Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Если по закону,то после решения суда.Думаю,что договора нет,как такового. Этот человек может сослаться на какую-то ситуацию не позволившую вовремя выполнить заказ или вернуть деньги,а потом подать встречный иск о защите чести , достоинства и деловой репутации.
- 61 ответ
-
- 1
-

-
Промышленный - это в любом случае 380в, а этот- ниша гаражного оборудования, но никак не промышленного.
-
Это как раз-таки проволока 1мм, и работает он нормально с ней.
-
По-моему так,достался аппарат по случаю. На мой взгляд,оптимальный вариант цена/качество для гаражей.
-
Сварог реал миг 200.Период настройки и далее под краской-подставка для монтажной пилы. Наверное,оптимальный вариант для гаража.

-
Кто бы спорил...
-
Раньше такое не попадалось - коробок от чего-то выпущенного ЗАЗ. Думал,что там магний заканчивается на поддонах ушастых,а нет...
-
Интеркулер.
-
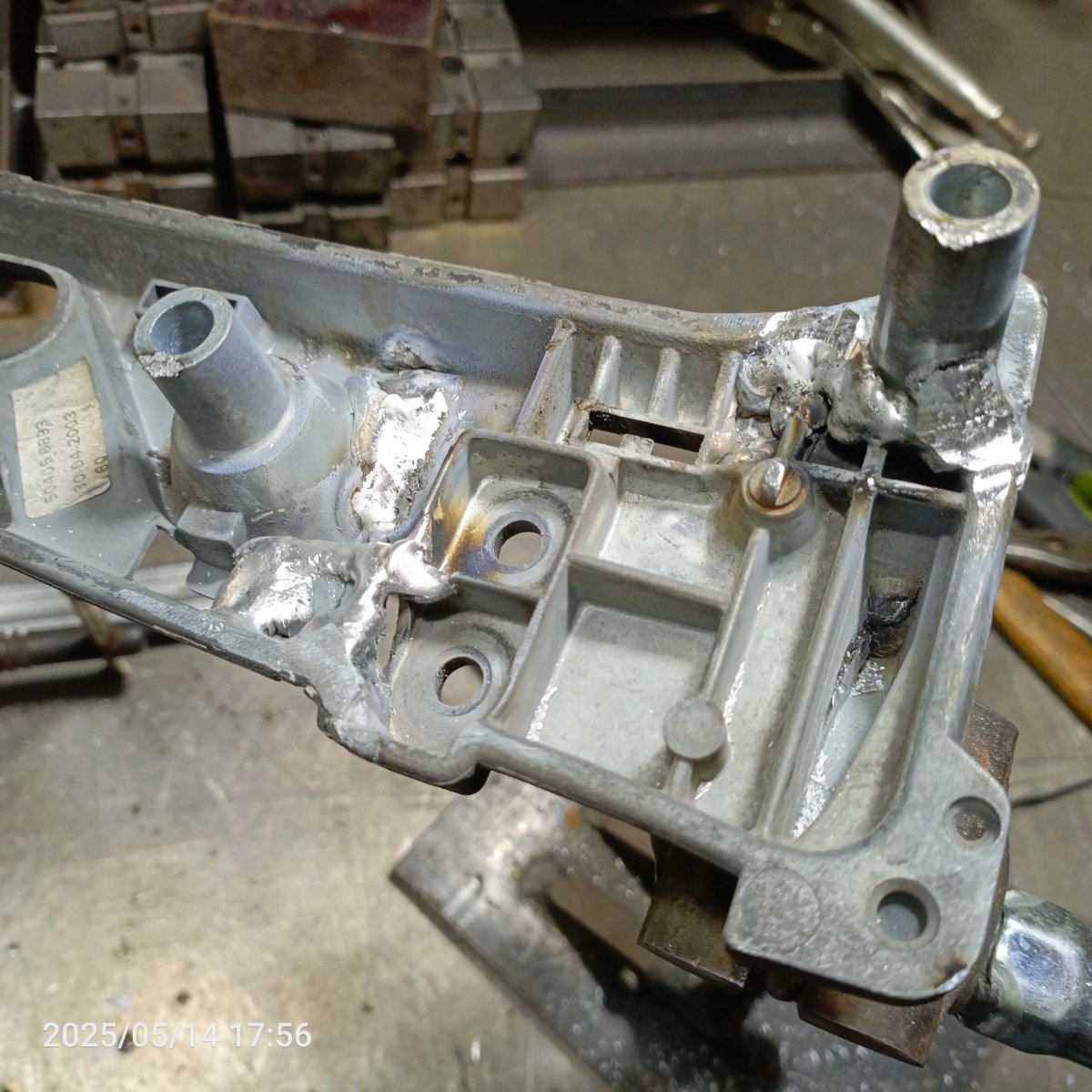
Интеркулер Ман. Понятно стремление производителя удешевить производство радиаторов,то есть исключить сварку бачков,а сделать перфорацию доньи и через прокладку закрепить их,как это делается с пластиковыми бачками. А что касается ремонта,то возникают довольно непредвиденные проблемы:трещина в донье по канавке прокладки. Приходится снимать бачок,устранять дефект,а потом приваривать.
-
 Какая в этом необходимость? У вас должен быть контрольный мастер в обязанность которого входит приемка деталей после соответствующих технологических операций-токарная,фрезерная,сварочная и далее по списку.В наряде должна быть подпись к.м. ОТКа о приемке-без этого наряд не закроют. Как только деталь сдана контр.мастеру,то ответственность с работника снимается-так должно быть:изделие либо соответствует тех.документации,либо не соответствует,то бишь бракуется. В вашем посыле просматривается стремление переложить всю материальную ответственность на работника/работников,а мы,то бишь тех.персонал в стороне постоим,пусть те расплачиваются рублем.Такая ситуация повсеместная: дадим вам самое дешевое оборудование и материалы,соответствующую оплату вашего труда,а взамен потребуем высокое качество работ. Вы отделите сначала мух от котлет.
Какая в этом необходимость? У вас должен быть контрольный мастер в обязанность которого входит приемка деталей после соответствующих технологических операций-токарная,фрезерная,сварочная и далее по списку.В наряде должна быть подпись к.м. ОТКа о приемке-без этого наряд не закроют. Как только деталь сдана контр.мастеру,то ответственность с работника снимается-так должно быть:изделие либо соответствует тех.документации,либо не соответствует,то бишь бракуется. В вашем посыле просматривается стремление переложить всю материальную ответственность на работника/работников,а мы,то бишь тех.персонал в стороне постоим,пусть те расплачиваются рублем.Такая ситуация повсеместная: дадим вам самое дешевое оборудование и материалы,соответствующую оплату вашего труда,а взамен потребуем высокое качество работ. Вы отделите сначала мух от котлет. -
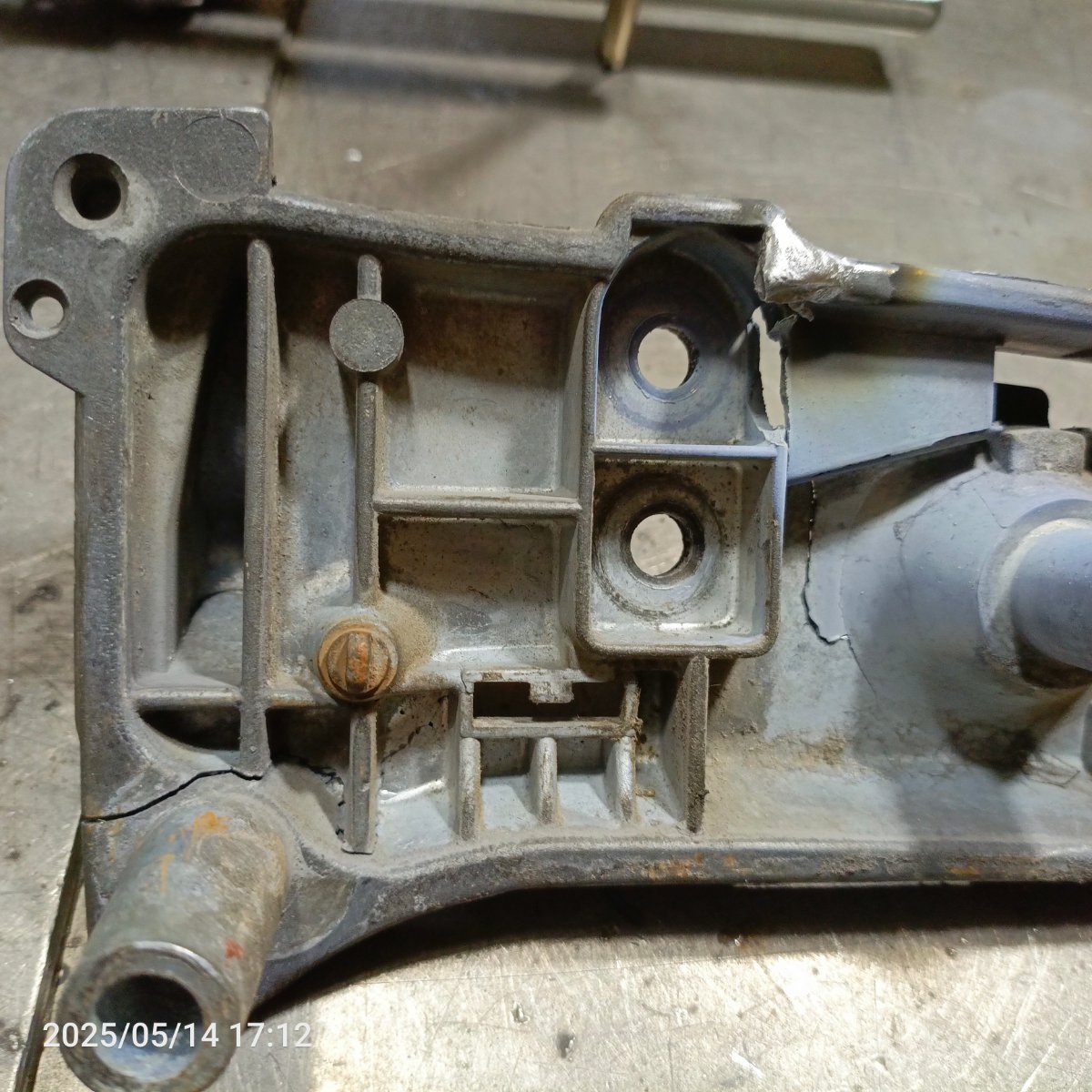
О сварщиках деталей рулевого управления..Это происходит не от хорошей жизни,а от отсутствия оригинальных запасных частей-их просто негде достать-это первое. Второе,в данном случае речь идет о хорошо сваривающихся сталях (сварка без ограничений) ст.20Г. Это не подножки и не какие-то просчеты в конструкциях мелкосерийный машин. Такой сварной стык,сваренный без дефектов и с проваром корня шва,выдержит испытание и на растяжение, и на изгиб, и на ударный изгиб. В технике существует достаточно много сварных конструкций "ответственейшего" назначения,начиная с АС,корпусов подводных и надводных судов,магистральных трубопроводов и т.д. По сварке ст.20Г вопросов нет-это отработанный процесс. Существует запрет,такое табу на сварку деталей рулевого управления -абсолютно обоснованный запрет.Хотя прочность стыка будет подтверждена всем комплексом испытаний,но всегда остается сомнение -а вдруг-что-то пойдет не так,а по русски -просто "сцыкотно". А когда "сцыкотно",то делать не надо -это такая искра Божья,данная человеку,чтобы он себе лоб не расшиб от излишней самоуверенности.
-
Рулевая продольная тяга автобуса.Ст.20Г(лабораторный анализ).Можно так делать или нельзя?..вот в чем вопрос)...почти гамлетовская тема. Этой машины уже нет-разбили по пьянке. Сварка эсаб 12,64. С этим стыком ничего не случиться,даже при максимальных нагрузках,но...все-таки делать это не надо.
-
Мелочь всякая..
-
Что это?
-
https://www.yaplakal.com/findpost/142287714/forum2/topic2934864.html
-
Треугольная форма волны.Дуга зажигается на присадке и дальше...
-
На треугольнике через присадку 5356.
-
https://www.yaplakal.com/findpost/142057282/forum2/topic2930189.html
-
На АС пробуйте-результат лучше.
-
Замените виде на что-то читаемое в России без VPN,если нет,то снимки конструкции.
-
Говорено уже много раз,но придется повторить:температура кипения цинка 900С,то есть,цинк начинает интенсивно испарятся,когда присадка попадает в столб дуги.Эта сварка требует навыков-минимально возможный угол наклона прутка к плоскости.Присадка подается быстро в переднюю часть св.ванны.Горелку в этот момент можно отвести чуть назад. На снимке -сварка на АС и ДС.
-
Голова не отвалиться?
-
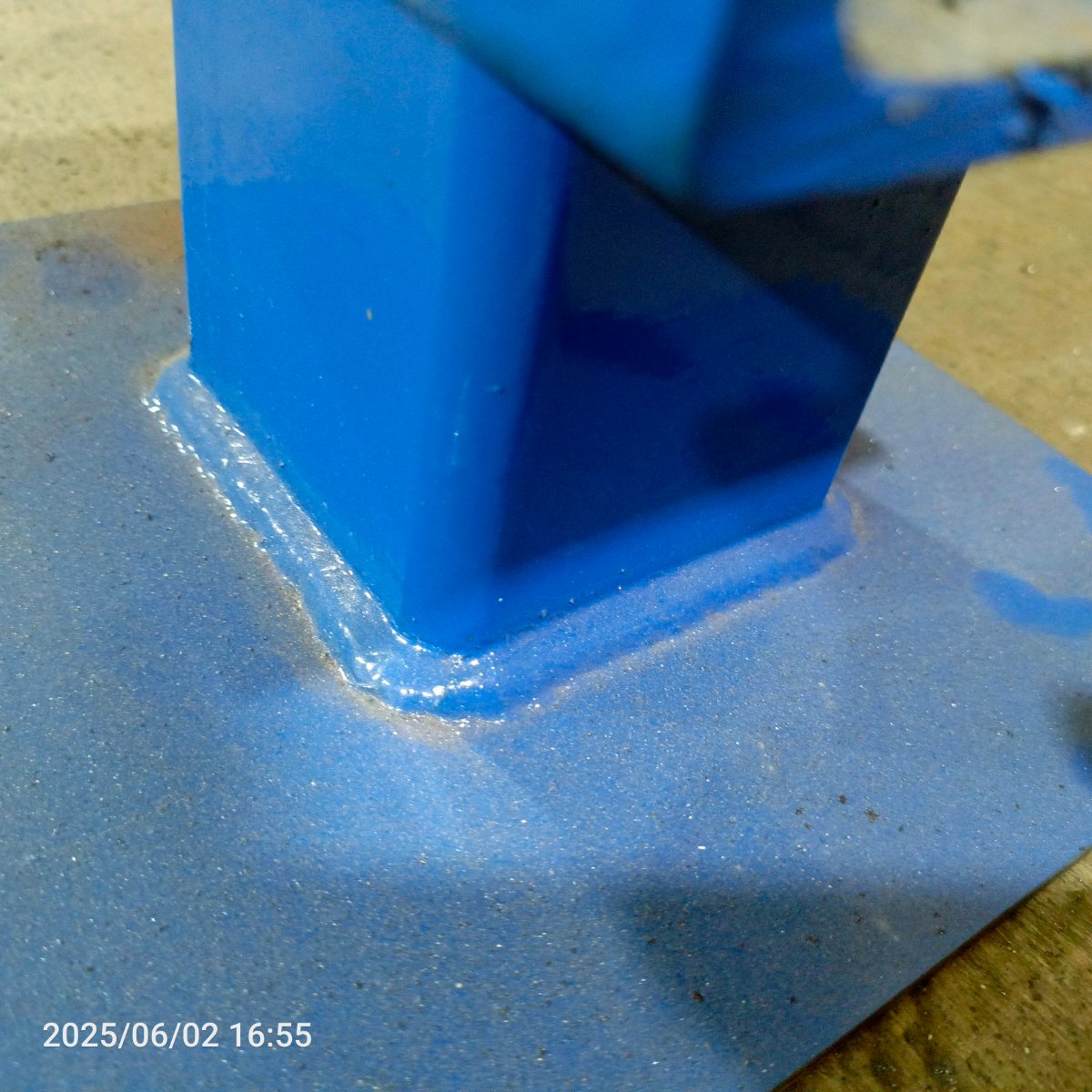
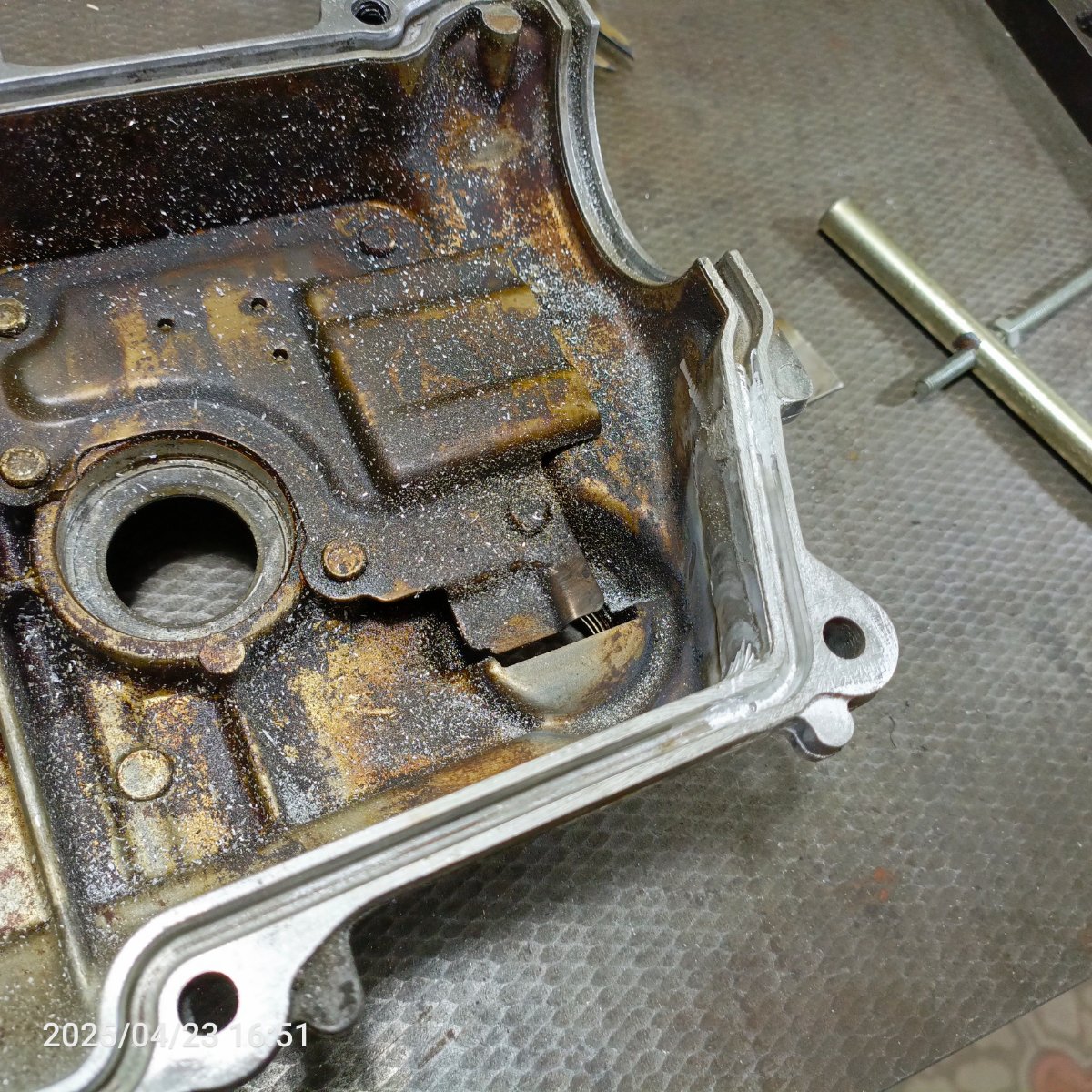
Крышка.Вопрос не в самой сварке,а в возникающих деформациях,т.е. к возможному сведению св.д. к минимуму.Закрепление,сварка короткими участками с противоположных сторон.Приемлемый результат -0,3мм на конце.
- 3 331 ответ
-
- 6
-

-
-
- технологии
- TIG
- (и ещё 1 )