Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
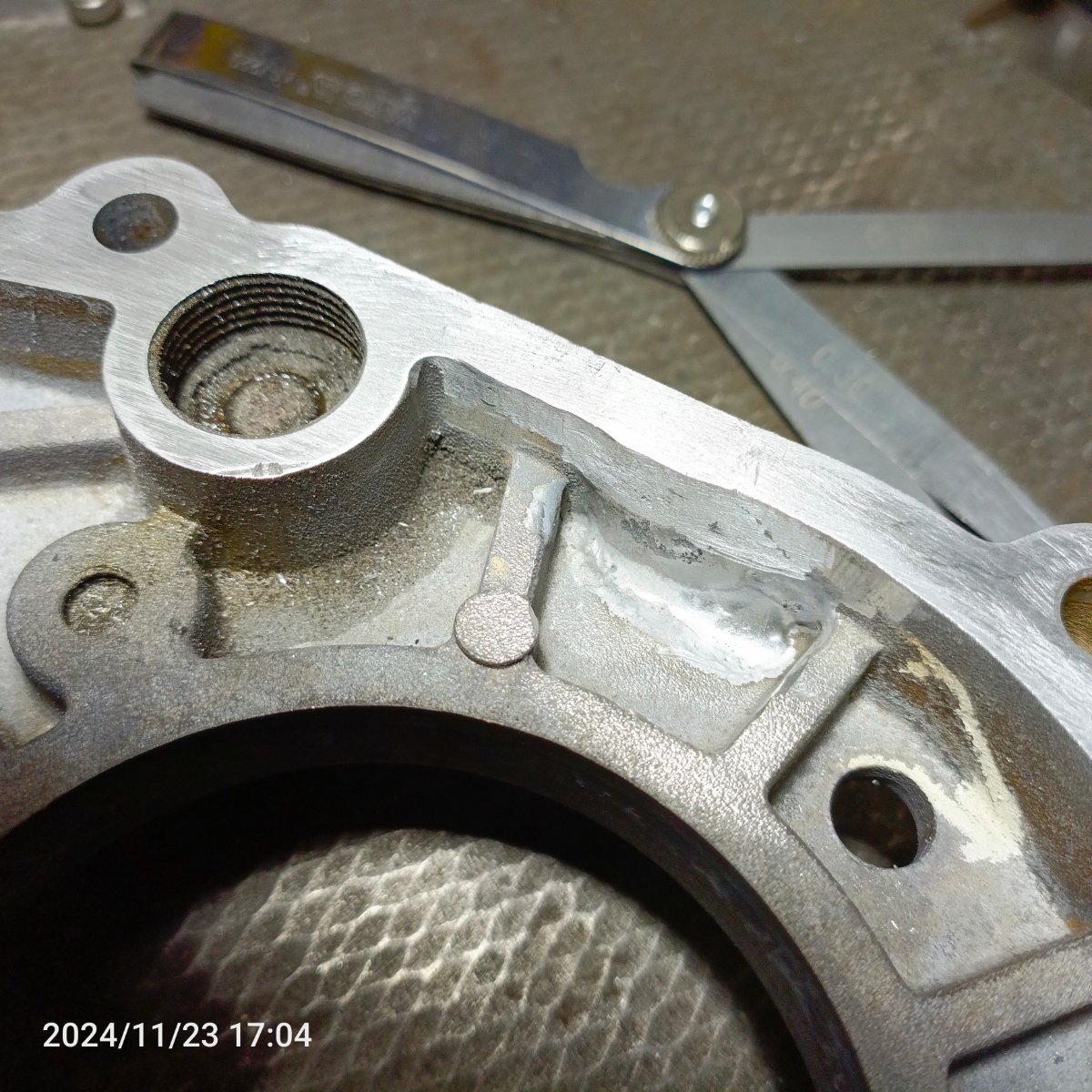
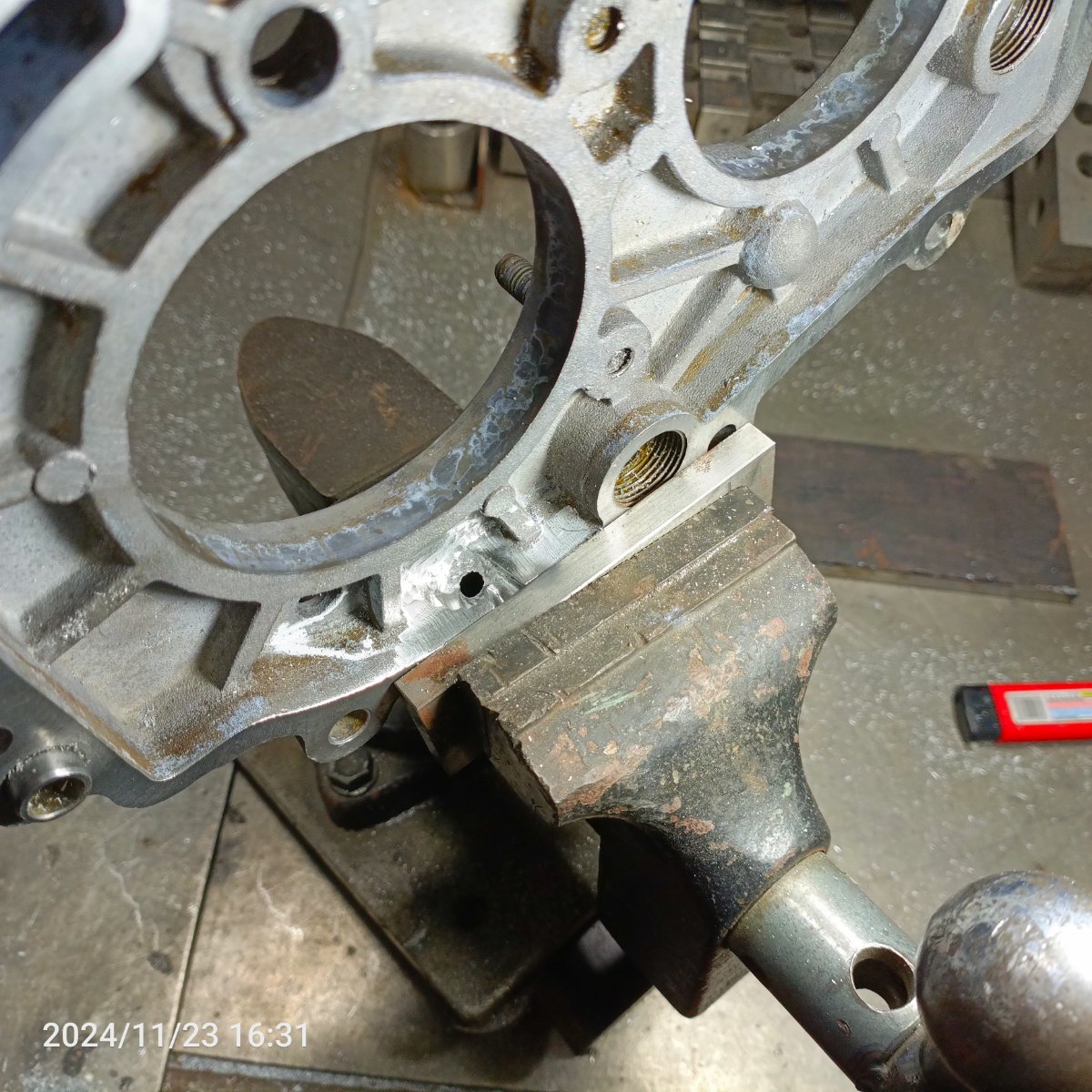
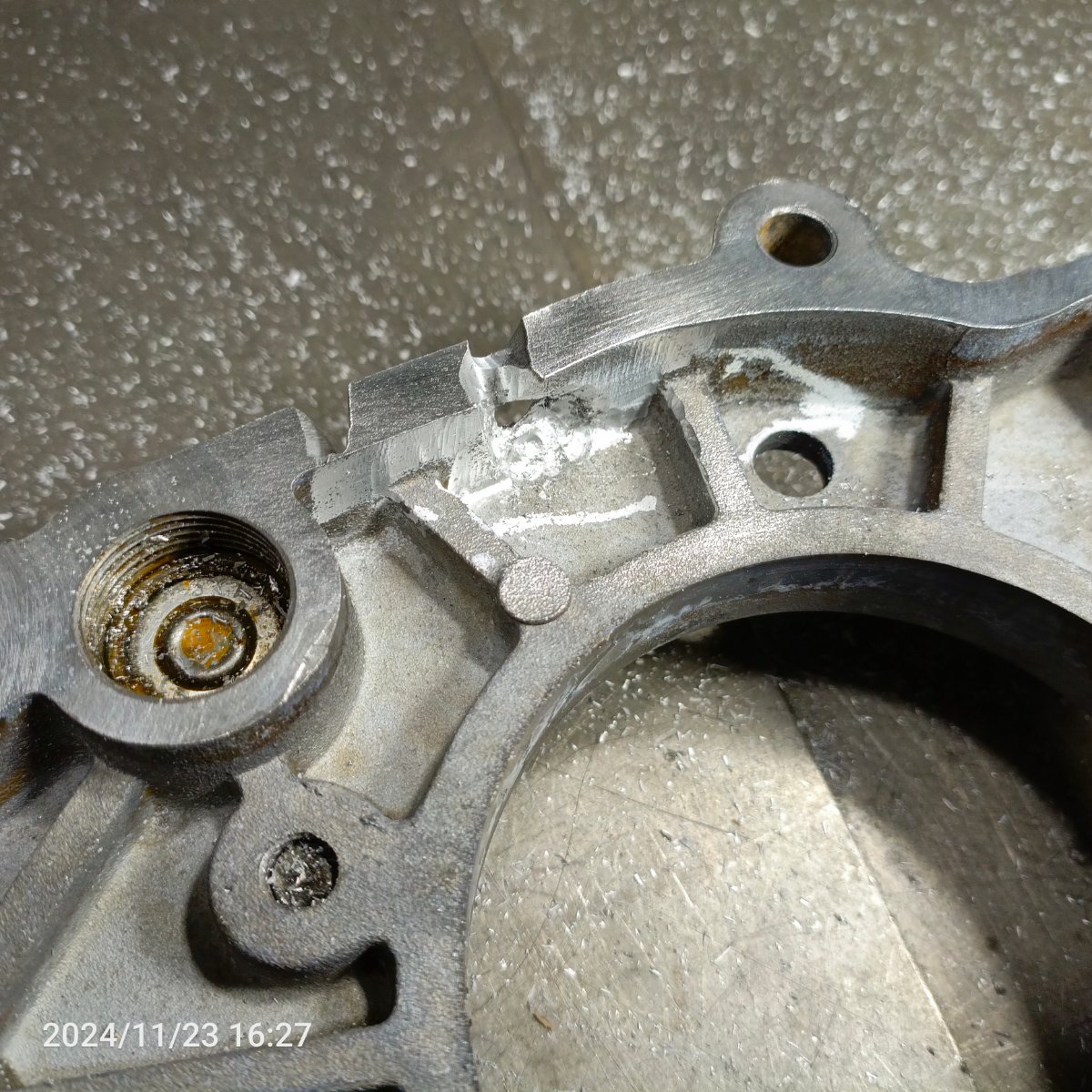
 Корпус редуктора моста Вольво. Предыдущая сварка полуавтомат 0,8Г2С.Разумеется,это надо вырезать в любом случае и не потому,что сварка была некачественной,а потому что верхняя часть моста значительно корродировала-влага,реагенты накапливаются,образуя карман в верхней части. Стока нет.Стенка порядка 5мм,а коррозия довела ее 1-2мм на значительной площади.Вставка,которую вырезал была 35/35,а чтобы хорошо привязаться к металлу пришлось вырезать прямоугольник 65/85мм,вторая чуть меньше.80% полуавтомат и 20 тиг. Подогрев гр.80-100С.
Корпус редуктора моста Вольво. Предыдущая сварка полуавтомат 0,8Г2С.Разумеется,это надо вырезать в любом случае и не потому,что сварка была некачественной,а потому что верхняя часть моста значительно корродировала-влага,реагенты накапливаются,образуя карман в верхней части. Стока нет.Стенка порядка 5мм,а коррозия довела ее 1-2мм на значительной площади.Вставка,которую вырезал была 35/35,а чтобы хорошо привязаться к металлу пришлось вырезать прямоугольник 65/85мм,вторая чуть меньше.80% полуавтомат и 20 тиг. Подогрев гр.80-100С.
- 210 ответов
-
- 10
-

-

-
Думаю,не совсем представляешь сколько приходит партий металла на заводы,которые не соответствуют заявленному химсоставу. Допустим,30ХГСА или ХВГ.Потом они должны пройти термообработку и что будет? Это серьезная металлургическая проблема- соответствие стандарту.
-
Еще добавлю:знаешь,чем ЭСАБ будет отличаться от остальных российских и китайских пр.? Стабильным гарантированным составом св.материала
-
Мне понятна твоя позиция как представителя компании,но что там еще может быть,кроме "недовложения" марганца с кремнием? ...напомнить-(это не для тебя),а условия сварки не меняются,кроме замены проволоки. Сущность процесса сварки в углекислом газе заключается в следующем. Поступающий в зону сварки углекислый газ защищает ее от вредного влияния атмосферы воздуха. Причем при высокой температуре сварочной дуги углекислый газ частично диссоциируется на окись углерода и кислород 2СO2 ↔ 2СO + O2. В результате в зоне дуги образуется смесь из трех различных газов: углекислого газа, окиси углерода и кислорода. Вследствие того, что температура дуги не везде одинакова, неодинаков и состав газовой смеси в зоне дуги. В центральной части, где температура дуги высокая, углекислый газ диссоциирует почти полностью. В области, прилегающей к сварочной ванне, количество углекислого газа преобладает над суммарным количеством кислорода и окиси углерода. Все три компонента газовой смеси защищают металл от воздействия воздуха, в то же время окисляют его как при переходе капель электродной проволоки в сварочную ванну, так и на поверхности. Fe + СO2 ↔ FeO + СО; Mn + СO2 ↔ МnО + СО; Si + 2СO2 ↔ SiO2 + 2СО; 2С + 2СO2 2СО + 2СО; 2Fe + O2 ↔ 2FeO; 2Мn + O2 ↔ 2МnО; Si + O2 ↔ SiO2; 2C + 2O2 ↔ 2CO2.
-
Очевидно в химсоставе.
-
Они ее знают?
-
Что-то часто стал мелькать на форуме этот VIKING- слишком много негатива. Вы обращались к владельцу торгового знака ООО ТОР по поводу ремонта?
-
https://www.yaplakal.com/findpost/138281018/forum2/topic2861963.html
-
О ПАНЧ 11 "александровском". Пришлось заниматься мостом трактора 8-10лет назад,но не меньше.Сварка проволокой 0,8мм" неосветленной". Через восемь лет эксплуатации вернулся с трещиной. Сварка ПАНЧ 11 1,2мм в три прохода.Могу сказать,что качество материала проверено временем.
-
Не ремонт,а опрессовка масляного радиатора МАН оригинальный 2008г..добротная железяка,надо сказать-нержавеющая сталь.16ати азотом.Каких-то универсальных накладок не сделаешь,поэтому каждый раз приходиться делать по размеру исходника-две стальных пластины 5мм и клапан Шредера. Попадало масло в картер.Прокладку надо менять.
-
Уверен в том,что была сварка на отрыв,то бишь точками-нагрузка /спад с минимальным интервалом времени -секунда,две. Это характерно для сварки в быту.Чтобы понятнее было,возьмите пылесос 2/3кВт и кнопкой пощелкайте с таким же интервалом минут 15.В голову это кому-нибудь придет? Нет,не придет-жалко прибор и проводку.Примерно то же самое будет происходить с генератором и по связи со сварочным аппаратом,то есть в принципе такой режим работы для двух устройств недопустим. Генератор будет работать с аргоником на ДС,на АС с большими интервалами включения,разумеется,с нормальным запасом мощности генератора,а балласт вешается для того,чтобы избежать пиковых значений нагрузка /спад.
-
Что у тебя с фрезам Garryson 6мм по алюминию?
-
https://www.yaplakal.com/findpost/138131996/forum2/topic2859329.html
-
Пусть 300а на ДС попробует минут 15 раж (Сильное возбуждение, неистовство, исступление) сразу пройдет.
-
На любой барахолке типа Юлы и т.д.
-
А ПВ 100% зачем?..чтобы было?
-
ПВ.
-
Что-то связано со сваркой/наплавкой меди...что ей еще делать.
-
И как долго ты ей шарил?
-
Так она 3-5тыс.Что еще доступнее?
-
Книжка по технике безопасности 1933 года врача Стефана Еллинека, ярко иллюстрирует случаи неправильного обращения с электричеством. Не писайте с моста босиком! https://www.yaplakal.com/findpost/138095632/forum2/topic2858641.html https://www.yaplakal.com/findpost/138090764/forum2/topic2858531.html
-
Слабые струбцины:чтобы выставить-подойдет,чтобы препятствовать возникающей при усадке деформации-нет. Зачем в этом случае нежна мех .обработка,когда в ручную подгоняется на раз? А бронз тебе больше нужна для удобства облицовки,а не обработки,и мнжкт будет намного лучше.
-
Не о сварке,а о св.деформациях.Зазор 0,1
-
https://www.yaplakal.com/findpost/138064664/forum2/topic2858017.html