Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 @selco, Давай,будем внимательно следить за ходом ремонта.
@selco, Давай,будем внимательно следить за ходом ремонта. -
Посмотри на него:не бочку выкатил,а бочару целую .Сегодня обсуждалась одна ситуация:мужик заказал ванну из ст.3 размером 1200/700/480 так ему цену выставили в 116 тыс.,нормой времени 52часа .Мужик реально припух.Потом,конечно,исправили ...это была шоковая терапия,а ты говоришь,что промышленность плохо работает.
-
Может быть,пригодиться https://evraztrade.com/produkciya/iznosostojkie-stali/hardox/ Внизу инструкция по мехобработке и резке износостойких сталей.
-
Это-далеко не обычная железка. Эту сталь трудно обрабатывать резанием...Трудно и долго.
-
Л68 и ЛОК59 -это сплавы одного класса,но разного легирования.Согласно ГОСТу 17325-79 Пайка и лужение,ЛОК 59 будет является припоем для Л68,т.к. имеет температуру плавления ниже,чем Л68. Давайте возьмем алюминиевые сплавы.Эвтектический сплав АК12(4047) при газовой пайке того же АМц с применением флюса является припоем,но если взять аргоновую горелку,образовать сварочную ванну и использовать АК12 в качестве присадочного материала,то что это будет?
-
Что ж,в принципе этого следовало ожидать:они не выдержали конкуренции с Макитой и Деволтом. Вроде бы название на слуху,но я бы сейчас ничего не купил из Интресколовской линейки инструментов.
-
Ушлые менеджеры. Тупых там не держат.
-
Буру прокалите или купите флюс ФК 235
-
@vmednik1, О терминологии. Сварка в машиностроении в 4 томах.Издание 1978г.Том 1,стр.12.Цитирую: Примерами сварочных процессов могут служить:сварка,наплавка,пайка,пайка-сварка,пайка-склейка,напыление,спекание,термическая резка и т.д. Том 2.Стр.388. Пайкосварка. ГОСТ Р ИСО 4063-2010 Сварка и родственные процессы. Перечень и условные обозначения процессов Сваркопайка Weld brazing Сваркопайка газовая Gas weld brazing Сваркопайка дуговая плавящимся электродом в защитном газе Gas metal arc weld brazing Сваркопайка дуговая вольфрамовым электродом в защитном газе Gas tungsten arc weld brazing Сваркопайка дуговая плазменная Plasma arc weld brazing Сваркопайка лазерная Laser weld brazing Электронно-лучевая сваркопайка Electron beam weld brazing
-
Да и при прямом угле тоже.
-
Не всегда.Есть достаточный объем работ с черным металлом,когда требуется зачистка шва в труднодоступных местах.
- 41 ответ
-
- 1
-

-
Корпус потолочного вентилятора.В него запрессована стальная втулка.Угловая скорость высокая и масса приличная.Чтобы не снесло кому-нибудь голову лопостями в случае отрыва корпуса от втулки,надо надо соединить АЛ4 и ст.3.Сваркопайка проволокой КМц ст.3 и АЛ4. Не идеально,конечно,но терпимо.

-
Егор,здесь надо учитывать несколько моментов.Сваркапайка производится технически чистым алюминием(1070,1100).Детали должны собираться без зазора.Зажигается дуга на алюминии,образовывается ванна и подпитывая эту ванну ведем по кромке и частью ее накрываем титан.Дуга не должна касаться титана,т.е.значительного нагрева,превышающего 800С, не должно быть,тем более его расплавления.В случае перегрева титана (около 900С) или его расплавления образуется хрупкая интерметалидная фаза TAl3.Если это произошло,то все - сваркапайка не удалась. Сваркапака титана и алюминия - это один из примеров соединения.Ведь ни у кого не вызывает вопросов сваркапайка стали и меди,алюминия и меди,а принцип один и тот же.
-
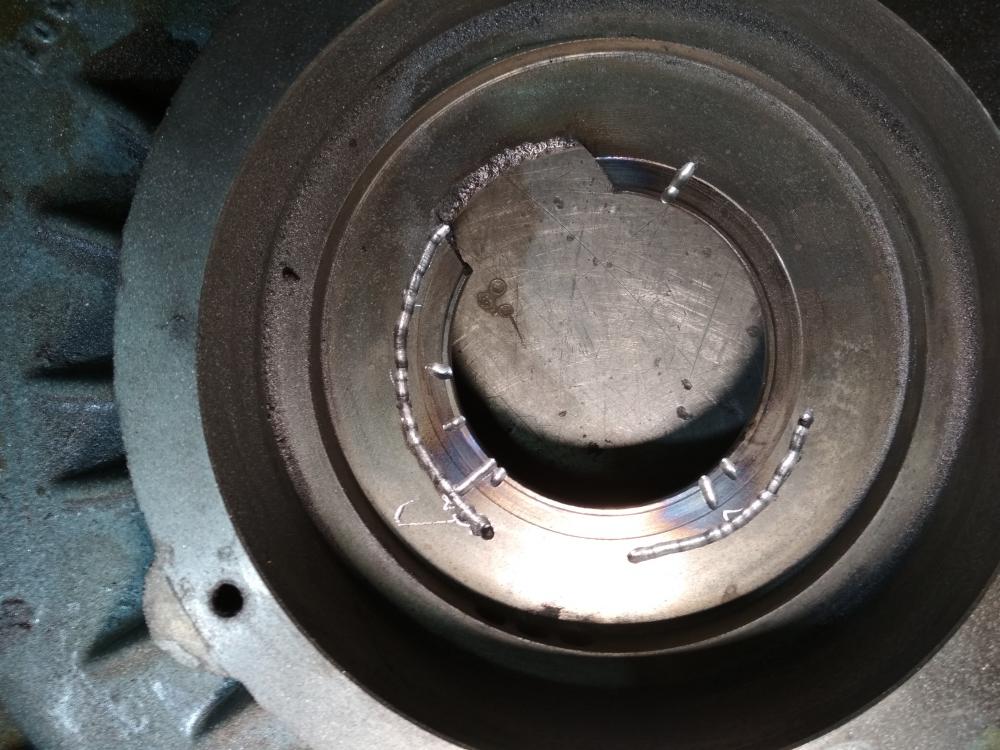
Крышка электродвигателя(американский или английский) вес около 30кг..Посадочное место подшипника ф130 .Надо восстановить стенку.Толщина стенки 4мм. Довольно много времени ушло на эту работу:сложный контур и малая толщина все время дают сетку трещин.Чугун дрянь.Сварка "на холодную".ПАНЧ.мнжкт.кастолин 40%серебра,алармет 211 и т.д. Оптимальная цена 6-7т. Отнес бы эту работу к одной из высших категорий сложности.Безусловно,есть другие варианты ремонта,но сейчас рассматривается этот.
- 1 074 ответа
-
- 14
-
-
@gorant1, Думаю,найдете ответ на ваш вопрос в книге Максимихина Б.А. Пройдите по ссылке.
-
Придется сослаться на авторитеты.Линкольн электрик https://www.lincolnelectric.com/ru-ru/support/welding-how-to/Pages/aluminum-design-mistakes-detail.aspx
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
О механизме возникновения горячих трещин рассказывать не буду - достаточно доступных материалов по этой теме. Вы заметили,что не существуют сварочных прутков для тиг-сварки аналогичным составу сплавов 6060-6061.С чем это связано?При сварке сплава 6060 материалом такого же состава всегда будут образовываться горячие трещины.Чтобы их избежать,нужно отойти от пиковых (максимальных значений) процентного содержания кремния и магния в шве,т.е. кремния должно быть больше 2%,марганца выше 3%(ориентировочно).Это позволит сделать сплав 4043 или 5356.
- 3 331 ответ
-
- 7
-
-
- технологии
- TIG
- (и ещё 1 )
-
Общее правило:чтобы избежать горячего растрескивания при сварке сплавов системы Al-Cu-Mg,надо уходить от пиков концентраций легирующих элементов-Si 0.8, Mg 1,5-1.8
- 3 331 ответ
-
- 5
-
-
- технологии
- TIG
- (и ещё 1 )
-
Логично.Аппараты типа Авроры нужны для сварки тонколистового металла 1-3мм...основное их назначение.Вернусь к Меркле:на аппарате разве нельзя выставить режим 138а/19,8в для 0,8мм?