Лидеры




Популярный контент
Показан контент с высокой репутацией 04.11.2019 во всех областях
-
вот такой сегодня латал после разборки увидел это восстановил с помощью п-14 поставил бачок и подшаманил стойку подпаял распаянные мной трубки ну и все
 10 баллов
10 баллов -
ZAMAK (русский аналог: ЦАМ) – это семейство литейных цинковых сплавов, предназначенных для литья под давлением. Название сплавов представляет собой немецкую аббревиатуру, образованную из первых букв названий легирующих металлов сплава: Zink (цинк) + Aluminium (алюминий) + Magnesium (магний) + Kupfer (медь). Русское название аналогичных материалов (ЦАМ) составлено из первых букв русских названий легирующих элементов: цинк + алюминий + медь. Наиболее ходовые в наши дни сплавы ZAMAK марок ZL0400, ZL0410 и ZL0430 были разработаны в 1930-е годы одновременно с изобретением технологии литья цинка под давлением. С тех пор их состав почти не изменился. Все сплавы этого семейства содержат 4 % алюминия. Другими легирующими элементами являются медь (1-3 %) и магний (0,035-0,06 %). Для специальных целей, таких как сверхтонкостенное литьё или производство отливок с особыми свойствами поверхности, в последние годы были разработаны новые сплавы для литья под давлением (например, Superloy®). В настоящее время более 95 % цинковых сплавов перерабатывается методом литья под давлением с горячей камерой прессования. В отличие от литья под давлением с холодной камерой прессования, при этой технологии пресс-поршень и камера прессования, образующие механизм впрыска расплава, погружаются в плавильный тигель с жидким металлом. Однако такой способ литья пригоден лишь для сплавов, имеющих низкую температуру плавления. Другие известные технологии (центробежное литьё, литьё в кокиль и в песчаные формы, литьё под давлением с холодной камерой прессования) применяются редко. До 1997 года применительно к сплавам ZAMAK в каждом государстве ЕС действовали соответствующие национальные стандарты. Так, в Германии в отношении них силу имел стандарт DIN 1743 (часть 1: «Цинковые сплавы», часть 2: «Цинковые отливки, получаемые методом литья под давлением»). Однако после вступления в силу европейских стандартов EN 1774 («Цинковые сплавы») и EN 12844 («Цинковые отливки, получаемые методом литья под давлением») различия в маркировке цинковых сплавов и их химических составах были упрощены и унифицированы. Наиболее распространенными марками сплавов ZAMAK являются: 1) ZL0400 / ZL3 / ZnAl4 – цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al и 0,035–0,06 % Mg. (Другие обозначения для этой марки: – для сплавов: Z400, Zamak 3, AG 40A, Z33521, Z33520 – для отливок: ZP3, ZP0400, Zamak 3, ZnAl4, AG 40A.) 2) ZL0410 / ZL5 / ZnAl4Cu1 – тоже цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al; 0,7-1,1 % Cu и 0,035-0,06 % Mg. (Другие обозначения для данной марки: – для сплавов: Z410, Zamak 5, AG 41A, Z35530, Z35531 – для отливок: ZP5, ZP0410, Zamak 5, ZnAl4, AG 41A.) 3) ZL0430 / ZL2 / ZnAl4Cu3 – также цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al; 2,7-3,3 % Cu и 0,035-0,06 % Mg. (Другие обозначения марки: – для сплавов: Z430, Zamak 2, AG 43A, Z35540, Z35541 – для отливок: ZP2, ZP0430, Zamak 2, ZnAl4Cu3, AG 43A.) Эластичность сплавов ZAMAK обеспечивает возможность изготовления тонких и тонкостенных деталей с толщиной стенок даже меньше 1 мм. Цинковые сплавы тверже алюминиевых и магниевых и сравнимы по твердости с латунью. Чем выше содержание меди в сплаве ZAMAK, тем он тверже. Эта закономерность используется при изготовлении деталей, предназначенных для работы при крайне неблагоприятных нагрузках. Цинковые сплавы для литья под давлением очень хорошо поддаются механической обработке, что обеспечивает высокое качество готовых изделий. Данный сплав применяется в промышленности менее века и при этом успешно конкурирует с более «старыми» материалами, такими как латунь и алюминий. Физические и механические свойства сплавов ZAMAK позволяют изготавливать изделия с точностью до одной сотой миллиметра. По ударной вязкости при нормальной температуре сплавы данного семейства значительно превосходят алюминиевые и магниевые. Даже при очень низких температурах (около –40 ° C) ZAMAK ведет себя лучше алюминиевого сплава. По силе натяжения цинковые сплавы не менее чем в 4 раза превосходят пластмассы. Хорошая электрическая и теплопроводность материала делает его идеальным для изготовления радиаторов охлаждения, волноводов и экранирующих оплеток электрических кабелей. Сплавы ZAMAK находят широчайшее промышленное применение: из них изготавливаются детали строительных конструкций и электронные элементы, оконные рамы, мебельные и автомобильные компоненты. http://slesario.ru/metalli/splavi-zamak-tsam.html6 баллов
-
@Luza, ко мне-тоже не приезжают. Поэтому-как там говорится в поговорке про гору и Магомета?.. Цепляем ПРМ и вперёд. По лету-катался "за туманом и за запахом тайги" на север Кузбасса. Красота-лес хвойный с одной стороны, лес лиственный-с другой. И мошкара. Не боятся кровососы нифига, ни выхлопа моторов, ни дыма от сварки. А всего-то делов-приварить дышло самосвального прицепа. Не до красот ужо... Цурюк-цурюк унд нах хауз!!! Чуть поближе, за сотку км-бочка кислотовоза. В одном месте на раме провар был, похоже, неполным с завода. Оттого и трещина. Рама-нержа аустенитная. Прострогал и заварил электродами ЭСАБ 61.30. Уже в пригороде-всякие-разные автобазы. Там-и рамы и стрелы. Панелевоз. Рама двутаврового сечения. Лопнула почти до верхней полки.Провар-односторонний в два прохода. Стрела экскаватора Катерпиллер. Поперечная трещина. Разделка, сварка, накладка усиления.
6 баллов
-
@AMBIVERT42,Алексей доброго дня,насчет применения электродов ок 61.30 на низколегированной стали очень плохой вариант,нет там такого содержания хрома и никеля необходимого для получения аустенитной структуры.При применении таких материалов по границе сплавления будет образовываться хрупкая прослойка.Если уж и применять электроды то тогда тип e-309 . Эсаб сварка разнородных сталей.pdf5 баллов
-
Нет , поработав на работе Ресантой, и взяв на шабашку Кемппи, понимаешь, что выбор был правильный, и игрушка вновь самая лучшая и любимая4 балла
-
Таким расходником много не наработаешь. Даже если он не крякнет, нормально работать не позволит. Любая игрушка быстро приедается. Даже очень дорогая и очень интересная.4 балла
-
Это расходник -- купил на объект, убил его там за месяц, и выкинул. А игрушка должна быть более дорогой и интересной.4 балла
-
Виктор , импульс уже у всех в мыслях "сварка Ал" и нерж . ну а если таких мыслей нет то вполне хватит и КЗ полуавтомата. Ну производство это отдельная тема и там сидит чиновник и ему усе равно что люминий что нерж и главное дешевле и только по прошествии времени все же понимают что без импульса и 4 роликов они скоро будут банкротами и начинают шевелится и сварщика - слухать.2 балла
-
НАКС-РАЗРЯДЫ У СВАРЩИКОВ ОТМЕНЯЮТСЯ, ПРИХОДЯТ УРОВНИ!!!2 балла
-
Алексей да и это так , но давай теперь чуток пофантазируем и это не совсем уж фантазия и довольно легко воплощаемая . И так китайцы пожалели роликов но аппарат хорош и удерживает от покупки только отсутствие "полного привода" . Что можно придумать , шестереночки и прочее это сложно и думаю займет много места , а вот зубчатый ремень О...оо и это то что нужно , подвариваем или новый каркас - основание под подающий и добавляем ролик и зубчатый ремень и имеем полный привод да и пожалуй лучше чем шестернями то есть он без "зазорный" не каких люфтов и лишних шумов. Скажите а зачем и есть уже готовые ПА с 4 роликами , ,,,, но все таки они дороже и не всем по карману ну и кто любит что то изобретать и верит в свои возможности , то почему и нет , довольно дешовый и хороший дабл- импульс ПА + немного прямых рук и умения и вы довольны как ПА так и своими руками. https://studopedia.ru/5_99276_peredachi-zubchatim-remnem.html ЗЫ , давно мысли такие были и ловите идею , я вот на Меркле хотел 3 ю пару роликов "!зубчатым " заделать , спросите зачем ,,,,, а видел и такие системы и их преимущество - стабильная подача почти с нулевым давлением на "грунт".2 балла
-
Аппараты может и правильные, но против очевидных вещей что спорить? Четыре ролика тупо по пятну контакта передадут момент на проволоку с меньшим прижимом, при учёте что кроме как толкать, проволоку ещё и тянуть (с катушки) надо. Чем сильнее ролик прижимаем, тем сильнее проволока будет закручиваться, это тоже очевидно и доказательства не требует.С машинами пример привел, говоришь ерунда, в видео своём почему-то акцентируешь внимание на якобы утверждении что проволока распрямляется, покажи где я написал, что проволока распрямляется? Подгонка канала до роликов как раз не даёт проволоке сложиться, но повторюсь, борода бородой, а речь была про передачу момента на проволоку, на ч о я сказал, что четыре ролика лучше/правильнее чем два, а то, что канал ставят с малым сопротивлением по трению, подводят к роликам, наконечник больше по диаметру, это все вспомогательные меры, четыре ролика то сложнее настроить, точнее настроить прижим двух сложнее прижима одного (ещё и смотря какие ролики, с какими проточками). Почитал тему (первую страницу), ссылку на которую дал Валерий, смотрю с годами твои взгляды на колличество роликов поменялись, но джип без полного привода уже не джип, а лишь большая машина моноприводная).2 балла
-
- Привет, красотка! Номерок дашь? - Я кому попало номерок не даю! - Слышь, бабуля, а не слишком ли ты дерзкая для гардеробщицы?2 балла
-
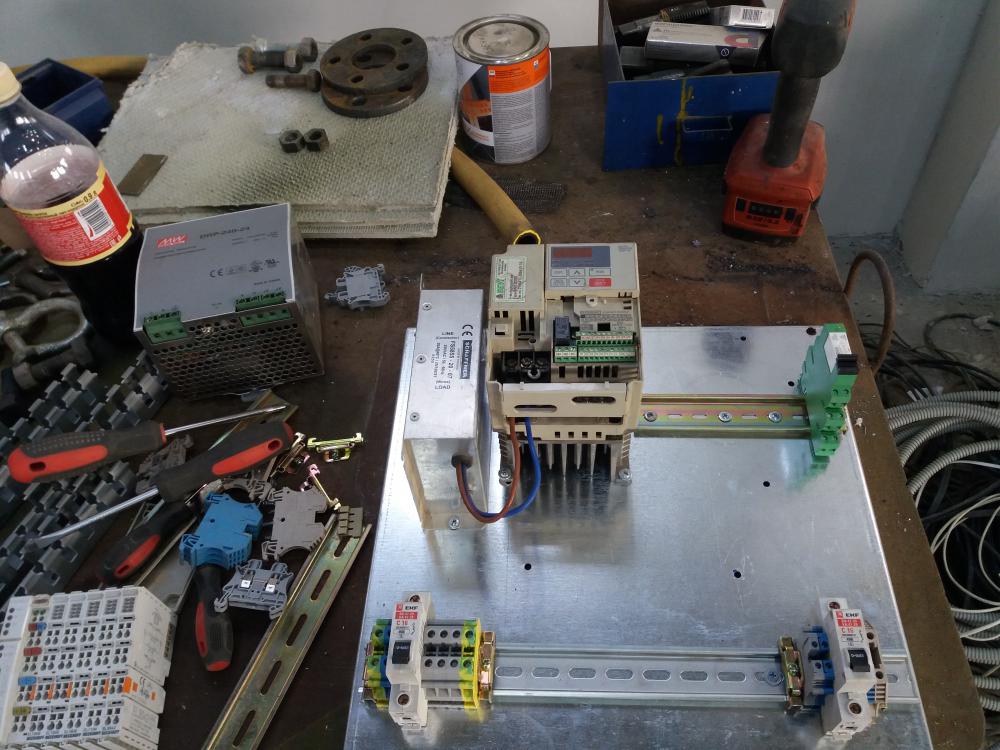
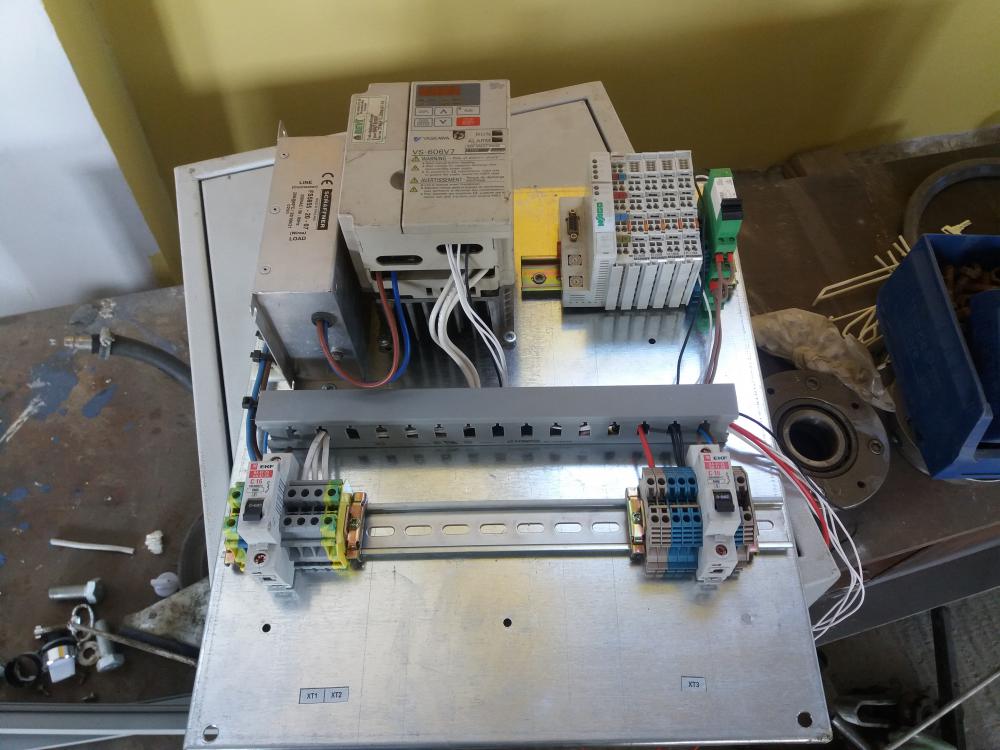
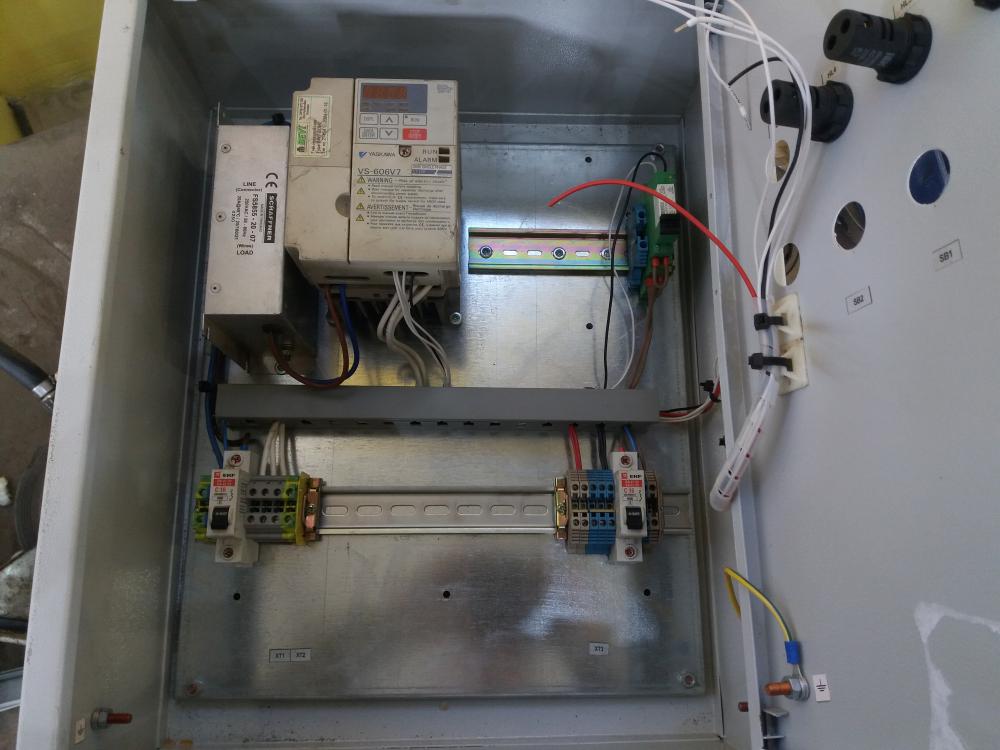
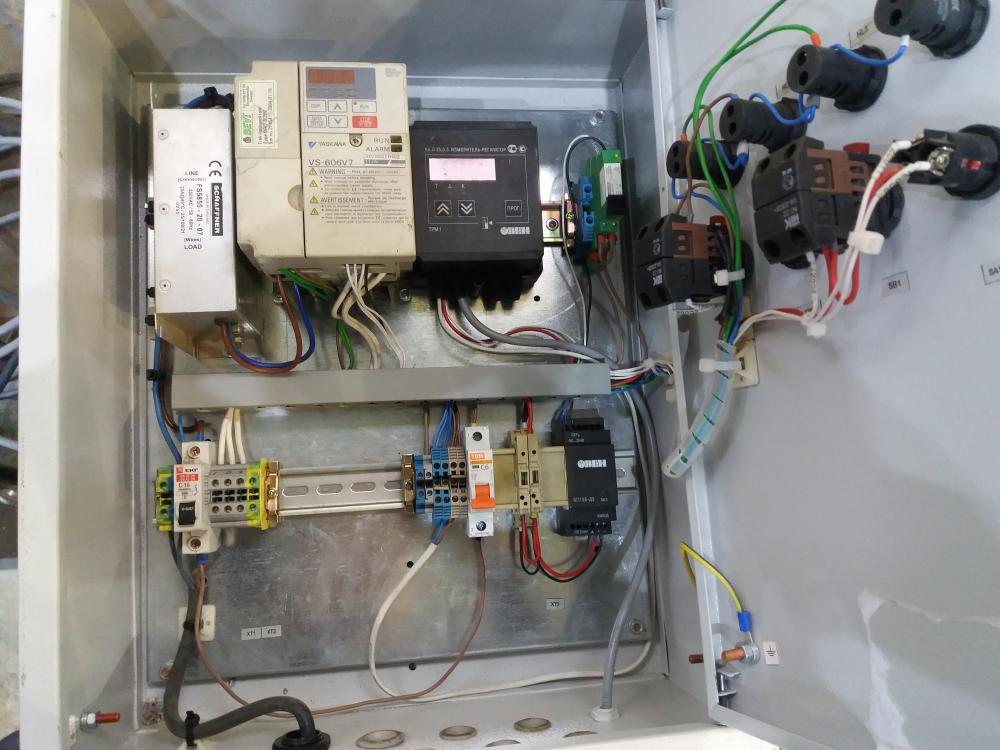
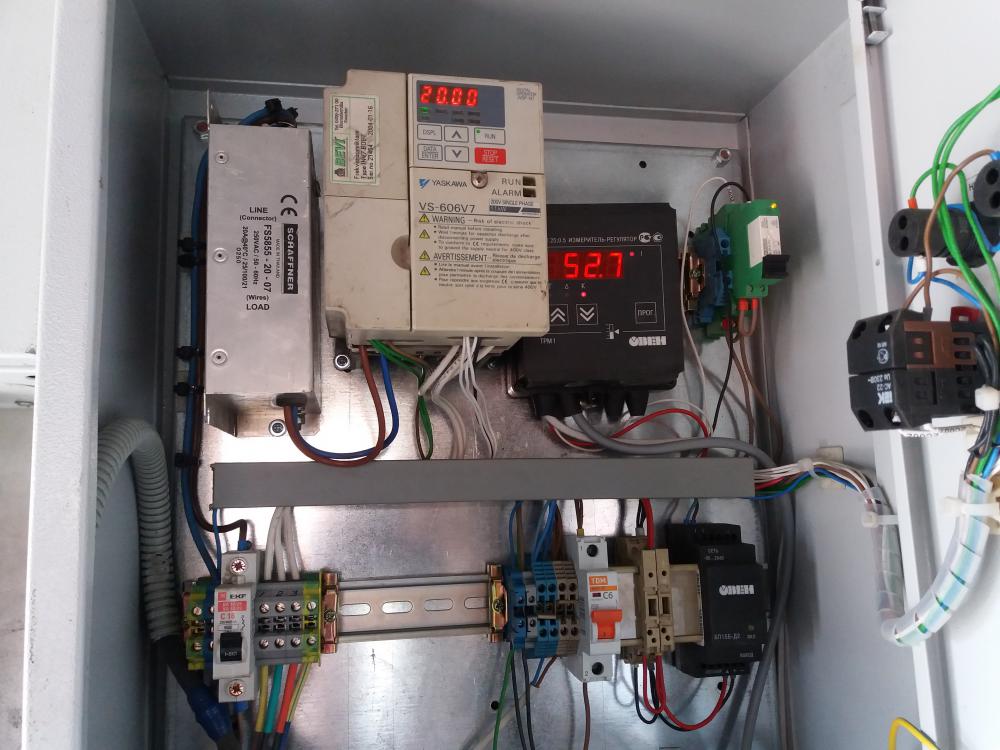
Давно сюда ничего не писал, надо это исправить. Благо и повод подвернулся. Данное сообщение освещает события конца прошлой недели. В процессе сборки первой версии электрощита для нашей маленькой котельной скопилось немного фотографий, и много мыслей по дальнейшему улучшению. Собственно, "ручному" угольному котлу много не надо: управление циркуляционным насосом, управление поддувом и контроль температуры. Это и должно оказаться в щите в первую очередь. Начинаем прикидывать компоновку: Да, место под ПЛК уже заложено, но его там пока не будет (поставлю позже, когда появится время запрограммировать и отладить на столе). Собираем (попутно меняя комплектующие на более актуальные в данный момент): Все готово к установке (щит котельной и щит с автоматами): Щиты повешены на стену и пошли в работу. Отопительный сезон открыт : Собственно, это только начало, нужно добавить второй частотный преобразователь на поддув, ПЛК для повышения адекватности управления процессом работы и для обработки аварийных ситуаций. И самое первоочередное - подключить все это к источнику бесперебойного питания.
2 балла
-
Тоже нормально, приходится их все чередовать, 5 шт, РДС 220 В, По переменно их эксплуатирую. Кстати видел уже серийный, правда на фото, с дисплеем. Этот сказали гонять не щадно в зимних условиях2 балла
-
Попробуйте "Карботефлоновый" (углетефлоновый), проволока в нём должна идти полегче. Он более жёсткий и стойкий за счёт углерода (хуже протирается) и более как бы скользкий - малое трение проволоки (опять же из-за углерода в составе). Тему уже поднимали. Здесь поспрашивай у тех кто работает уже с такими каналами http://websvarka.ru/talk/topic/4132-teflonovyj-kanal/2 балла
-
Один из местных умельцев обвязал варочный порядок (подачу пара и отвод конденсата) чугуниной, плюс ребятки использовали в газовом парогене средство для недопущения накипи, скорее всего галогенсодержащее. очень интересно то, что на поверхности водогрейки(там где заполнение средой постоянное) на стенках есть рыжий налет, так этот налет не убирается ни какой кислотой. С водогрейки кстати и заметили, вот ее паропровод... нержа тоже 304 .
2 балла
-
@ВалерийВО,кеги пивные в европе:срок службы 5 лет,потом списываются.Почему не знаю,но факт.2 балла
-
Сварка всякой шихты.Ну и пятница была бы не полной,если бы не ремонт печи во всяких неудобных местах,вольфрам весь попалил.Зато прогрелся хоть,а то похолодало- термопара показывает 73)))
2 балла
-
2 балла
-
2 балла
-
Но бывает и с точностью наоборот и вот как то года три или четыре на Авито или даже у нас туты объявление продается Genesis3000MTE (на аватарке у меня ) Москва , позвонил , говорит приезжайте и смотрите аппарат почти новый со всеми наворотами телега охлаждайка и т.д. , прошел перед продажей тех. обслуживание и имеется бумага , ЦЕНА половина нового . Вопрос чо продаете то? ,,,,, да вот опалубку из Ал сплавов хотели для крупностроительных и высотных объектов и сделали пару комплектов , но кризис и доллар вверх и компания - ЗАКАЗЧИК отказалась от АЛ опалубки и сказали сталь и строителям все равно чо таскать . Так вот купили десяток Сварогов под сталь и наняли гастарбайтеров , а Genesis Жалко на сталь да и эти сварщики не справятся с ним , но больше жаль что угробят вот и продаю в хорошие руки ,,,,,,. жаль денег не было у меня на него да и сейчас нет , но жалЬ.1 балл
-
То что вы выдаёте за очевидное, абсолютно обратное: Если ещё будете флудить и выдавать не проверенные высказывания за очевидные, пойдёте в читатели.1 балл
-
Надо промышленное оборудование и бытовые аппараты разнести в разные стороны и никогда их не сравнивать между собой.1 балл
-
Виктор , ну я же про это же ,,,,,, два ролика не справятся с сим 1000% а вот 4 ролика думаю будет в самый раз , но видел и 6 роликов (3пары) и это еще лучше.1 балл
-
Если серьезно, то УОНИ 13/55 (например), дают шов, который не становится хрупким (сравнительно) до температуры -40 С, а АНО-21 - только выше 0 С.Шов УОНИ13/55 прочнее (заметно даже на глаз) и выдерживает ударные нагрузки на морозе, чего нельзя сказать про АНО-21 МР-3 и т.д, включая ОК-46. К каким видам изделий относить турник- вам решать, но ему едва ли повредят АНО-21 (кувалдой на морозе по нему едва ли кто будет стучать. По своим электродам ЕСАБ дает такие параметры: УОНИ 13/55 - ударные свойства по Шарпи, V-образный надрез - не менее 59 Дж/см2 при -30 С МР-3 - - не менее 59 Дж/см2 при 0 С ОК-46 - - не менее 35 Дж/см2 при -20 С и 88 Дж/см2 при 0 С. АНО-4С - - не менее 34 Дж/см2 при +20 С. Поэтому тяжелую воротину, которую каждый день открывают-закрывают круглый год, лучше приварить на хорошие петли УОНИями. Вся какава сокрыта в типе обмазки, а хрупкость швам придает растворенный в них водород, поэтому наиболее прочные швы - у низководородных электродов типа УОНИ 13/55, ЛБ-52 и т.д. Есть и еще более низководородные.1 балл
-
Вот, просто и понятно. Но типично проваривать(класть шов) снаружи, оставляя недорезанное внутри. Достаточно добиться полуторной толщины для шва(для 6мм стенки и половинного пропила - 3мм по два раза, два прохода), чтобы обеспечить (почти)равнопрочную конструкцию.1 балл
-
Ну, не научился ещё понятно писать. На одном листе металла (3мм), делаю надрезы до половины толщины листа и сворачиваю лист в квадратную трубу по этим надрезам. На верхнем и первом и втором фото, видно проплав изнутри, шва снаружи нет. Нижние фото это наружный шов соединения этот листа.1 балл
-
так и есть, водянка. Продул сегодня еще и воздухом. Где рукоятка пластиковая кончается там холодно прям, на середине терпимо, а у сопла горячо. Может это и норма я ранее не пользовался столь мощными аппаратами тем более режим пульс. Просверлил наконечник ради эксперимента на 2мм стало стабильнее,но все же немного чувствуется слегка как рукав дергается и это тормоза на перегибе горелки. проволока 1.2 жесткая. Надо поискать канал поинтереснее, читал что на конце тефлона может быть и латунная спираль. Сейчас стоит естественно стальная и пара трения сталь-сталь по идее не рабочий вариант. С обмедненкой пробовал и на 270А там просто полностью безшумный процесс и металл просто льется и нет ни каких тормозов так как сталь- медь неплохо работают. Добавлю. Согласно рекомендациям от TBI http://www.tehnoterm-s.ru/images/docs/01_TBi_Classic_rus_2018.pdf необходим полиамидный канал и как удивительно без бронзовой вставки и выходит что съем тока только в наконечнике . надо попробовать со вставкой и без.1 балл
-
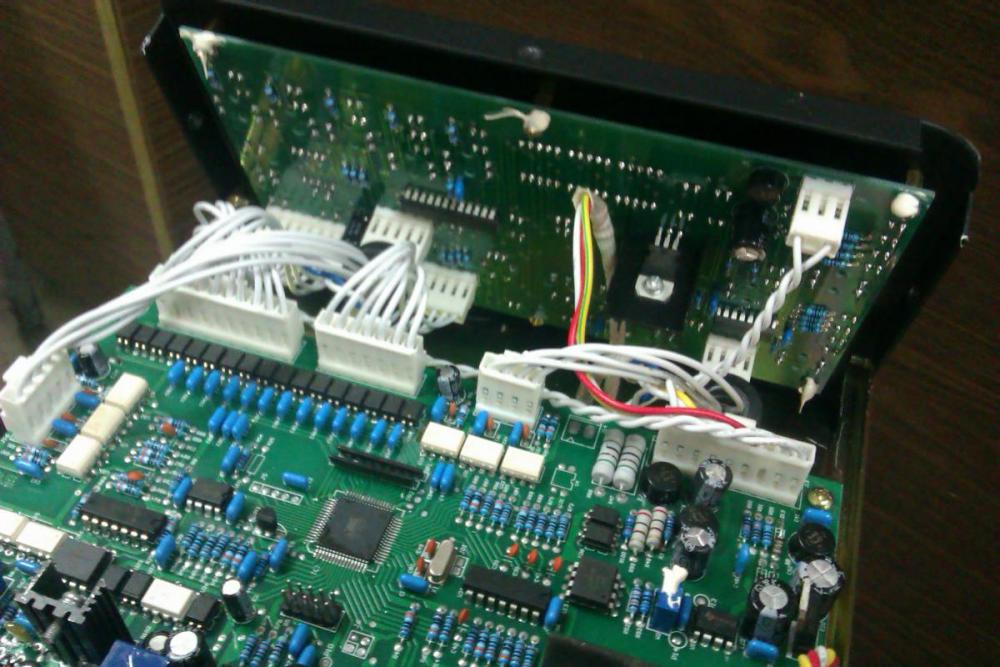
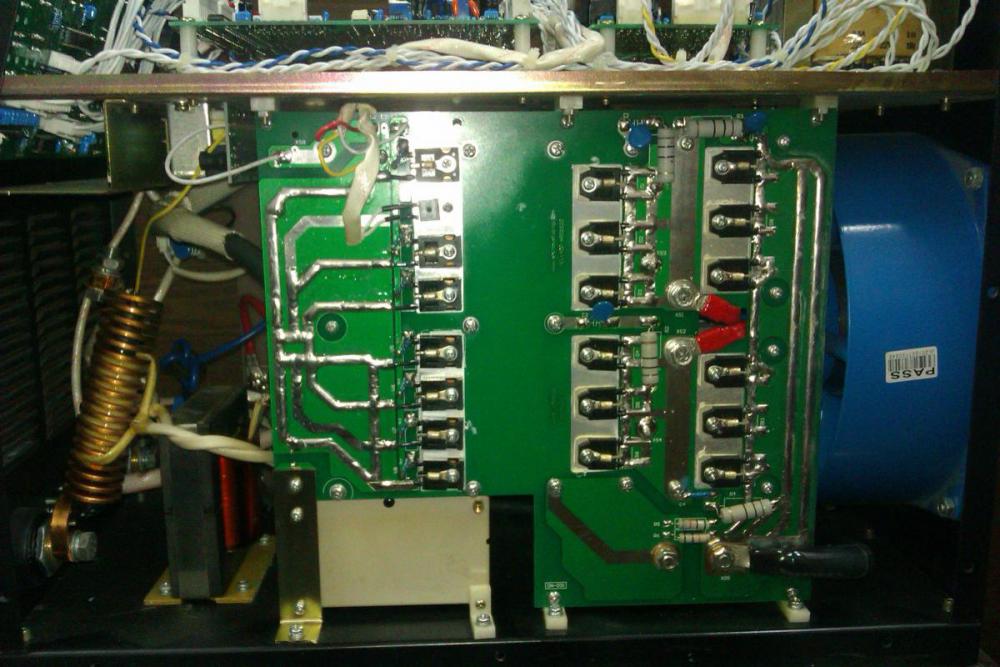
Новое детище Спика СПИКА MASTERTIG-250 AC/DC с экраном для платы процессора от ЭМИ и ферритовыми кольцами на проводах.
1 балл
-
1 балл
-
@Weldermax, Погуглил, у вас заправка 40л баллона аргоном 700р. О каких мега затратах может идти речь? С другой стороны мне вообще все равно, кто как хочет так и извращается.1 балл
-
@Schlosser, У меня так.
1 балл
-
К ст 20 понятие межкристаллической коррозии вообще не применяется, поскольку у неё нет стойкости против общей коррозии. Причина любой коррозии - это химическая реакция материала со средой, в которой он находится. Скорость коррозии , естественно, зависит от температуры, но температура первопричиной не является. А для коррозионностойких сталей МКК может протекать гораздо быстрее общей коррозии. Вроде визуально металл слегка повреждён, ну 0,5 мм съедено, а при попытке его согнуть видно, что трещины идут миллиметра на 1,5 - 2 в глубину. Ёжик получается, как желтое манго перед едой . Поэтому и говорят отдельно о стойкости против общей коррозии и против МКК. А ст 20 за день растворится там, где 08Х18Н10Т будет годами работать. Честно говоря, даже представить себе не могу, где ст 20 будет более стойкой, чем аустенитка. Что в злобной химии, что в науглероживающей среде, это бред какой то. @ЛехаКолыма, что скажете? Может я чего то недопонимаю ?1 балл
-
Но-но! Забор - это как раз конструкция, постоянно подвергающаяся воздействию атмосферных явлений. И тщательность подготовительно-защитных мероприятий должна конкурировать с таковыми для плавучих сооружений!1 балл
-
Патриоты практически все кривые идут, и это не просто слова, потратил некоторое время на "померить". Такое ощущение, что на конвейере стоит два сварщика, один варит с одной стороны, второй с другой и всё это без кондуктора, с разметкой мелком, да и подчерк швов по разным сторонам рамы говорит о том, что мои догадки недалеки от истины. Но УАЗ это УАЗ, а вот однажды на кайрон делал бампер, так там кузов относительно рамы смещен вбок (машина новая из салона). А дело было так - снимал размеры по одной стороне от центральной оси машины, углы, длина. Потом сын все отрисовал в солиде (от моих размеров по одной стороне сделали зеркально по второй), после все отдал на лазерную резку, т.е. с углами реза ошибок быть не могло и не было. Примеряю бампер, а зеркальные углы не попадают относительно кузова, одна сторона в идеале, а другая в пролёте. Начал переменять конечно бампер, все чётко, углы по обоим сторонам одинаковые градус в градус. А померил кузов относительно рамы и офигел). Вот и сангенг)1 балл
-
Саму раму на диагональ не проверял, да и не проверить её когда все агрегаты стоят. Но дело не в раме, а как к ней приварены кронштейны (для рессор, для амортизаторов). Между ними уж точно должны размеры совпадать по сторонам и относительно расположения на раме, но такого нет, это 100%. На своём уазе недавно задние кронштейны рессор новые ставил, опоры рессоры (от конца до конца) с разбегом в 1см.. Но это оказалось ещё ерунда, замеряю поперек рамы центра передних пальцев, потом замеряю по центрам задние опоры, разбег 2,5 см., а я все голову ломал,чего это у меня резинки быстро снашиваются и все по одной (внутренней стороне). Я и фото делал с замерами, хотел показать, да не стал, кому интересны кривые УАЗы кроме их же владельцев.1 балл
-
@AlexFaba, углеводороды МКК не вызывают. МКК вызывают кислоты, особенно ионы хлора. Поскольку они растворяют карбид хрома, выделяющийся на границах зёрен при кристаллизации. Если в конструкции используется ст 20, говорить о стойкости к МКК бессмысленно, у неё стойкости к общей коррозии нет. И если ст 20 может длительное время работать в этой среде, то уж со швом точно ничего дурного не случится. Если совсем по феншую, электроды ЭА 395 предназначены и для сварки разнородных сталей. И какой смысл к чёрной трубе фланец из нержи варить? Я бы понял, если наоборот, чёрный фланец к нерже приварить так, чтобы он с рабочей средой не контактировал. Если уж совсем по бедности. А наоборот - не понимаю .1 балл
-
@Илария,@selco, похоже мужчина с Форсажа, после публикации этих фото, выпивать теперь будет на новой работе!1 балл
-
1 балл
-
@Леонов Сергей,Доброго дня,основное правило сварки :сварной шов должен быть равнопрочен основном металлу. К примеру трубопроводы делят на категории,в каждой категории, есть свои требования к изготовлению и допускаемые дефекты не влияющие на их работоспособность.А так же требования к металлу трубы и сварного шва:предел прочности,текучести, ударная вязкость и содержание серы и фосфора и атомарного водорода. Электроды с основным типом покрытия такие как Уонии 13/55 дают прочный и при этом пластичный шов,что удовлетворяет по мех свойствам для большенства низколегированных конструкционных сталей.1 балл
-
1 балл
-
Вот и второй котел дал знать о себе , не я знал что он тоже с течью но закоксовало ее антифризом и держал давление . Но теперь водичка и она размыла за два месяца закоксованное место и предстоит ремонт . Попробуем сваркой но если не поможет то замена секции и тут нет проблем на Протерм они есть . Переключили на излеченного РОКА и пашет и даже лучше Протерма лояльнее . http://websvarka.ru/talk/topic/12469-trudnostivoznikaiuschie-pri-svarke-konstruktcion/?p=388383
1 балл
-
Не поможет. Алекс уже ответил, нужно устранять корень причины отрыва. От такой конструкции крепления радиатора давно отказались. Стали ставить рамку, а в нее радиатор. "Уши" радиатора такого образца крепятся непосредственно к облицовке машины, а на облицовке где-то болт открутился, где-то сварка отлетела. Газелька едет, крылышками хлопает и рвет боковые крепления радиатора. Всегда ищите причину неисправности и говорите об этом клиенту. Ваш авторитет от этого только будет возрастать.1 балл
-
Здравствуйте! Новые фото тисков. И тиски из 18-ого швеллера.
1 балл
-
@Dmitry1962,а разве можно ее до красна нагревать,а потом ей работать?На ней же окисный слой образовывается,кончик прутка окисленный и то рекомендуют удалять,а тут изначально весь пруток такой.1 балл
-
ну не знаю мошенники какие то в том числе и хим анализ . У меня очень много всяких поддонов и крышек обшивки от магазинных и промышленных холодильников и они все 304 и точно знаю не одна не магнитится . http://met-all.org/stal/pishhevaya-nerzhavejka-marka-stali.html1 балл
-
Такой расширительный бачок получился.
1 балл
-
@Алексей екб,если труба внутрь фланца не ставится,то можно,не совсем пойму какое вам сплавление нужно.Вообще фланцевые соединения варятся с двух сторон,снаружи и изнутри,где торец трубы заканчивается.1 балл
-
@Maxai, так начните с главного: какие задачи вы ставите перед собой! Т.е. - толщина реза максимальная - какую скорость планируете получить или для разовой работы (раз в год) - какие материалы планируете резать - устраивает ли вас контактный поджог дуги Ну может еще что упустил... Т.е. какие для вас критерии? Вот например, уже со ВСТРОЕННЫМ компрессором от 220В : http://helvi-weld.ru/shopinvertor-vozdushno-plazmennoy-rezki-s-vnutrennim-kompressorom-combi-pc202k/ В наличии, можно попробовать. Если еще не разу не пользовались, то попробуйте попользоваться, т.е. ощутите разницу в поджоге и качество реза. Т.е. для эксперимента нужно взять тонкую сталь (особенно если будет ржавчина или краска) и толстую сталь (так же с некачественным покрытием) и тогда делать анализ. Но все будет зависеть от ваших требований к процессу реза и качеству реза.1 балл
-
Вообще молоток должен соответствовать профилю работ. Для себя определил что Молоток должен быть тяжёлым для сговорчивости и остановился на такой конструкции к зубилу приварил два упругих 10 мм прутка (конкретно от транспортёра картофельного комбайна). Прорезью на ручке можно подгибать металл, а можно повесить в залом на прислонённом листе, чтоб тот сам стоял при сварке в тавр. А шлак удобно отбивать ручкой держась за сам молоток или проводя ей вдоль шва. P.S. к сравнению слева слесарный молоток на 800 гр.
1 балл