tehsvar
-
Постов
3 933 -
Зарегистрирован
-
Посещение
-
Победитель дней
156
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tehsvar
-
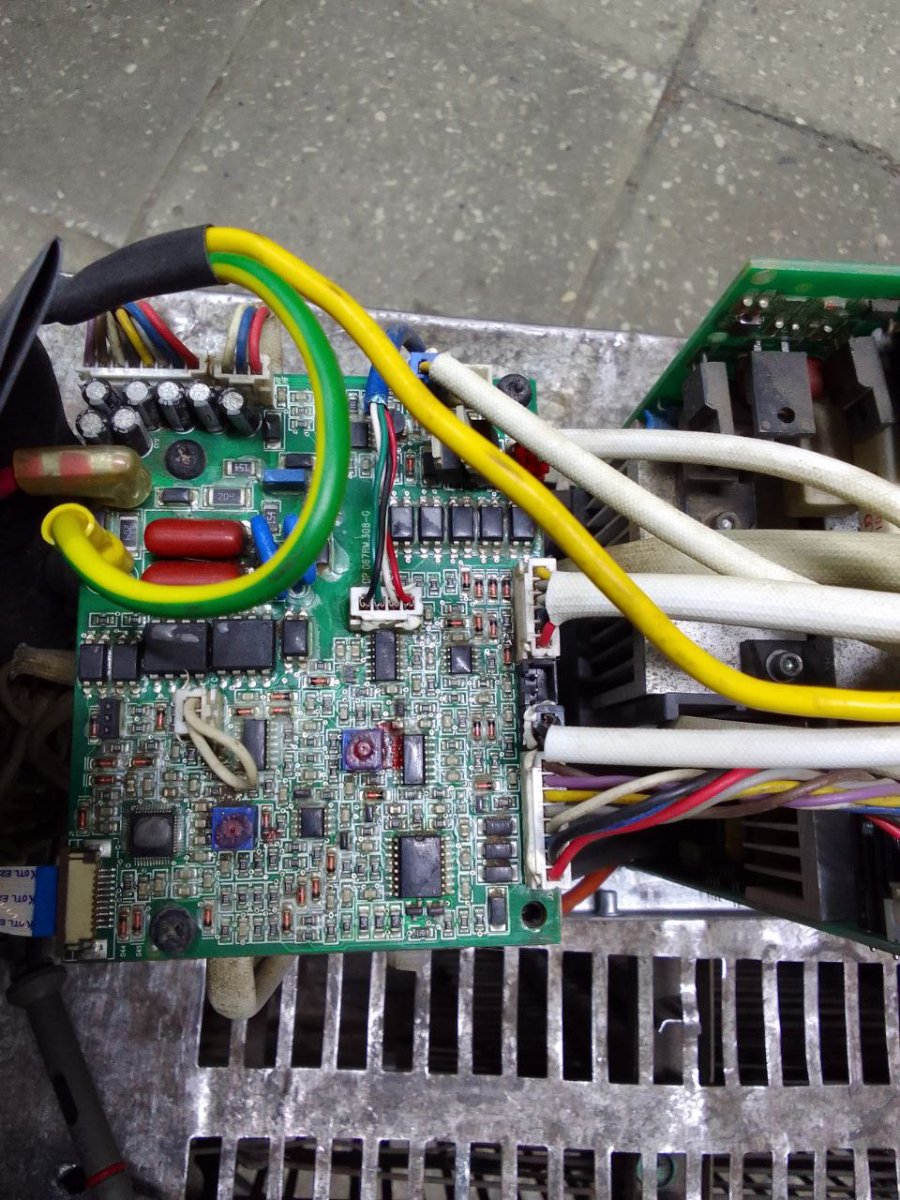
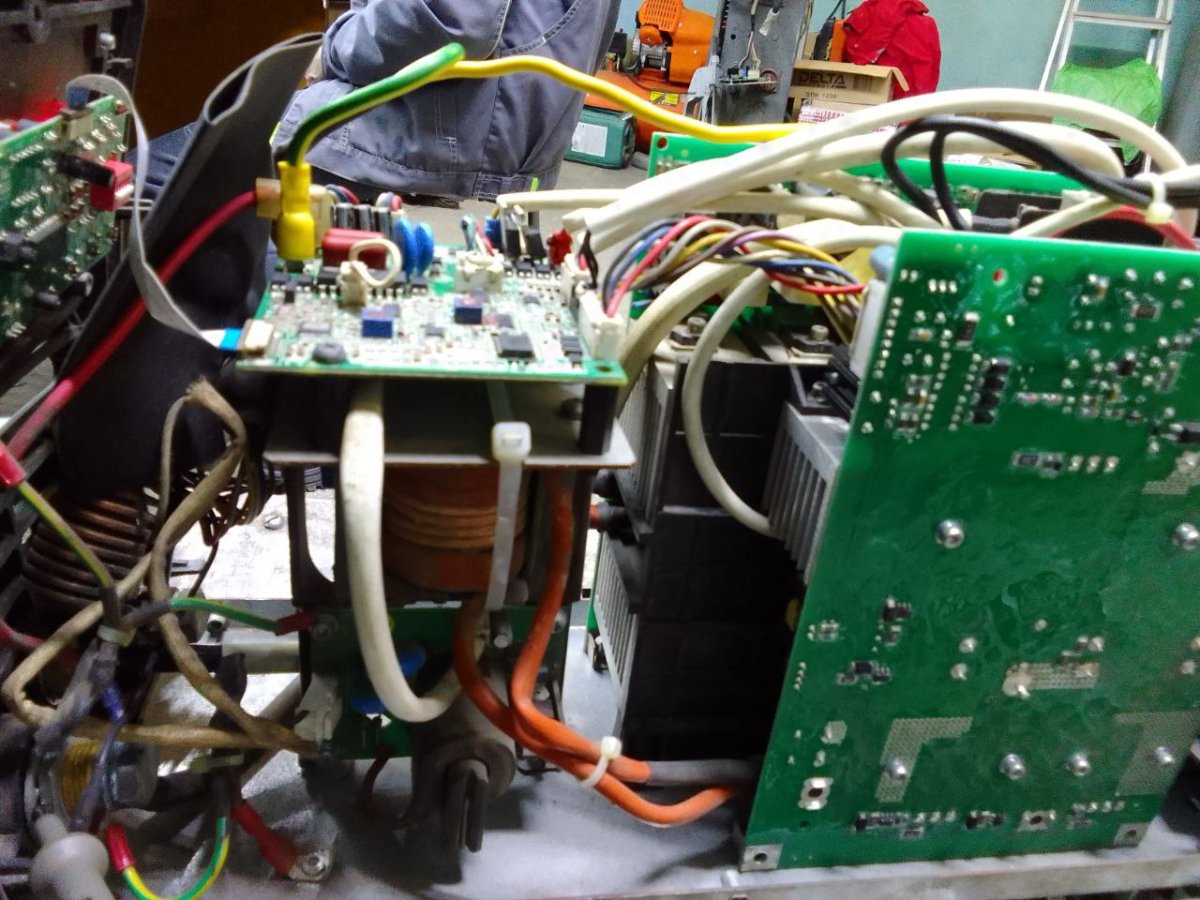
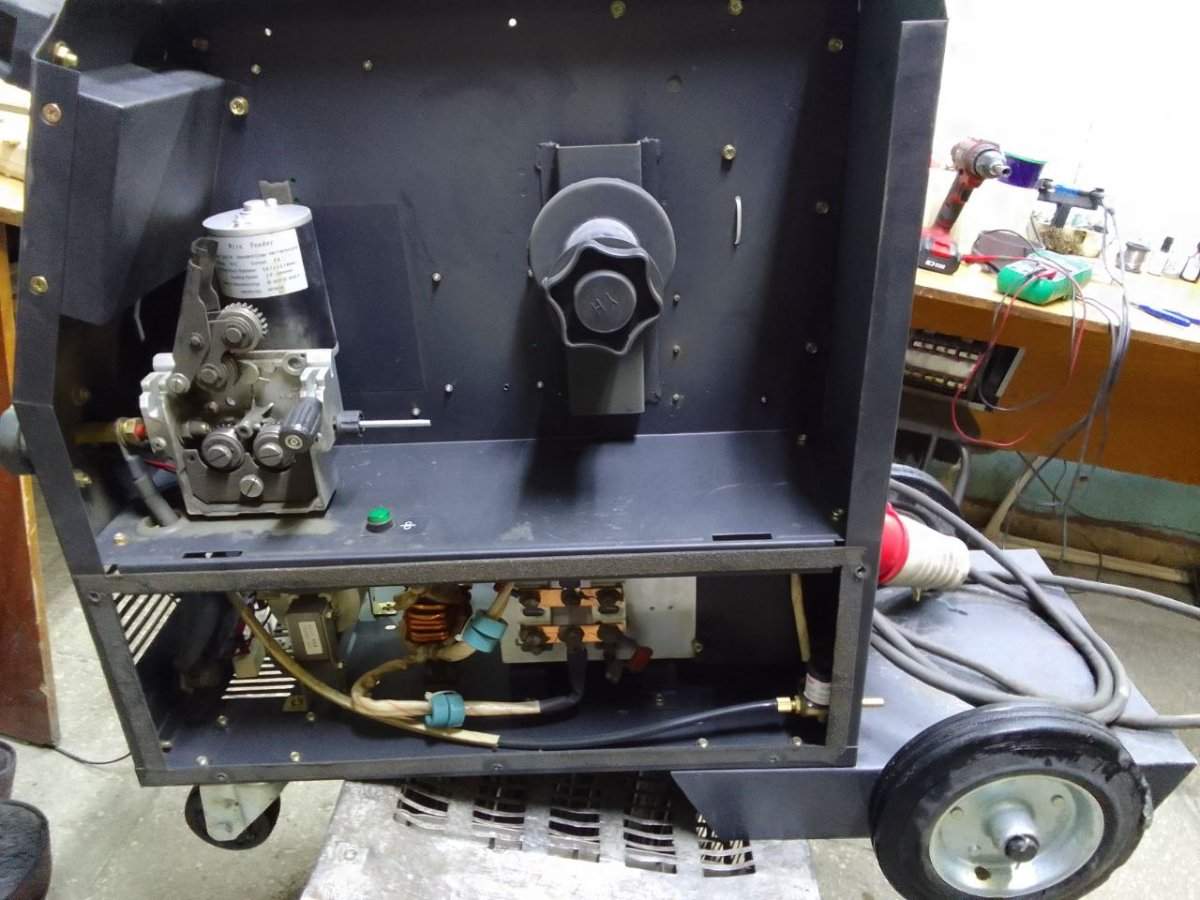
Ремонт двух FRONIUS Trans Steel 3500. Нет сигнала управления с кнопки горелки на одном, на втором нет подачи. Сначала вычислили первого, затем определились и со вторым. Причём второй уже кто-то пытался ремонтировать. Разобрали и полазили везде, но безуспешно. В итоге оказалось, что восстановить сварочники реально. Клиент дал добро на ремонт.

-
Ну а что Вы хотели от такой площади? Ба́нально перегреваете шов, вот он и проваливается.
-
Если Вы свариваете блоки и прочую люмишку на авто, то нужен аргонник АС-ДС. Никакой полуавтомат (даже импульсный) не даст провара трещины в диске или части движка, коробки. К тому же нужен будет подогрев изделия. Да и герметичность под вопросом. Полуавтомат тот, что Вы выбрали вполне нормально для мастерской. Кузовщину и всякие железяки сваривать хватит. На ТИГ, что указали в полуавтомате, можете просто не обращать внимания. И не сравнивайте подавалу на вашем Циклоне от движка авто с пружинкой на прижим и современные подающие механизмы.
-
Это ток в момент поджига дуги. Разогреть электрод. На малом токе очень сложно поджечь дугу, потому и выставили по умолчанию. К тому же поджиг первоначально происходит на многих аппаратах на постоянке и далее уже переходит на переменку.
-
Есть такое. Попадаются.
-
Гроверс MIG 315Т 4R на транзисторах. Просто не было никакого обслуживания. Работал и работал, пока от пыли и металла не пробило блок питания.
-
С Новым 2024 Годом! Желаю всем мира, добра и счастья!
-
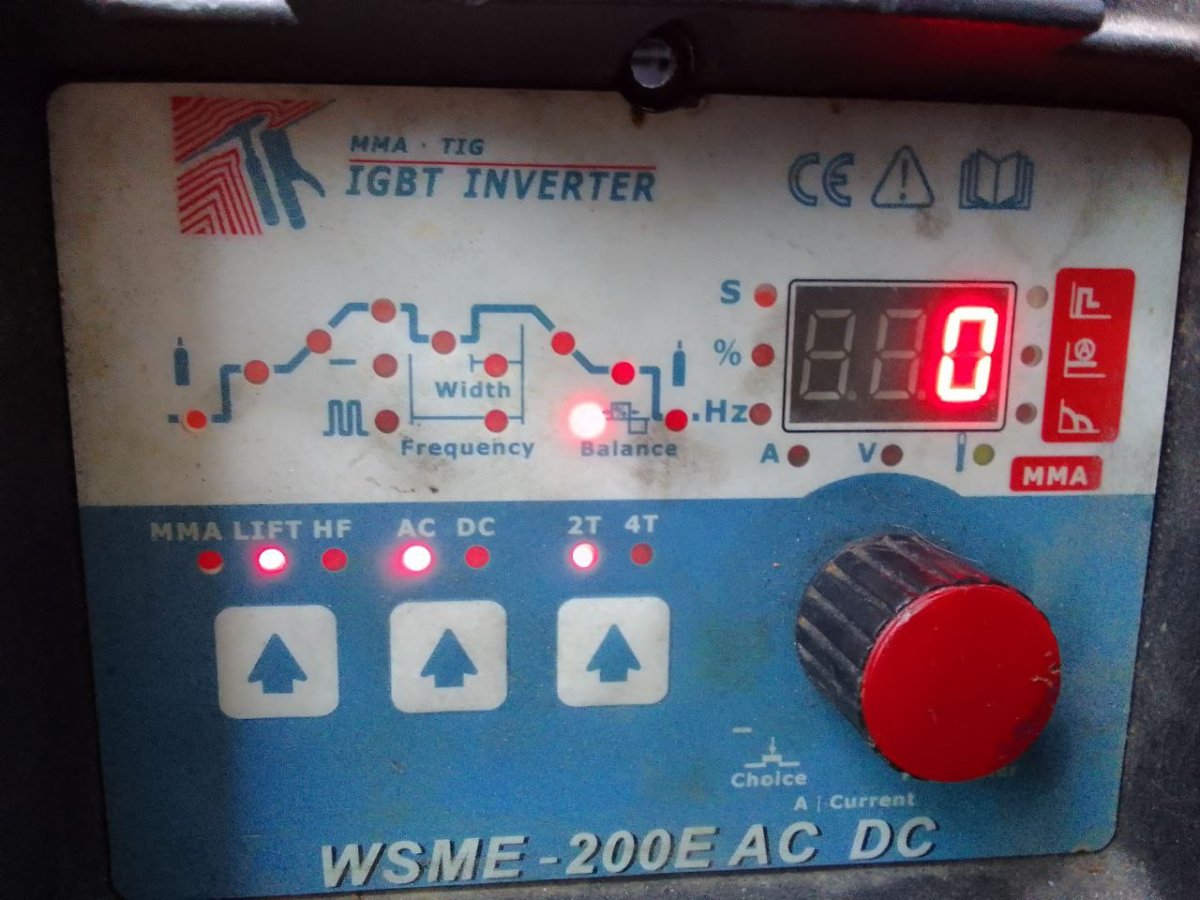
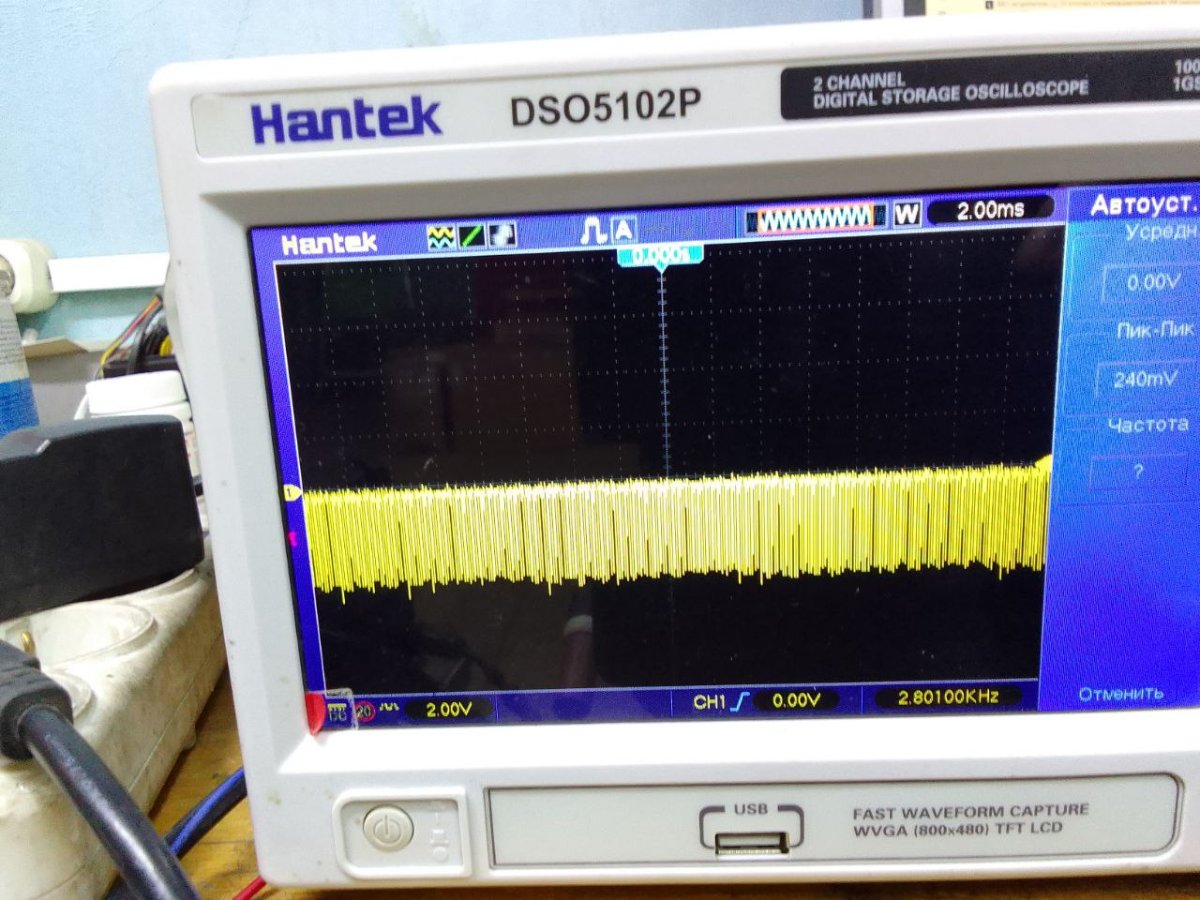
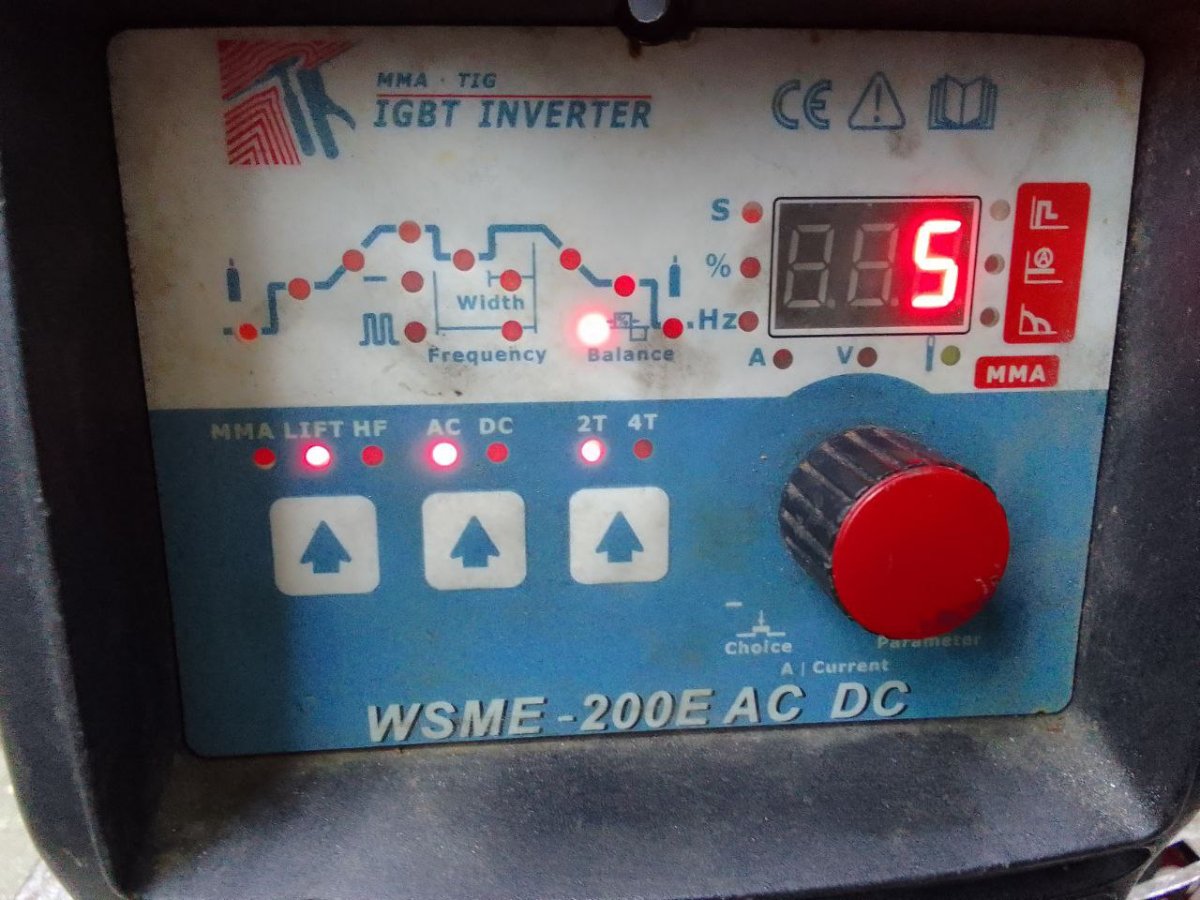
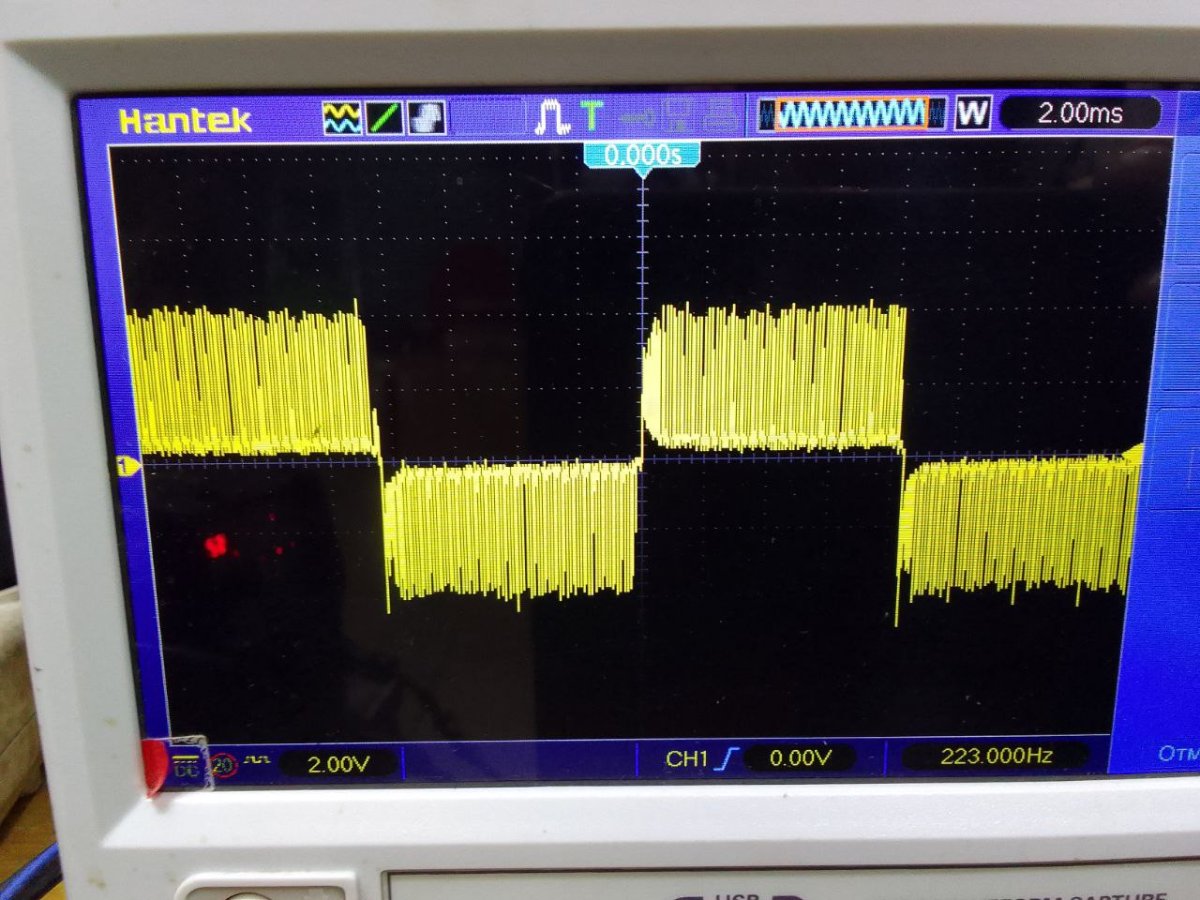
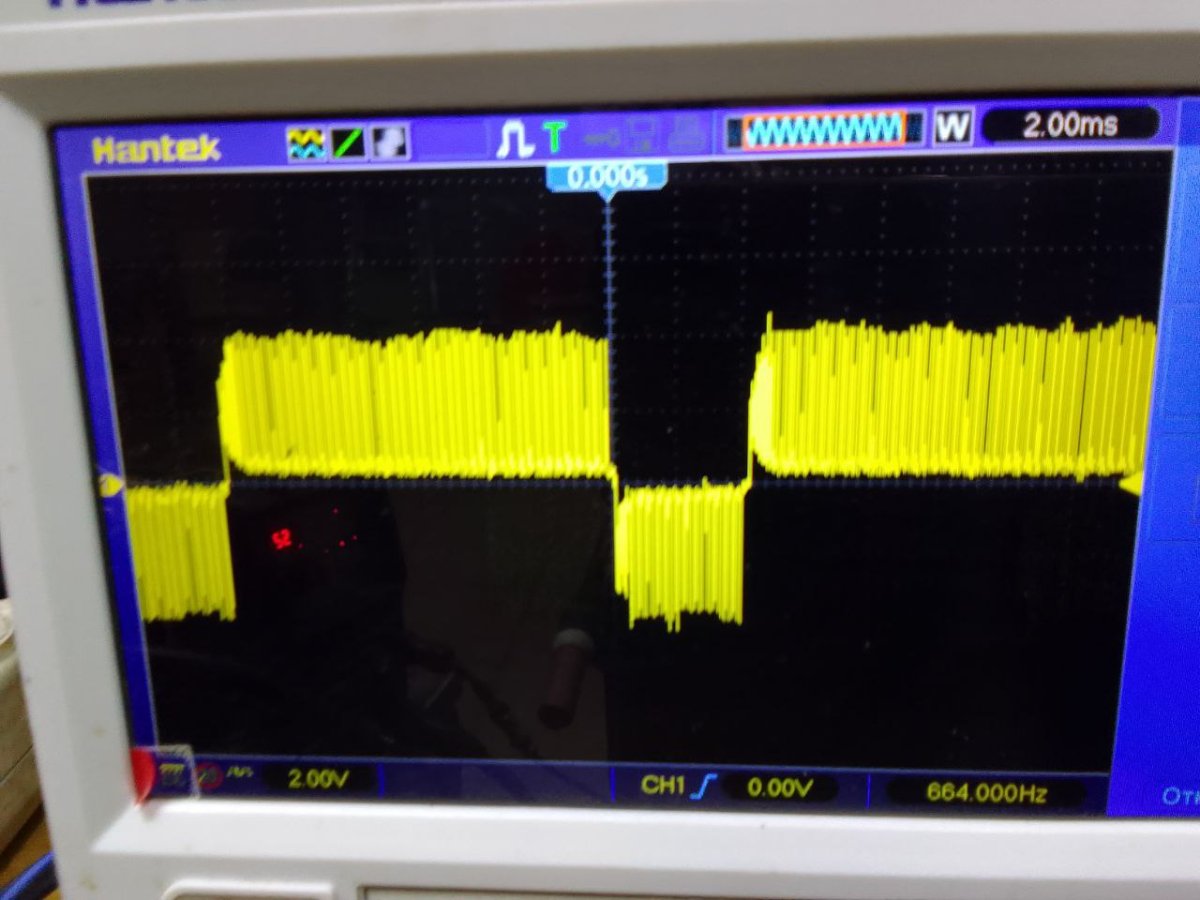
Прислали Гроверс WSME 200E AC-DC. Проблема - не сваривает на переменке. Почистил, проверил на осциллографе сигналы. Потом на сварку. Всё норм. Похоже, либо я где-то убрал косяк при мойке и чистке, либо аргон грязный. Что уже даже тут обсуждалось. Заодно решил показать осциллограммы с выхода аппарата. На первых показан нулевой баланс и реальное смещение плеч при этом (примерно 30-70%). На фото видно, что зажигание происходит на постоянке. Затем показал, что при балансе равном 5 получается 50% баланс в реалии. Далее смещение баланса при -5. Похоже 85-15%. Также можно увидеть, что каждый квадрат разделён на мелкие иголки. В аппаратах этой фирмы есть модель с изменением формы выходного тока. Силовая часть там практически идентична, различается управление, точнее производительность контроллера. Вот именно этими иголками (ШИМ модуляция) и производится аппроксимация форм выходного тока. В реалии в инверторных сварочных аппаратах АС-ДС, переменка всегда будет на выходе в форме квадрата, но расстояние между этими иголками варьируется в зависимости от формы выходного тока так, что усреднённое значение тока получается в виде нужной формы. Вот такой краткий и наглядный рассказ про то, как работают аппараты с изменением формы выходного тока.
- 284 ответа
-
- 10
-

-

-
Ты путаешь с IN. Хотя хрен редьки не слаще. Патоны попадались в ремонт. В принципе, норм. Хотя и бывали интересные косяки или мож это видение разрабов такое. Именно этих моделей не было. Тот аппарат, что на фото.... для нечастых работ троечкой Вам хватит. Чудес от него ждать не нужно и насиловать тоже не стоит. Прихватки, обварка заборов и прочей хни. Электроды рутил. МР-3 , ОК-46 или их аналоги.
-
По всему выходит, что малые токи это будет на 1 фазу 380 вольт подключение, а большие токи на 2 фазы 380 вольт. (это также три провода, как и на рисунке). Хотя я и встречал такое очень давно, но рационального в этом мало. Вторички значит тоже последовательно соединены, крайние вывода с каждого транса на вход моста и общее соединение туда же. Так и получается 3 вывода на мост. А при малых токах общий вывод катушек практически не даёт на мосту никакого тока, только от крайних выводов вторички. Типа как в автотрансформаторе... Либо я что-то не понимаю или информации мало. Мост сам проверяли ? Это первое, что выгорает во всех этих ВД.
-
Хорошо. Диодный мост на сколько фаз? Сколько проводов переменки подходит к выпрямительному мосту? Я встречал не раз ошибки на шильде. Потому просто проверяю информацию. Иначе пока не представляю, как происходит переключение больших и малых токов.
-
15 детали и пять работа. Да это не только у Гроверс такие детали. У многих. Тут не в бренде дело.
-
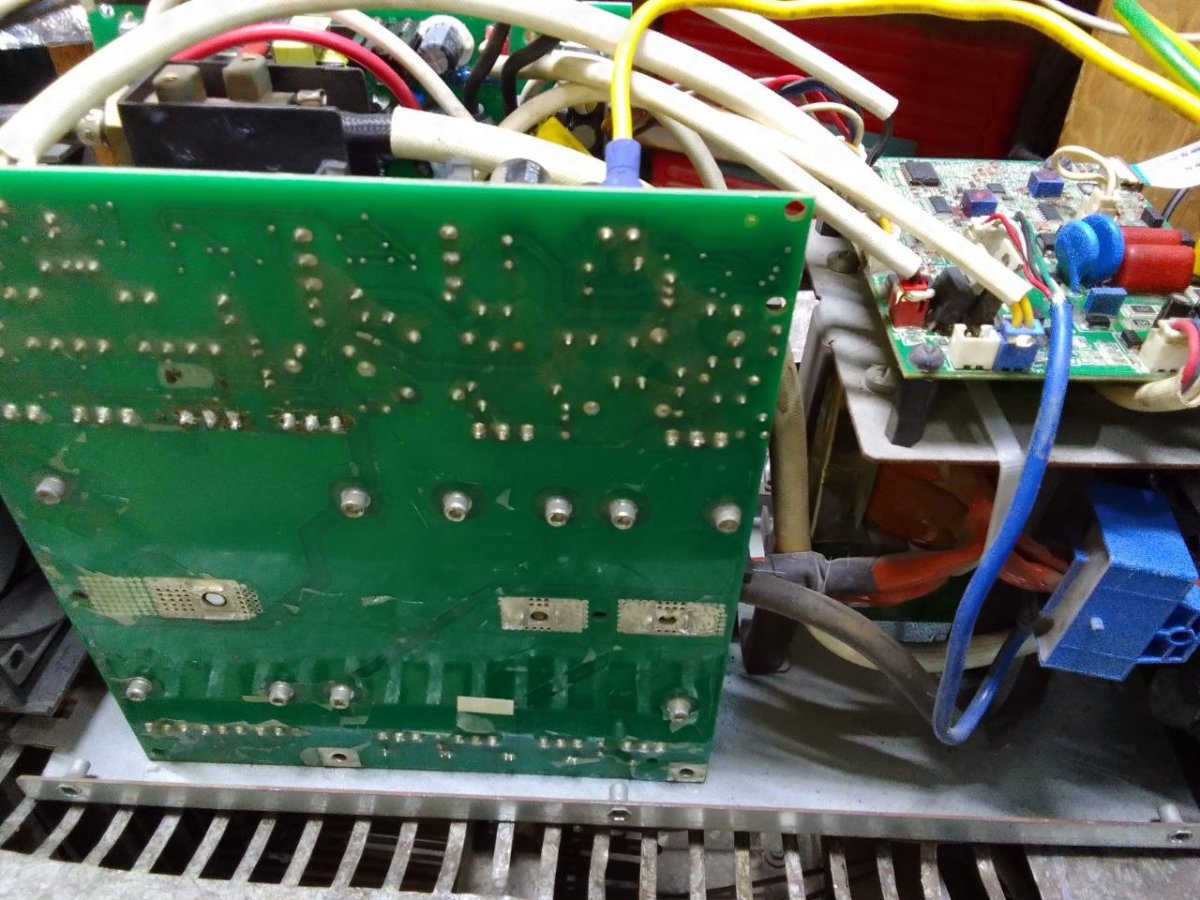
Полуавтомат Гроверс 315. Металлическая пыль. Много. Лакирован прилично, но абразив постепенно протёр изоляцию и сила бахнула. Замена модулей и восстановление драйверов.
-
Насколько я помню, данный аппарат не на три фазы, а на одну 380 вольт. Ну или как говорят электрики, на два фазных провода. Большие и малые токи (1 и 2 -е положение) достигаются изменением количества витков первичной обмотки. Как и нарисовано у Вас. Но на рисунке взялась неизвестно откуда фаза С. В реалии там только А и В. "В" подключается либо к длинной обмотке (это малые токи), либо к короткой (это большие). Вот и весь расклад по этому аппарату.
-
KSD или KDS, вроде так называются. Их обычно ставят на вентиляторы.
-
Только не термисторы, а термодатчики. Но они завязаны в другую цепь, потому лучше ставить дополнительно и другие, более мощные. Если у Вас объём работ небольшой и аппарат используется на кратковременные прихватки, то определите самое нагреваемое место и установите термуху градусов на 40. Через неё вентилятор. Либо в несколько мест термушки поставьте, чтобы не ошибиться. Только датчики ставьте с изолированными подложками. Чтобы на сигнальные провода корпус не прозванивался.
-
Тут в теме про Гроверс, Алексей с г.Кемерово, ник Амбиверт, выкладывал фото сварки радиатора. Так что можно посмотреть , а не только почитать. На Гроверс ток минимальный тоже 5 ампер, но на ДС. На АС минимум 10. Вероятне всего на Сварог также. Там же можно посмотреть внутрянку аппарата. Будут какие вопросы по аппарату, отвечу.
-
abrazive, Вы не обессудьте, но я не люблю отвечать на такие вопросы. Сварог в основном привозит нормальные аппараты. Хоть они и конкуренты, но вот охаивать или расхваливать конкурентов я как - то не люблю. Не в чести это и не в моих правилах. Каждый аппарат подойдёт для работы в своих условиях. Тут нужно только с головой к этому подойти.
-
Зачем ? Обычный АСП ... и цифири, типа указания тока. В 90-х такие делали. Вполне приличные аппараты. Часто такие восстанавливал.
-
Давно хотел выложить распиаренный DECAPOWER Ultramig 230 PULSE. Да всё как - то забывал. Тут всё же сфоткал. Это и Фоксвелд какой - то тоже. Вышибло силовые транзисторы с повреждением драйверов. Стоят транзисторы от Силан. 60U65. По 2 в плече. Полный мост. В этом отношении, неплохо. Но раскачка от ТГР, без микросхем драйвера, как в более продвинутых брендах. Потому, видимо и вылетают. Собран .... ну, внешне красиво и круто, а внутри, так себе. Лишь бы впечатление произвести на покупателя. 4-х роликовый механизм в реалии тянет мизерный движ открытого типа, которые клинят от металлической грязи. Естественно ни о каком тахогенераторе на нём для стабилизации подачи и изменении движения на нужную величину в режиме пульс не может быть и речи. Соединения и разъёмы самые дешёвые. Дроссель впаян в плату. Лакировка слабая. Пайка - как у всех недорогих китайских аппаратов. Детали установлены как Бог послал. Хотя и понятно всё должно быть по его цене, но многие верят в то, что это что-то супер технологичное. Его плюсы, как и говорил, это его красивый корпус, ну и цена. Всё остальное от лукавого.
-
Посмотрите на параметры видов проволоки, зависящие от её состава, покрытия и диаметра. Ещё раз повторюсь, больше читайте.
-
Вы вначале в сварке, параметрах и характеристиках проволоки разберитесь, прежде чем задавать такие вопросы. Реально, на данный момент, Вы спрашиваете глупость. Без обид. Позже, поняв принцип сварки, Вы всё поймёте. Сейчас от Вас посыпятся обиды и прочая дрянь. Но это быстрее, чем рассказывать часами уроки тут. Это нужно Вам и я советую больше учиться. Тогда такую дурь писать не будете. Тахогенгератор - это на двигателе сверху ставится кольцо с прорезями и оптопарой. Схема, либо контроллер, считывает скорость поступления единиц и нолей и сравнивает с заданием. И решает, добавить ток или уменьшить. Вы же куда то в другую степь загнались.
-
Стабилизацию по тахогенератору отслеживают. Это 100% стабильность. Можно по датчику тока, но это уже не особо. Остальное зависит от диаметра проволоки, напряжения, настроения сварщика и скорости подачи. Нет жёстких привязок.