Точмаш 23
-
Постов
5 540 -
Зарегистрирован
-
Посещение
-
Победитель дней
427
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Точмаш 23
-
Этиловый спирт наполовину разбавленный дистиллированной водой. Обычный термометр...достаточно будет. Обычно,люди,которые только начинают этим заниматься,стараются побольше всего навесить на этот блок -БВО. Потом поймете,что это лишнее. Рукой пробуйте головку горелки на нагрев при работе.
-
 Продолжу. Чтобы восстановить несколько сорванных ниток резьбы,разрезаем плашку вдоль и поперек,подгоняем диаметр по номиналу и прогоняем наваренную часть.Желательно использовать олеиновую кислоту. Конические посадки-это сложно,особенно в условия домашних мастерских/сервисов.Особенно это касается конических шлицевых соединений.Оставим угломеры,шлифовальные станки в стороне.Делаем шаблон,припиливаем по конусу и затачиваем сверло по этому шаблону.Делаем допуски по диаметру для шлицов. Стоит ли этим заниматься? Может быть,только в каких-то экстренных случаях - в дождь без стеклоочистителя сложно. Полноценного шлицевого соединения сделать не получиться,но какое-то время стеклоочиститель будет работать. Было бы больше времени,можно нагреть втулку рычага до,скажем,350-400С и прижимая гайкой вада сформировать шлицы.
Продолжу. Чтобы восстановить несколько сорванных ниток резьбы,разрезаем плашку вдоль и поперек,подгоняем диаметр по номиналу и прогоняем наваренную часть.Желательно использовать олеиновую кислоту. Конические посадки-это сложно,особенно в условия домашних мастерских/сервисов.Особенно это касается конических шлицевых соединений.Оставим угломеры,шлифовальные станки в стороне.Делаем шаблон,припиливаем по конусу и затачиваем сверло по этому шаблону.Делаем допуски по диаметру для шлицов. Стоит ли этим заниматься? Может быть,только в каких-то экстренных случаях - в дождь без стеклоочистителя сложно. Полноценного шлицевого соединения сделать не получиться,но какое-то время стеклоочиститель будет работать. Было бы больше времени,можно нагреть втулку рычага до,скажем,350-400С и прижимая гайкой вада сформировать шлицы.
-
Рычаг стеклоочистителя Форда/два/. Коническое шлицевое соединение. Соответствующую развертку найти сложно. Остается сверло и ручная подгонка,надо сказать,довольно долгая. Чтобы сделать полноценные шлицы в коническом отверстии рычага нужен вал редуктора.Он закален и для прошивки подойдет.Другой вопрос-где его взять? А при наличии запасного-завариваем старое отверстие,сверлим цилиндрическим сверлом новое,затем коническим.Нагрев и под пресс. В принципе,можно и без нагрева. Пришлось использовать резьбу вала вместо пресса,но это чревато срывом витков резьбы вала,что и случилось. Придется восстанавливать. Все это делается не от хорошей жизни-достать негде.
-
316. А если будете сваривать среднеуглеродистые стали(бывают случаи в ремонтной практике),то только 316.
-
Прежде чем что-то начинать делать,надо выяснить,что пред вами сталь или чугун. 3 Техническиетребования 3.1 Валы изготовляют в соответствии с требованиями настоящего стандарта по конструкторской документации (КД). утвержденной в установленном порядке. 3.2 Валы изготовляют из стали марки 45 по ГОСТ 1050. сталей марок 50Г, 40Х. 40ХН, 40ХНМА по ГОСТ4543. стали марки 50ХФАпоГОСТ 14959. а также из сталей других марок, по физико-механическим свойствам не уступающих перечисленным. 3.3 Разброс показателей твердости поковок валов после предварительной механической обра ботки для одной и той же модели двигателя не должен превышать 40 НВ. 3.4 Для коленчатых валов, упрочненных закалкой токами высокой частоты (ТВЧ). твердость коренных и шатунных шеек должна быть в пределах 53—63 HRC. Для коленчатых валов, упрочненных азотированием на глубину 0.25—0.40 мм. твердость повер хности должна быть не менее 500 HV 5/10. 3.5 Требования к качеству микроструктуры закаленного или азотированного слоев должны соот ветствовать КД предприятия-изготовителя. 3.6 Валы изготавливают из чугуна марок ВЧ-50, ВЧ-60. ВЧ-70 по ГОСТ 7293 и марок КЧ 60*3, КЧ 70-2 по ГОСТ 1215. 3.7 До прохождения механической обработки валы подвергают соответствующей термической обработке для получения твердости 207-255 НВ. По требованию заказчика литые заготовки валов подвергают легированию или изотермической закалке для достижения твердости до 302 НВ. 2 ГОСТ Р 53444—2009 3.8 Микроструктура металла валов должка иметь металлическую основу в виде перлита или тро- осто-феррита. Графит в чугуне марок ВЧ-50. ВЧ-60 и ВЧ-70 должен быть шаровидной формы, а в чугуне марок КЧ 60*3 и КЧ 70*2 — хлопьевидной и компактной форм. Допускаются: * отдельные включения графита неправильной формы, а также мелкие и средние включения гра фита лсеедолластинчатой формы: • до 10 % феррита и отдельные редко расположенные карбиды. 3.9 Наружные и внутренние поверхности литого коленчатого вала должны быть тщательно очище* ны от песка и окалины. Наличие окалины на необрабатываемых поверхностях не допускается. 3.10 Остатки литников, заливы по знакам стержней и линий разъема должны быть обрублены и зачищены. Заливы и заусенцы на базовых поверхностях не допускаются. 3.11 Допускается смещение по линии разъема формы (перекос) не более 1.0 мм. 3.12 Допускается кривизна щек на валах не более 0.5 мм. 3.13 Правку отливки вала производят в нагретом состоянии до механической обработки. 3.14 В местах сопряжения наружной поверхности шеек и смазочных каналов острые кромки дол* жны быть притуплены. Поверхность фаски или закругления должна быть гладкой, без задиров и рисок. 3.15 На необработанных поверхностях валов не должно быть окалин, закатов, плен, расслоений, волосовин и трещин, видимых невооруженным глазом. 3.1в На поверхностях галтелей и шеек вала не допускаются прижоги. трещины и неметаллические включения. 3.17 Устранение дефектов вала эачеканкой и заваркой не допускается, за исключением заварки площадок под противовесы и незаполненных участков в поковке или отливке (на вершинах противове сов и фланцах). 3.18 Толщина закаленного слоя шеек валов, закаленных ТВЧ, после шлифования под последний ремонтный размер должна быть не менее 1.0 мм. 3.19 Шероховатость поверхностей коренных и шатунных шеек должна быть Ra £ 0.32 мкм по ГОСТ 2789, шероховатость поверхностей галтелей должна соответствовать КД. 3.20 Допуски крутости (овальности) и профиля продольного сечения (конусо*. седло* и бочкооб- разностъ) шеек вала не должны превышать 0,005 мм. 3.21 Суммарное отклонение от параллельности осей шатунных шеек и от профиля продольного сечения не должно превышать 0.03 мм на 100 мм длины. 3.22 Биение средних коренных шеек при установке вала на крайние коренные шейки должно соот ветствовать КД. 3.23 Торец фланца коленчатого вала, прилегающий к маховику, должен быть плоским или вогну тым. Предельное отклонение от плоскостности составляет 0.1 мм. Выпуклость торца не допускается. 3.24 Угловое смещение оси шпоночной канавки, фиксирующей шпонку шестерни (звездочки) при вода механизма газораспределения или привода к топливному насосу высокого давления, не должно превышать ЗО'от номинального положения. 3.25 Коленчатый вал должен быть динамически сбалансирован. Способ балансировки и допусти мый дисбаланс должны соответствовать КД. 3.28 Ресурс коленчатых валов, поставляемых на комплектацию, должен быть не менее ресурса двигателя до капитального ремонта.
-
Если плоскости стали на место в приемлемом допуске,то и резьба потребует всего лишь калибровки. Основная проблема это не сварка,а порядок наложения швов,чтобы подвести плоскости к допустимым отклонениям порядка 0,15мм. 0,8мм?..потому лень было катушку переставлять. Кстати,этот твой панч еще из первых партий лег очень хорошо..Думаю,что оптимальный вариант-это единица,а вот 1,2 уже требует хорошей рядной намотки. Я еще вернусь к твоей проволоке NiFe -для такой сварки она будет идеальна.
-
Это сын сделал небольшую печь в гараж. Я посмотрел и предложил ее немного изменить,т.к. в первоначальном варианте она не совсем подходила для помещения объемом 80 м3.Поэтому была сделана наставка с наклонной дверцей . А так,была классическая "буржуйка".В верхней части болты декоративные,в нижней нет.Посмотрим,что из этого выйдет.
-
Для внутреннего потребления,в угол переместится.
-
Блок Каминс/камаз.Уронили,бывает. Осталась еще на катушке проволока 0,8 из первых партий,неосветленная. Главное -это плоскости. Отклонение 0,25мм по поддону и 0,15 с торца. Без полуавтомата здесь делать нечего. Облицовка панч,мнжкт. Важна очередность прихваток и наложения швов.Внутренняя разделка на всю глубину. В отверстиях резьба восстановлена.
- 210 ответов
-
- 13
-

-

-
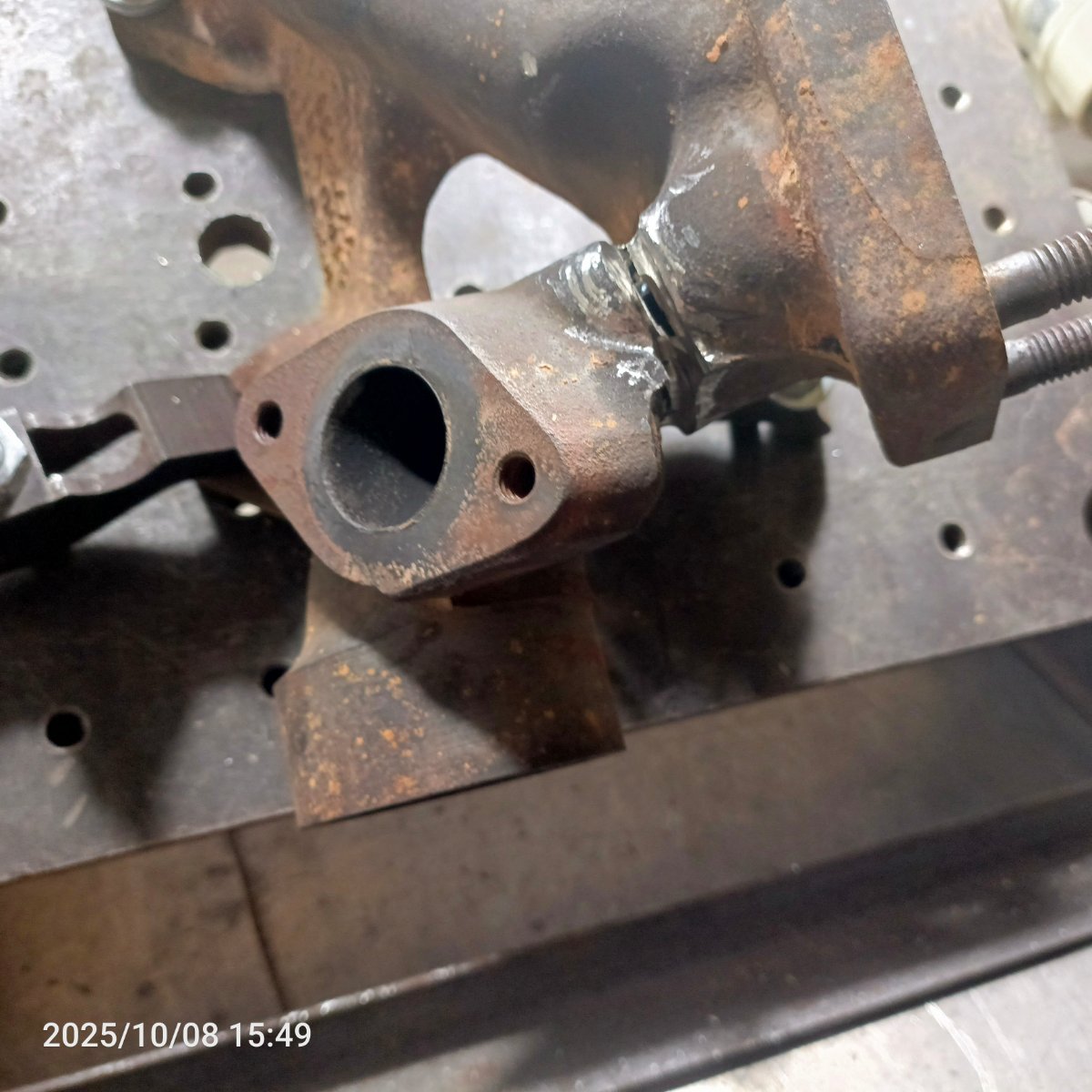
Ресивер кондиционера. У китайцев свое видение устройства подобных ресиверов,а в России несколько другое. Трубка развернута не в ту сторону.Вскрыть крышку и развернуть трубку на 60гр.,а потом косить под полуавтомат на вращателе,чтобы отличия не было,а под краской и не будет.
-
Наплавка изношенной поверхности полумуфты.Хотя это и не транспорт,но близко. Возможно,это ХВГ,даже, скорее всего, это так. Наплавк В3К до приемлемой твердости без термообработки.
-
Бывают такие моменты,когда надо ехать дальше,а замены нет и не предвидится. Амортизатор корейский. Шток закален.Разрушение хрупкое.В этом случае сварка только 316.Прочность по механическим свойствам св.шва.Процентов 30 от основного металла потеряет,но работать будет до очередного форс мажора.
-
Давайте впредь избегать каких-то ссылок и загрузок,чтобы участник форума не попал на свою голову не на тот ресурс. Это касается всех участников форума. Копируйте картинку и вставляйте в свой пост-другого больше не будет.
-
Активированная сварочная проволока.
-
Покупаю.
-
Давайте начнем по порядку. Назовем деталь кронштейном.Первое,что надо сделать:сжать деталь в тисках/струпциной,сделать неглубокую разделку и приварить.Затем,отверстие расточить/рассверлить диаметром большим на 5- 6 мм. Вставить кругляк нужного диаметра из ст.3 предварительно сделав фаски.Сваркой закрепить его с торцов в двух точка с каждой стороны.Сделать разделку со стороны излома большего сечения на 2/3,заполнить разделку.Лучше нагреть. С другой стороны сделать разделку полностью до вставки. Вставка в этом месте приваривается к чугуну по всей длине. Вообще -то,надо было указать размеры детали,а так навскидку. Чтобы усилить шов,делаем выточки по длине кронштейна перпендикулярно шву под пруток Ф8мм и дл. 50-60мм ст.3,чтобы утопить его в детали.По широким сторонам 3 канавки,а по бокам две. Это будут стальные связи между приваренными частями. Нагреть,приварить продольными швами с двух сторон каждую. Сварку чередовать по одному проходу с противоположных сторон. По фаскам закрепить швами резьбовую вставку с двух сторон.Просверлить,нарезать резьбу.
-
Это уже статистика,а di4 пока устное предупреждение.
-
Ответ на вопрос -Больно ли будет,если удариться лбом об стенку? ...можно найти,где угодно,да толку то. Важен личный опыт. У вас есть такой опыт?..эксплуатации этой горелки? Или это реклама данного канала?
-
По поводу сварка-пайки Бр.КМц,что в постом выше. Вернулся это фильтр через 7лет эксплуатации-ничего не отвалилось.Это битумные фильтры,которые фильтруют битум,разогреты до 170 С. Разбирать его смысла нет,поэтому замена. Мелкоячеистая сетка н.ж.304 нитка 0,2мм. Сетка должна быть вварена в продольный шов,поэтому сварка накатом,то бишь пруток практически горизонтально,дуга через пруток,иначе сетка сгорит,что недопустимо.Сварка 308-й.Скажу сразу-такие фильтры довольно муторное занятие-3,5 метра шва и чтобы обтянуть его нормально сеткой,то надо повозиться.
- 26 ответов
-
- 1
-
-
- работа
- технологии
- (и ещё 1 )
-
Всю переписку о заказах,договорах,счетах и т.д. перенесите в л/с.
-
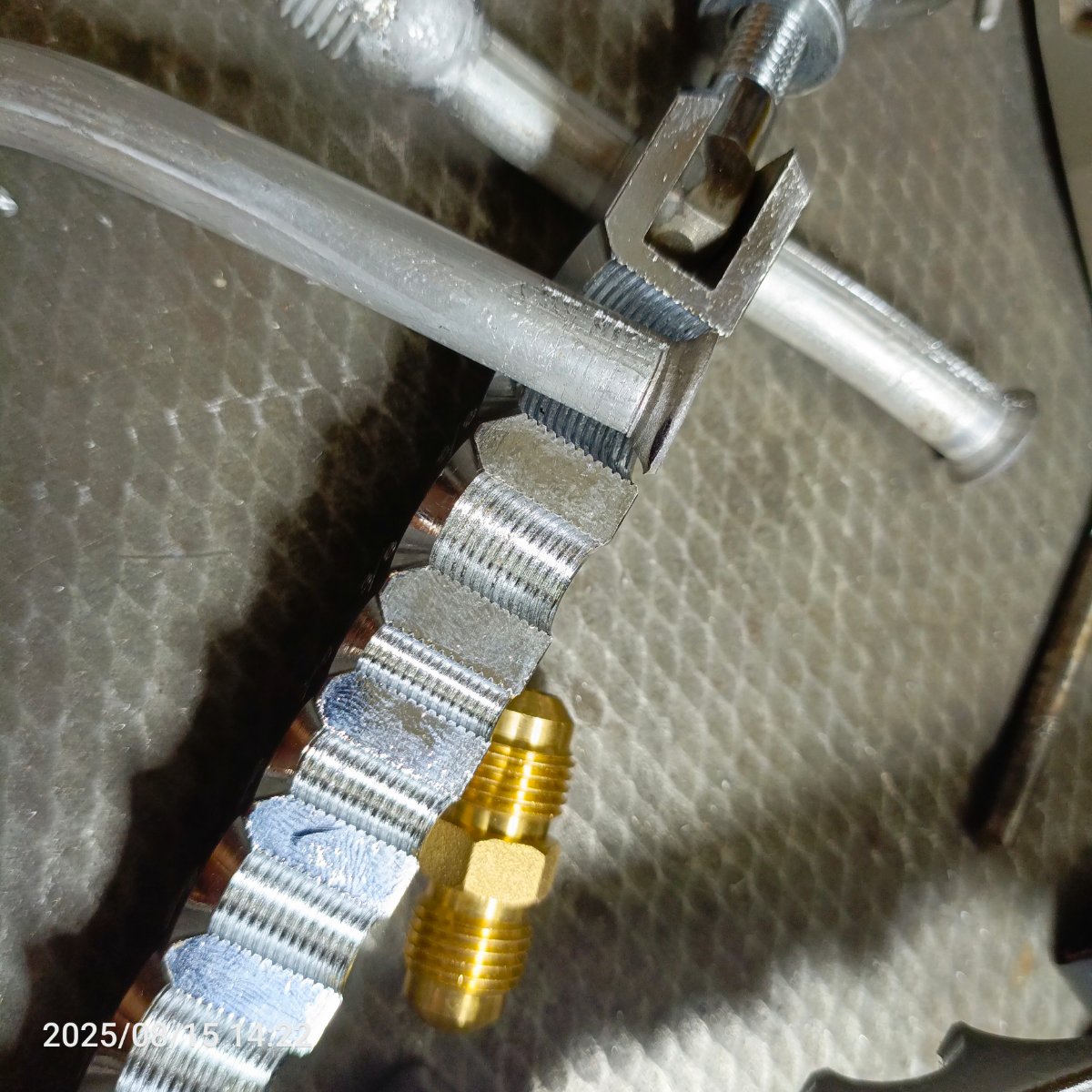
Коррозия на подобных трубках бывает часто,даже очень.Как правило,трубки корродируют под крепежными хомутами-это основные места коррозии. Многое зависит от материала трубки-желательно АД0 со стенкой 1,2-1,5мм. Любую алюминиевую трубку можно изготовить без каких-либо проблем,имея в наличии старые/новые фитинги. Согнут,приварить заправочные порты,резьбы клапанов и датчиков-это очень просто,если в наличии есть все необходимое.Приходилось это делать и не раз. А что касается ремонта без сварки,то это происходит следующим образом. Соединение Flayer. Трубка отрезается около фитинга на неповрежденном участке,вальцуется вальцовкой,желательно эксцентриковой,затем отрезается шланг нужного диаметра и длинны .Обжимаются фитинги гильзами в кримпере. Фитинг может быт О-Ring и через переходник Flayer происходит соединение. Соединение (F)встречаются редко в автокондиционерах,хотя все трубки бытовых кондиционеров соединяются таким образом. Приведенный вами пример,является надежным,но временным решением проблемы,так как вибрация сделает свое дело рано или поздно. Еще на что хотелось обратить внимание. Это касается только вазовской продукции,в основном Гранта. На снимках видны следы круговых надрезов на трубке после фиксации ее в зажиме вальцовки.Так вот,вазовские трубки ломаются по этим надрезам.Где их делают ?...
-
В тему. Уронили компрессор кондиционера...
-
Довольно частая замена трубок на шланги,особенно заднего контура. Лучше,когда есть аргоновая сварка-посто дешевле,а так,через переходники-нет здесь никаких проблем. Надежность? Вполне надежно.