Лидеры




Популярный контент
Показан контент с высокой репутацией 27.10.2021 во всех областях
-
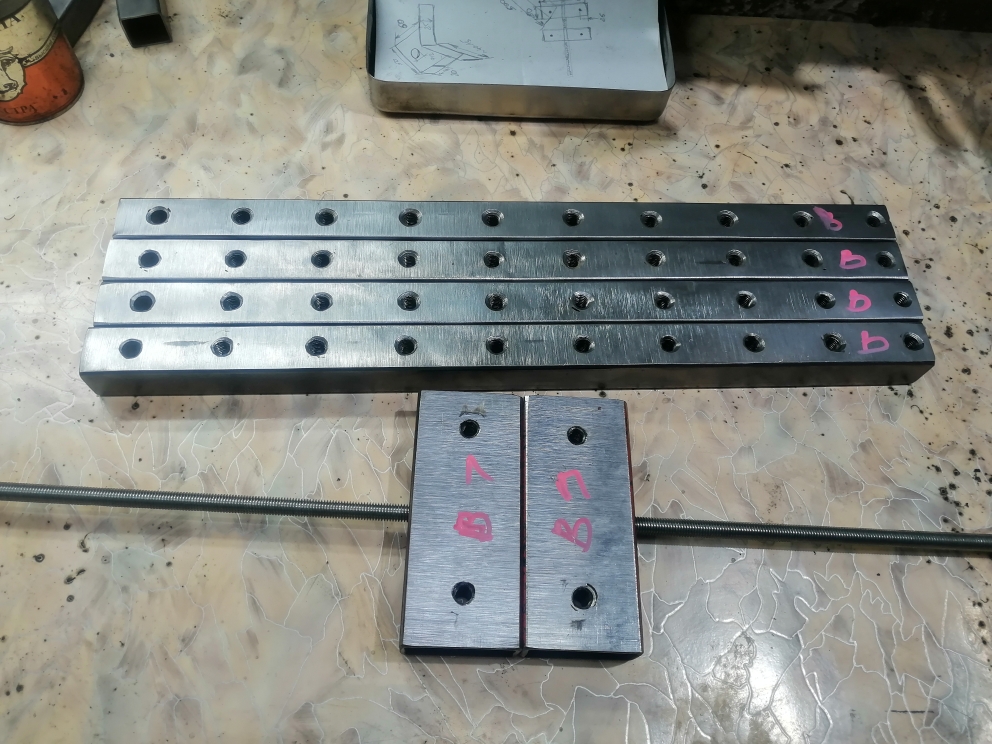
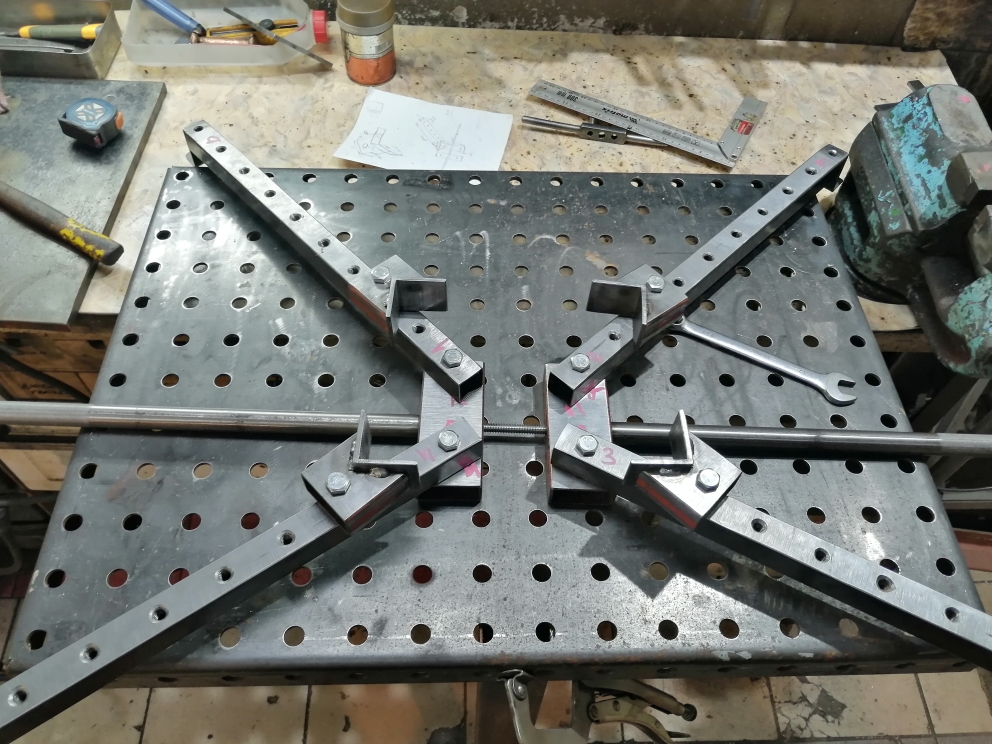
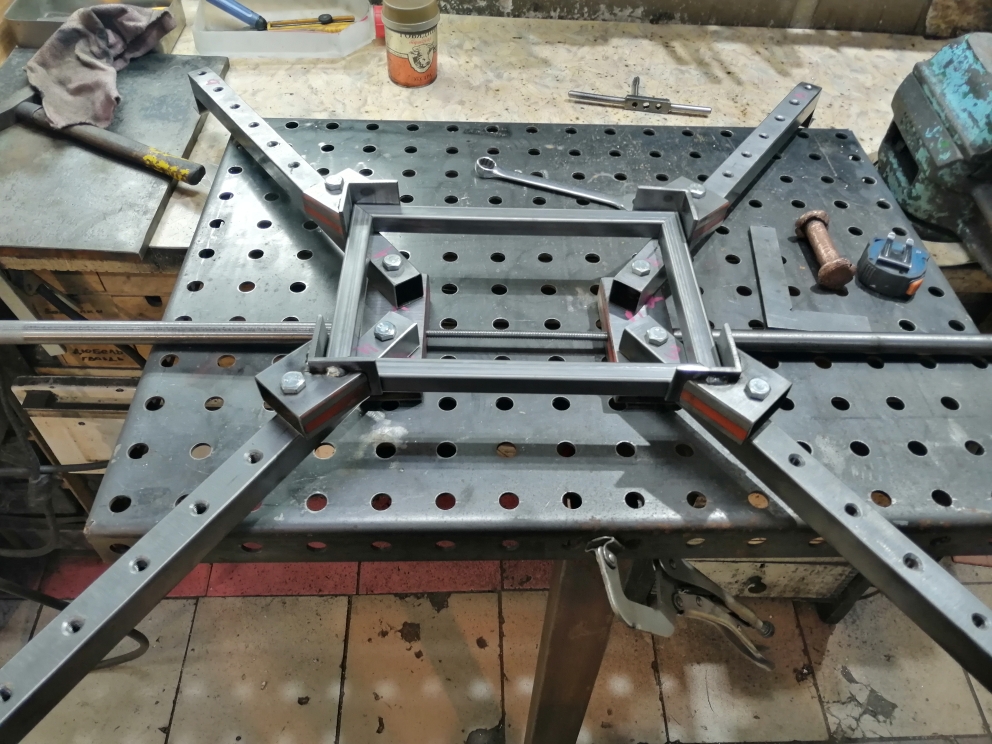
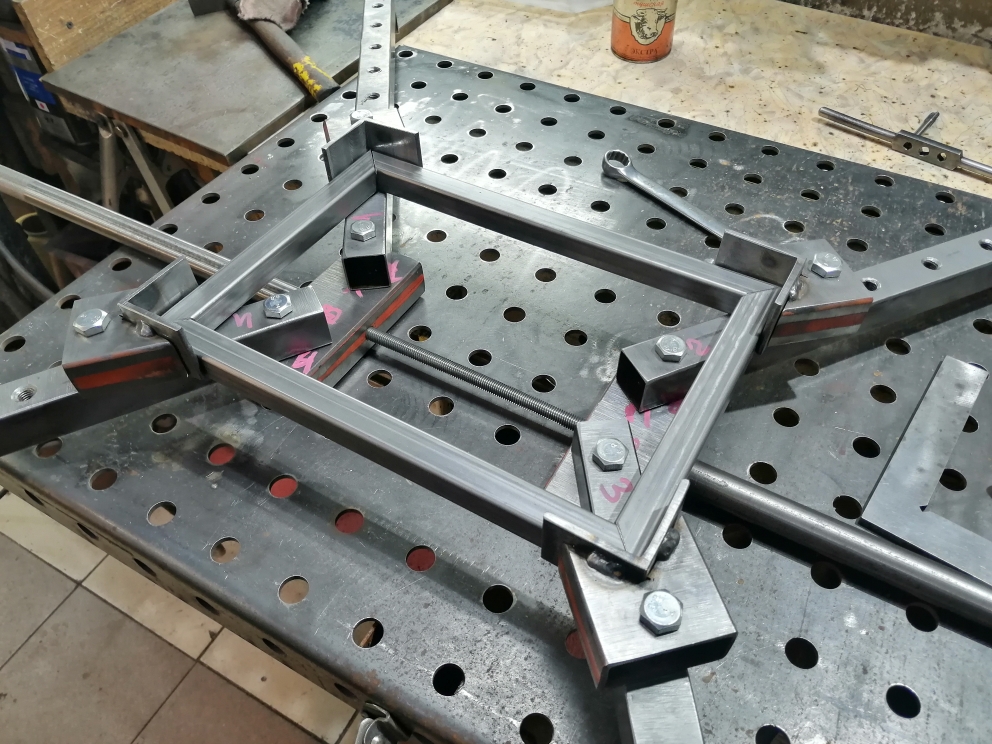
Иногда нужно из профиля варить одинаковые рамки. Берем метал и режем Размечаем-сверлим 50 отверстий Точим втулки, режем резьбу… 50 шт. Ввариваем втулки-зачищаем Запиливаем -свариваем прижимы Собираем-испытываем Подтягиваем болты, кондуктор зафиксирован… Остается только заготовки менять… Вроде все легко и просто, но по итогу трудоемкая прилада!
 14 баллов
14 баллов -
А как же.....же , качество складывается и от таких факторов ,,,,, давай "свинарник" разведем и потом посмотрим на качество . В прочем пока вы тут раздаете непонятные "виртуальные буксы " , мы выполняем план - свой .
7 баллов
-
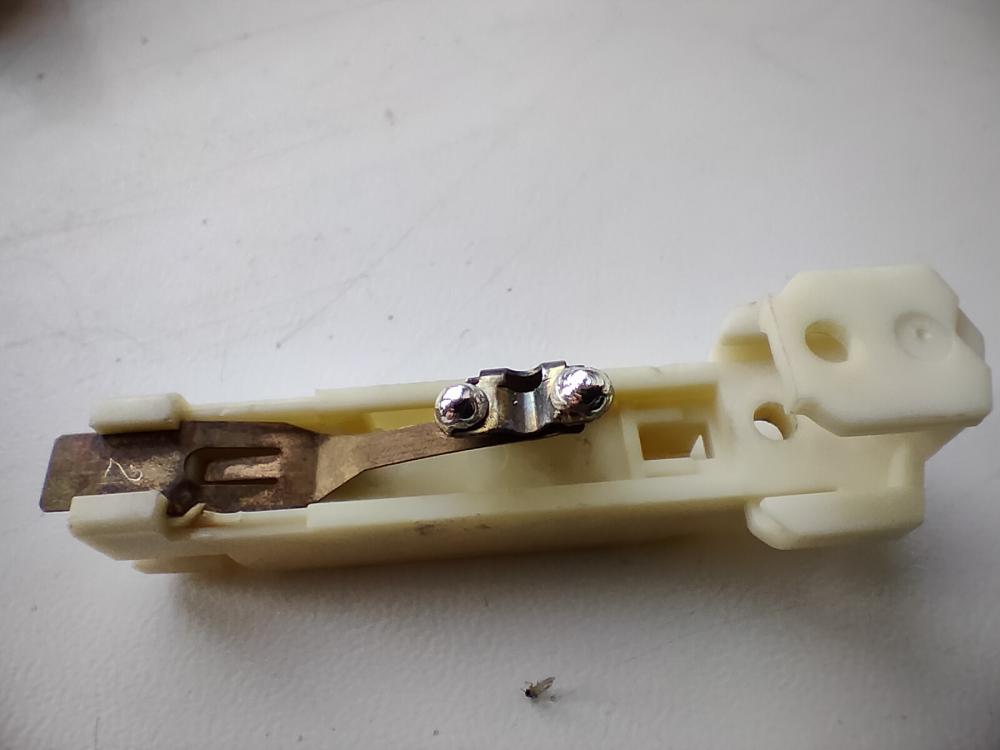
вот и забрали "лапу" с крана в 9.00 сегодня и теперь трехлапый инвалид получил четвертую лапку подлеченную нашим 09Г2С , спросил чо за кран ? , Ивановец 1.5года от роду, сами получали с завода и все из хардокс . вот и видюха есть заводская кому не когда то про металл с 4.30мин смотрите ЗЫ ну и похоже сейчас все лепят с хардокс , вот и тут гидропресс вроде , мужик варит, кстати мужик толковый с ПА на "ты" .6 баллов
-
@Шурпет, 330 по безналу один готов)
6 баллов
-
Молоток не строевой, но удобный.
6 баллов
-
https://youtu.be/7TWW2q5o1344 балла
-
по случаю закупился на распродаже))))
3 балла
-
@kamargoo, а в чем проблема? Прикидывайте сколько для вас в месяц нормальная ЗП, делите на часы. Если предлагают именно шабашку по вечерам и в свободное время, значит сами не справляются, в этом случа стесняться не надо, если много скажете - будут торговаться. Если оборудование ваше, то цена примерно - хотелки + 30%.3 балла
-
. Поясняю. Название торговой марки "Фубаг" - сложносоставное. Фирма которой принадлежит данная торговая марка является собственностью "Кристально честного" человека. Этот человек честно и открыто относит продаваемую продукцию к определенной категории о чем пишет на ней крупными буквами, только почему-то никто ему не верит. Слово "ФуБаг" - состоит из двух слов: 1) команды - "Фу" означающей "нельзя, брось каку" и 2) корня - "Баг" означающего "глюк, проблема, заморочка". Данные слова обьединены для красоты звучания в одно сложносоставное слово "FUBAG" являющееся торговой маркой. Данные слова известны 99% пользователей Российского сегмента интернета. Скорее всего до прочтения данного сообщения вы относились к той части населения нашей необьятной родины которая составляла этот 1% которые этих слов не знают. / Надеюсь я достаточно понятно ответил на ваши вопросы?3 балла
-
@Бархударов,
3 балла
-
Видео своеобразное... Зачем заливать в такую ширину?? Что второй шов, что облизовку... Там напряжения создаются дикие при утяжке шва... Завершающий на токе 400А!!! и проволоке 1.2мм!!! по мне так ваще глупость полнейшая... На таком токе половина проволоки просто испаряется создавая дико горячую ванну.... ЗАЧЕМ??? Для того что бы чел покрасовался гладким швом?? ИМХО - срань полнейшая... повторю - это мое личное мнение.2 балла
-
@Витальян, к токарю, выточить переходник и забыть навсегда.2 балла
-
@kukushka, Большие П\А как бы не для монтажа. И вообще опасно с такими работать в не сухом месте. Плюс укутанный он перегреться может!2 балла
-
Дядь Валера, хардокс это сталь предназначенная под абразивный износ. Самое прямое применение: кузова самосвалов, ковши экскаваторов, орудия обработки почвы сельхозмашин. Но. Но у нас есть масса деталек которые должны быть их хардокса (работают в земле), и есть детальки той же толщины, которым не надо быть из хардокса, но их мало, поэтому режутся заодно из того же листа хардокса толщиной 8 мм. Теперь по прочности. Сталь, из которой делают стрелы на этом заводе, малость не дотягивает до самого чмошного хардокса. Смотри левую сторону картинки -- предел текучести. У стрелы будет примерно 700, у хардокса от 1000 МПа и выше. Про аутригеры вабще ничо не сказано, но ясно одно -- детальки на них режутся массово, и значит сталь для этого берут ту, что надо, а не как мы -- 8 мм, ну значит с хардокса режем, 10 - 12 мм у нас 10ХСНД в основном. 16 - 36 мм S700 стренкс тот самый из которого стрелы делают.
2 балла
-
Причем клетки вируса ))))2 балла
-
@Num, вам с вашим вопросом по сервису, лучше найти сервисный центр, сказать. что у вас есть такой аппарат. Найти фото аппарата со снятой крышкой и сказать, что нужна вот такая плата и вот такая, каких денег это стоит. Есть случаи и их много, когда отдельную плату вы купить не сможете. Т.е. сервис говорит, что привозите, поменяем. Следовательно стоимость плат может не означать стоимость починки аппарата. Ну и заодно, можно узнать, что вы один такой или таких счастливчиков много. Так же, на сколько знаю, аппараты высылают в питер. Поэтому ... надо звонить и спрашивать. За вас на ваши вопросы ни кто не ответит, пока вы сами не проработаете данный вопрос. По некоторым аппаратам данной фирмы, отзывы не плохие. НО!!! Проблемы есть. На сколько они хорошо решаются, лучше попытать сервис.2 балла
-
Вот такие я и ездил настраивать...2 балла
-
Весьма полезная книга о данном вопросе. Pulsed arc welding An introduction by J. A. Street.pdf2 балла
-
Конструкция диска неправильная, слепили из того что было. и выломало наверняка вместе с куском конуса.2 балла
-
Угадайте,что за зверь?
2 балла
-
2 балла
-
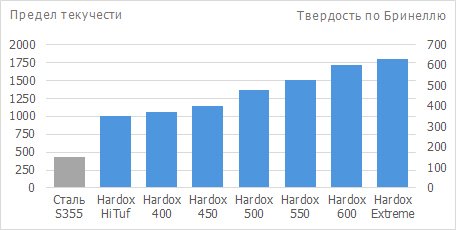
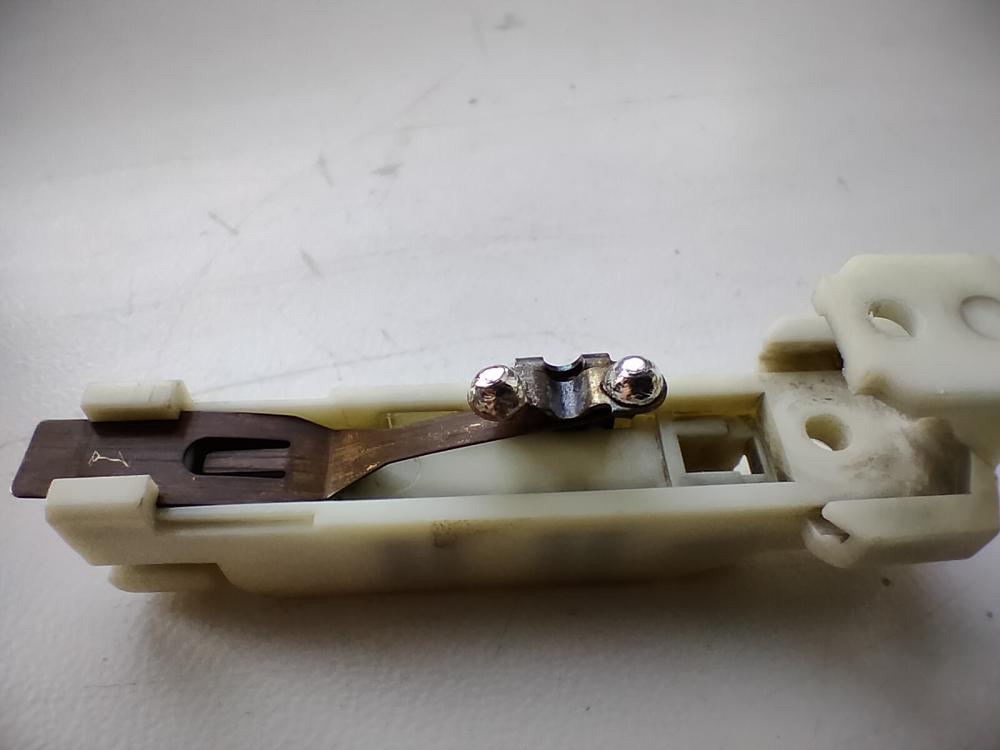
Давненько экзотики не было. Восстановление серебряных контактов) Было: Стало:
2 балла
-
С виду бодренький)1 балл
-
Ну как так то!?1 балл
-
@Sakhalin_Cat, на Вегу гляньте. https://svarych.ru/catalog/svarochnye-poluavtomaty-mig-mag/start-pro-series-wega-200-technomig/ Хорошо варит, адекватно настраивается.1 балл
-
Это в Вологде такие аппараты делают,они наверно знают как.Наши понакупили,теперь волокут ко мне,ломается там всё подряд,только движки ходят без проблем,потому как китайские.Тут в командировке Вологодцы были,оптику тянули,тоже у них каракат был.Говорили мне что купили самый лучший и дорогой.Так он так же их мучал как и дешёвый,под конец ещё и двиг крякнул,говорили что чешский двиг,от холодильной установки.Конус не отломился,отломилось с другой стороны диска.Я туда новый круг вырезал из 2 мм.А было из 0,8 ,и конус тоже 0,8.Я к нему выдранные распорки автогеном приваривал.1 балл
-
. Пока не знаю. Только сегодня с китая выехала. Придет, погоняю в разных условиях и с разным оборудованием, отпишусь. Я так-то себе брал, а то ЭСАБ-овские маски достали, нифига в них не вижу, поэтому отчет будет. Если нормально заркомендует, то уже для народа возьму.1 балл
-
Производство - приятно посмотреть прям.1 балл
-
@serzh52,При тавровом соединении что бы достичь полного проплавления надо ещё и зазор обеспечить. Но на самом деле можно заварить просто с двух сторон без заморочек с разделкой, а можно и с одной стороны, при такой то толщине. Так правда буртик получается. Я бы варил просто углом, как у вас в первом варианте предполагается.1 балл
-
Валерий, скорее всего сделано по лицензии где нибудь в Индии, 09Г2С я расслоение встречал, рамы КАМАЗ, и не только, но это все при неправильной эксплуатации. Я на работе не фоткаю, но при случае сниму, ковш со стенкой 140 мм, которым долбили мерзлый грунт, впечатляет, часто ковши погрузчиков делать приходится,70 мм, с разгону, так как замёрзло, пытаются разбить мерзлую породу, и такое, как у Вас, от крана 70 т грузоподъёмностью тоже было, прошлой зимой , это все неправильная эксплуатация, а не просчет инжинера, я за 20 лет много видел удивительных вещей, которые творили взрослые люди.1 балл
-
Добрый вечер! Обычно такие поломки бывают когда крановщик на выдвинутых вниз упорных цилиндров, по запарке нажимает на рычаг " втянуть лапы" , и металл там аналог нашей 09Г2 С, Хардокс это для ковшей.1 балл
-
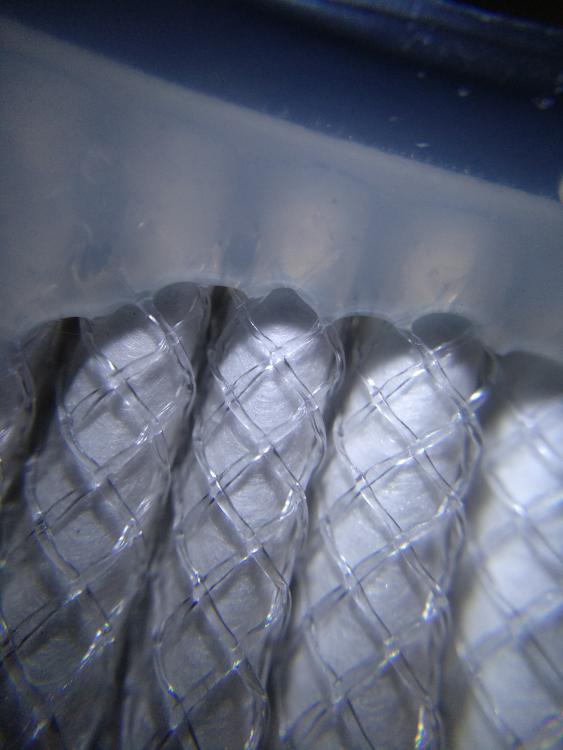
Вот он, во всей красе "Хваленый шведский хардокс" ,,, расслаивается как школьный слоеный язычок . ,,,, нет бы швы вырвать или кусок целиком. Привезли с Москвы лапу , гидравлика постаралась , не сработал концевик или еще что то переклинило . Поправим и сегодня подготовка , накладка 09г2с S8мм , усе подогнали и помыли от смазки и завтра "поскрябаем " краску (металл должон быть супер чистый) ну и выкатим его , он справиться на урА!!! ну и сама лапа виновница торжества .
1 балл
-
Нерж и коллектора - лотерея. Достойно себя показывает CuSi3, МНЖКТ. Как долго эта присадка прослужит я не знаю, Сваривает коллектора хорошо,без трещин и проходит тест мел-керосин на герметичность.1 балл
-
У меня вопрос. Это нормально что у масок старого образца, где светофильтр вставляется в рамку - по периметру идёт засветка если поставить защитное стекло? Несколько разных масок перепробовал, у всех с завода идут светофильтры без защитного стекла При установке даже поликарбоната он работает как световод и запускает свет в обход светофильтра. Как я понял, этот конструктивный недостаток невозможно устранить. Не очень понятно как раньше работали с более толстыми защитными стёклами, они ещё сильнее должны давать засветку... Если убрать защитный поликарбонат, то светофильтр плотно прилегает к рамке и засветка устраняется. Но работать без защиты светофильтра понятно что не вариант. Свет конечно проходит через поликарбонат и коротковолнового ультрафиолета там быть не должно, но всё равно неприятно...
1 балл
-
Распаять легко можно только латунный радиатор паянный оловом. На алюминиевых радиаторах трубки впаянные в донью распаять невозможно, скорее трубка сплавится из-за слабого теплоотвода. То что у вас якобы распаивается, это на самом деле уже порванные трубки и просто забитые грязью или кто то герметика нафигачил. Такие радиаторы нужно проверять после прогрева, тогда после пайки больше ничего не "распаивается" Вам Андрей всё правильно написал.1 балл
-
Из той же серии- Полуавтомат, порошковая проволока. Flux Cored Arc Welding.pdf1 балл
-
Давненько с нержавейкой не работал.
1 балл
-
Ну вообще то сварка она полуавтоматическая! Это значит что где-то так процентов на 50 качество зависит от оборудования! Ну просто по логике вещей. Тут и аппарат как таковой, так и настройка его. Как автор швов - прокомментирую. Это швы выполнены основными электродами 2,5мм. В этом разделе они не катят. Там только один проход и предполагается. Материал не толще 3мм и зазор миллиметра 2.1 балл
-
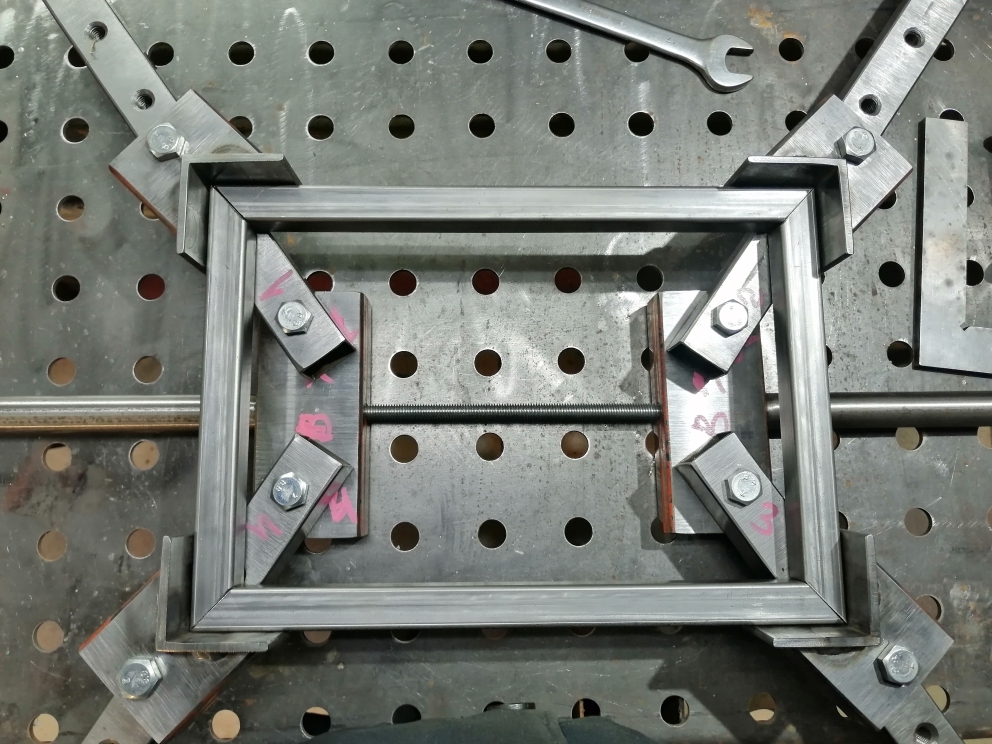
всё здорово.нооо не видно. можно фото сверху. что типа такого. а то так совсем не понятно.
1 балл
-
ну это вы погорячились. Зависимость есть. Не всяк кусок будет как пирожок. Конечно руки и знания занимают первое место в настройке режимов. Может не с первого раза и не со второго. К любому аппарату нужно привыкнуть, но некоторые прочувствовать и быть с ним единым целым. Т.е. иногда с разбегу не знающему не настроить. И чем грубее аппарат, тем сложнее его заставить петь под вашу дудку. Но инвертор и даже не китайский и трансформатор в линейном режиме ненужно сравнивать. Результат будет в целом идентичный. Внешний вид шва, что у одного, что у другого будет схожим. Конечно хорошо когда есть плюшки и понимаешь, что они делают и к какому результату приводят и время получения результата с плюшками сокращается.Но за это надо платить стоимостью за аппарат и за надежность. И есть ли смысл применять смесь в отличии от чистой углекислоты, это уже каждый сам определяет. а что мне смотреть? На внешний вид? Вы лабораторные исследования делали? Или опять же для каких нужд ваши изделия? Поэтому, внешность замечательная и на китайских машинах, а вот что делается внутри ... ох как не все так красиво и складно. То же применимо это и к сварочным источникам и к результату сварки. И сколько вы варите тонн метала в месяц? Почему все и всЁ меряют по своей шкуре!? Посмотрите на стоимость метра шва и на огромные производства переваривающие сотни тонн. Я вам скажу, что для уменьшения стоимости изделия, на таких предприятиях даже не славянские внешности работают. И условия работы соответствующие. Поэтому свое на всЁ не примеряйте.1 балл
-
Самое неприятное во многих темах на форуме то, что когда собеседники не могут что-то обоснованно доказать друг другу, они начинают переходить на "личности" и взаимные оскорбления. Это всë должно быть в "курилке", а не тут. @welderman,Ролли.... Все ни как не мог вспомнить гения!1 балл
-
Есть требования данного производства. Я вам их описывал -- швы гладкие. Брызг нет.Брызг не должно быть от слова совсем. И я на их удаление тратил времени больше чем на сварку. Были моменты, когда таких требований не было. Это к примеру ремонт, или закладные детали, которые заливаются в бетон. Но это редкость, в основном сельхоз машины премиум класса должны выглядеть идеально во всём. Ты может просто не попадал под такие стандарты, поэтому и не поймёшь в чём вся боль заключается. Тебе не важно вертикал, или нижнее, а я всю раму постоянно переворачиваю, чтобы варить только в нижнем.1 балл
-
@SergDemin, за 10лет на форуме подобных авторов, типа алексейна ,перебывало-легион....очередная реинкарнация Ролли.....1 балл
-
@aleksein, с руками у @Глобул все в порядке. С головой, кстати говоря, тоже. То, что Вы варите Циклоном, это Ваш личный выбор. И он абсолютно ни о чем не говорит, касательно качеств Циклона, да и трансформаторных ПА вообще. Что такое Циклон я знаю не просто хорошо, а очень хорошо. Был у меня его брат близнец Питон. С расширенным вниз диапазоном регулировки напряжения, с дожигание вылета, с регулируемый постгазом. Вылизал я его, как кот причинное место. Только от этого он весьма убогим трансформаторником быть не перестал. Дроссель перегревался, пришлось работать без крышки и с дополнительным вентилятором. Проволоку 1,2 он не вывозил. Хотя 250 ампер по паспорту. Что в сети, то и в дуге. Сеть пляшет, и дуга в такт с нею. А сменил я его на инверторный Сварог, и все геморрои закончились. До сих пор он у меня, хотя старенький, с аналоговой управой на рассыпухе. Так что не надо из себя великого знатока строить, говоря при этом глупости. Тем более, чьи то руки оценивать.1 балл
-
Испытал я короче фильтры 6038... ))) Действительно, первые 5 минут запахом не было... ))) Помню, кто-то меня убеждал что менее серьёзные блины с угольной защитой полностью убирают запахи. Далее запахи появились, от обычных аэрозольников процентов 5-10. Но проблема не в этом а в том, что даже почти в отсутствии запахов - возникает изжога от раздражения дыхательных путей сильнее, чем на китайском аэрозольнике, на котором раздражения было намного меньше, чем на оригинальном аэрозольнике 3М. Можно было бы предположить что причиной раздражения является мелкомолекулярный газ, который не задерживается углём, если бы китайский аэрозольник не защищал от него лучше. Снял крышки с фильтров 6038, так как из-за канадского суперкачества на одном из фильтров не были вставлены клопы с одной стороны и при установке крепления обломились. Под увеличением структура аэрозольной части фильтра очень жиденькая, как я и предполагал. Местами сквозь волокна вроде даже чёрный угольный слой вроде проглядывает, и это спереди. Сложно поверить что с такой плотностью волокон этот материал обеспечивает третий класс защиты по аэрозолям. Также попробовал дышать непосредственно в сварочном дыме через аэрозольную часть фильтра ГП-7. Запахов почти нет. Лёгкий запах плавленого полиэтилена. Вот это настоящий аэрозольник а не фуфло... ))) Нет никакого запаха горелого железа или спичек. Из всего можно сделать вывод что это запах относится к аэрозолям а не газам. Именно поэтому китайский аэрозольник от него в разы лучше защищает, видимо он просто тоньше фильтрует. Второй вывод что в составе сварочного дыма от чернины в углекислоте на полуавтомате газов особо нет, как я и предполагал, ибо им там неоткуда взяться особо, это не порошковая проволока и не электроды. Буду доделывать крепление фильтров ГП-7 к байонетам маски 3М а пока буду пользоваться старой проверенной шланогвой полумаской. Аэорозольники китайские на маске 3М можно применять только где очень мало сварки, восновном шлифовка и монтаж. При постоянной сварке они слабоваты.
1 балл
-
Не вижу смысла в прямоте магнитных уголков, узаю самые дешевые, чисто чтобы руками не держать, прихватил - проверил угольником. Если нужна точность, то нужны угловые струбцины, магниты не удержат деформаций даже от прихваток.1 балл
-
@VVB, частоты? Появляется ВЧ звук? Если появляется жужжание или писк- можно записать звук и проанализировть его. Узнаем фактическую длительность импульса и частоту модуляции.1 балл
-
А чего, так можно было??? Жесть какая, зачем такие ужасы то рассказывать, яж теперь спать не буду, ....сопло паронитовое....1 балл
-
не, не так, стучать соплом о край стола, чтоб брызги отлетели, или по соплу пассатижами. Сам болею таой фигней))). Но на ЭСАБовских горелках сопло/резьба/держак очень надежно и не так-то просто его раздолбить. Этому соплу уже больше года
1 балл
-
Если 350-й является единственным аппаратом-то это актуально. Но, имея перепрошитый 200-й, 350-й можно пригружать тяжёлой, продолжительной работой, а филигранную мелочь-оставить 200-му. Чтоб не скучал.1 балл



























































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)