Точмаш 23
-
Постов
5 559 -
Зарегистрирован
-
Посещение
-
Победитель дней
432
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Возьмите МНЖКТ 5-1-0,2-0,2
-
И не столкнетесь,если метрологи работают нормально,хотя вряд ли они есть у вас в штате. А так,сторонние конторы гребут за свои услуги не хуже накса,но что сделать-такова действительность. ---- наши клиенты тоже проверяют механику, но как правило, наплавленного металла --- Любого нормального технолога по сварке должен интересовать именно этот параметр.
-
------ Подскажите, каким образом/на что может влиять превышение (двухкратное) данной характеристики при подаче проволоки и непосредственно сварке. ------ Как тебе этот вопрос?
-
Не понятная? Где метрологи с образцовыми динамометрами? ...есть ли они там вообще?..или уже в небытие ушли?
-
Не отличишь диаметр 0,8 -1,5 от 3мм? Штангенцируль отсутствует в лаборатории? Испытания производится на __тарированных _разрывных машинах. Благо,что еще в наличии есть импортные анализаторы металлов,а так бы вообще кранты пришли...
-
ГОСТ 19281—2014 Т а б л и ц а 9 — Механические свойства при испытании на растяжение сортового и фасонного проката Это гост на сортовой и фасованный прокат. В таком виде он поступает к тебе на завод/фабрику...нужное вставить.Разумеется,что в нагарованном состоянии прочность его увеличится и будет действовать другой гост. Гост на холоднотянутую сварочную проволоку ,в данном случае легированную 08Г2С -ГОСТ 19281—2014,таблица 7,в которой указано временное сопротивление разрыву диаметров 0,8-1,5 -- 90-135кгс/мм2.Далее, был приведен анализ ст.-выше пост. Согласно анализу,эта проволока не подлежит термическому упрочнению(предположим,что на испытание попал какой-то другой материал),прочность можно повысить только нагартовкой,то есть ф1,2 максимум(навскидку ) до 120кг/мм.Другого невозможно в принципе для стали указанного хим.состава Здесь уже утверждается,что проволока сечением 1мм2 может выдержать нагрузку более 260кг,даже, согласно данным лаборатории, проволока выдержала 300кг.Мол,лаборатория так определила.В связи с этим,мне вспоминается,что на заборах тоже много чего пишут,как ты думаешь? Исходя из сказанного,приходишь к выводу:зачем покупать строп грузоподъемностью 0,5 т.,взял пару ниток проволоки св.08Г2С и подвесил чугунный блок весом в килограммов 400-500 безбоязненно,а?..проблем-то не будет?.. или будут?
-
Класс прочности 265. Предел текучести 265Н/мм2(26,5кг/мм2);временное сопротивление разрыву 430Н/мм2(43кг/мм2) -------- Согласно п.3.24 ГОСТ 2246-70 временное сопротивление разрыву проволоки ф1,2 Св-08Г2С-О должно соответствовать 90-135кгс/мм2, по факту - 265 кгс/мм2 Проволока ф1,2мм.Площадь 1,13мм2. Отсюда следует,что эта проволока должна выдержать вес 265кг. Так? А теперь попробуйте подвесить 6 мешков цемента на проволоку такого диаметра. Вы хотя бы понимайте то,о чем вы пишите?
-
ГОСТ 19281—2014 Т а б л и ц а 9 — Механические свойства при испытании на растяжение сортового и фасонного проката Разумеется,что прочность в нагартованном состоянии будет увеличена.
-
Кто установил этот факт? Кто и как проводил испытания? Вы все напутали. Временное сопротивление разрыву 49-63кг/мм2
-
С сайтом сейчас все в порядке.
-
Это еще большой вопрос,сколько времени проживет твое Эво.
-
К Гроверсу это не относиться.Техсвар гарантия Гроверсу,если что-то пойдет не так,как нынче принято говорить.Разберет и соберет его с нуля. А по теме аппаратов скажу следующее,хотя это и не относиться к твоему посту.Я достаточно скептически отношусь к программам и наворотам современных аппаратов. Аппарат -это всего-лишь инструмент,который должен быть неприхотлив и надежен в работе.Важны два критерия-надежность и ПВ,все остальное в принципе от лукового.Впрочем,можно добавить сюда изменяемую форму волны и регулировку чистоты.Видишь эту железяку -304 сталь,ширина 60мм.Четвертый слой наплавки В3К.Включается ВД306 с горелкой воздушного охлаждения в 9 и выключается в 17 часов без перерыва . Вот она - надежность,простота и отличная дуга ...все просто и ничего никогда не ломается. Главное,результат в работе,а не какой у тебя аппарат.

-
Компромисс.Надо определиться,а именно:для чего покупается оборудование? Для того,чтобы было,то есть для удовольствия?..или для того чтобы работало,окупило себя и приносило прибыль? Если первое,то можно купить что-то дорогое,если деньги позволяют,а если второе,то надо учитывать затраты к отдаче.Очевидно,что человек начинает свое дело-это гараж,значит ремонт различного автомобильного "железа",и на данном этапе для него важно купить не слишком дорогой и надежный аппарат,который позволит выполнять весь,подчеркну весь гаражный объем работ без излишних затрат.Если дело пойдет,а развивать его надо не один год,то в дальнейшем он сам определиться,что ему нужно. В настоящее время лучший вариант - Grovers WSME200W AC/DC Pulse
-
Гроверс,однозначно.
-
Респиратор с угольным фильтром под маску.
-
Присадка,а не "присадок".
-
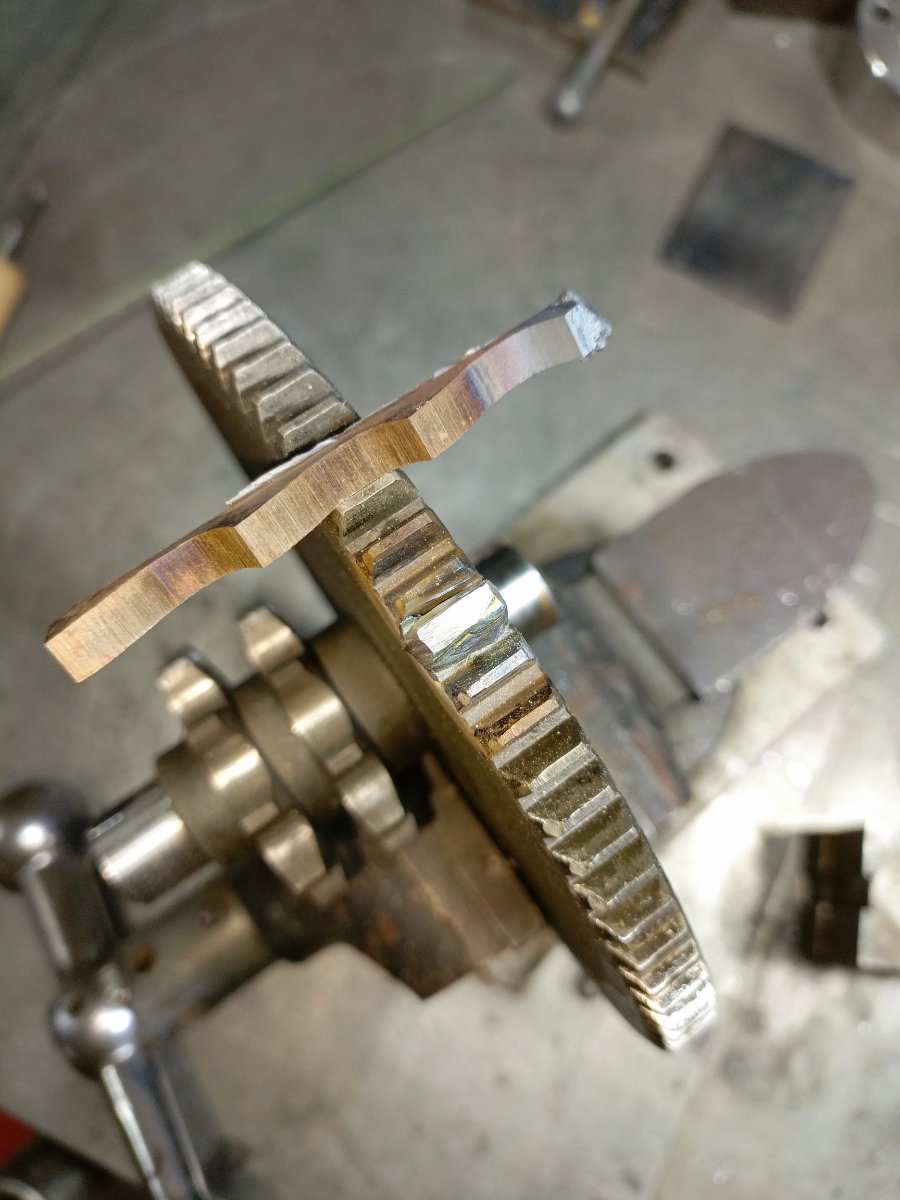
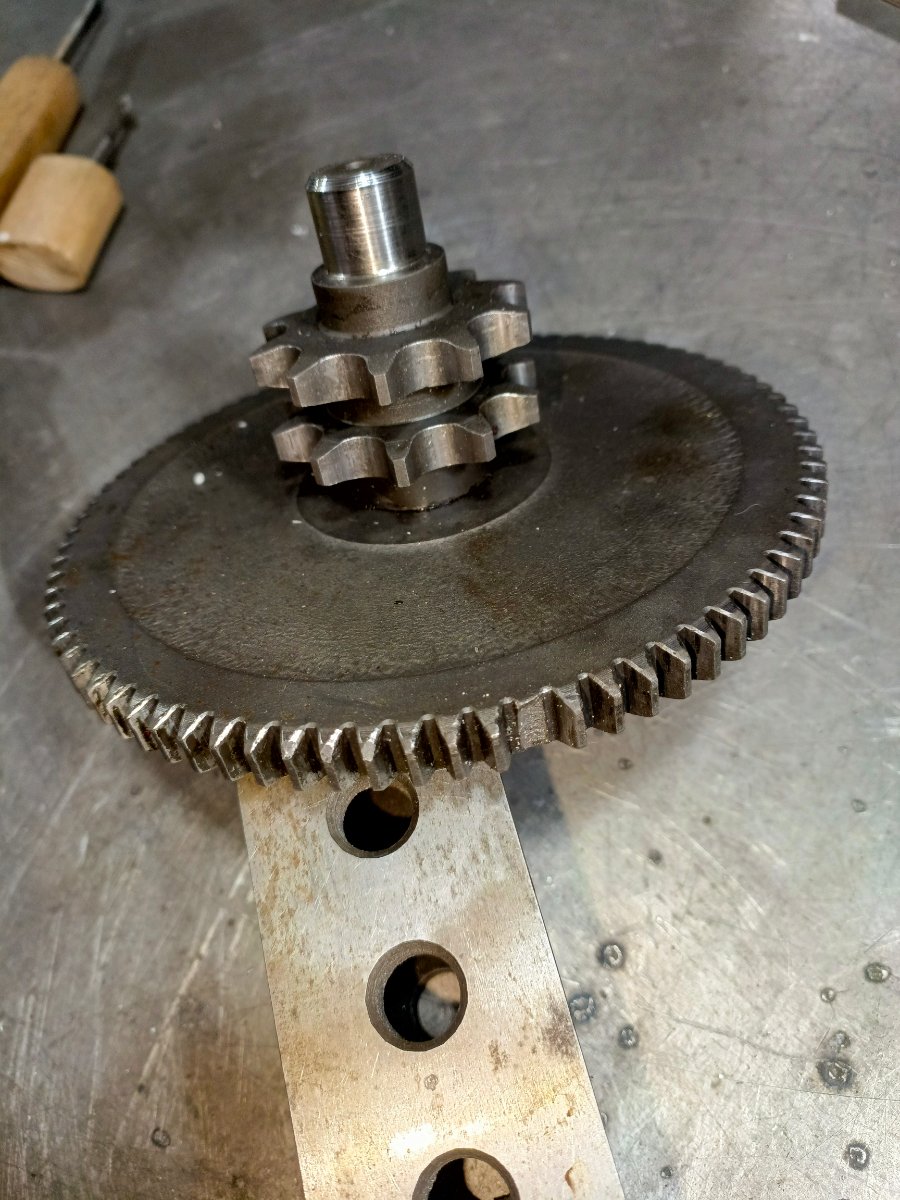
 Хотя это и мотоблок советских времен,но близко к теме. Шестерня. Подслой 316,наплавка Р6М5 и слой В3К. В3К несколько мягче основного металла для приработки поверхности зуба шестерни..,может быть,поживет какое-то время. Припиливаем по шаблону.
Хотя это и мотоблок советских времен,но близко к теме. Шестерня. Подслой 316,наплавка Р6М5 и слой В3К. В3К несколько мягче основного металла для приработки поверхности зуба шестерни..,может быть,поживет какое-то время. Припиливаем по шаблону.
-
Коробка Солярис. Износ направляющей выжимного подшипника.Чтобы согнать машину с подъемника,пришлось на выработку наложить медную накладку и припаять кастолином 192. Дичь еще та,но выбора нет-поработает или сразу накроется...это всем понятно.Когда с этим сталкиваешься,следует временное возможное решение,а потом приходит понимание,как это надо делать. Можно наплавить слой,но сложно-мешает корпус подшипника,но лучше выточить втулку направляющую /центрирующую на шлицевую часть вала с занижением на 2мм на сторону от номинала по внешнему диаметру.Из ст45 изготовить кольцевую фрезу/корончатое сверло с внутренним диаметром втулки(с соответствующими допусками.Нарезать зубья,закалить режущую часть,нагрев горелкой в воду.Прогнать диаметр-материал мягкий,делается это без каких-либо проблем.Выточить втулку из стали и посадить ее на место,можно нагревом,можно с соответстующими допусками.Поверхность втулки обработать. Внутреннее кольцо выжимного -пластик. В случае чего можно развернуть соответстующей разверткой... и будет она жить долго и счастливо,а не искать по разборкам и магазинам корпус корпус коробки .
-
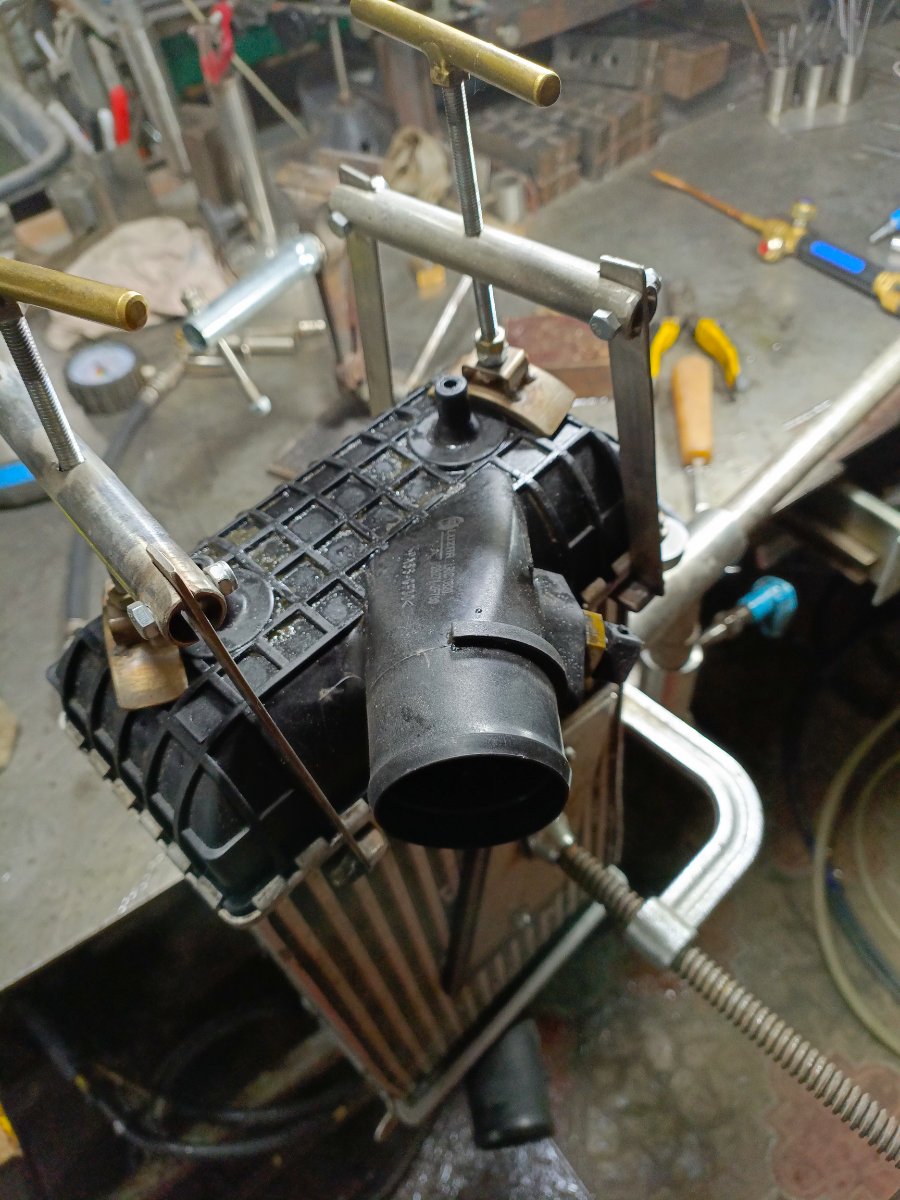
Хендай санта фе.Оторваны боковые трубки со стороны патрубков с двух сторон.Интеркулер оригинальный корейский.Причина отыва трубок-боковые усилители не соединены с бачками. Такое бывает: прокладка на одном бачке растянута и повторной установке не подлежит,поэтому замена бачка.
-
...и пиз...за флуд.
-
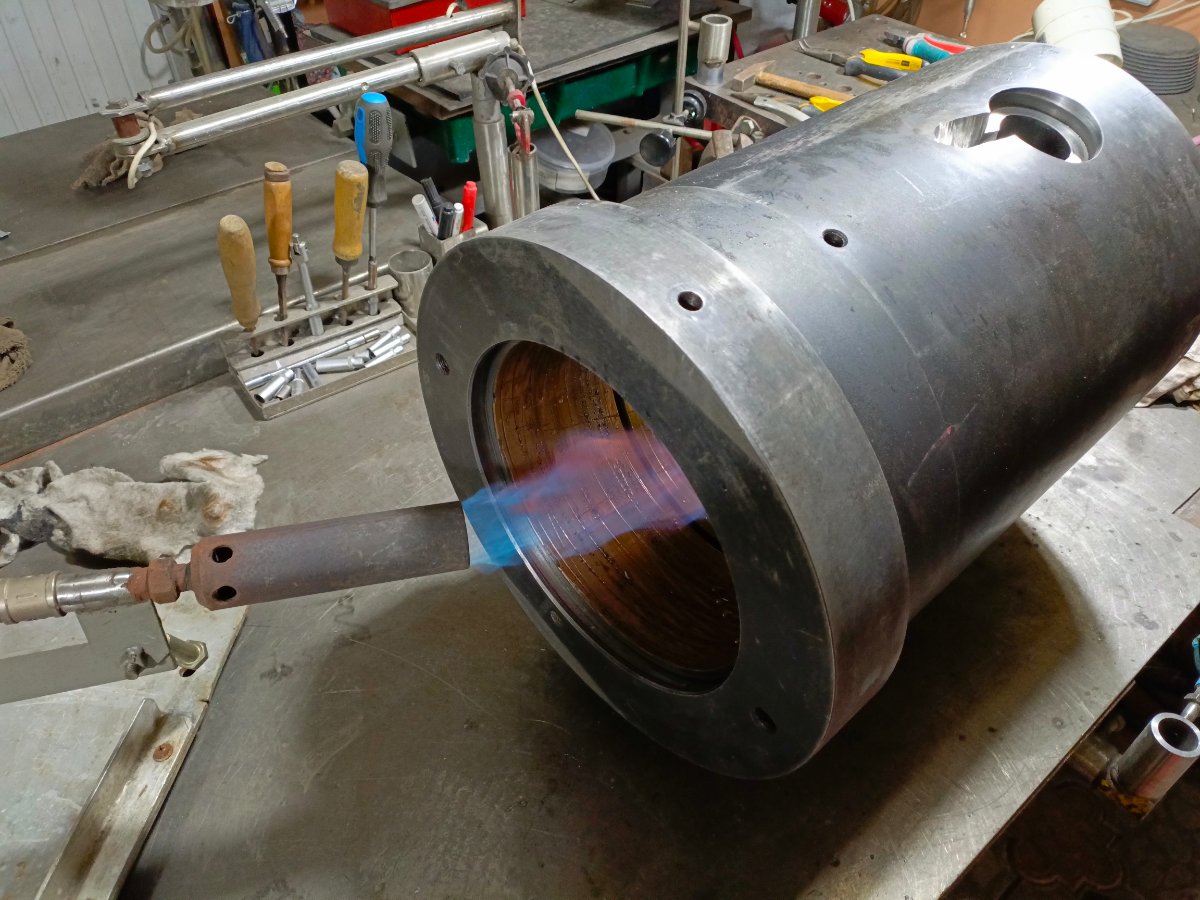
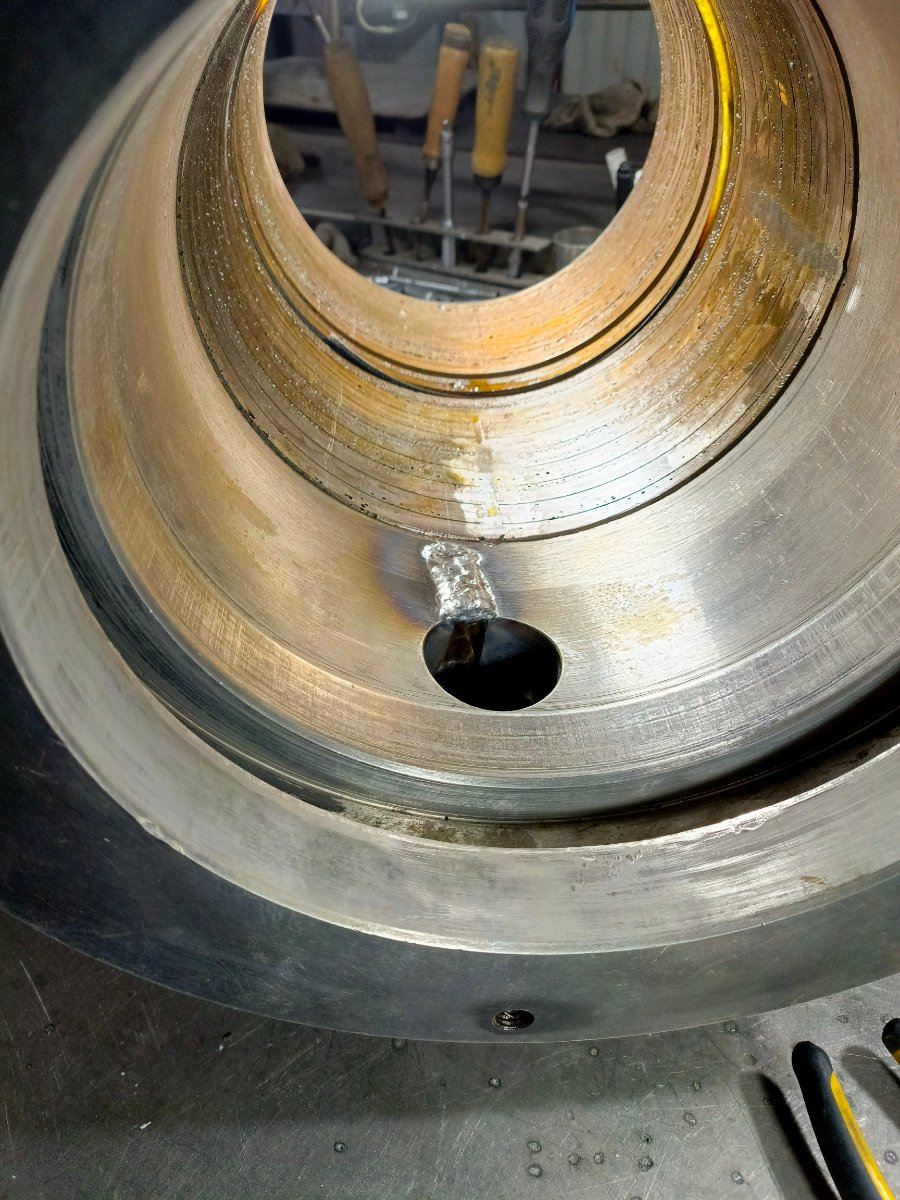
Это многопроходная сварка с выходом на внутреннюю поверхность цилиндра и впускного отверстия. Трудно манипулировать электродом и трудно полностью удалить шлак после каждого прохода...и брызги металла.
-
Ладно,будни,так будни. Цилиндр кирпичного пресса -трещина. Железяка весом килограммов 250. Один человек сначала взялся за эту работу,сделал разделку,а потом отказался,так как предполагалось выполнить сварку эл. УОНИ и,очевидно,понял,что не стоит этого делать.Молодец. Толщина стенки 60мм. ЭСАБ 12.64 Подогрев 90-100С ст20-20Г
-
Можешь,когда захочешь.