Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
 Сорвана резьба.Одно не понятно,зачем пробке 10 класс прочности.
Сорвана резьба.Одно не понятно,зачем пробке 10 класс прочности.
-
Краску удалял или был нужен наклеп?
-
Электрообезжиривание лучше происходит тогда,когда деталь -анод. Нормально сделанная пружина -это закалка и отпуск и все...,максимум -покрасить.
-
Что касается смазки.Гост предусматривает установку болтов 8-10 класса прочности( ГОСТ Р 52628). Инструмент будет определять момент затяжки болта,изготовленного из ст. с требуемыми мех.свойствами.Какая-то коррозия,повреждение ниток резьбы,их загрязнение могут исказить показание динамометрического ключа и,следовательно,пятно контакта сферического фланца болта и сферы диска будут меньше необходимой величины.Смазка может исключить этот момент,в том случае,когда затяжка производится ключом,а не гайковертом с большим крутящим моментом. Теперь о гайковертах,которые используют в шиномонтаже.Представь,хорошо смазанный болт в купе с гайковертом с большим крутящим моментом.Что произойдет?Тем более,если пятно контакта сфер будет небольшим,а резерв мощности гайковерта значительным? Мало того,что произойдет удар,так еще будет душить этот болт до конца,дожимая его,стремясь открутить ему башку.Следующее.На болты наносятся либо цинковое покрытие,либо кадмиевое.Цинк может быть нанесен либо электрохимическим методом осаждения,либо горячим цинкованием.Для болтов 10 -12 класса горячее цинкование исключено,так как возможно появление микротрещин.Остается электрохимический метод,который предусматривает такую технологическую операцию,как обезводороживание.Чтобы избежать водородной хрупкости,надо удалить водород из металла,то есть -нагрев и выдержка при определенной температуре.Мало того что впадина резьбы сама по себе является концентратором напряжения,так еще и водород,диффундирующий во время осаждения,очень быстро сделают свое дело. А теперь возникает вопрос:из какого металла в том же Китае,а теперь Китай это наше все, изготавливаются болты?Все ли в порядке с термообработкой,гальваникой? Наверное,далеко не все в порядке. Разумеется,что цинковое/кадмиевое покрытие дает низкий коэффициент трения,то есть может работать как своеобразная смазка.
-
Не совсем верное сравнение. Речь идет о пиковых нагрузках,притом большей частью динамических,а не статических.
-
А дальше что? Это понятно,что динамометрический ключ-это одно,а головка с ломом в качестве рычага совсем другое.
-
https://www.yapfiles.ru/show/3487786/4d907a39f78782749dbf1ab893579f4a.mp4.html Ну,и кто что скажет?
-
Трос замка двери Форд.Внутренняя ручка. Обрыв. Оригинальный не достать,а китайский через несколько недель за 2,5тыс.Выход.В данном случае сварка 308,но можно поставить металлическую муфту -железную/медную трубку подходящего диаметра,обжать.
- 21 ответ
-
- 3
-

-

-
Сварка титана мало чем отличается от сварки нержавеющей стали,только весь вопрос в сварочном материале и хорошей газовой защите.Найдите человека,кто занимается сваркой коллекторов из нержавеющей стали-у него должны быть все необходимые приспособления и навык .Это будет лучший вариант для вас.
-
Посмотрите сертификат,если,конечно,это что-то изменит,так как сейчас на рынке много несоответствия заявленному.Сварка возможна. Расшифровка ВТ1-0 означает, что данная марка была разработана Всероссийским Научно-Исследовательским Институтом Авиационных Материалов ВИАМ (буква «В» в маркировке). Буква «Т» означает собственно сам металл. Затем следуют цифры 1-0 которые обозначают порядковый номер сплава. Следует отметить, что данная маркировка является чисто Российской и не применяется за рубежом. То есть, закупая металл или изделия из него у зарубежных поставщиков необходимо найти соответствующие иностранные аналоги. Список аналогов указан ниже по тексту. Это российская маркировка,а ТА1 это уже Китай.Можно считать аналогом ВТ1-0
-
https://elar.urfu.ru/bitstream/10995/28698/1/978-5-7996-1096-8_2014.pdf?ysclid=mh4f8wmyqr738760504
-
Вопрос примерно такого же рода,как:можно ли соединить сваркой АД0 и АМц и есть ли особенности.
-
Нет,здесь как раз речь идет о возможностях аппарата. Это действительно сложно. Все,давай на этом закончим.
-
Я не о том.Достанешь трещину на дне тонким швом миллиметровым электродом? Повторю еще раз-диаметр 18-20мм.
-
Вот,посмотри на эту гофру. Диаметр 20мм,304, стенка 0,4 -0,5мм. Трещина в нижней части кольца по всему диаметру. И как Чебора? Сделаешь? ...несколько десяток миллиметра в ту или иную сторону -прожег..Вариантов ремонта в этом случае существует достаточно,речь по возможностях Чеборы.
-
Читал я это,читал. Я сейчас с тобой разговариваю,а не с человеком. А парню надо было просто сказать,что,может быть,по каким-то ненужным ему параметрам Чбора будет превосходить Гроверс,но в случае форс-мажора стоимость ремонта Чеборы будет на порядок выше,чем Гроверса-это надо уяснить твердо. ___что все навороты Чеборы я никогда на алюминии не использую. Бери поддон Ауди и используй все навороты.Расскажи об этих наворотах.Что это тебе даст? Задача -восстановить герметичность посудины с наворотами Чеборы.
-
Я ничего против этого аппарата не имею,только стараюсь понять: в чем принципиальная разница между Чеборой и Гровирсом в сварке ГБЦ,поддона,блока и т.д.-всего спектра ремонтных работ. Меня интересует практическая сторона дела.Понимаешь, результат сварки. Аппарат -это прежде всего инструмент в работе,как кувалда,у которой ручка не должна слетать.
- 73 ответа
-
- 1
-
-
- сварочное оборудование
- алюминий
- (и ещё 2 )
-
Что ж так Чебору нахваливаешь?
-
Объясни ка мне:что может сделать твоя Чебора такого,что не могжет сделать китаец? Не пришибленный китаец,а нормальный китаец. Добавлю. Если возьму Гроверс,то что ты можешь сделать такого Чеборой,что не может сделать Гроверс?..имею в виду тиг? Примеры? Бога ради,кроме банок пивных..
- 73 ответа
-
- 1
-
-
- сварочное оборудование
- алюминий
- (и ещё 2 )
-
К сожалению,ссылки на те или иные материалы,размещенные в этой теме,не открываются,так как правообладатели/посредники на сайтах,куда ведут ссылки, сделали статьи,книги платными,а к некоторым материалам нет доступа вообще.Многое изменилось с тех пор,когда была создана тема -Справочная информация. Попробуйте найти статьи в интернете сами.Авторы статей указаны.
-
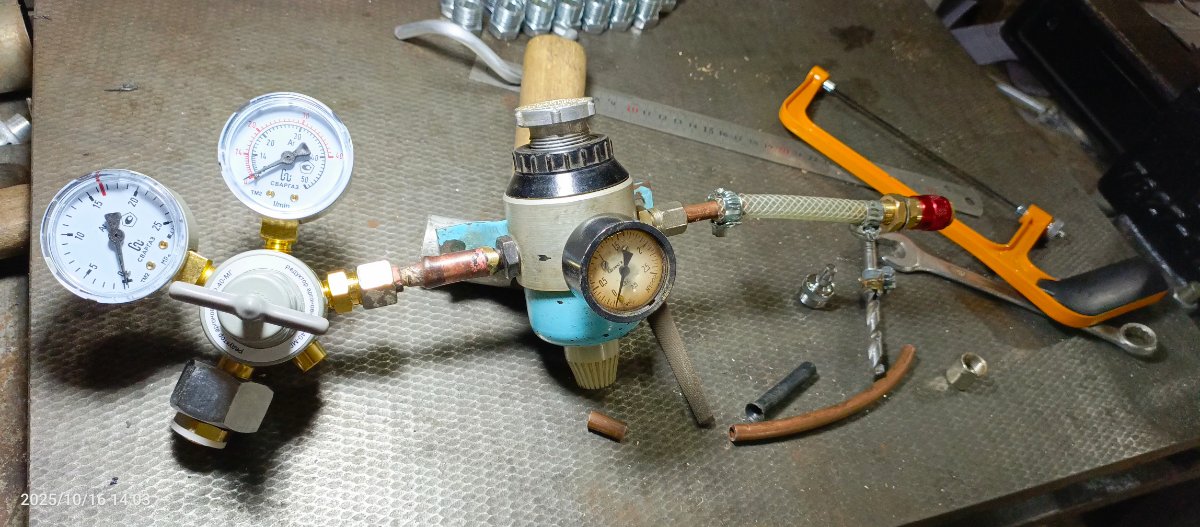
Простая связка: дешевый редуктор и РДФ-3-1...пригодится иногда.Такая компоновка гарантирует стабильную работу редуктора без всяких "пшиков" и необходимости подключать ротаметр.Давление на выходе 0,3-0,5 в зависимости от необходимости.Все просто и надежно-проверено годами. На одном из постов в связке стоит ротаметр РМ для очистки совести,но не пользуюсь никогда-нет необходимости.
-
Напряжения распределяются иначе.Впрочем и с коллекторами не все просто,как в этом случае. Чугун коллекторов SiMoNi1.Плохо отрегулированная топливная аппаратура приводит к сильному нагреву коллектора.Воспламенение смеси происходит уже при приоткрытом выпускном клапане,и струя раскаленного газа ударяет в стенку коллектора,образуя обширный участок перегретого чугуна. В таких местах даже при подогреве 300-350С могут возникать трещины.Керосиновая проба обязательна в этих случаях.