну просто обычное. Из тига посмотрите на е202 Сварог, я себе такой буду брать ближе к концу года, для поделок и шабашек разного плана мне его хватит, а там и на эво/чебору заработаю, если пойму что идёт какой-то упор по функционалу или мощности, и то не уверен, что это произойдет. В моей голове е202 выглядит чуть ли не идеальный аппаратом по соотношению цена/качество/функционал/надёжность/удобство. Скорее всего после е202, буду брать импульсный п/а, а так все что нужно у него есть. Е202 кстати вполне безопасно брать и бушный, если гарантии с даты продажи ещё 2-3 года осталось. В ремонт почти не ездят, было только пару обращений по гарантии из проданных лично мной 50+ штук
-
60 Гц, смены формы волны на аппарате, увы нету
-
Разумеется есть неприятный эффект задымления и выгорания цинка, для минимизации этих агрессивных реакций, надо действовать быстро, подавать присадку в край, а не прям под дугу, стараться избегать излишнего тепловложения и не стоять дугой на одном месте, т.к при перегреве сварка сильно затрудняется из-за увеличения всех этих неприятностей сопряженной со сваркой латуни, а если прям сильно завтыкать можно вообще ванну сдуть. Жаль мне тут нельзя с CuSi3 сваривать из-за цветовых заморочек, с этой присадкой сильно попроще, содержащийся в ее составе кремний неспокойность процесса как бы немного притушивает.
-
Моему коллеге как-то звонил человек по вопросу сварочного оборудования и спрашивал некую хиботу, что это такое и для чего он тогда не смог узнать. Раз в год вспоминали этот случай и выдвигали теории о том, что же это такое. До сих пор мучаемся в догадках. Но это точно была не горелка
-
конкретно на этой детали AC, баланс 30, сопло 8 обычное, газ около 12л/мин по шарику ротаметра, вольфрам wl-15 2.4, присадка CuZn 2.0, нарастание тока 1 сек, спад тока 2 сек, рабочий ток 100А по дисплею, без импульса. Заточка электрода не шарик как на алюм, а такая же как на нержу Vnukовская (двойная заточка). Смотря на ванну, важно отсекать лишний визуальный мусор, присадку подавал понемногу, но часто. Поданная присадка конечно забавно себя ведёт, под действием тепла она сама прыгает или перескользает в место куда направлено острие электрода.
-
Сегодня притащили 3 ящика латунных деталек, к концу первого ящика произошло что-то вроде резкого озарения или внезапного понимания как с этой бякой работать (присадка cuzn), очень воодушевился, долго она мне не давалась, я уже начал думать, что у меня руки не из плеч растут правильно тут на форуме не раз писали, что на все нужно время и нарабатывать опыт и сваривать как можно больше, все, что есть под рукой. Вчера ещё первый раз в жизни приготовил плов в казане чугунном (готовил на газовой плитке), получилось очень вкусно, вполне на уровне с ресторанами моего города или быть может даже лучше. Жизнь хороша

-
Относительно недавно доказывал в группе вебсварки в ВК одному индивидууму (а он работал на лазере в маске хамелеон, причем ему так сказал, что так можно, сам инженер поставщика лазерной установки осуществляющего пусконаладку) что он таким образом себе зрение испортит, а мне этот человек утверждал, что хамелеоны отсеивают излучение лазера, и что очки для лазеров - это ни что иное как заговор жадных барыг. Пытался переубедить человека из соображений заботы и донести инфу о возможном вреде здоровью и что это не шутки, но тот чел перешёл на личности, ну я и забил. И вот в процессе спора я задумался, а пропускают ли волновые излучения очки под лазер в местах, где возникли царапины или зацарапанные очки все равно будут защищать? Интересно ваше мнение, теряют ли защитные свойства поцарапанные очки или нет. Ни один поставщик мне когда-то не смог ответить, сказали, что и не думали об этом))
-
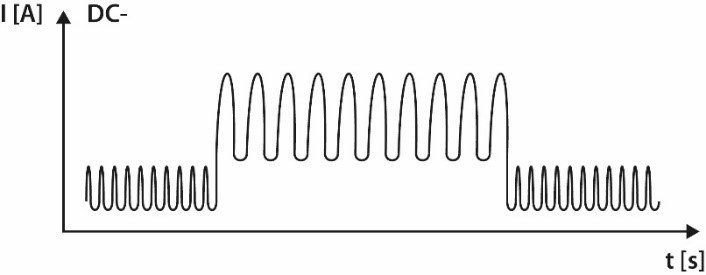
При использовании двойного импульса в процессе сварки TIG, получившем название Double pulse или DPulse, отрицательные импульсы постоянного тока низкой частоты (0,2 – 30 Гц) одновременно используются с высокочастотными (100 – 400 Гц). (Скопировал с сайта кемппи, картинка оттуда же) Видос еще коротенький залил на ВК с микропрезентацией https://m.vkvideo.ru/video674082958_456239017
-
Хмм, так оно уже существует в природе, например у свежей линейки mastertig kemppi есть такая функция Ну мне лично например ни к чему на данном уровне и при нынешних задачах, а если говорить про автоматическую сварку орбитальную тех же обечаек или при сварке с применением вращателей, думаю найдется применение, можно же будет настроить такое оборудование таким образом, чтобы соединения были очень красивые n9wwsnk2bd0cr9mwbtj7op7jx20larkq.pdf
-
Вставлю свои дилетантских 5 копеек, лично мне подружиться с нержавейкой помогло разобраться в теории импульсной сварки и поэкспериментировать с режимами. У меня уже были ситуации, где без импульса получалось бы черти что (например тонкие трубочки или сварка тонколистового). Теперь практически всегда нержу свариваю с импульсом длиной работы в 10%, очень нравится как пиковый ток импульса кратким ударом делает красивую ровненькую чешуйку. К тому же можно подобрать такие настройки, где и скорость не будет страдать, так и перегрева лишнего и соответственно случайных прожогов не будет. Было бы очень интересно поэкспериментировать с нержой на каком-нибудь аппарате, у которого был бы двойной импульс в тиг
-
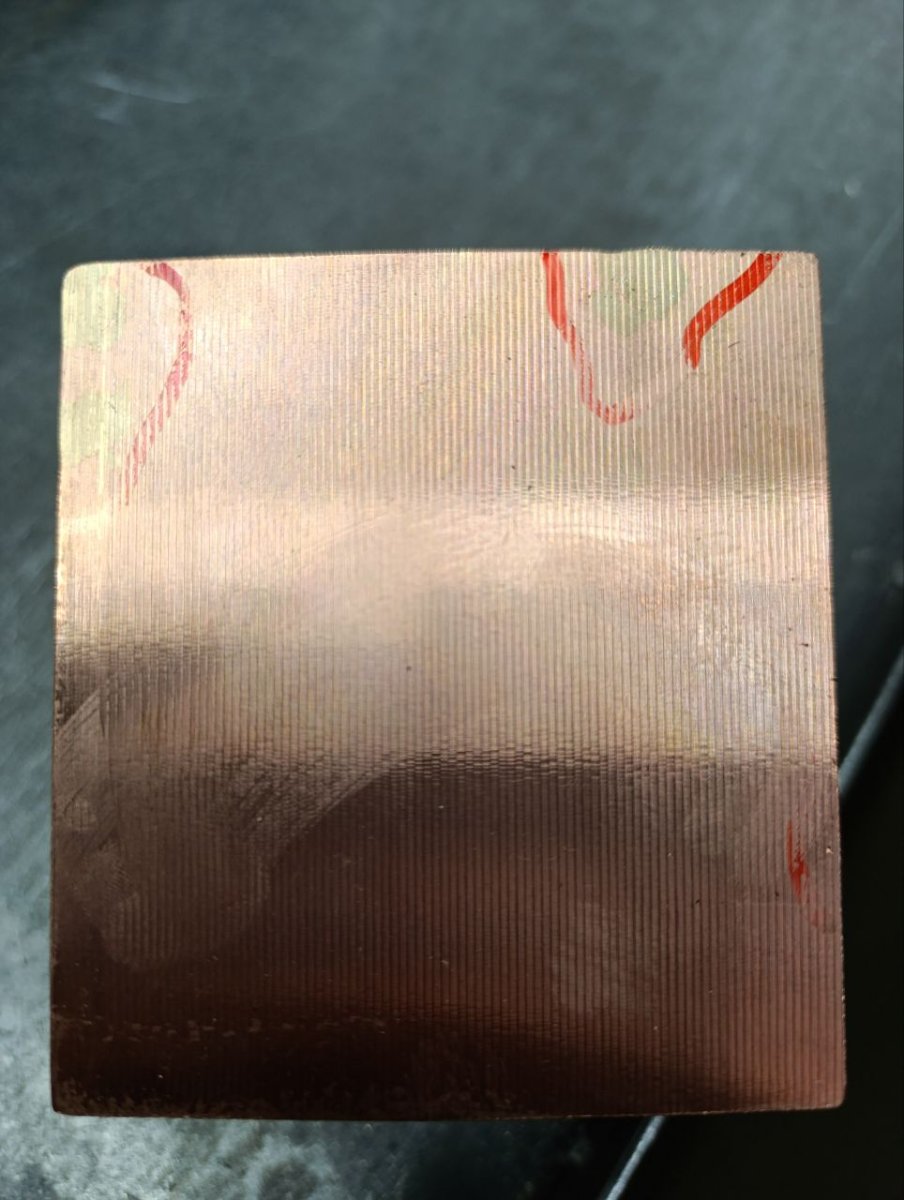
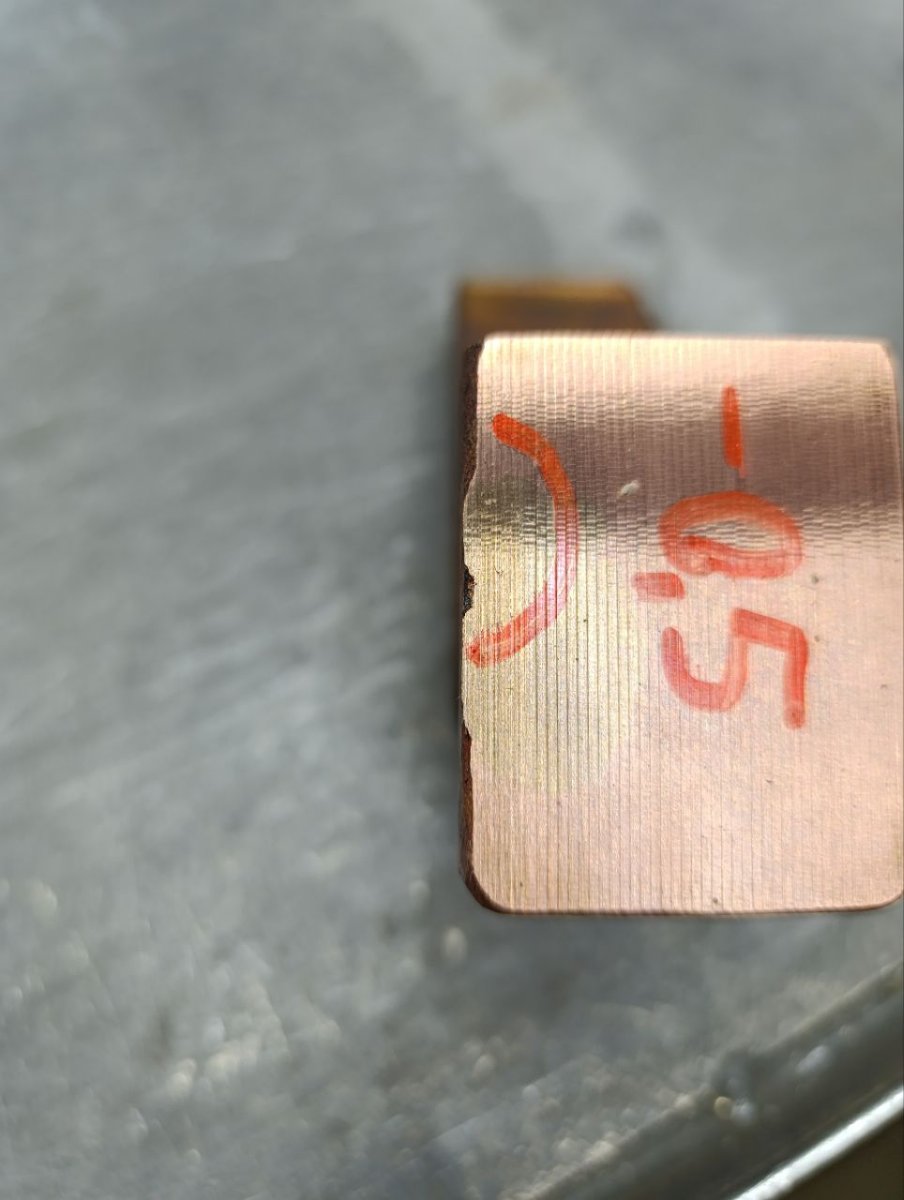
Посоветуйте пожалуйста сварочный материал. На днях мне приносили медные контакты, с которыми упарился, подолгу грел, т.к упор в мощность аппарата была, для таких задач нужно 300А, а не 200, ну не суть. Они из чистой меди красноватого оттенка, из подходящего материала у меня была только присадка Cusi3. Сейчас все эти детали забраковали из-за несовпадения по цвету, заказчик их не принимает. К сожалению придется заново отливать. Я слышал о присадке CuSn, что она более близка к естественному медному красноватому цвету, подойдёт ли она или все же нужен какой-то другой материал? И тоже интересен вопрос, мог ли измениться цвет в местах сварки от долгого неэффективного воздействия дугой? Апдейт. Нашел пост, в теме по сварке меди содержащий ответ на мой вопрос, и узнал ещё, что Cusi3 в участках сварки ухудшает электропроводность, норм накосячил конечно, вот что бывает, если нет технолога прошаренного и мало опыта... Закажу CuSn в понедельник

-
 С такой формулировкой вопроса рекомендую открыть для себя нейроконсультантов (например https://www.deepseek.com/ ) сможет делать за вас практически любую умственную работу, при надлежащем вводе всех исходных данных А вообще если вы действительно хотите чтобы вам помогли, наверное стоит написать имя, город (локацию), вашу должность и роль в этой всей истории, назначение и материал трубы, сроки, кто этот переход будет вваривать, а так же предлагаемый размер вознаграждения и психологический потолок за услугу просчёта и изготовление перехода, а так же способы оплаты такого труда нал/безнал Или вы хотите чтобы вам тут бесплатно все рассчитали и дали готовый чертеж?
С такой формулировкой вопроса рекомендую открыть для себя нейроконсультантов (например https://www.deepseek.com/ ) сможет делать за вас практически любую умственную работу, при надлежащем вводе всех исходных данных А вообще если вы действительно хотите чтобы вам помогли, наверное стоит написать имя, город (локацию), вашу должность и роль в этой всей истории, назначение и материал трубы, сроки, кто этот переход будет вваривать, а так же предлагаемый размер вознаграждения и психологический потолок за услугу просчёта и изготовление перехода, а так же способы оплаты такого труда нал/безнал Или вы хотите чтобы вам тут бесплатно все рассчитали и дали готовый чертеж? -
Как мне кажется за 3 месяца работы неплохо продвинулся в навыках сварки и потихоньку наращиваю уровень респекта у коллег. Недавно например такой змеевик медный притащили с жалобой на то что вода струйками из него фигачит в разных местах, по нему подается горячая водичка под давлением, паять еще не умею и не пробовал, заварил протекающие места тигом, сильно обманулся в толщине стенки, в самом начале она 2мм, а в местах где протекает толщина по факту оказалась 0.5мм, да ещё и как назло места утечек в очень неудобных местах куда толком не подлезешь, пару часов с ней провозился, ну зато сэкономил предприятию 85круб (цена нового змеевика такого). Пока что не течет и давление держит. Ещё недавно сваривал спираль нихромовую, квест был тот ещё, сначала пробовал присадкой 308-ой, но место соединение оказалось очень хрупким, разрушилась от того, что случайно уронил (длиной она около 2 метров) наилучший результат получился используя кусочек этой же спирали в качестве присадки, что логично.Спиралька установлена куда надо и пока что трудиться. Наконец понял сварку чугуна электродами, материал этих электродов ведёт себя немного иначе, чем по стали, нужно было время на привыкание к моменту, что электрод нагревается довольно быстро до красного состояния и приходится подстраиваться под иной скорость переноса металла у электрода в разогретом состоянии, чем в начале, началось получаться довольно аккуратно, чтобы фрезеровщикам меньше "мяса" снимать. С алюминием тоже продвигаюсь, начали получаться довольно ровные шовчики, но я их перед там как отдавать дальше, все равно дугой глажу на более высоком токе, чтобы ребятам меньше времени тратить на зачистку. Пока что у меня сложности только с латунью бывают в неудобных местах, присадка не всегда прилегает куда надо, ещё в процессе подбора идеальных режимов для сварки этого сплава. И красиво заварить далеко не всегда к сожалению получается...




-
Интересная штуковина А у вас есть вентильная тиг горелка под кабельную вилку с быстросьемом? Было бы интересно узнать можно ли таким сварить например ту же нержавейку и на сколько минут его хватит ну например на токе в 80-90А. И будет ли основные элды розжигать типа уонии/лб И где вы такой приобрели? На алике найти не могу
-
Увидел, что на Авито есть парочка объявлений с такими масками за 40к, продам за 39 000. Непонятно правда откуда они у них по таким ценам. Т.к покупая в белую по безналу потратил 60к