Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Была некоторая проблема с регистрацией новых пользователей за последнюю неделю.Исправлено.
-
 Постарайтесь,уж будьте добры,писать без этой залихватско -ухарской манеры ,как-то:чугуниевый,анжинир,хз и т.д. Это не просьба,а предупреждение...как пишется,так и читается.
Постарайтесь,уж будьте добры,писать без этой залихватско -ухарской манеры ,как-то:чугуниевый,анжинир,хз и т.д. Это не просьба,а предупреждение...как пишется,так и читается. -
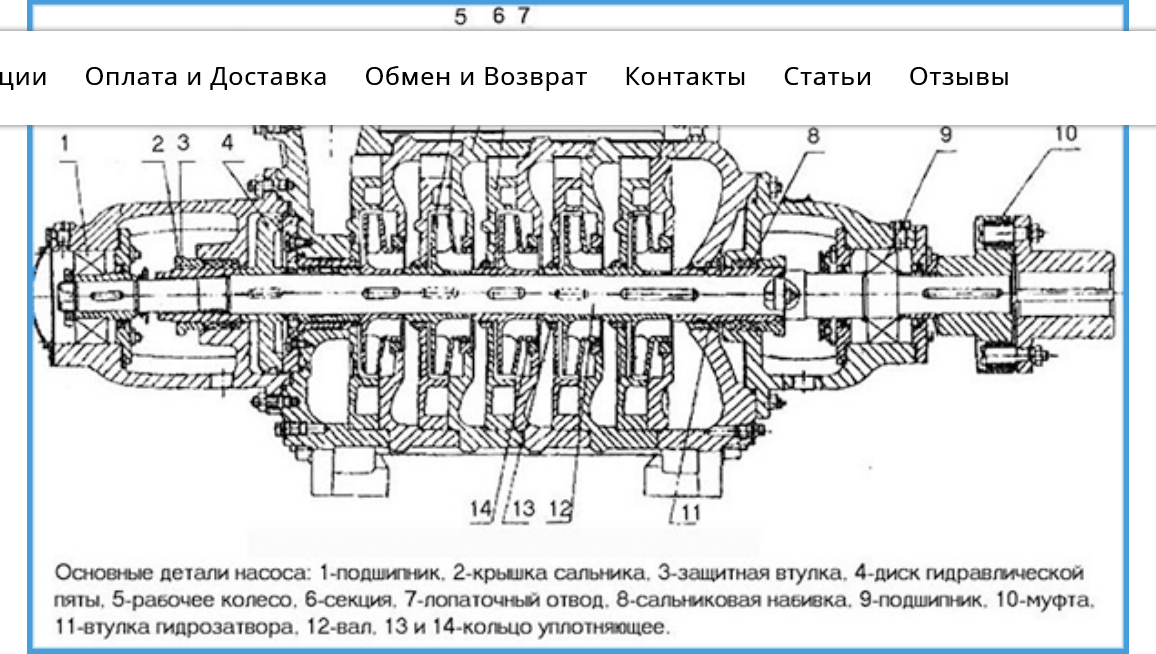
Для справки- Материал насоса ЦНСГ Корпус насосам ЦНСГ и крышка корпуса, рабочее колесо выполнены из чугуна СЧ 20. Вал насоса - стальной (сталь 35Л). Предназначение насоса ЦНСГ Насос ЦНСГ предназначен для перекачивания воды чистой или жидкости, по своим характеристикам близкой к воде (кроме морской воды), с содержанием твердых примесей до 0,2% по массе, размером частиц не более 0,2 мм, с показателем рН 7-8,5, температурой до +105°С. Это многосекционные центробежные насосы высокого давления.Мне они знакомы как питательные насосы котлов ДКВР 10-13.Применение в качестве пожарных?..давление будет выше нормы,а вот нужного объема не дадут. Сложны в разборке и сборке-если нет опыта,то лучше не браться за капитальный ремонт. Сварка т ПАНЧ 11 или NiFe полуавтоматом,также электродами МНЧ2,ОЗЖН-Спецэлектрод

-
Очень вряд ли? ...он там никогда не будет. Языком что ли лизнуть ? Не все. СЧ20 может использоваться,если корпус и рабочее колесо обрезинены.
-
Откуда такая дичь в русском языке? ...смежные компетенции? Смежные компетенции -это признак деградации. Смежные специальности-так было правильно и будет правильно в дальнейшем,как бы не старались тащить новояз в русский язык.
-
Трубка Рено Логан. Что-то в этом сезоне не часто попадаются. В общем-то,дело не в сварке,а в скобе. Фитинг вырезается. Скоба растачивается под отверстие ф18,3мм и делается проточка для юбки фитинга 24,3мм,глубина 4мм.
-
Восемь точек. Потребовалось 3минуты без какой-либо спешки...на снимках.
-
Трубки АД0-лучший вариант,АМц.Фитинги в зависимости от того, какое соединение -пайка или сварка и технологии производства. Допустим,приварные горловины радиаторов охлаждения сплав 6061,так как достаточно много мех.обработки,где необходим определенный класс чистоты/шероховатости поверхности. Как гнуть? Трубки Бендера, трубогибы и т.д. Они достаточно разнообразны по видам уплотнения,изготовлению,типоразмерам.. А далее,читайте- Шланги и соединения автомобильных кондиционеров соответствуют следующим стандартам: - Ассоциации Автомобильных Инженеров (SAE) Стандарт J2064 (шланги для Автомобильных Кондиционеров, работающих на хладагенте R134) - Интернациональной Ассоциации автомобильных Кондиционеров (IMACA) Стандарт 320 (Фитинги и шланги для систем работающих на хладагенте R134а)
-
Пропановая горелка/кровельная/ вещь серьезная:оглянуться не успеете,как алюминий потечет.
-
Минут 10-15 работы в конце дня.
-
Что там за надписи? Снимок сделайте с экрана.
-
Это уже интереснее. Комбинированный китайский трехсекционный радиатор. Все секции брускового типа и один из них работает как радиатор охлаждения двигателя. Не знаю,зачем это сделано,но чтобы заглушить трубку,надо вырезать секцию,срезать бачки и заглушить трубку,а далее все в обратном порядке-это еще та работа. Но на тосоле и радиатор брускового типа -это перебор.
-
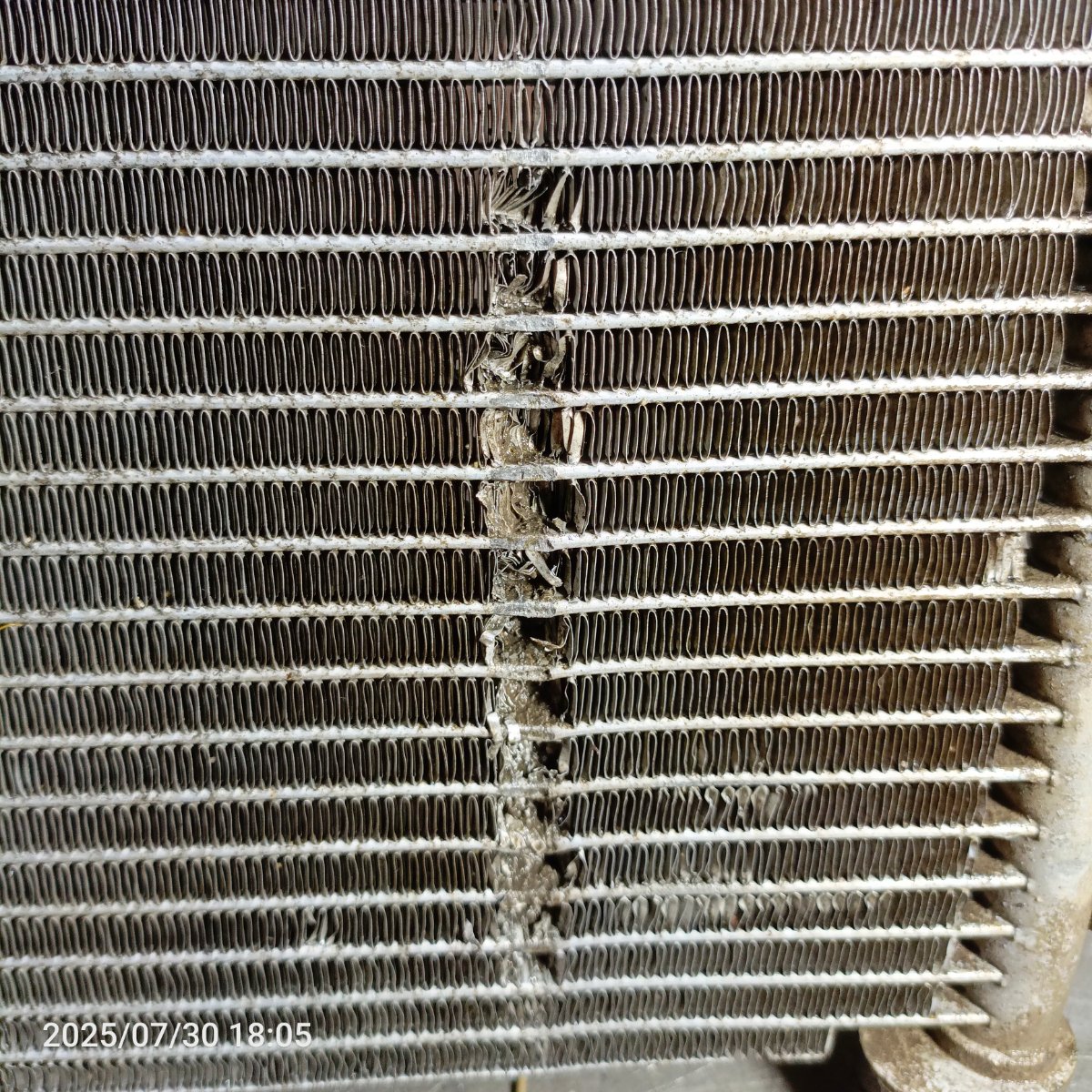
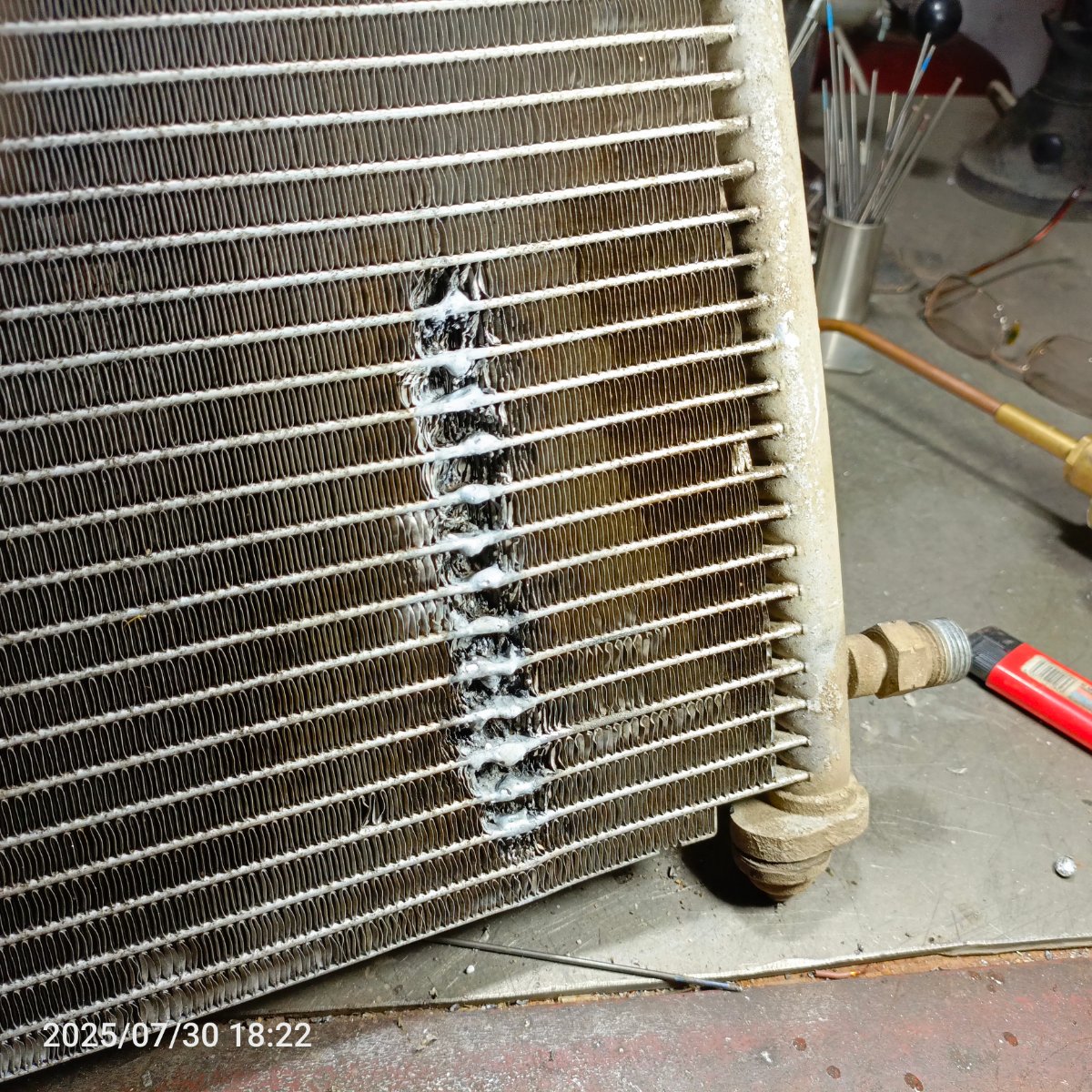
Радиатор Тойота..какая-то,впрочем приличный джип,но старый. Радиатору 24 года исполнилось.Достать новый трудно или уже невозможно. Была пара течей по трубкам у бачков. Пайка...и еще несколько трубок по бокам потекли:нагрев,тепловое расширение и надорванные или сильно корродированные,но еще целые трубки, начинают течь...
-
Виброплита. Износ подошвы и попытка сварки проволокой св.08г2с. Как это будет работать?,посмотрим,все-таки вибрация.Вставка ст.3 4мм. А так,это надо делать обтяжкой целым листом 4мм с разбивкой квадратами 150/150 на анкерах по точкам.
-
Латунь латуни рознь. Процентное содержание цинка будет сказываться на сварочном процессе-чем больше его в латуни,тем хуже.Окись цинка будет загрязнять св.ванну. Чтобы поджиг происходил хорошо,надо перед началом удалять щеткой-крацовкой окисную пленку.В дрель и зачистил. Закончил стежок,опять зачистил...и т.д.
-
Зубами.
-
Такое встречается часто,в основном в продукции автоваза...и логан туда же. Трубка не впаяна в фитинг,а развальцована в прижимной пластине в двух сторон,то есть она проходит пластину насквозь. При опрессовке обнаруживается коррозия/надлом в внешней стороны,а после сварки течь открывается с внутренней. Как правило,надо менять фитинг целиком,но не ошибитесь с радиальным и торцевым уплотнением О-ринг.
-
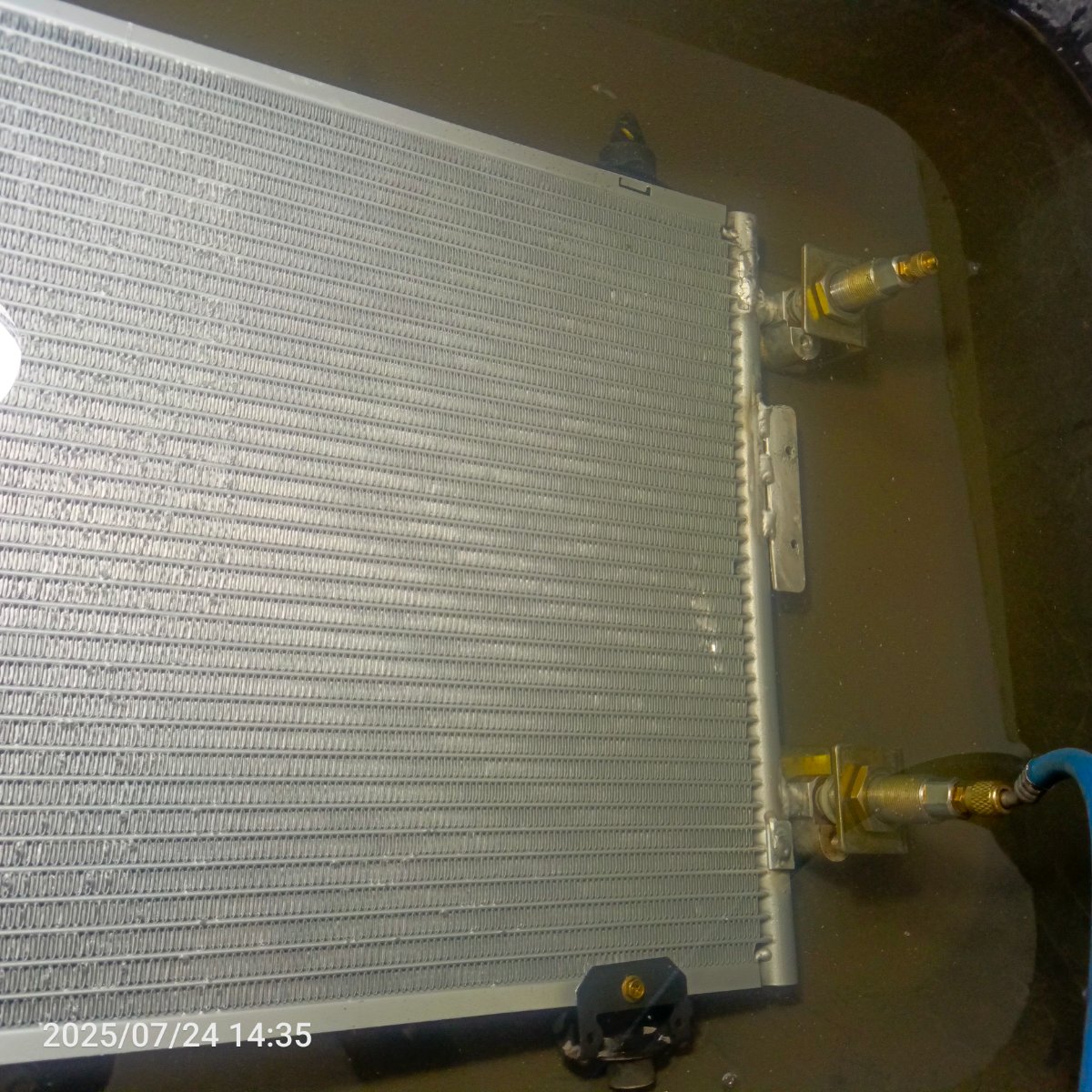
Замена фитинга.
-
Сейчас разговор не о рабочих отношениях.Работая на предприятии,вы непосредственно не контактируете с заказчиком,как и на любом сервисе(не имею в виду вашу предыдущую работу).Брак в вашей работе ложиться на репутацию предприятия/сервиса,а вы остаетесь в тени.Когда же будете работать сами,то за все будете отвечать вы и только вы,а это будут другие ощущения. И еще.Чтобы лучше понимать сварку чугуна,возьмите сковородку с тол.дна 4мм,сделайте разрез и сваривайте,добиваясь герметичности шва.
-
Лет через восемь вы будете с улыбкой читать то, что сейчас написали.Оборудование и помещение -это дело десятое.Главное-опыт. Допустим,на производстве вы можете запороть несколько однотипных деталей,отрабатывая навык,а вот в собственном деле это исключено.От рекламы и хорошей репутации до антирекламы и "антирепутации" один шаг.
-
Руками с помощью клавиатуры .
-
Так их и называли. 0,3-0,4ати вполне достаточно для работы на токах как на 30а,так и на 230а в коротких периодах-будь то ал.трубка ф6мм и головка/коробка.Если ток будет меньше/больше при длительной работе,то следует корректировать расход.У меня есть редуктор с точность 0,05ати. А ротаметр,тем более магазинный -это для увлеченных начинающих людей. Если говорить о ротаметрах,то это РМ-02-1,6 и т.д.
-
Киповский? Да.Редуктор давления РДФ-3-1
-
Редуктор..что за зверь.