Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Знакомо такое определение - Большой запас аустенитности шва? ...и что это дает?
-
Давайте,опираясь на справочные данные,попробуем разобраться в вашей проблеме.Речь идет о сталях перлитного класса,которые при сварке без подогрева склонны к образованию хрупких мартенситных прослоек,т.е. это максимальная твердость металла при минимальной пластичности в околошовной зоне.Чтобы этого избежать нужен подогрев.В вашем случае где -то градусов 250С. Замедленное охлаждение предотвратит образование мартенсита(вообще-то допустимое его количество 25-30%) и околошовная зона не будет хрупкой.Здесь есть два пути:при требовании равнопрочного соединения,требуется подогрев,сварка и отпуск для снятия сварочных напряжений и снижения твердости подкаленных участков околошовной зоны.Второй путь,если равнопрочность соединения можно пренебречь и нет возможности подогрева и послесварочной обработки,то сварку производят без подогрева электродами аустенитного класса -нержавейка).Электродами ЭА-3М6 10Х16Н25М6,ЭА-2Г6 30Х25Н16Г7 ОЗЛ 9А,дающие пластичную аустенитную структуру металла шва.
-
Та же окалина-сталь интенсивно окисляется при высокой температуре.
-
@gonta,Что значит -Лопнуло по линии шва? - посередине шва или зоне сплавления? Если речь идет о цапфе заднего моста,то цапфы МАЗа изготавливаются из ст.35ХГСА,скорее всего,такая сталь применяется и в мостах БЕЛАЗа. Термообработка - улучшение.Шлицы и шейки - закалка ТВЧ. Стали в подвеске: 35ХГСА,40Х,45.
-
Терзают смутные сомнения,что это хорошо.
-
 Нормальный пацан с шиномонтажа. Перетянул слегка -масло подтекало .
Нормальный пацан с шиномонтажа. Перетянул слегка -масло подтекало . -
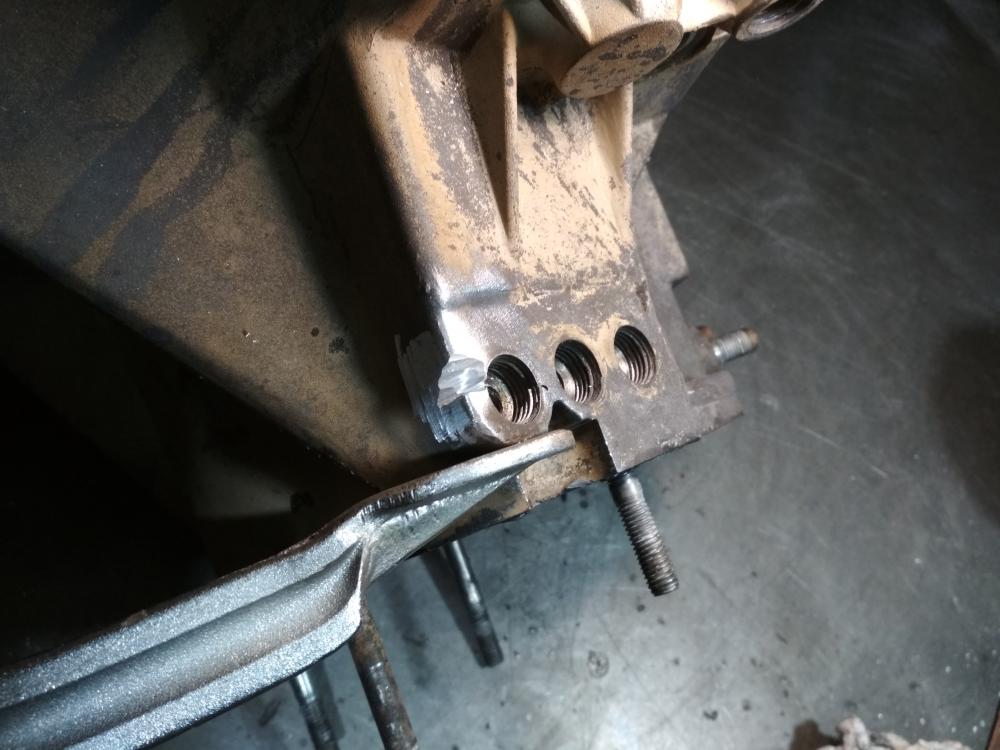
Восстановление резьбы.Выбора не было и пришлось приваривать кусок.

-
Халява наказуема.Сами не пробовали поработать?
- 3 ответа
-
- 7
-

-
Пожизненная гарантия только у зажигалки Зиппо..там ломаться нечему ,а машинка Скраб.
-
Вот такую штучку не хочешь купить? Бесценная вещь во многих случаях...400вт
-
@selco,Не видно в "профиль " было .
-
@selco, Купи для гравера армированные отрезные кружки.
-
@selco,Можно подумать,что тебе не в Москву надо ехать,которая под боком ,а за Полярный круг.
-
Головка Форд.Легкая модернизация )-места крепления не совпадали. Мелочь абсолютная,но хоть немного оживить форум в понедельник.
- 3 331 ответ
-
- 11
-
-
- технологии
- TIG
- (и ещё 1 )
-
Нет.
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
Я бы сказал так:оптимально три слоя по 2,5мм(с контролем твердости). Следующий слой будет удваивать количество трещин.
-
Все едут в Киров.
-
Есть две категории таких работников:одни четко делят все на свое и чужое,а вторые- которым до фонаря все ..чужое это или свое.Первых надо рублем бить,а вторых просо выгонять.
- 3 331 ответ
-
- 4
-
-
- технологии
- TIG
- (и ещё 1 )
-
Эти детали давно надо было сделать из нержавеющей стали...сделать и забыть,а ,с другой стороны,так можно будет ремонтнику и без работы остаться) Вчера несколько часов занимался крышками двигателя.Два метра шва.Спрашивается:как можно разбирать бедный двигатель,чтобы так его разломать? Плоскость пришлось выставлять долго,убирая конус.Владелец цеха разводит руками и говорит-Что сделать,наши люди.
- 3 331 ответ
-
- 12
-
-
- технологии
- TIG
- (и ещё 1 )
-
Литейные :АК 7,АК 9,АК 12,АК 5М2 .Допустимое содержание мышьяка 0,015%,свинца 0,15%,цинка 0,3%,бериллия 0,0005%.Это предусматривает стандарт.Особенно жесткие требования по примесям,особенно бериллию.Все остальные изделия из алюминия по согласованию органами здравоохранения. Листовой алюминий: А0,А5,А6,А7,биметаллические ленты АД,АД1.Из ленты и листов АМц при наличии внутреннего покрытия. Та же пивная банка изготовлена:корпус из АМц,ушко из АМг3,крышка из АМг 5 Сварщик/технолог должен знать из какого материала изготовлена та или иная деталь,чтобы правильно подобрать сварочный материал.
- 3 331 ответ
-
- 6
-
-
- технологии
- TIG
- (и ещё 1 )
-
Еще.В наплавке надо иметь в виду,что твердость первого(переходного )слоя будет ниже ,чем последующих,а количество последующих будет давать повышенное трещинообразование,поэтому нужно оптимальное количество слоев наплавки и их толщина,дающие в итоге требуемую твердость с минимумом трещин в наплавленном металле.
-
@Вад11, по сравнению с импортными аналогами (NMS100/140, Amagnit 3890), сталь 08Х18Н6АГ10С имеет более высокую коррозионную стойкость, а также прочность, без потерь пластичности.http://stalmash.com/nemagnit Можете рассмотреть,как вариант,наплавку стеллитом В3К.Немагнитен.https://stankiexpert.ru/spravochnik/materialovedenie/stellit.html Проволока STOODY CP-2000. В принципе можно. НА снимках В3К на 304
-
Я так и думал,что ты вспомнишь бронетанковую тему.Узнаешь? Сначала химобработка,затем окраска. На среднем снимке слева,процарапал шабером покрытие. А с кусочком МЛ5,кстати,это поддон Запорожца(на нем остались следы заводской краски),не зря тебе пример привел:химобработка поверхности дает хороший результат.Окунул его в раствор хромового ангидрида на несколько секунд и коррозия сведена к минимуму,а если отработать тех. процесс с корректировкой реактива?
-
@Sakhalin_Cat, С бочками хорошо вышло.Я имею в виду подстанцию.
-
@Sakhalin_Cat, Зачем на такую высоту подняли?Погодные условия?