Лидеры


.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)

Популярный контент
Показан контент с высокой репутацией 16.11.2020 во всех областях
-
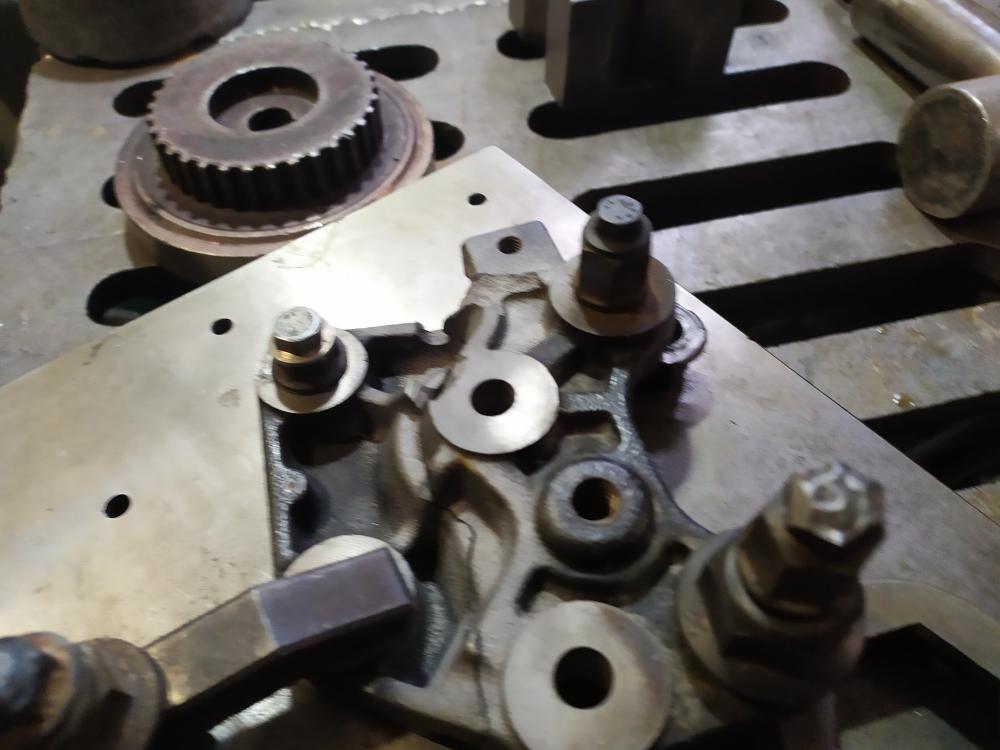
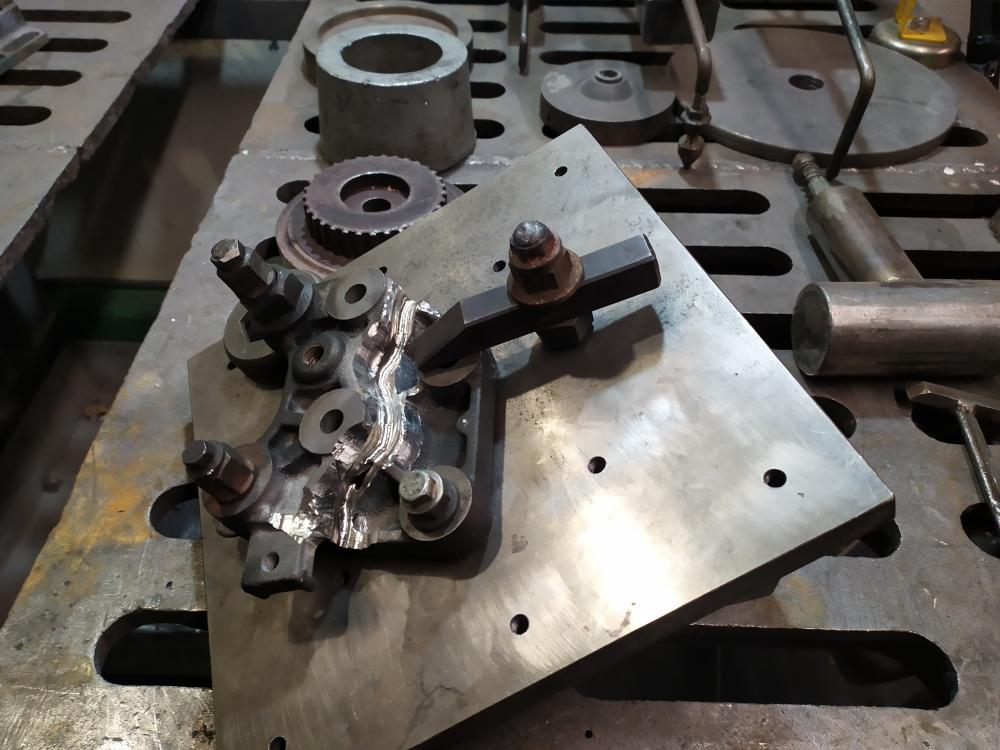
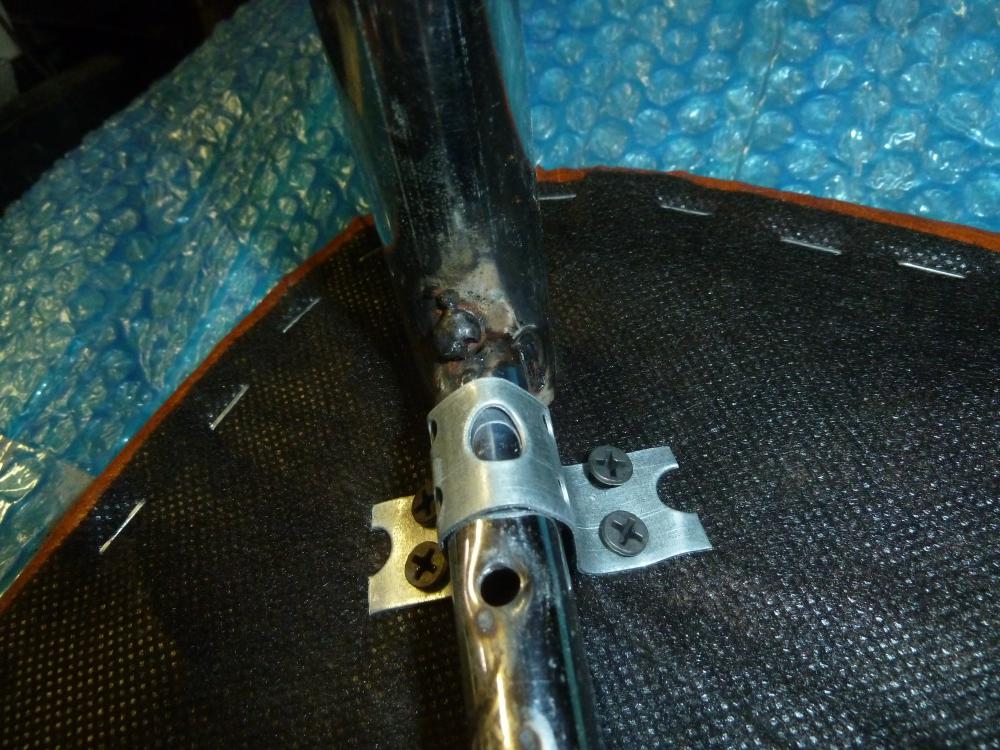
Какой-то крепление от мотора. Самое трудно было выставить по излому и в плоскостях. Помощница - маленькая чугунная поверочная плита,шлифованная. А в остальном всё по схеме - панч 11, сундук Edon 200, горелка WP-20, вольфрам WZ-8 2.4 + линза.
 9 баллов
9 баллов -
Совсем чуток сварки , но без нее старый американец Фред , терял до 3 литров "крови" за день .
7 баллов
-
Также вчера немного поработал, привезли ось на бочку от полуприцепа и посадочные на 60 мм уже. Достал из запасов угольные электроды, в левой руке продувочный пистолет, в правой держатель и понеслось. И так с двух сторон.
6 баллов
-
5 баллов
-
Поэкспериментировав с этим режимом, могу выразить свое мнение о нем. Вы все правильно сказали, шов на пластинах сваренный данным методом легко ломается пальцами, кусочки проволоки так же "причпоканные"))) к пластине, аналогично лёгким движением отламываются от нее. Увы, а при увеличении продолжительности импульса появляются следы побежалости, и смысл всего этого режима теряется. Т.е данным методом можно что то декоративное сделать, но кратеры видно, для чего то серьёзного это не подойдёт.5 баллов
-
Валерий,не могу так сказать. Потому что,с каждой деталькой\блоком\агрегатом понимаю и осознаю что-то новое. И получается,что от касания дуги и до "ответки от чугуняки" всегда присутствует маленький тремор,хотя не пью спиртного,кофе и зелёный чай (только черный или травяной). Я уже писал,что все проделанные работы не выставляю. Они типа стандартны...там дыра,там кусок наварить и подобное. р.с. ужасный сон сварного - или аргон закончился, или звук "тиу-уууу"(трещина)..3 балла
-
Элементарно, Ватсон. Рассмотрим прямоугольный треугольник. Один катет у нас равен диаметру трубы, и известны два угла - 90° и 22,5°. Находим длину второго катета - 497,06. Получаем все необходимые размеры для начертания. С одной стороны трубы ставим точку на торце, с противоположной - на расстоянии 497,06мм. Как соединить эти две точки вам описали выше.PS. Если к оси трубы - градусы будут другие, но смысл надеюсь понятен.3 балла
-
@Alexxxxxxx, а вы с реалиями проката сталкивались? Ну я так предупреждаю... может еще все впереди. Точность отрезать не на прямую зависит от применяемого оборудования. Очень сильно зависит от материала из чего все планируется. В одной партии все меняется, а от партии к партии, так совсем плохо. Включая хим состав железок. Я к тому, что подогнать под то что вы хотите применить, лазерщики очень сильно мучаются и вас ожидает это же, т.к. то что вы рассматриваете, подразумевает прецизионную подгонку. P.S. А китайцы молодцы. Красиво преподносят.3 балла
-
Да, я понял ваш подход. Только кемпи, остальное хлам. А куда еще подробнее? Когда платка в ММА аппарате с тремя релюшками 20 000р стоит? Это так ... дешево. А еще одна 40 000. Ну так, конечно копейки. Плату с силовыми элементами и озвучить страшно. Ну вот не хотел.... Но вы сами просите подробности. Ваше предложение по продаже Кемпаря, можно уже рассматривать как старый ХЛАМ. Если не гарантия, то ваш аппарат - старый хлам. Идите покупайте новый. Отличный подход! Больше сказать нечего. Еще раз... А то может не услышали. Я лично против кемпи ни чего не имею. Хотя честно сказать, в режиме ММА, лично мне не очень понравилось как происходит поджог дуги, как дуга горит и как гпроисходит гашение. И поверьте мне, это не лично у меня такой бракованный аппарат. Для примера не буду приводить, но есть аппараты куда приятнее варят в ММА. И вторая сторона кемпаря, это его ремонт. Когда доходит до ремонта ... один корпус чего стоит (разобрать для обслуживания) и конечно его еще надо обратно собрать А потом подбираемся к главному, стоимость плат. Космическая. Конечно можно отремонтировать подетально, но не всегда. И думается мне, что политика именно Кемпи не ремонтировать подетально. Хотя может политика и сменилась. не знаю. Так вот, модуль выпрямителя на 3 фазы имеет дефект очень не приятный. И его выпаять и обратно впаять, достаточно трудно и затратно по времени и по ресурсам. В общем, кто имеет кемпи это хорошо. И иметь реально хороший аппарат приятнее чем дешевую мыльницу. Варить приятнее чем на Ресантах и им подобных аппаратах. А так же аппарат относится нежнее к сети. Поэтому кто хочет купить именно Кемпи, конечно, пусть покупает. Не пожалеет ... пока гарантия есть @Sivanov, вот лучше помогите товарищу: http://websvarka.ru/talk/topic/13809-kemppi-master-mls3500-panel-gorit-vsemi-svetodiodami/3 балла
-
Сегодня немного поработал. Крепко-крепко приварил рога. На них будет держаться подвесной оптический кабель со встроенным тросом. Покрасил в чудный изумрудный молотковый цвет. Что есть из остатков тем и красим. Выглядит дорого и богато, но к сожалению оценят впоследствии только вороны удобно расположившись на проводах . Красить на холоде и густой краской ещё то занятие. Ножичками потиху занимаемся. Занятие это успокаивает. Поставил так для съёмок. Потом положил- мало ли . Прикупил для гриндера чудное колесо обрезиненое из Китая. Цена не дешёвая. Качество обалденное. У нас в РБ беспошленно можно получить посылку из-за границы на 20евро. Попросил китайцев написать в декларации что колесо стоит 22 дол. Они:каласо-каласо, написем 22 дол. И вот в один прекрасный день звонок в мобилу. Вам посылка из Китая. Товарищи через Казахстан на лошадях привезли из рук в руки. Я обалдел от такого сервиса. Так можно и станок привезти если захотеть. Почему показал колесо. Ошибся с подшипниками. Надо вытягивать. Вот решил попробовать интересную идею(чужую) с цангами по бетону. Идеально подходят к типоразмерами подшипников. Вот метода для вытаскивания из глухих отверстий.3 балла
-
Загнуть на трубогибе )))2 балла
-
Какая длина трубы и если не длинная то....... Видел мужики печку-камин варганили изощренную какому нить олигарху , так вот труба наверное 1000мм была и это на вскидку . вырыли яму нужного диаметра и глубины , налили воды , вставили туды конец трубы ну и лазером выставили под нужным углом подперев со всех сторон палками - распорками , ну и по контуру воды обрисовали мелом или еще чем , ну и далее дело болгарки или еще чего может плазмы .2 балла
-
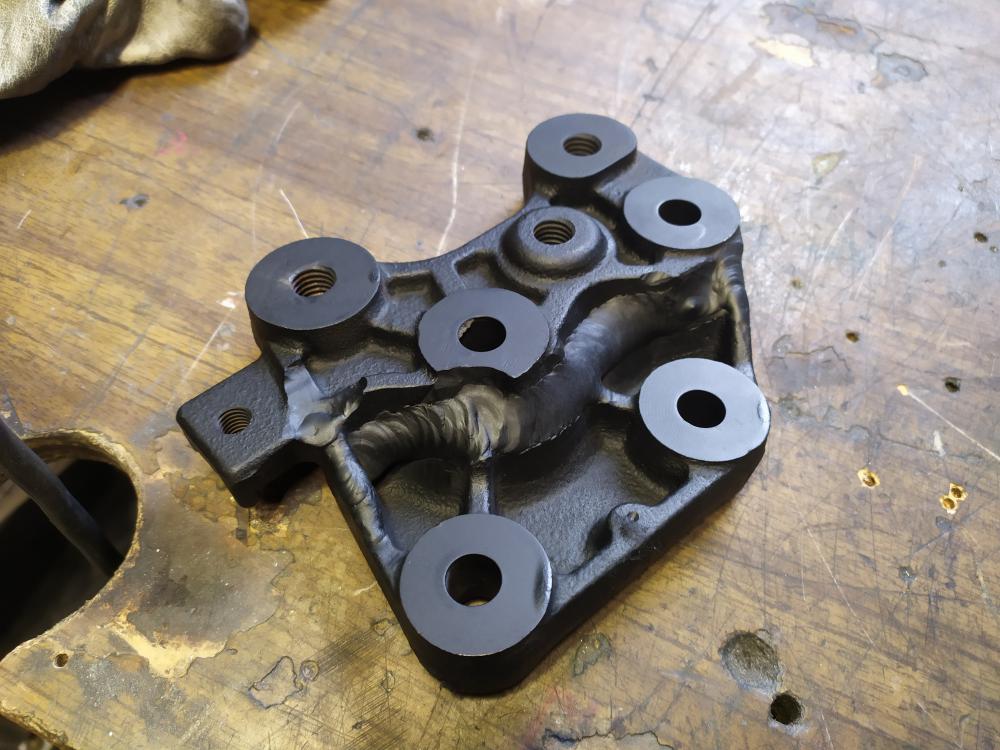
Это все,что есть на данный момент.Есть снимки обратной стороны,но..)
2 балла
-
Валера,к сожалению,у меня фотографии на другом компьютере,поэтому у на словах:12мм на токах 280а(7,5м) и напряжении 38в проволокой 1,2мм углом назад получим сковзное проплавление и и нужный катет за один проход,притом надлежащего качества.Зазор 2мм. Если будет 15мм,то несколько увеличим подачу и напряжение и зазор порядка 3мм(не более),а лучше использовать проволоку 1,6мм в углекислоте без премудрых режимов. Это,как сказать) -весь вопрос в метраже.2 балла
-
Виктор , вот смотри это выдержки из ссылки в сообщении #23 Итак, сталь 15мм, зазор 3-5мм. Сварочный полуавтомат: HighPULSE 550. Режим сварки: Merkle DeepARC. Сила сварочного тока: 400А. Сварочное напряжение: 34В. и вот фотки сего от туда же , что хорошего , шов стек на нижнюю пластину и скорее просто лежит на ней . И это еще видео не видели , а может и видели , ну в общем черти что и посему его и спрятали . Не сам режим Deep и подобные ему хорош но нужно знать меру особо на тавре , а вот "лежачий" шов думаю можно и проплавить , да и видео дуги у них в лежачем положении в основном. ЗЫ и все таки думаю 12мм тавр лучше за несколько проходов .
2 балла
-
Надо было Кротом запить, срали бы зелёным и известность на всю страну.2 балла
-
Показывал уже ... Если нет возможности купить смесь,то можно легко смешать простыми редукторами....Посмотрите как у Селко сделано пока он не купил хороший смеситель у него и видео есть про самодельное смешивание... В книге Чинахова -Сварка сталей в защитных газах плавящим электродом ,.ну все подробно разжевано про газовые смеси...Я перешел на смесь 90/10 т.к. лучше варить,эластичнее ванна, меньше брызг, красивее шов.... По этой же причине варю в импульсе, в простом режиме только тонкий металл около миллиметра. Просто попробуйте и увидите разницу,уверяю,она существенна. На заправочную станцию езжу лично,т.к. попадал на плохие краны. теперь каждый баллон проверяю на утечку. Смеситель купить можно,но что смешивать? Дерьмовый аргон с грязной углекислотой? И цена его приличная ...Стоил 50-60 тысячь рубликов....Задумаешся пожалуй....Проще поставить два китайских редуктора с ротаметрами по 500 руб штука и клапана от бензонасоса как у Селко ....Дешево и надежно...2 балла
-
Конечно есть те,кто бухать не любит.Они накуриваются.2 балла
-
Что ж,остается пожелать вам удачи в вашем деле.1 балл
-
Я правильно понимаю:мел,бумага и труба диаметром 1200мм? и точность в полградуса?1 балл
-
Стесняюсь спросить,но все-таки:зачем нужна такая точность для трубы диаметром 1200мм? ..точность в полградуса?1 балл
-
Это уже в какой-то теме обсуждалось насколько помню и были там фото обратной стороны.И не было на фото сквозного проплавления.И сам я варил на таких режимах- не получится ничего путного с обратной стороны.И пока не узрею- не поверю,уж извините.А,вот http://websvarka.ru/talk/topic/12335-krupnokapelnyj-perenos-v-chistoj-uglekislote/page-4?hl=%20%D0%BF%D0%B5%D1%80%D0%B5%D0%BD%D0%BE%D1%81%20%20%D1%83%D0%B3%D0%BB%D0%B5%D0%BA%D0%B8%D1%81%D0%BB%D0%BE%D1%82%D0%B51 балл
-
Виктор , как будет возможность покажи ,,,, не чтобы оспорить , а просто интерес . Может и можно и без сих режимов , вот еще от газа много зависит и если в смеси то более текуч шов , в СО наверное получше да и не выйдет на струйный в нем и КЗ . В общем интерес ,,,,,,,,. как нить попробую на своем .1 балл
-
Виктор ну в чем же дело и да я показал видео топикстартеру как вариться катет 12мм , ну и он не озвучил нужон полный провар али нет . Ну если хочет то пусть врубает 400А и кладет 12мм за один раз , но путного из сего не чего не получиться и мой пост #23ссылочка посмотрите шовчик и если его такое устроит то почему и нет , я не против.1 балл
-
Декоративность - лазер, потом плазма, потом ТИГ. Доступнее ТИГ и цена за оборудование меньше и ... А плазма и лазер на серийность больше ориентированы. Рекламщики как раз используют лазер. С учетом засилия китайскими источниками и головами, лазер становится при большом объемы очень и очень доступным. Поэтому, о какой борьбе идет речь? Взять ТИГ и набить руку, либо так же механизировать процесс, чем вы и собираетесь заняться. И о чудо, при хорошей подгонке в ТИГ можно просто чудеса творить. И при определенных условиях, чистить шов не надо. А если как декоративное соединение, уже ... более 10 лет у многих рекламщиков лазеры стоят. Там как раз все на прихватках основано, практически нет сплошного. Ни чего не чистится и все визуально красиво. Ну а КОЛД АРК в ТИГ ... посмотрим, слежу за результатом. Вы1 балл
-
Не, я не восхваляю их. У меня слишком мало опыта работы с различным оборудованием. Мне просто нравится как они работают. А по просьбе помочь товарищу, это я своему товарищу передам.1 балл
-
ХЗ. Тяжело наверное...Тут люди делились: http://websvarka.ru/talk/topic/1366-sovmestimost-svarki-s-alkogolem/page-1 Да, и кстати, проблем с гаи нет, т.к. гаи тоже нет.1 балл
-
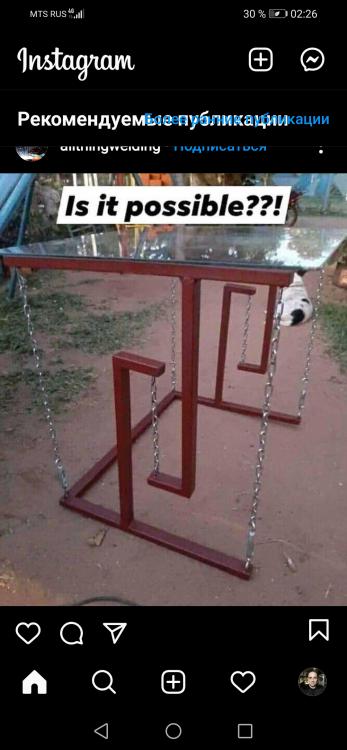
Всё там нормально. Столешница висит на коротких цепках, а угловые работают как растяжки.1 балл
-
Так ты сначала собери, в крайнем случае метод мясорубки будешь использовать!))1 балл
-
Я что-то сообразить не могу. Фотомонтаж или законы физики?
1 балл
-
При дуговой сварке титана со сталью невозможно получить сварной шов с содержанием железа в пределах растворимости его в титане. Поэтому при непосредственном соединении титана со сталью методом сварки плавлением швы чрезвычайно хрупки, в них образуются трещины. Задача еще больше усложняется при сварке титана с хромо-никелевыми сталями аустенитного класса. В этом случае образуются сложные интерметаллические соединения титана с железом, хромом и никелем, которые еще в большей степени, чем при сварке титана с углеродистой сталью, делают шов хрупким. Избежать перемешивания свариваемых металлов можно двумя путями: сваркой — пайкой, когда один из металлов (более легкоплавкий) растекается по соответствующему покрытию, нанесенному на другой металл (при этом непосредственное сплавление металлов не происходит, а образуется сварно-паянное соединение); ступенчатым методом с применением промежуточных металлов-вставок Титан удовлетворительно сваривается с очень ограниченным количеством металлов: цирконием, ниобием, танталом, ванадием, молибденом, гафнием. Наиболее пластичные соединения удается получить при сварке титана с цирконием, ниобием и танталом С. М. Гуревич и В. Н. Замков нашли способ создания комбинированной вставки из двух сваривающихся между собой металлов — тантала или ниобия и бронзы [12]. Так как тантал хорошо сваривается с титаном, а бронза со сталями различных классов, то такая комбинированная вставка является надежным связывающим звеном при соединении этих разнородных металлов. В результате проведенных опытов была установлена принципиальная возможность сварки технического ванадия с титаном и сталью, в том числе аусте - нитного класса. При сварке неплавящимся электродом в среде аргона швы формировались хорошо, не имели дефектов. Структура сварного соединения ванадиевого сплава со сталью Х18Н10Т приведена на рис. 29. Однако во многих случаях, вследствие неизбежного образования е-фазы в швах в широком интервале концентраций ванадия сварные соединения ванадий — сталь обладают низкой пластичностью. Так, например, угол загиба сварного соединения ванадия со сталью 20 не превосходит 30—35°. Это приводит к снижению пластических свойств и соединения титан — ванадий — сталь. Одним из путей решения проблемы соединения титана со сталью является применение при сварке переходников, изготовленных из биметаллических полос с соотношением толщин слоев 1:1. Технология прокатки таких полос разработана в УкрНИИМЕТ [47] и других организациях. Наиболее перспективным способом получения биметалла титан — сталь является способ горячей прокатки в вакууме при соответствующем подборе величин обжатий и температур, если заготовки под прокатку обладают прочным соединением слоев по всей площади соединения. Такая однородность заготовок достигается с помощью сварки взрывом, а в ряде случаев —• использованием металла промежуточных слоев, например, ванадия. Биметалл с подслоем ванадия имеет более стабильные свойства в исходном состоянии, чем биметалл без подслоя; кроме того ванадий способствует получению более вязкой граничной зоны.https://msd.com.ua/svarka-raznorodnyx-metallov/svarka-titana-so-stalyu/ Ванадиевая проволока ВНМ-155 000 руб/кг1 балл
-
Вот вчера чуток ошибся , видео конечно не доступно , но это безобразие 15мм можно посмотреть ,,,,, в принципе о чем вчера и говорил . https://www.merkle-russia.ru/info/1902/ Слыхал конечно , но пошутить то можно чуток тем паче воскресенье , да и наши в футбол пока выигрывают у Турции . ЗЫ , я пока тут увлекся и прозевал ,,,, уже проигрывают1 балл
-
@chdv1971,В отверстия подшипника запихивается мятый хлеб/ пластилин /солидол и т.д,далее стукается стальной оправкой.Подшипник вылазит.Старый слесарный метод.1 балл
-
Знаю не по наслышке. Знакомый начальник цеха одного из предприятий (гальваника, порошковая покраска, литье алюминия и литье пластмасс) ездил в Китай со своим шефом и разговаривал с хозяином одной большой фабрики. Так у них есть три цены выпускаемой продукции — собственно цена . оптовая цена и цена, только качество будет немного хуже ... Но они этого не скрывают, а именно акцентируют на этом. Вот по этому и качество товара лежит на совести посредника, который заказывает и привозит этот товар. .1 балл
-
Качественные китайские изделия не уступают европейским,повторю -вопрос в цене.1 балл
-
1 балл
-
Ну да краска мешает , мой был скорее никелем покрыт , тонкое но не совсем уж и ТИГ это не представляет проблем . Вот меня другое удивило , крепление сиденья хомуты из ленты перфорированной купленной в магазине и это ладно , а вот шурупы то смотрят остреньким к пятой точке , фанерка тоненькая и со временем когда просядет паролончик будут пятую беспокоить ,,,,. идиоты .1 балл
-
В Свердловской области изобрели улучшенные медицинские маски с наночастицами меди ...может быть,серебра добавить?1 балл
-
"Вино нам нужно для здоровья. А здоровье нам нужно, чтобы пить водку"(с.) Черномырдин.1 балл
-
Это не те все, которые для вас. Теперь для вас не только лишь все, а мы.1 балл
-
Нахлынуло . Годов 24 назад купили дочери маленький трёхколёсный велосипедик c пластиковыми колёсами. Скорее всего китайский - пластилиновый. Как эти все стулья. Сломался стык рулевой вилки с рамой. Трубки как фольга. Электродом просто испарить можно. Детей нельзя обижать . Вот тогда первый раз увидел полуавтомат и полуавтоматчика. Пару прихваток и ребёнок снова на велике катается по квартире. А стулья такие на выброс. Даже в их сторону не смотрю. Дешевле новый хлам купить. Ну а с буднями. Вот делаю крепления для видеокамер на столбы. Кронштейны для прокладки оптического кабеля по столбам. Оседлали энту тему в последнее время. Все всё хотят видеть. Прикольно когда на этих стульях при сварке начинает краска гореть. И пытаешься не подняв забрало задуть огонь. Это как мышкой мух отгонять с экрана монитора.1 балл
-
- оценку и зарплату пополам делить будем?Товарищ! напряги моСК!! Почитай соответствующую литературу в сети и здесь. Незнание -не грех! Грех-лень и нежелание учиться!1 балл
-
Эти стулья, еще ничего ))) а вот если звонят и просят подварить стул, то я на 99% уверен что привезут такой https://www.google.com.ua/search?q=%D1%81%D1%82%D1%83%D0%BB%20%D0%BE%D1%84%D0%B8%D1%81%D0%BD%D1%8B%D0%B9&tbm=isch&hl=ru&tbs=rimg:CWi0J-VJ8XbHYVbAtHO_191qw&sa=X&ved=0CAIQrnZqFwoTCLjwvpiHgO0CFQAAAAAdAAAAABAH&biw=1663&bih=949 Удивляюсь, что среди "счастливых обладателей " таких стульев не найдется такого, кто настучит по чердаку производителю такого чуда.1 балл
-
Вот не совсем праздник но ........ людям подмога особо в пятницу , ну а мне часок работы совсем не спешной . Интерес хто и как руководствовался и рассчитывал нагрузку прихваток по изготовлению сего чуда и ...... впрочем поправили обварив все и вся пао кругу и вот теперь это " СТУЛ" ------------------------------------------------------------------------------
1 балл
-
1 балл
-
@Bambucho,что бы взять «простенькое»,надо понимать как оно работает,а то аппарат будет мозг вам клевать,а вы будете думать,что это руки у вас кривые.Возьмите асеа,вполне достойный аппарат.1 балл
-
Всё бы нечего но вот я не пойму как вы узбека и не только сварщика замените? Ведь механизм то кем то должен обслуживаться ,да и прихватки и подгонку не кто не отменял.1 балл
-
Обруч от какой-то редкой бетономешалки.
1 балл
-
У нас по весне контора покупала новый П/А. Зачем это они делали, когда имеются свободные аппараты, вопрос отдельный. Но вообщем на выбор были две новые модели Lincoln Electric. И как раз у той машины, что не купили, была функция связи. Точно не скажу был то w-fi или bluetooth. А нужны такие примочки на крупных предприятиях, там где много сварщиков. И тут мастер (руководитель) скажем должен иметь возможность мониторить соответствует ли настройка аппрата требования тех. задания. И если случается брак, то можно постфактум по записям определить, не было где сбита программа. Сварщики они тоже разные бывают, некоторые хоть и не шарят, но руки чешутся покрутить. У меня аппарат не такой продвинутый (тоже линкольн), но там есть функция блокировки панели управления, чтоб кому не надо, не влезал.1 балл