hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Так, не отвлекаемся господа, у нас миссия.
-
А потом в этих закладках...

-
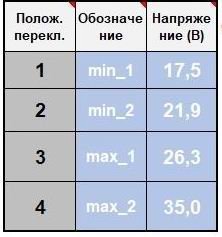
Вот как у меня на аппарате. Всего лишь. Как я должен процесс настраивать - выбрать одну конкретную подачу и щелкать четыре варианта напряжения?
-
Ну почему так-то? Это полуавтоматическая сварка. Регулируется горение дуги. И еще. Зачем миллиметровую проволоку? 0,8 практически все задачи закрывает. Повышать толщину можно когда уже явно производительности не хватает на больших толщинах и разделках. На малых токах большая толщина проволоки будет усложнят процесс горения.
-
Алексей мне Triton отремонтировал (а сервис два раза ремонтировал и один раз на новый заменил), так что я думаю и с этой балалайкой справиться.
-
Ну в сравнение со Сварогом. Из подкупающих плюсов (по мере убывания): баланс амплитуды АС; регулировка тока с горелки; дисплей; Микс; формы волн (хотя, по большому счету, они особо и не уперлись). Из критичных функций - есть, или нет регулировка тока поджига на АС? Без неё сильно некомфортно. У меня на одном аппарате такой нет, а все остальное есть и это "нет" обгаживает все "есть". П.С. Если что, у меня весь это фарш имеется в разных сочетаниях с аппаратами.
-
Я бы его взял. Единственное что углядел, минимальная частота на АС 50 Гц - высоковата (желательно от 20), но с этим можно мериться. И выяснить про минимальный ток 5 А (часто бывает 5 на DC и 10 на АС). Но если есть регулировка тока розжига на АС (обычно выбор толщины электрода), то не принципиально.
-
Это как закись азота для двигателя (ДВС), применяют, когда очень надо (обычно, когда проигрывают своим амбициям). Здесь также: будет технологический проигрыш - милости просим в клуб "Любителей не варить TIG".
-
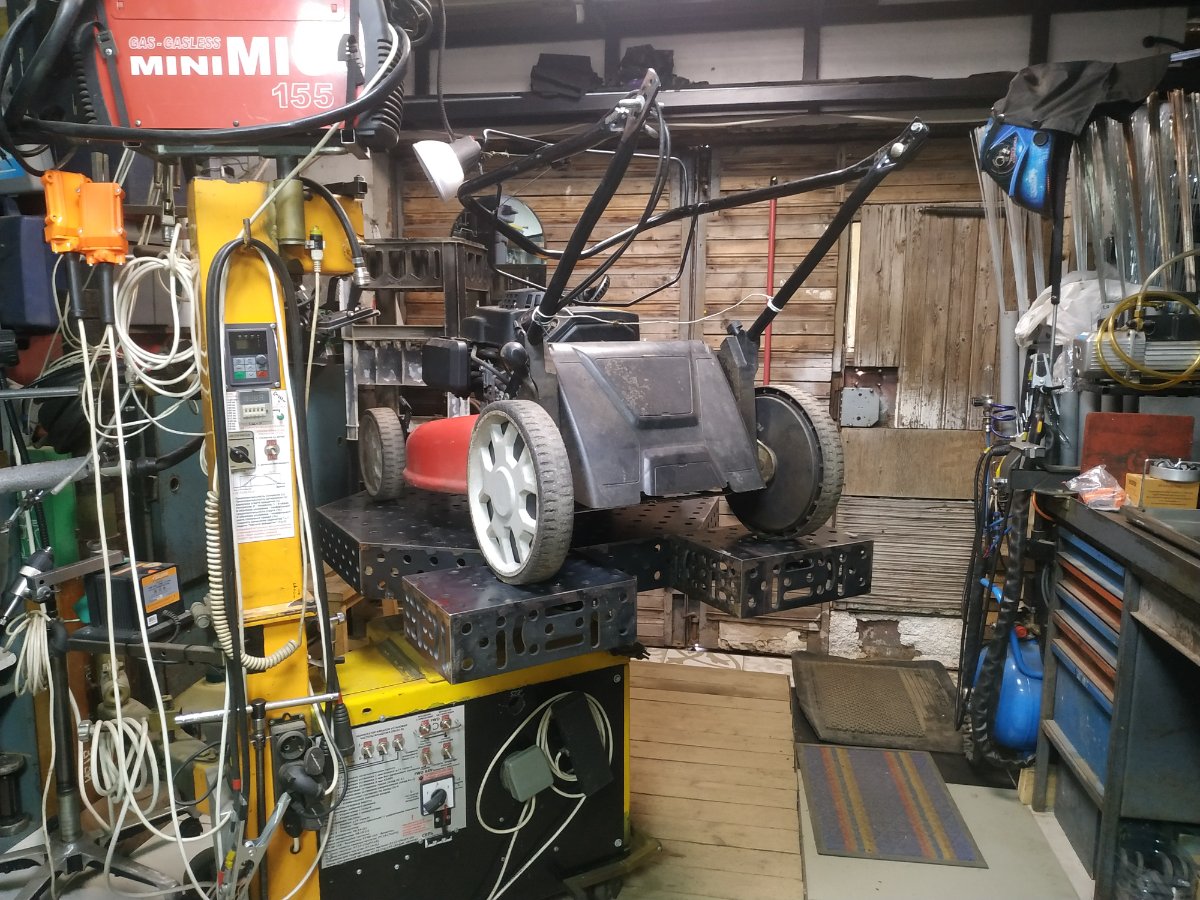
Советы по настройке MIG/MAG. - Не забивать голову пульсами-х...ми. Это режимы не для тех задач, котопрые я в этой теме вижу. - Не забивать голову абсолютными значениями напряжения-скорости (рифму не смог придумать). Это как, например, в токарной обработке со знанием скорости резания - полезно, если применяешь дорогущие пластины, в спецификации к которым эта скорость резания указана. Есть синергетика - замечательно. Получил от нее напряжение, взял тестовую железку и на ней отстроил скорость проволоки таким образом чтобы у дуги появилась "мелодия". Отстраивать так: одна рука на регуляторе скорости; другая рука судорожно сжимает горелку; глаза и уши на дугу. Покрутил скорость в плюс/минус -> нашел крайние точки, где дуга перестает нормально гореть -> выбрал середину (или понравившуюся жесткость дуги). Если не устраивает сварочный ток ->прибавил-убавил напряжение -> повторил игру со скоростью проволоки. Вот, для примера, мой аппарат, самый простецкий, какой только бывает (трансформаторный). Напряжений всего четыре, фиксированных. Все мой потребности этим конструктивом закрываются. Только для удобства настройки (как описал выше), вынес потенциометр скорости проволоки на отдельный пульт (люблю комфорт).
-
Не в ту тему запсочил.
-
Фооокусы... https://vkvideo.ru/video-92464423_456239940 Сначала заварить хотел. П.С. Но это не окончательный вид, буду один край дорабатывать и шпонку толще делать.
-
На кислоте провар глубже. Да, дуга холоднее чем на смеси, поэтому и оперировать расплавом ванны легче из-за меньшей текучести, но провар глубже из-за того что это активный газ (без тонкостей процесса). Кислота в смеси как раз для глубины провара. Смесь 80/20 - универсальное соотношение, обеспечивающее глубину проплавления с приемлемым разбрызгивание. Для тонкого металла - долю кислоты можно смело уменьшать.
-
Если речь идет о профессии сварщика, то не стоит забывать, что перечень его обязанностей и знаний отражается в документе "Должностная инструкция", положения которого опираются на "Единый тарифно-квалификационный справочник работ и профессий рабочих" (ЕТКС). Все что выходит за рамки "Должностной инструкции" - незаконно. Если вам, например как руководителю, кажется что работник не хочет чего-то читать-изучать, то тут всего две причины, или это "читать-изучать" не входит в его "Должностную инструкцию", или квалификация работника не соответствует "Должностной инструкции". В обоих случаях не следует обижаться на работника, а следует принять меры для повышения его квалификации, или выгнать его на хрен.
-
 Разбирать было очень сильно неохота.
Разбирать было очень сильно неохота.
-
Немного дискуссий про Р6М5. https://www.chipmaker.ru/topic/113559/ https://www.chipmaker.ru/topic/12185/?tab=comments#comment-172096 https://www.chipmaker.ru/topic/91464/?tab=comments#comment-1396668
-
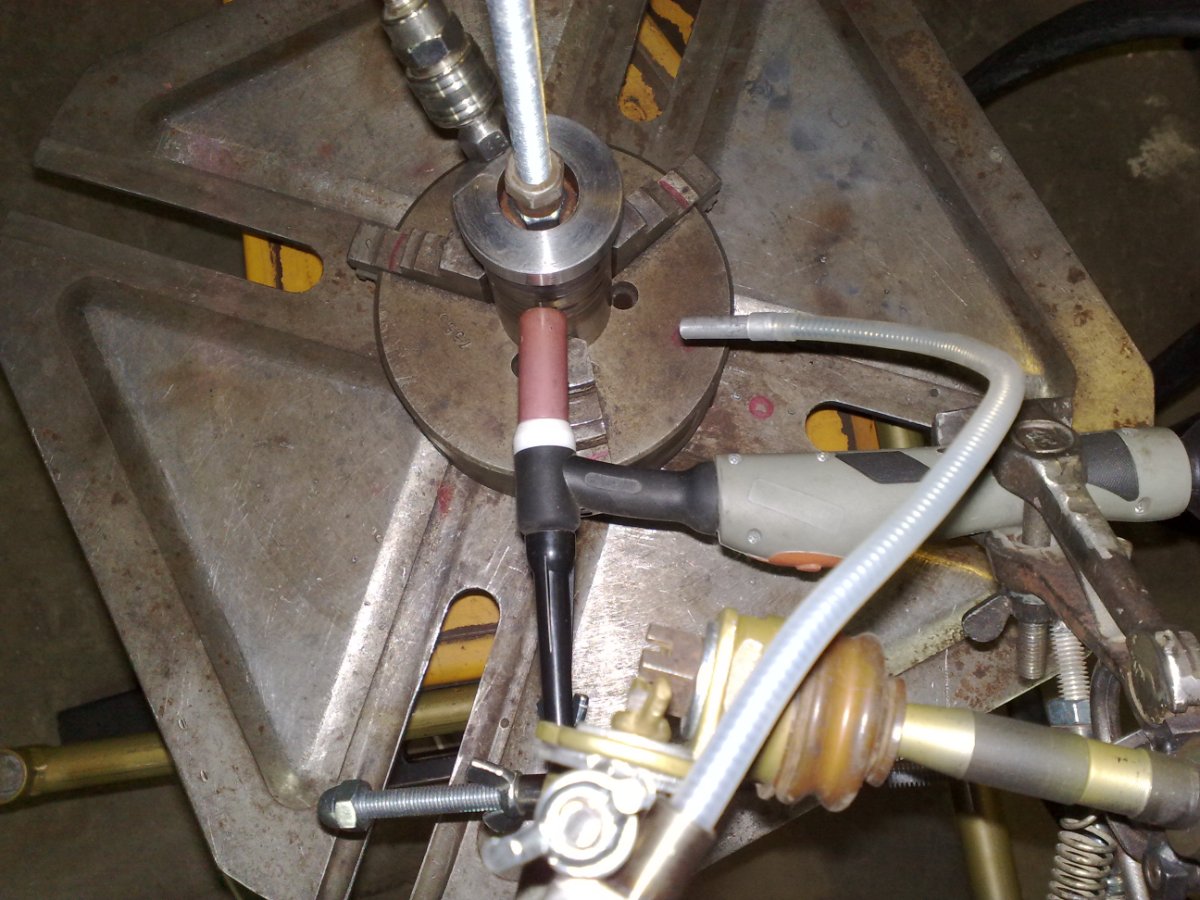
Не смог я удержать в секрете свою разработку (дырчатая оснастка). Росатом все-таки спер идею.
-
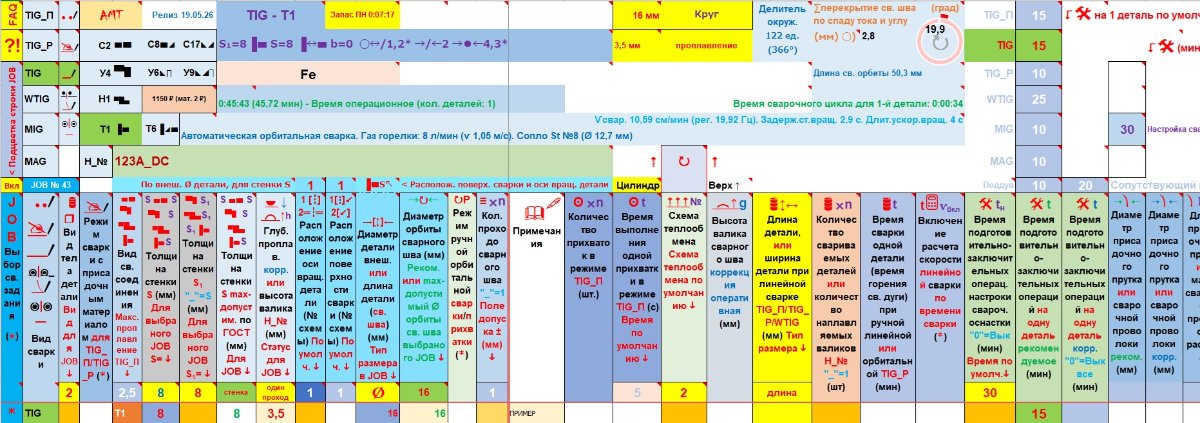
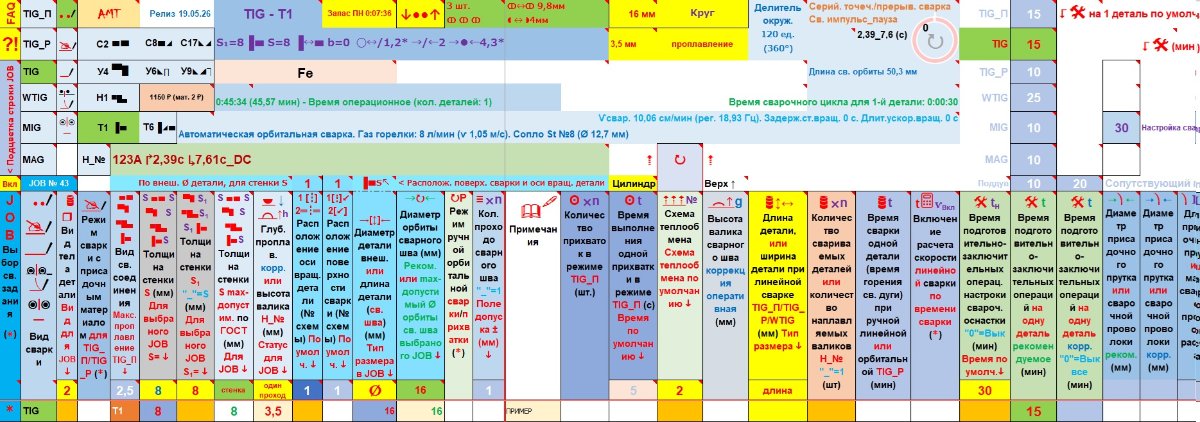
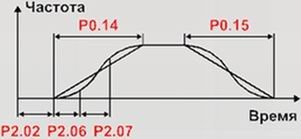
"В науке, как и в любви, концентрация на технике нередко приводит к импотенции." (Бергер) Поаккуратнее с этим. Вот как коэффициент заполнения выглядит. Остальной информацией голову забивать не надо (секундами, википедиями и прочим продуктом). У меня секунды отображаются просто для тех, у кого зудит.
-
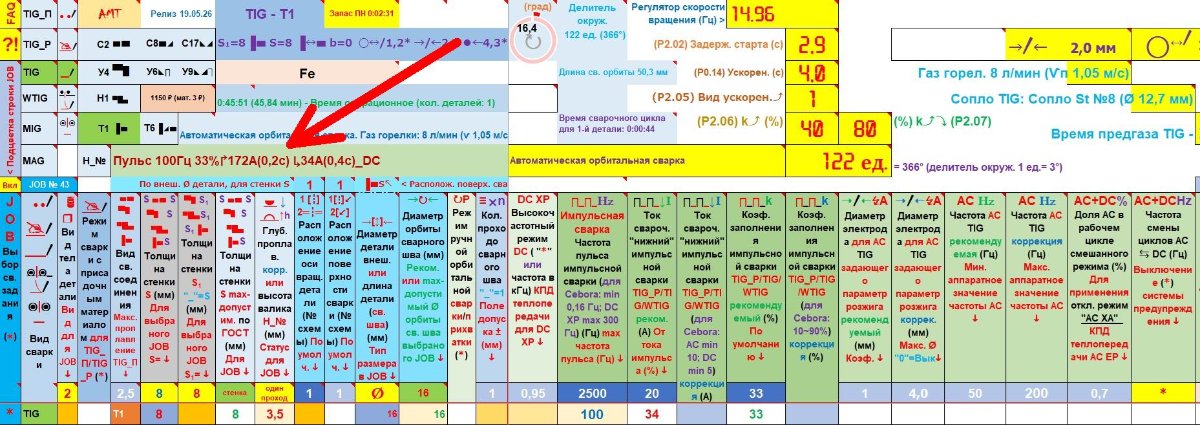
К слову. Я радикально упростил себе жизнь - написал калькуляторы по скоростям (скорость сварки и скорость проволоки). Поигрался с размерностью и выбрал ту, которую мой мозг лучше воспринимает.
-
Мы тут со знакомым летчиком самолеты строим (он строит - я иногда варю). Приносит детали (черные) с прокатной окалиной почищенные на троечку (не, не по степени очистки ГОСТ). Я ему каждый раз показываю как элетрод обгорает, как дуга гуляет по этой окалине, как цинк на оцинкованных деталях горит - бесполезно. Сам чищу.
-
Термин просто красивше. А так это коэффициент заполнения, величина обратная скважности, с размерностью в процентах.
-
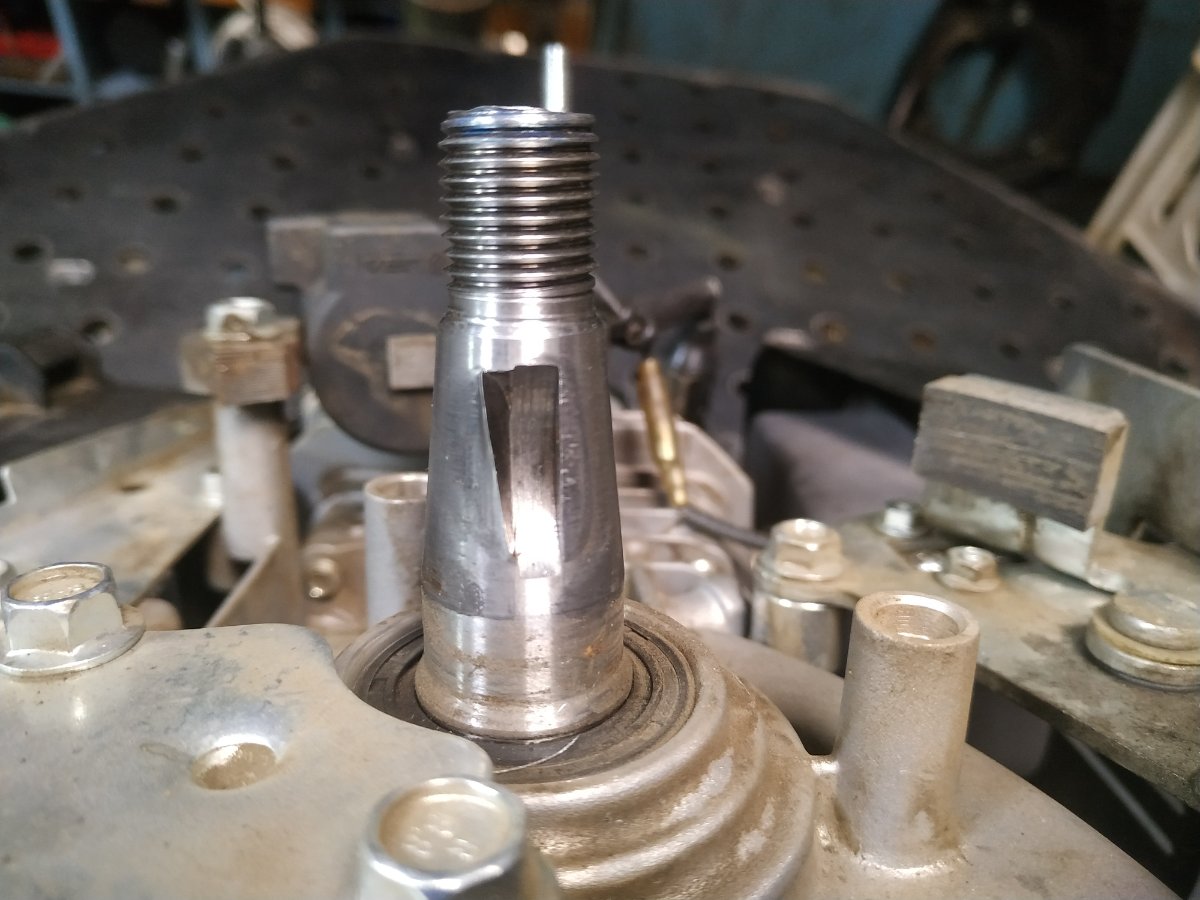
Вот точно такой же, с таким же дефектом. С трудом заварил, со второго раза. В моем случае - заводским швом неточно попали по стыку, получилось ослабление, что со временем привело к растрескиванию.
-
У меня, кроме программного деления, есть возможность прямого деления окружности (дискретность 3 градуса). Единственное, дугу на каждом секторе приходится включать-выключать вручную. Я это использую для прихваток, хотя и прерывистый шов можно исполнить. В данной схеме - сложность в реализации управления всем циклов включения-выключения дуги. И кроме управления дугой нужна система слежения за ней (что она зажглась-погасла). У меня инфракрасный датчик зырит за дугой.
-
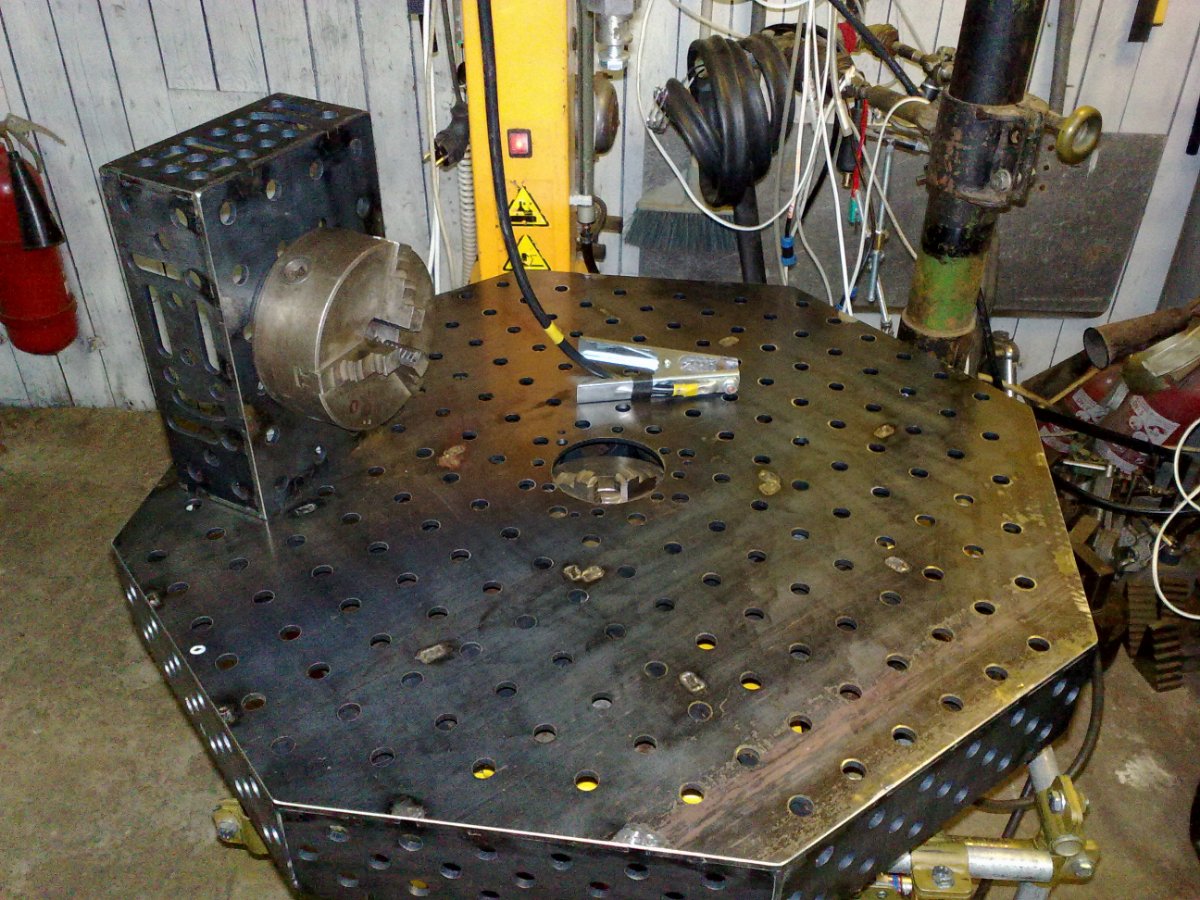
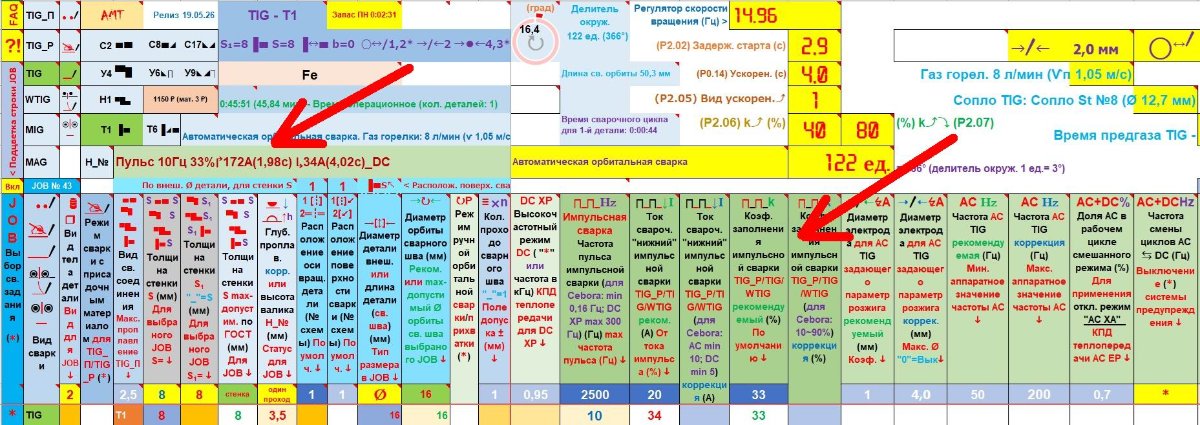
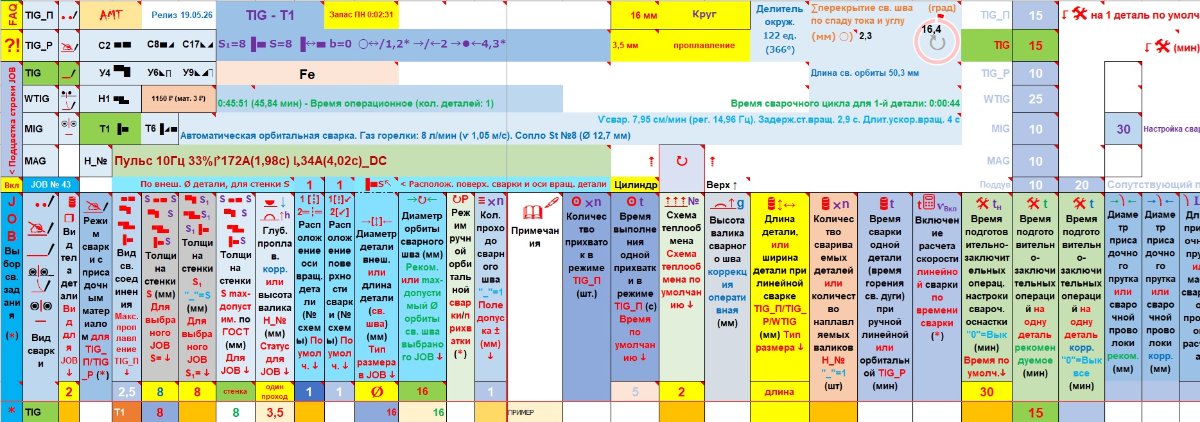
1. Импульс. током импульса, током паузы, коэффициентом заполнения, частотой импульса. Лично меня такое количество переменных по сварочному току, плюс невнятная термодинамика в теле детали, нелинейные кристаллизационные процессы и фазовые превращения в сварном шве и в зоне термовлияния, приводит в тихий ужас. Как это все описать математикой (не забываем - это автоматическая сварка). Я конечно все это посчитал, но с каждой новой переменной расчет усложняется по экспоненте, накапливается "ошибка допущения" и "степень эмпиричности". Конечно, при наличие серьезной экспериментальной базы (ящик деталей-свидетелей и вагон времени) можно добиться превосходных результатов, но для этого должна быть партия деталей на которую распределяться все затраты на исследования, но никак не одна единственная деталь. Вот как выглядят настройки линейной (на которой данная деталь сварена) и импульсной сварки. 2. Секторная сварка (в моей интерпретации - прерывистая сварка). На мой взгляд оправдана только на относительно больших диаметрах. Для полноценной реализации потребуется программный комплекс на базе шагового двигателя в приводе вращателя, который будет управлять включением-выключением сварочной дуги и делить окружность на сектора. Мой вращатель построен на асинхронном двигателе под управление частотника. Весь расчет секторов строится на параметрах сварочного аппарата в режиме прерывистой сварки (длительности импульса прерывистой сварки) и скорости вращения, при котором автоматизация завершения сварки сильно усложняется (у меня приходится стеречь последний сектор и выключат вручную). Ограничения такой схемы в максимальной длительности импульса и паузы в настройках сварочного аппарата (у меня 9,9 секунд). Вот как это выглядит на практике. Можно задавать как количество секторов, так и длину отрезков и промежутков. 3. Управление током, или скоростью? Конечно на сварочном аппарате есть ток старта, его подъем, спад и заварка кратера. Но вопрос - как всем этим автоматически управлять относительно дистанции сварки? Ещё, эти параметры имеют линейную зависимость управления с резкими переходами этапов. Так что, я использую опорный параметр - скорость вращения. У меня частотник имеет более гибкую систему программирования. Используются только стартовые параметры частотника (имеет как линейную характеристику, так и нелинейную S-образную), тормозные не используются. Завершением сварочного процесса управляет сварочный аппарат.
-
У меня отладка техпроцесса смещена в теоретическую область. Саму сварку приходиться производить без практической отладки. Вот как выглядит подобное соединение, но без проточки. В данном случае, расход материала на сварной шов "своим телом" идет полностью из втулки. Основная проблема с расходом материала из втулки - сохранить ее ровный край торца, так-как по ходу сварки деталь нагревается и шов увеличивает свою ширину. Я борюсь с этим программированием задержки старта вращения и нелинейного ускорения вращения после старта (кому любопытно - нелинейное ускорение по S-образной кривой). Титан, кстати.