Лидеры




Популярный контент
Показан контент с высокой репутацией 09.07.2019 во всех областях
-
Ну и еще один интеркулер и похуже этого http://websvarka.ru/talk/topic/2332-pajka-aliuminievykh-radiatorov/?p=387360 Прежде всего сгоняли за аргоном и два баллона 1080р подготовка навариваем на вставку валик и он облегчит в разы сварку меж сот . завариваем один канал наглухо Примеряем и прихватываем , обвариваем готов голубчик Мои друзья и без них не куда.
 8 баллов
8 баллов -
Валер вставки эти зло, лучше 3-5 сот заглушить а вставку эту вварить просто для усиления, не соединяя её с внутренностями кулера, в трубках гармошка, вставка без неё и воздух, пролетая через вставку, почти не остывает и смешивается с холодным, который прошёл через трубки с гармошкой, делая отрицательный эффект. Я встречал такой кулер где половина трубок была заменена на обычные трубки, клиент мне его принёс говорит проверить надо, машина плохо едет, проверяем всё чисто, утечек нет. Короче объяснил я ему что дело в том что у него не кулер а обычная труба, которая воздух практически не охлаждает, купил он новый, позвонил мне, говорит да, проблема исчезла, машина поехала.7 баллов
-
Первые впечатления от сварки полуавтоматом на больших токах весьма положительные.Дело в том, что дешёвые хамелеоны не любят когда света очень много. То есть при сварке электродом, где свет дуги прикрыт юбкой обмазки, и её же испарениями всё выглядит достаточно неплохо. То же самое наблюдается и при сварке домашним п/а в углекислоте тонкой проволочкой -- миниатюрная дуга не способна чего-то там особо осветить. Другое дело когда излучать начинает ионизированный аргон пропуская через себя 250 ампер тока -- тут мы начинаем наблюдать просто пятно света при любой степени затемнения фильтра, и нормальную фильтрацию этого потока я узрел первый раз в хамелеоне от Авроры. Ну а теперь, надев на голову настоящую сварочную маску я увидел, что оказывается цвета могут быть разными, что можно различить гораздо больше деталей, что раньше я видел далеко не всё что можно увидеть. И главное сломалось моё стойкое убеждение, что лучшей картинки чем даёт обычное стекло быть не может. Оказывается может. Сегодня я открыл новый мир -- это мир профессиональных сварочных фильтров, сегодня я по другому увидел и сварочную ванну, и сварочную дугу -- я увидел это всё в супер качестве и в цвете. Вот так как-то.7 баллов
-
Надувная лодка сурового челябинского сварщика
6 баллов
-
Китаю разрешать что либо стянуть никто не сможет запретить. С ним вообще сейчас разговаривать с позиции силы никто по серьёзному не сможет. И им плевать на позволенья. У них самое большое количество редкоземельных металлов, используемых для электроники. И они их не продают сырьём. Вот и весь их секрет. Потому фирмы вынуждены размещать заводы у них и привозить технологии. Да, и роботы у них не Кука.... Найду фото, скину. Гильотины для металла правда американские, станки ЧПУ японские, паяльные конвееры есть и свои и японские. Автоматизированные склады и автоматизированные покрасочные камеры американские. Фрезерные программные станки свои. Да, это факт. И как я и говорю, что через пару лет будут у них уже копировать технологии. Я имею в виду не Россию. Мы уже отстали практически безнадёжно...6 баллов
-
Такой переходник.Фланцы чугунные,труба стальная.Сваривали полуавтоматом проволокой св.08Г2С.Что произошло в этом случае? Типичный отрыв металла шва от чугунного фланца.Почему это произошло?При быстром охлаждении в зоне сплавления происходит отбел чугуна.Наплавленный металл (валик с катетом 4)будет создавать напряжения,что приведет к отрыву в зоне сплавления,но это на большом диаметре,на малом все обстоит иначе:труба была подвергнута обжатию и при нагревании кромки будут расширятся - шов работает на срез.Получилось довольно прочное соединение,вполне работоспособное,тем более,что была частично проварена внутренняя сторона .Наплавленный валик был срезан и отбить фланец молотком не удалось. На снимке тиг панч 11 Это часть выхлопной системы МАН. Использовать сварочные материалы на основе меди нежелательно:надо учитывать влияние газовой коррозии на шов. Если решили варить полуавтомтом проволокой св.08Г2С,то лучше подогреть и малых токах облицевать фланец,а потом начинать сварку.
4 балла
-
@Ferio,ахах,может на строительстве и так,но на предприятиях немного по другому.Перевттестация технологии,все по накатанной,те же образцы,та же технология,НО 4 года назад это стоило 70 т.,а теперь 270 т.,почему такой разбег?И что на это скажет «дядя»?Бюджет то расчитывался на 70-100 т,естественно заставляет экономить,убираются образцы из технологии и подгоняется под 100 т аттестация и по фигу,что чего то варить не имеем права,кто будет вникать?Технология есть и аттестована,а чего там аттестовано всем по фигу.Как вам такой расклад?4 балла
-
ага, англосаксы виноваты с той же вики. Техническими правилами запрещено транспортировать сжиженный газ под давлением по трубопроводам диаметром свыше 400 мм, однако при перепрофилировании это требование было проигнорировано. Трасса трубопровода в 14 местах пересекала железные дороги, в том числе, в четырёх местах, электрифицированные. Среди них — транссибирская магистраль с большим грузопотоком. Трасса трубопровода на протяжении 273 км опасно сближалась (ближе чем на 1 км) с железными дорогами, а также проходила близко к уральским городам Миньяру, Усть-Катаву, Златоусту и посёлку Кропачёво. из других источников, там ещё и кол-во проверочных обходов трубопровода уменьшили ради экономии. но виноват всегда кто-то другой, кругом заговоры просто потихоньку экономика разваливалась, а с ней и система контроля. и без англосаксов вполне сами справились.4 балла
-
Коромысло т.Камацу .История имела продолжение.После приварки бобышки(у ребятишек что-то пошло не так) привезли опять.Разломали на две части по середине отверстия.Сжал в тисках,разделал и заварил без подогрева, не выходя на внутреннюю плоскость(снимков нет).Трактор почти два месяца работает с этим коромыслом,сваренным по частям.
3 балла
-
Вы правы:черт его знает,куда могут увести побочные темы от сути вопроса. Варите.Ваша задача:выявить трещину по всей ее длине,ее ответвления. Засверлить концы .Вырезать ее.Подогреть и электродом, стежками по 30 -40мм с обязательной проковкой после обрыва дуги, заварить поврежденную деталь.3 балла
-
@dedVova,всего раскрывать не буду,но это не стройка,а производство.Понятно,что вам ОГО,денег недосчитываетесь,аппетиты поумерьте,глядишь жисть и наладится.А то со всех сторон производственников зажали.Вас не удивляет,что в России только т/ц строятся как грибы после дождя,а производства закрываются?Думаю в этих закрытиях есть и рука накса,помимо всех остальных конечно,не в вашем контроле,а ...ну сами все прекрасно понимаете.3 балла
-
Валерий, ты не прав. Заводы никто никто не менял. И поменьше слушай некоторых очень умных, типа, электронщиков. А проблемы решаются. О них и говорят только потому, что есть обратная связь. Я уже не раз говорил, что у многих именитых фирм так же есть проблемы, но до них сложно достучаться. Тут же я всегда практически на виду и потому пишут все обо всём. Даже не по делу. Зато я их встречал. Хозяева заводов просто удовлетворяют свои амбиции, вкладывая в производство деньги и устанавливая современные техпроцессы. Естественно с разбегом на будущее. По моему, только дураки не делают этого.3 балла
-
Для этого есть лак. Это и ремонтопригодность и защита. Тут же тупо зарабатывание бабла на запчастях. Тем более реально были случаи неправильного расчёта схемы в этих уже залитых платах. И как тогда быть ?3 балла
-
Здесь ты не совсем прав,так как в отливках могут быть скрытые дефекты: Скрытый дефект - это дефект, не обнаруживаемый при указанных выше условиях и не выявляемый предусмотренной для контроля аппаратурой. Скрытые дефекты иногда выявляются в процессе механической обработки отливок или в процессе эксплуатации изделий, а также при дополнительном дефектоскопическом контроле не предусмотренными в технологических картах методами и средствами. Наиболее нежелательно и опасно, когда скрытый дефект проявляется в процессе эксплуатации изделия, что может вызвать аварийную ситуацию. ----- ГОСТ 19200-80 Несплошности в теле отливки (16 видов) Горячая трещина Холодная трещина Газовая раковина Ситовидная раковина Усадочная раковина Песчаная раковина Шлаковая раковина Залитый шлак Графитовая пористость Усадочная пористость Газовая пористость Рыхлота Непровар жеребеек Вскип Утяжина3 балла
-
Температура расплава припоя на алюминиевых радиаторах где то в районе 50ти градусов отличается от температуры плавления основного металла, по этому распаять там что то не реально, как сказали выше после прогрева могут вылазить микротрещины это да но ни как не распайка.3 балла
-
Олег , ты должон сделать так чтобы соты не распаялись . В общем можно покурить когда нагреешь много и потом дальше , можно без перекура но лучше с импульс режимом.
3 балла
-
Renault Premium верхний бачок , после сварки оба угла "побежали"- запаял
3 балла
-
Сперва была куплена нефтеперегонная установка, узлы и сервис которой заведомо придется заказывать в забугорье. После нескольких лет счастливой бесперебойной работы чего-то там накрылось, и начальство решило справиться своими силами. Дальнейшая работа этой установки, рассказывал знакомый слесарь, проходила с остановом каждые пару недель, а заказ сервиса при подсчете оказался уже нерентабельным - проще новую купить. Саботаж? Нее, как можно. У всех на слуху МПК Эльбрус за десятки тыров вечнодеревянных, производство которого находится за границей. Это уже должно настораживать, а в бОльшей степени то, что Ethernet у нас все так по заморским чипам идет, и какие камни внурь мы ни засуваем, залить червя или по рукопожатию идентифицнуть хост - да легко. Саботаж? Нее, как можно.3 балла
-
Приехал. Ура. Вот это он огромнуй Других фото пока нет, уехал даже включить не успел. По возможности буду выкладывать результаты знакомства
3 балла
-
@Kondor416, Тупиковая ветка форума:бесконечные препирательства с нулевым результатом.Все останутся при своем мнении.2 балла
-
Ага, бегу уже , волосы назад ...чего ради? Вы мне кто? Правильно, никто....От вашей оценки мне ни холодно, ни жарко, зарплата от этого не зависит...многоходовка с посадкой на бюджет такая простенькая, сколь и элегантная, поэтому потворствовать вам в этом я не не буду, трепыхайтесь как нибудь сами,я буду просто делать свое дело, пока могу, задолбаете-пойду в другое место, где вас нет, благо есть куда..2 балла
-
я представлял кто может работать в таких условиях, люди не имеющие выбора. Также представляю какие падлы устраивают такие условия труда.2 балла
-
варю 315 сундуком, поры будут только при сварке на холодную. нагрейте гбц не менее 200 градусов, лучше 250 -300 и будет вам счастье.2 балла
-
Не, это не я неделю аппарат топчу.))) Это, если деталь или плату ждать. По гарантии. Данный аппарат сейчас работает на производстве. Мне его привезут через два дня. Готовлюсь. Как починю, отпишусь здесь.2 балла
-
Уважаемый @Lohus, энергия с которой вы начинаете спорить о вполне понятных специалистам вещах меня умиляет. Попытаюсь объяснить. Если бы уважаемый @Точмаш 23, написал. типа: " Не забывайте про внутренние дефекты" , то вопросов нет, но он привел выдержку из не самой удачной лекции одного ВУЗа. На самом деле, в его посте переведены определения из двух ГОСТов, которые, к сожалению, не вытекают друг из друга. Скрытый дефект не синоним внутреннего дефекта. - разработчики НД по контролю, см:"...предусмотренной для контроля аппаратурой".т.е. аппаратура контроля предусмотрена какой-то НД, и на неё грешить не надо. "Грубо, условно" - нехрен угломером измерять глубину трещин. Могло, тольке не все 16 являются скрытыми. Я не предсавляю как могли бы не заметить горячую трещину, утяжину, непровар и т.п. Коротко: Не стыкуются два ГОСТа, которые вообще то несколько о разном.Думаю Маэстро это понимает.2 балла
-
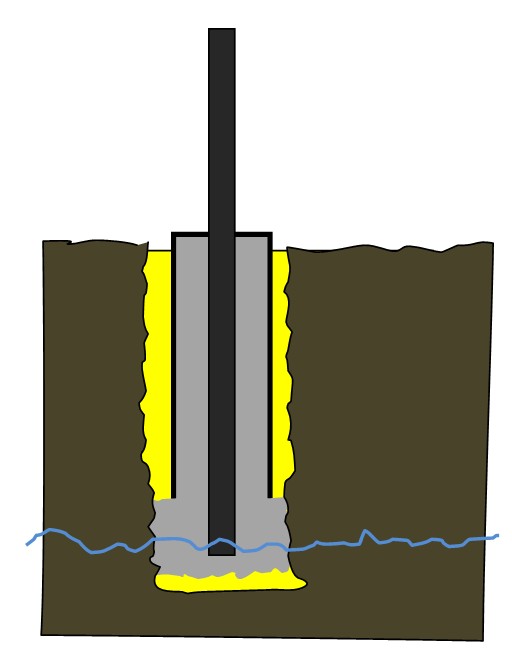
грунт ... важно какой грунт и как высоко или низко протекает вода. В моем случае, 1.5 метра хватает. Если бетонировать не более метра, то выпрет. И каждый год подымать будет. Уже проверил. Так же еще не мало важно, уровень грунтовых вод. Везде есть нюансы.2 балла
-
@Lohus,Масса отливки вещь довольно условная,т.к отливка имеет удаляемые прибыля( " сиськи"),корку и т.д, да и вообще льют плюс- минус.Из методов контроля,что видел- цветная и узк.Кроме того по массе отливки есть допуски на дефекты,их размер,размещение и т.д.Вообще у меня сложилось несокрушимое мнение,что у нас лить никогда не умели( особенно после работы в литейном цехе).Тупо по пути на перекур сфоткал- недоливы,засоры,следы от жеребеек...
2 балла
-
Да пожалуй,пора наплевать на эти препирательства2 балла
-
Одно другому не мешает. Кто знает какой аппаратурой контролируется? Грубо, условно, бредово: по весу деталь прошла - значит цельная, а остальное глазами и руками не увидели и не прощупали несплошности. "Светить" всю деталь никто и не собирался. Из-за несплошностей (любой из 16) в теле отливки и могло поломаться. "Корявых" отливок, даже на глаз, установленных на новом оборудовании, разве не встречается?2 балла
-
Делают сами. Вот используют или нет... я не могу ответить. Я не был на промышленных предприятиях Китая.2 балла
-
@kostyan1970, ходить будет, но без гарантий. Ведь если они не варенное сломали, то почему после сварки сломать не смогут? Усиление швов снять. И цену заранее озвучьте, она там будет ого-го. Им проще будет бэу поискать, хотя тяжко найти2 балла
-
)))
2 балла
-
Ох, ребята! Были бы Вы не заводах Флама и ВТЛ... Не говорили бы такую хрень. Нет уже Европы в прямом смысле. Китай показывает такие технологии, что им только подлизывать остаётся. Обидно, но и нам так же. Это ранее было, думали Китай и а коленках делает. Это мы так делаем. А там роботы и станки с ЧПУ. Точность миллиметровая. Через год два мы уже на Китай равняться будем и слизывать у них разработки. Это не бред и не шутка. А горькая действительность. Так что дядя Валера, уходят в прошлое даже Селко. Хотя я их и уважаю.2 балла
-
@saper24, всё верно! Надо по месту определяться нужен кожух или нет, а то из-за кожуха ещё большая беда может быть. И закинуть подальше дешманские очки, которые из говна сделаны (на них даже не написано какой удар держит стекло. На хорошей маске написано). Да и маска сварщика недуром сделана маской, а не очками (понимаю, что излучения и т.д., но искрами по морде тоже неприятно, даже без излучения). ТБ в голове должна быть, а не в кожухе и очках))1 балл
-
@Steelcar,Оно то и жизнь иногда возникает от нарушения ТБ.А так многим то особо и некуда было идти- глухие,сидельцы,мужики с сел.1 балл
-
Сразу. Мы ещё с братом когда оверман ему в гараж покупали, нас сразу повезли в мастерскую, распаковали аппарат, подключили-зарядили и пробуйте наздоровье.1 балл
-
Да. Вы правы, но я их сравнивал, и выбрал. То есть я, в магазине, варил в этой и в той маске полуавтоматом. Сравнивал. Выбирал. Думаю что на авито меня не спросят чем я варить желаю для сравнения масок? Нержу, люминий изволите? Кислоту или смесь предпочитаете в данное время суток, к полуавтомату, и не приготовить ли вам на десерт плазморез? От такого уровня сервиса грех отказываться.1 балл
-
у нас вроде глубину промерзания принимают за 1.2м, старался копать на 1.3-1.4м,немного песочка на дно, а рубероидная гильза на 1м (ширина рулона), вот внизу и образовывалось небольшое утолщение где рубероид закончился, вокруг рубероида пустоты засыпались песком. Но не везде получалось идеально... Как-то так: Поживём - увидим где чего перекосило или выдавило.
1 балл
-
@tehsvar,Ну дык ,а источники они блатные чисто свои делают или нет? А то тут у нас немного спор возник.1 балл
-
MIPS архитектура и операционка на базе Red Hat. 580 и 1816 это МПК, а эдесь где поддержка периферии? Да и там тоже, взяли досю с волковым и васиком, маловато для разработок. ТАМ это называется "эффективное управление предприятием". И работяги при деле.1 балл
-
Здравствуйте появилась возможность взять подшлемники лето-есть номекс и термол,цена 400₽ Подшлемники
1 балл
-
1 балл
-
А я вот в принципе не могу понять, как можно при оценке квалификации выпускников фазанок и техникумов "пилить бюджет". Проясните, пожалуйста! Имхо, начнут как раз с образовательных учреждений... Смотря что считать "госконторами". Если ПАО типа Газпром и Транснефть - то выхлоп как раз будет. Правда ходят слухи, что ТН пытается пойти по пути ГП: создать свой "ведомственный" центр аттестационный с пунктами по всей РФ, в которых будет (под контролем НАКСа) аттестовывать своих сварных. А вот подрядные организации будут аттестовываться по прежним правилам - в АЦ НАКС, аккредитованными для работы по ТН. В этом случае и ЦОК будет при Транснефти скорее всего.1 балл
-
Да сейчас попробуй "брендовых" деталей/запчастей найди. Поди 80-90% их всех производится в Китае. Как уже много раз говорили, в Китае делают ровно с той надёжностью за которую им заплатили. Кроме самих деталей, ещё может быть просчёт в разводке платы, отсутствии отбраковки,условиях работы и т.д. В других устройствах эти же самые конденсаторы ещё лет пять не высохнут. Из личного опыта, есть на работе штук 6 одинаковых мониторов с внешним блоком питания, и все блоки начали как-то дружно сдыхать с весны, причина одна - вздутые конденсаторы, перепаял и работают дальше. Так вот просто мистика какая от такой дружности, есть правда одно подозрение, весной было холодно, врубали обогреватели, часто выбивало автоматы, "пропадал свет", думаю это и добило конденсаторы. Да и температурный диапазон работы у одинаковых с виду кондёров может быть разный, сэкономь, или поставь что под руку попалось и могут быть непредвиденные фокусы.1 балл
-
@Grim Reaper,Все очень относительно,старушка Европа сдает позиции.Вангую ,что в тех же роботах как минимум мозги и сервопривода кетайские.Станки ЧПУ кетайцы пилят целиком и полностью свои,как и сварочники любого уровня,что бы здесь не утверждали.С одной стороны это конечно печально,но это так.1 балл
-
@selco,Валерий,ну как не крути кондеры и другую требуха делают в кетае,вопрос просто в стоимости( лицо бренда,репутация и т.д).Мой любимый бренд Вы знаете,качество ,проверенное временем- были б бабки ,купил бы и домой).Кстати ,звук дуги на старом аргоннике трансформаторном очень похож на этот мигатроник.С непривычки в тишине,аж яйца скукоживаются,особенно ампер на 250)1 балл
-
@dat,не зря.1 балл
-
@dat,да, это правда. Мы ещё в Китае. @Rumata,что у Вас с аппаратом ? По поводу более крутого... А если он так же с новья забарахлит, но дилер будет Вас мурыжить? В отличии от многих, Вам всё сделали по первому требованию. В любом аппарате бывают детские болячки. А не детские после гарантии будет на таких решать весьма больно по бюджету. С уважением...1 балл
-
Платы для многих аппаратов полностью залиты эпоксидкой, что делает их неремонтопригодными. На наших я старался этого не делать. Но немного таких плат они нам всё же пропихнули в аппаратах.1 балл