Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Эк,куда тебя понесло. Разумеется,есть снижение в комбыте,то бишь в сервисе.
-
 1150-1250С
1150-1250С -
Если выбирать между "двух зол",то 30г получше будет. А так,подогрев и т.д.
-
Попробуй когда-нибудь - Маска сварщика автоматическая KeyGree 4 датчика, сертификат CE, 100*93 мм -не обязательно эту,а из этой серии.Хороший Китай.Спидглас рядом висит,а пользуюсь все время этой.На мой взгляд,это один и лучших вариантов цена/качество.
-
https://www.yaplakal.com/findpost/137932293/forum2/topic2855387.html

-
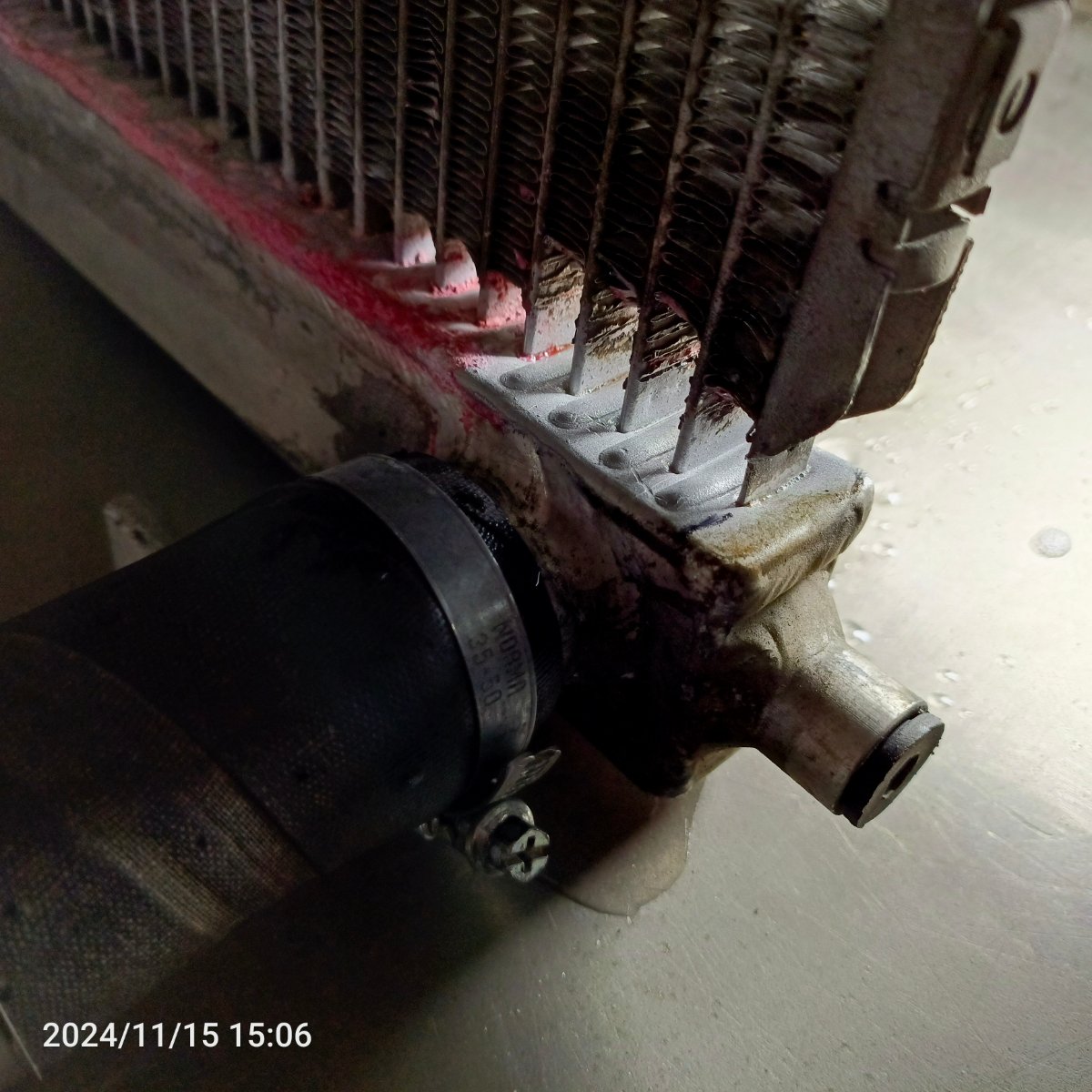
Это не клей. Боковой соединитель впаян в тр.доску/донью также как и трубки.Обычно приваривается,а в этом случае пайка,что не совсем хорошо.Микротечь,которую обнаружить сложно. Постепенно кристаллизуется антифриз.
-
https://www.yaplakal.com/findpost/137895096/forum2/topic2854708.html
-
Вы еще задайте вопрос об автомобиле "Москвич",где один шильдик российский и то вряд ли. Есть характеристики масок Оптрель.Смотрите.
-
Предупреждение, и не только вам:Покупайте образцы,тестируйте,пишите отзывы,а если будете рекламировать в открытую товар компании,то будут сделаны соответствующие выводы согласно правилам форума.Хотите заниматься рекламой,то на главную Вебсварки и вперед..
-
Еще раз повторю:при заказе обязательно смотреть состав припоя,уточнить у менеджера,чтобы не подсунули нулевой.
-
Это другое дело.Надо найти кусок латунной проволоки,желательно ЛОК-59-1-03.Припой ФК 235.
-
Значить,надо донести до сознания снабженца/владельца следующее:либо покупаешь то,что нужно,либо твой теплообменник,который был запаян тем,что ты купил накроется в любой момент...,и пусть выбирает,что для него лучше. Почему не паяют сталь меднофосфорными припоями? В паяном шве образуются хрупкие фосфиды железа.
-
Можно с содержанием серебра 20-30%.П-14 не подойдет. Для подобной пайки всегда должен быть по рукой припой алармет211. Не путать с аларметом 0...важно при заказе.
-
https://www.yaplakal.com/findpost/137881862/forum2/topic2854473.html
-
Немного простых вещей.Следует обратить внимание на разметку отверстия-две точки по углом порядка 50гр.,расстояние до центра отверстия,а потом размечаем,сверлим,нарезаем резьбу.
-
9 ноября исполняется год со дня смерти Валеры Селко.
-
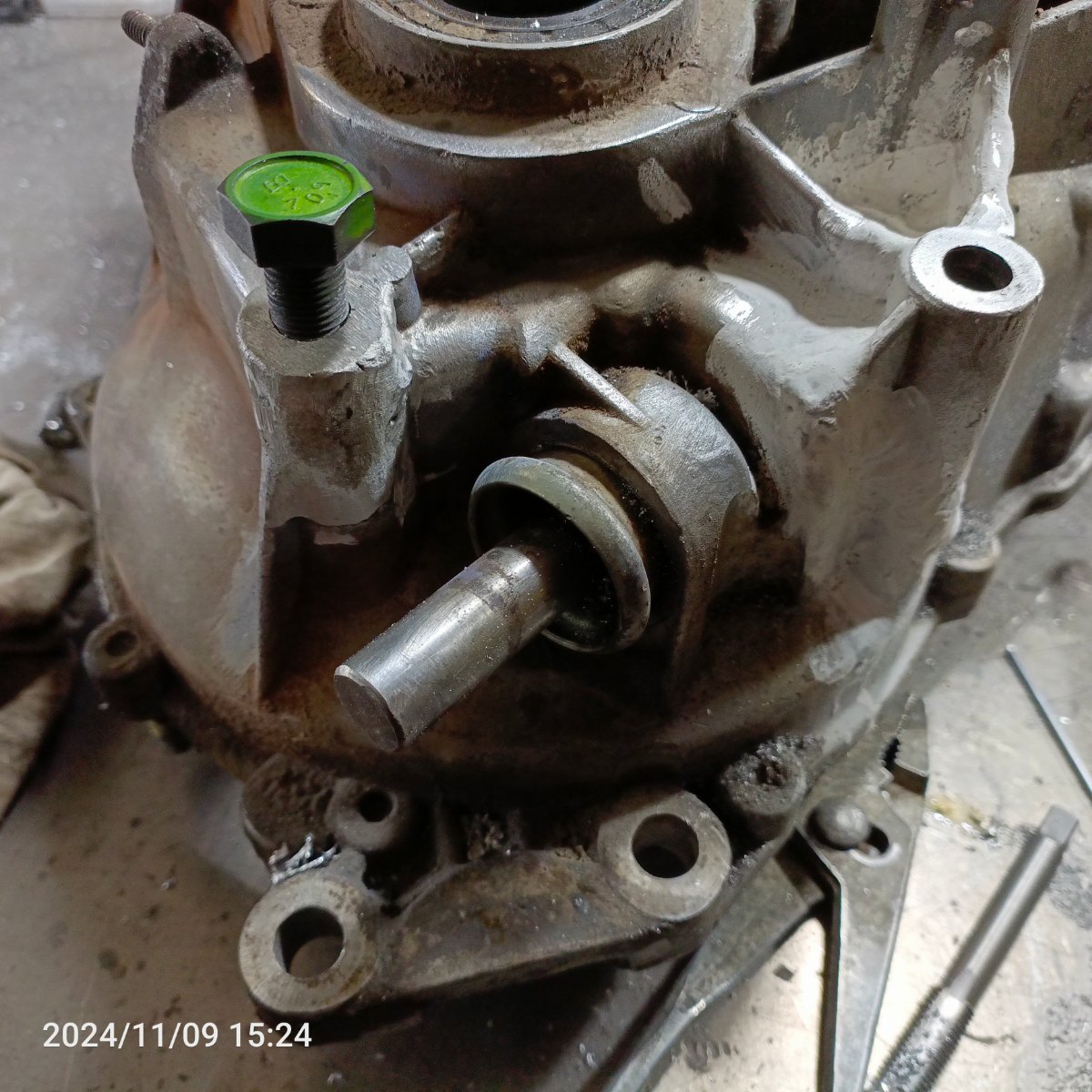
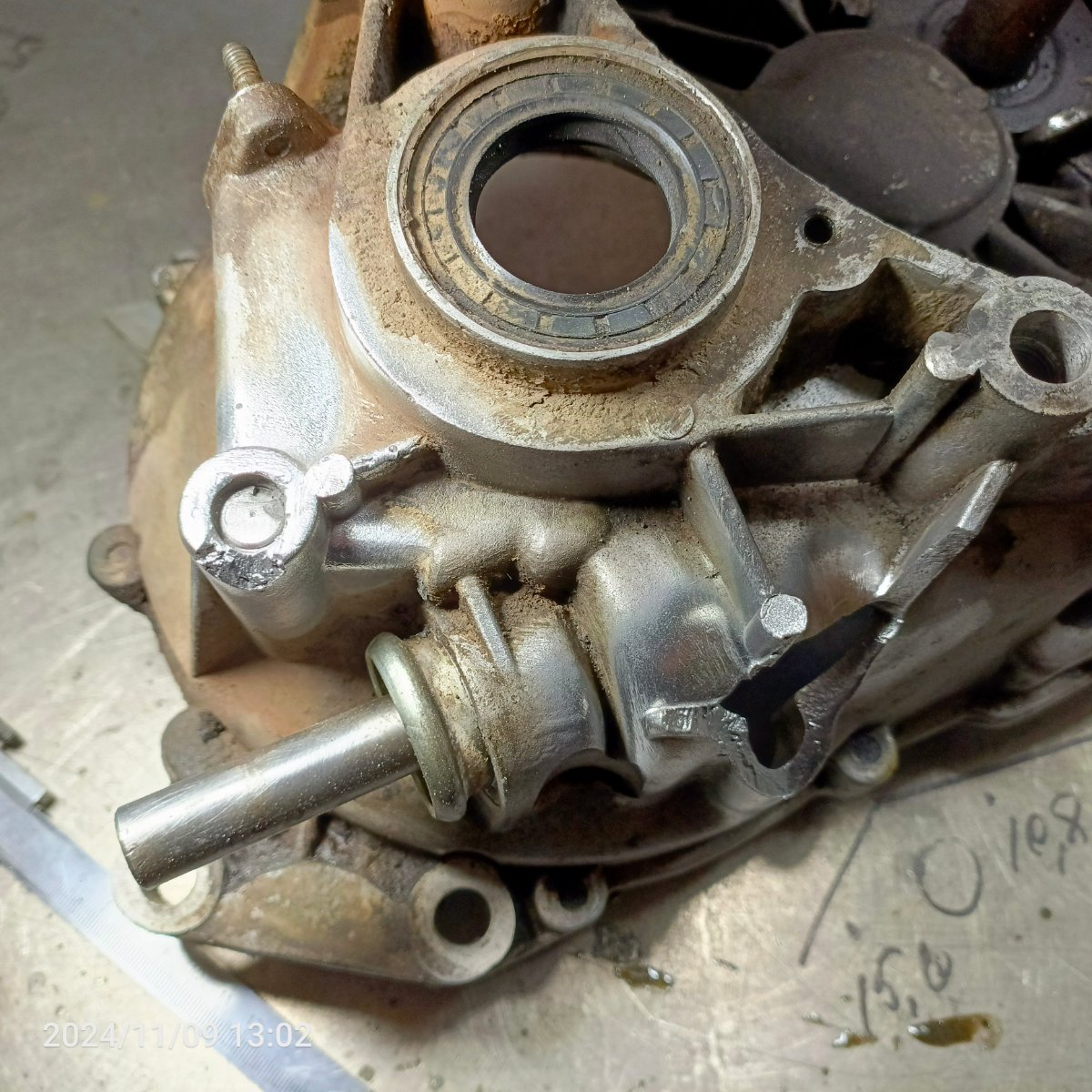
Подвеска ауди. Сплав EN356.0 Отличная свариваемость,но весь вопрос заключается в том,чтобы сохранить геометрию отверстия и обеспечить провар по всему сечению.Какие-то вкрапления посторонних включений в металл шва недопустимы. Зачистка околошовной зоны хорошая-светотень. Подварка со стороны отверстия обязательна. Подгонка дремелем круг армированный ф50мм. Подробно в картинах.
-
Справочник. Литейные сплавы и их зарубежные аналоги.
Точмаш 23 опубликовал тема в Справочная информация
https://pmet.biz/catalogs/spravochnik-2021.pdf?ysclid=m2xgdc6qkn48469320 СОДЕРЖАНИЕ: Справочные данные ..........................................................................8 Температуры плавления металлов ................................................9 Перевод температуры °С ↔ °F ...................................................10 Перевод англо-американских технических мер в метрические. Меры длины, площади, объема, веса, давления ..........................................................................................12 Перевод твердости по Роквеллу (HRA, HRB, HRC), Бринеллю (НВ 30), Виккерсу (HV) ..............................................14 Диаграмма состояния железо-цементит .....................................19 Стали и сплавы. Определение величины зерна .......................20 Чугуны литейные серые. Классификация. Маркировка ...........22 Чугуны литейные серые. Марки чугунов. Зарубежные аналоги .....................................................................23 Чугуны литейные высокопрочные. Маркировка ........................24 Чугуны литейные высокопрочные. Марки чугунов. Зарубежные аналоги .....................................................................25 Стали литейные. Классификация .................................................26 Стали литейные. Маркировка .......................................................27 Стали литейные конструкционные углеродистые. Марки сталей. Зарубежные аналоги .......................................................28 Стали литейные конструкционные легированные. Влияние легирующих элементов ..................................................30 Стали литейные конструкционные легированные. Назначение .....................................................................................32 Стали литейные конструкционные легированные. Химический состав. Зарубежные аналоги .................................34 Стали литейные конструкционные легированные, не имеющие зарубежных аналогов (ГОСТ 977-88) ..................38 Стали нержавеющие. Классификация .........................................39 Основные марки нержавеющих сталей. Химический состав ........................................................................40 Нержавеющие стали. Зарубежные аналоги ...............................42 Стали для штампов горячего деформирования и литейной оснастки ......................................................................45 Алюминиевые литейные сплавы. Маркировка ...........................47 Алюминиевые деформируемые сплавы. Химический состав ........................................................................51 Медные сплавы. Маркировка. Свойства ....................................52 Медные сплавы. Марки сплавов. Зарубежные аналоги ..........53 Бронзы литейные. Физико-механические и технологические свойства .............................................................54 Латуни литейные. Физико-механические и технологические свойства .............................................................56 Латуни. Зарубежные аналоги .......................................................58 Деформируемые простые латуни. Химический состав ........................................................................59 Бронзы и латуни литейные. Химический состав ........................................................................60 Диаграмма состояния системы Cu-Zn ........................................61 Магниевые литейные сплавы. Химический состав. Способы литья ...........................................62 Цинковые литейные сплавы. Химический состав. ГОСТ 25140-93 ...............................................................................68 Цинковые литейные сплавы. Рекомендации по применению. ГОСТ 25140-93 .......................................................69 Титановые деформируемые сплавы. Химический состав. ГОСТ 19807-91 ...............................................................................70 Плавка чугуна и стали ...................................................................72 Материалы футеровочные и вспомогательные для индукционных и дуговых печей, разливочных ковшей .....74 Плавка Al и Al-сплавов. Производство Al-литейных и деформируемых сплавов ...........................................................80 Материалы футеровочные для плавильных печей ....................82 Тигли для алюминиевых и медных сплавов ..............................84 Фильтры пенокерамические для алюминия металлургические. ..........................................................................86 Препараты (флюсы) для металлургической обработки алюминия и алюминиевых сплавов ............................................88 Производство стального и чугунного фасонного литья ........90 Фильтры пенокерамические для фасонного чугунного литья ...................................................92 Фильтры пенокерамические для фасонного стального литья ...................................................93 Фильтры сетчатые для фильтрации чугуна и стали ................................................................................94 Клеи для ремонта форм и стержней..........................................95 Связующие для изготовления литейных форм и стержней ..........................................................96 Противопригарные покрытия для литейных форм и стержней ..........................................................98 Вспомогательные материалы для изготовления литейных форм и стержней ........................100 Литье цветных сплавов в кокиль, под высоким и низким давлением ...........................................102 Препараты (флюсы) для алюминиевого фасонного литья .....104 Фильтры пенокерамические для алюминиевого фасонного литья .........................................108 Фильтры сетчатые для фильтрации расплавов алюминиевых сплавов..............................................109 Противопригарные кокильные краски для алюминиевых, медных и магниевых сплавов.................................................... 110 Смазки для литья под высоким давлением сплавов алюминия, меди, магния, цинка ................................................ 112 Литейно-прессовое производство. Производство алюминиевого профиля..................................... 118 Фильтрация алюминиевого расплава с помощью изделий из стеклоткани (COMBO BAGS) ................................................120 Керамические материалы и изделия для литейного производства. Металлопроводы. ................................................121 Противопригарные материалы и ремонтные мастики для литейной керамики.......................................................................122 Графитовые кристаллизаторы и изделия..................................123 Смазки и специальные материалы для экструзии .................124 Смазочно-охлаждающие жидкости для резки алюминиевых слитков и профиля .......................................................................125 Кузнечно-штамповочное производство ...................................126 Цвета накала стали .....................................................................128 Температурные интервалы штамповки конструкционных углеродистых и легированных сталей .......................................129 Температурные интервалы и допустимые степени деформации алюминиевых сплавов ..........................................130 Температурные интервалы штамповки медных сплавов .......131 Температурные интервалы штамповки и допустимые степени деформации магниевых сплавов ................................132 Температурные интервалы штамповки титановых сплавов .......................................................................133 Смазки для горячей объемной штамповки..............................134 Смазки для холодной объемной и листовой штамповки .......136 Механическая обработка металлов ...........................................138 Смазочно-охлаждающие жидкости для механической обработки .....................................................140 Масла для шлифования ...............................................................142 Смазочно-охлаждающие жидкости для микрораспыления ..................................................................144 Электроэрозионная обработка ...................................................146 Диэлектрики для электроэрозионной обработки ...................148 Материалы для очистки поверхности и консервации ..........150 Очищающие растворы .................................................................152 Консерванты..................................................................................153 -
Еще один мат прорежет на форуме или хамство в отношении участников -блокировать без предупреждения,бессрочно.
-
У вас есть опыт работы с полуавтоматами?...или это ваш первый случай?
-
Автогеном. Пескоструйная об.
-
https://www.yaplakal.com/findpost/137298293/forum2/topic2843384.html
-
Сколько уж говорено раз,что нельзя заклеивать,нет,все равно делают...,а на ленд крузере вообще недопустимо.
-
Добавлю,по ссылкеhttps://www.skatbiot.ru/ и в поиске Справочник свар.. по вполне приемлемой цене 1450р. два тома и СD.Скорее всего,что бесплатно достать материал уже нельзя.Можно заказать в библиотеке в электронном виде.Цену надо будет уточнить/