Лидеры




Популярный контент
Показан контент с высокой репутацией 17.04.2018 во всех областях
-
Успокойтесь мужики.Сегодня делал.И красиво хотят и крепко.Для меня при таком количестве сварки, меньше поводок.Правда, есть "горб" 2мм. не критично, но убрать придётся.
 9 баллов
9 баллов -
Плавный нагрев это начало пути в алюме плавно переходящий в " тапку в пол". -))) По делу. Алюминий, как и любой другой металл можно сваривать по всякому, формирование шва - тоже вариантов масса. Как правило вид шва о глубине проплавления не говорит. Чешуя, это чисто эстетика, ИМХО. Проплав и сплавление обратного валика на алюме - это ооочень тщательная подготовка кромок. Еще совет (мне его дали в начале моего пути в РАДС) - если за 3 сек сварочная ванна не образовалась, прибавляй ток. Очень правильный совет, помогающий избежать многих проблем. На прихватке ванна должна образоваться за 1 сек, иначе металл утянет. Давай, задавай конкретные вопросы, желательно с фото.8 баллов
-
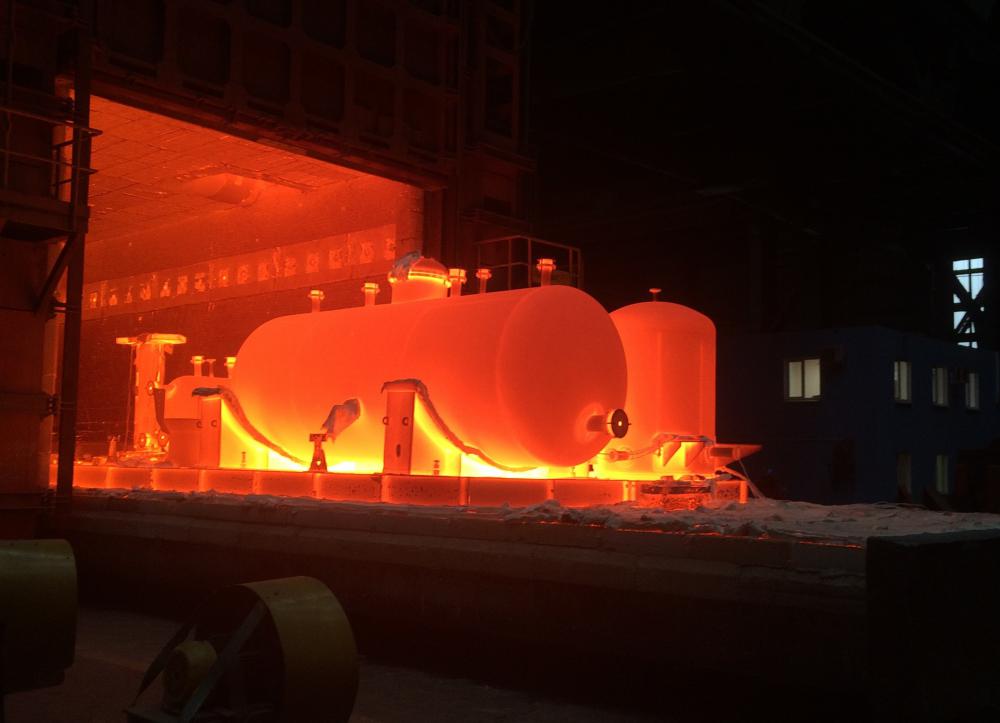
Фото не мои. Просили выложить. Завод Атоммаш. Ссылка на другой ресурс
7 баллов
-
Приехал ко мне в гости человек, попросил ключик, сломанный пополам, заварить из латуни дабы замок не менять в ящике, почему заварить - с него ключник за изготовление дубликата сего хотел взял какуе-то не реальную сумму. Тиг, БрКМц, ток 30А, обратный валик есть. Кап и кап, минутное дело. Ключик работает. Попутно съездил к нему в гости, надо бы портфолио к лету приготовить, на старый сотовый внятно фотать не получалось. Вот такие вещи делал ему: И ещё всякая фигня по-мелочи. Пол дома вообщем сварено моими руками P.s. Прошу совета в этой теме
6 баллов
-
Мужики, я понимаю, что это работа, но не берите грех на душу. Выкраиватели эти, когда будут машину продавать, даже не предупредят человека, что варено переварено, что кроил на машине как мог. И как правило купит эту машину начинающий водитель (скорее всего молодой) или работяга в средствах ограниченный. Понятно, что найдется "мастер", который сделает отказную вами работу, но пусть таких будет меньше. Хитрожопых кроителей надо отшивать и не пачкать свои руки, не все деньгами измеряется (хоть нам и пытаются эту "истину" в голову вбить)6 баллов
-
по просьбам труд- ся снова я!!!
5 баллов
-
из шнурового : ленточная пила и прямошлифовальная машина.Все работает четко, и не ломается, и в руках приятно держать, все крепко и солидно сделано.Как то ощущается, что выше по классу, чем обычный ширпотреб, ближе к индустриальному подход. Из аккумуляторного : шурик на 135 Нм( мощный нужен был) и самый здоровый ихний ударный гайковерт с 3\4 хвостовиком и с 1\2 тоже есть.Из за этого зверя на милуоки и подсел: с общедомовыми узлами учета часто дело приходится иметь, в поверку снимать.Толстые ржавые гайки в большом количестве откручивать приходится порой. Так вот: если эта милуока не берет, то чаще всего болт (18) просто ломается напополам при откручивании огромным ключом.И пашет в таком режиме и пашет. Крепкая и мощная вещь. С ув5 баллов
-
Вот это делать не надо:металл шва даст усадку,возникнут напряжения в спице,что в свою очередь незначительно изменит геометрию обода,а на высоких скоростях возникающие знакопеременные нагрузки очень быстро разрушат место сварки ... этот неизбежно5 баллов
-
Прочитал усе!!! Ну и сразу про "тапку в пол" и если рука сварщика позволит работать быстро то почему и нет , но одно условие присадка должна быть на весу и по капельно добавляться в ванну и не ползти по детали . Объясню , когда присадка ползет по детали то примерно одна треть что касается не имеет очистки от оксида и посему уже брак , ну а на весу вряд ли получится быстро и будет перегрев ну и все исходящее налицо . Так что ваш друг из Патона прав, да и в книгах это есть в советских , присадка навесу не выходя из под защиты аргона и тем самым она очищается и попадает полностью очищенной и не даром даже на роботах и автоподатчиках имитируют "подачу сварщика" И второе , так как быстро не получится и перегрев обеспечен а Ал его не любит и не даром придуманы импульсы и прочее кои повышают качество сварки в разы и провар есть и перегрева нет. Всегда задумывался про американскую бабочку и в Ал ее не применяют, но вот и на других металлах так ли она хороша. Может для облицовки эта "размазня" еще и пойдет . но вот когда вижу как варят корень и размазывают присадку по бокам разделки и что то мне это не очень нравится и предвижу что где едет присадка то есть по зазору то там не все так хорошо. Ну и видео , не совсем удачное так как старался как можно ближе и через фотик не сподручно работать . Ну и считайте сами изгибы где присадка "ползком" двигалась и там где капельками передавалась и делайте выводы .4 балла
-
Можно один колпачёк под это дело испортить, штуцер туда вклеить и в идеале краник маленький, для регулировки расхода. Тут где-то такое уже показывали.4 балла
-
@sanec,на сапожок еще отдельный выход нужен,меня порвут за расход аргона),этот колхоз я по собственной инициативе сделал.Попробую большое сопло агни,может что и получится,спасибо.4 балла
-
Организовал я поддув на изделие,на работе.В общем вот что получается,толщина 2 мм,нержа 321-я,присадок 1,2 мм.,линейный режим,ток подобрал 90А,пробую добавить-уменьшить скорость ведения.При медленном ведении,как на фото,провар гарантированный,но внешний вид наружнего шва говорит о перегреве,но хоть обратная сторона стала выглядеть более менее.
4 балла
-
Ужас ужасный! @Барни, Вы сложили 2 ал детали и поверху , без разделки, пытаетесь их сварить. Да еще, с ваших слов, Ваш работодатель не позволяет мыть детали от эмульсии после резки заготовок. И что Вы хотите при том получить? Вы и получили - то, что на фото. Чтоб алюминий сварить, сначала надо с его поверхности содрать плёнку окиси. Которая сильно тугоплавкая и сама уходить не хочет. Для того, чтоб плёнку содрать, нужен прямой непосредственный доступ Дуги к поверхности. Это не сталь, на которой таких проблем нет. На алюминии, если Вы сложили кромками 2 детали и пытаетесь их сварить без разделки Вы получите то, что у Вас на фото, и ничего иного! И о "глубине провара" в этой ситуации говорить вообще нет никакого смысла. Этот термин совсем из иной оперы! Барни, вот та чёрная полоска, между деталью и наплавленным металлом - это грязь. Там нет сплавления металла детали и присадки. Там есть просто сверху наваленная присадка и ничего более. Для какого металла? Если это чугун - то там скорость нагрева-охлаждения сильно влияет. Если алюминий - нет, не влияет (в пределах разумного на практике), на металл . На конструкции оно влияет сильнее - но это иная история.4 балла
-
такое впечатление, что Вы завидуете) Ну да, можно сказать рай. Здесь конструкции, которые будут нести нагрузку до 100 кг. Человек плюс грибы. Шампиньйоновая ферма. Это не магистральный газопровод.Далее. Да читал я тему, читал. Куча записей, скриншотов и тп. Но все не запомнишь. Любая информация актуализируется в момент ее практического воплощения. Вот понадобилось, я спросил. Удивлен только, что толковых ответов мало.Ты не профи, пичалька и тп. Я ржу тихо в 3 часа ночи. Что плохого в том, что решил немного переквалифицироваться? Что плохого в том, что я не отказался от неответственной работы, так как понимаю, что опыта мало, а тут как раз в масть? И деньги неплохие. А на шее 2 рта. Мне нужно было сказать: - Ой, я ни дастоин.... Пачитаю ка я еще форум.... По факту: я РАБОТАЮ. Зарабатываю этим деньги. Каждый день, точнее ночь, свариваю аллюминий. Я читаю, я варю,ПРАКТИКУЮ. Как то же я пробы прошел) Думал, посоветоваться. Так.. О теории... На практике, лично для меня и так ясно- заливка это неправильно. Плавный нагрев, аккуратное шприцевание присадки, а не тапку в пол и погнали.Просто думал, что как то более четко сформулирую аргументы. Не для коллег, для себя. Ох-хо-хох.Не думал, что такой простой вопрос, окажется таким сложным.Простие, если был резок.4 балла
-
Скажу за Китай, как человек бывший там 11 раз в 91 - 93 гг.... Мы в те времена заказывали у них... Ну в общем то, что не могли сами сделать - ваааааще!. Китай никогда не делал исключительно изделия низкого качества. Они делали то, что от них требовали. Когда приходит бизнесмен и говорит: "Есть токарный станок, 1000 штук по 2000$?". - Есть! "А такой же , но по 100$?" - Есть! Но точность будет не 0.001 мм, а 0.5 мм... "Беру!! Заверните в бумажку!". Ведь не Китай нам поставляет, а МЫ у него покупаем....4 балла
-
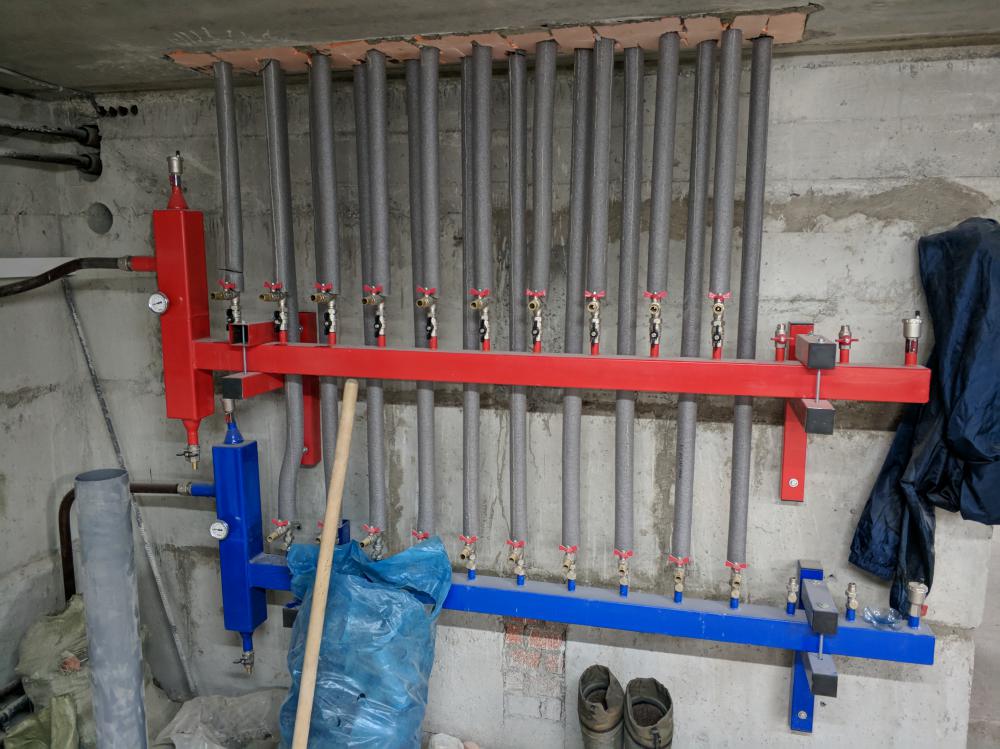
Вот такие воротики у нас получились
4 балла
-
Бери газовые форсунки Кейхен, и срок службы хороший и стабильное качество.3 балла
-
@Георгий 11, Сапожок надо или сопло огромное, внутри то защиты хватило, а вот снаружи,3 балла
-
Так точно!Меня так же учили. Прихватка - мысленно быстро считаешь "раз-два" Сварка - быстро проговаривать "раз-два-три-четыре-пять" и ванночка готова3 балла
-
Мне думается, что откалибровать подачу смеси удастся только в установившемся режиме, при закрытом выходе противодавление разных газов будет портить пропорции смешения. Я сейчас думаю повторить смеситель из топливных форсунок и ШИМ-регулятора, таким можно и три газа смешивать. В установившемся режиме откалибровать можно, но при длинном шланге в первом пшике пропорции могут быть нарушены. P.S. Это наверное в редукторы-смесители надо.3 балла
-
@Барни,я вот совсем не понял о чем он написал.При чем тут провар и оксидная пленка?Присадок за полметра берут-это вообще о чем?Можно и непрерывно подавать,если тока навалить,но это уже долгая практика (я так не умею).Провар на 1 мм.толщины и допустим 10 мм-как сделать?Спросите у своего товарища,пускай он по понятиям растолкует,как мне без разделки с полным проваром сварить?Или я о чем то не о том?3 балла
-
Согласен , но вот делал год назад и ездит по сей день связь держу да и привозили еще по мелочи варить ко мне правда не диск. Первый раз я взялся за сварку спицы и не столь досаждала сварка , сколь его покраска лак эластичен и держит температуру (не обожжешь ) и пришлось чистить шаберочком и прочим подходящем инструментом (кстати покраска сея стоит 6000р и после сварки они все удалили своими средствами и думаю химией так как пескоструй бессилен против этого лака) , ну и сварка и доводка внешнего вида . Ездит этот подопечный , но думаю так диск мощный и спиц много и он бы и без этой спицы катался бы не заметив что ее нет. http://websvarka.ru/talk/topic/489-kolesnyj-disk-svarka-remont/?p=283250 P.S. Но стараюсь не брать спицы на сварку и пока в арсенале только одна , выше показанная.3 балла
-
@Hlorofos, вот-вот, вроде бы навскидку разницы между Текменом с его DIN4 и SG c его DIN3 нет, типа одно и то же, но это только навскидку. Когда снимаешь SG и одеваешь Tecmen (в моем случае 4С от Линкольна) то сразу глаза начинают ощутимее напрягаться — света именно не хватает, хотя вначале (при сравнении на вытянутой руке) картинка казалась такой же светлой. Поэтому считаю правильным то, что Текмен маркирует свои фильтры как DIN4 — это больше отвечает реальности.2 балла
-
Лично для меня уровень просветленного состояния очень важен, фонарей на масках нет, не всегда удобно и точечное освещение. Недельку поработал в 715s 2.5Din, вернувшись обратно к 730, 815, к XX наконец, ощущаю дефицит света. На XX не так сильно выражено, разница не очень большая, а вот текмены очень темными кажутся.2 балла
-
2 балла
-
@Schwert, вам лично надо внимательнее осмотреть стрелу, могут быть трещины продольные. но если все хорошо сделать то работать будет.2 балла
-
Не клапаны, а топл. форсунки, у них быстродействие ок. 15 мСек. "Современные ЭМ-форсунки способны надежно срабатывать со скважностью* S = 0,5 и при этом устойчиво (управляемо) удерживать открытое состояние в течение 2...2,5 мс. Разброс этого параметра в конкретном типоразмерном ряде форсунок не более ±5%. Такой быстроте срабатывания ЭМ-форсунки отвечает частота возвратно-поступательного движения подвижного стержня электромагнита форсунки в 200...250 с—1. Это является пределом возможного для данного типа электроуправляемых форсунок. "2 балла
-
надо давление всех газов держать одинаковым. Я думаю, 3 хороших одинаковых редуктора с хорошими большими манометрами на выходе с этой задачей вполне справятся. Бывают манометры повышенной точности. 0,4 или хотя бы 1,0. http://www.manotom-tmz.ru/catalog/mekh/tochnye/el/mpti-vpti-mvpti-kl-t-0-4-s-korrektorom-0/ А дальше, всё как Вы сказали, форсунки, ШИМ. Скорее даже только клапана от форсунок, а жиклёры отдельно подбирать придётся. Может быть от газосварочных горелок подойдут. Я бы ещё ресивер на выходе поставил. И датчик давления на базе точного манометра. Снизилось давление в нём % на 5 - включилась подача газов. Дошло до нормы - выключилась. И смешивание точным будет, поскольку падение давления на жиклёрах стабильно. И пшиков никаких не будет. У меня цифра 0,015% сомнение вызывает. это уже на пределе чистоты аргона. Высший сорт - азота не более 0,005% , первый - не более 0,01. Вряд ли 0,015 на на сварочный процесс повлияют. Может 0,15%?2 балла
-
@Дед мазай, У меня брат с Камазовскими гонщиками на пароме шол (шофёр он), всяких сувениров от них наполучал, пофотались, ну и "посидел" с ихним тренером. Был очень впечатлёт.2 балла
-
@mehanik1102, надоело мудрить со вторыми ступенями, решил проблему пшиков в одночасье, даже не столько радостно, что избавился от пшиков, хотя шланг можно хоть километр ставить, насколько рад был, что по прошествии недели (баллон закрыт),стрелка манометра не шелохнулась вниз ни на мизер. Ну нет у GCE утечек, хоть ты тресни!!!! Но это решилась проблема избыточного давления одного используемого газа, а приобрев смеситель ВМ-2М, с ним номер с экономайзером на выходе не проходит, расхода нет вообще, как не пытался. У Миротворца получилось, у меня нет. Вышел из положения поставив на выходе из смесителя параллельный клапан и стало все отлично. Мораль, лучше взять электронный смеситель, в покое он не давит в магистраль, клапан в нем перекрыт. На фото слева, явных утечек нет, пеной все мылил, но газ исчезает, а на правой все родное GCE, отлично.
2 балла
-
Редко возить стали,но метко).Трещина между спицей и ободом,два сразу почему то.Было варено до меня изнутри без разделки,пришлось поковыряться.Обработка швов на клиенте.По просьбе разделку делал изнутри.
2 балла
-
Провар, для вас, достигается только разделкой кромок. Больше никак.Если вы не инженер, и не можете рассчитать параметры процесса правильно, то лучше слово "провар" забыть, и никогда его не применять. Теперь @mehanik1102, скажи на милость, кто есть хороший отец и семьянин? Это есть тот, кто абсолютно уверен в завтрашнем дне, своём, а значит и своей семьи. А достигается это только через востребованность тебя, как специалиста в своей профессии. То есть надо доводить этот параметр до такой высоты, когда уже ты смотришь на работодателей свысока, и можешь их выбирать. И таким образом повышать благосостояние своей семьи. На нашем форуме даже так запрещено.2 балла
-
Дурное время сейчас. Многие китайцы выровняли качество. Они же для брэндов клепают. Критерий дорогой цены уже не влияет на выбор. Всё нужно на зуб пробовать.2 балла
-
Я не про трещётку, оа на всех перфах работает. Там подлянка не заметная. Когда инструмент отпускаешь, а движок крутится, боёк должен последний ( или несколько) удар бить не в толкатель, а в ловушку, под которой резинка лежит. Соответственно, резинка гасит энергию удара. А эти нехорошие ребята либо боёк удлиняют, как в Маките, либо ловушку тоненькую делают, как в Боше. Боёк чуток не достаёт до ловушки и долбит со всей дури в толкатель, который бортиком в ствол упирается. В результате со временем ломается что нибудь из деталей. В Маките ствол лопнул, в Боше ствол из нескольких деталей, там передняя фигня лопается. Я кода стал разбираться, с какого препугу ствол лопнул, вышел на длинный боёк. Сделал нужного размера, и даже чуток потяжелее - задницу чуть удлинил, так перф 2450 жил долго и счастливо, пока не умер естественной смертью. Просто механика износилась. Он последние годы много по рукам ходил. А новый, 2470 я сразу разобрал, боёк поменял, толкатель отполировал, чтобы он резиновый уплотнитель не жрал, смазки 60 грамм положил, так он и сейчас живой. Хотя я в него больше не заглядывал. Снаружи уже не видать, из чего сделан. Пока работает, как часы.2 балла
-
Подставка под аквариум Горелка китайка 18-ая, без линзы, сопло 6 мелкое Профиль труба 40*40*1,5, 40*20*1,5, электрод 2,4 WL20, импульс 180/20 А, 20%, 2 Гц, предгаз 0,5 сек, постгаз 4 сек, расход 3,5 л/мин
2 балла
-
по всей видимости, но в характеристиках не указано. Только на фото выше видно, что это отдельный режим. Скорее всего и у Линкольна есть. Оголовье Линкольновское интересное, с таким кронштейнами будет сбалансированно на голове так же как и 3М, наконец то додумались, что его изюминка не в четырех лямках облегания головы, а именно в опущенных вниз шарнирах. Лучше поздно, чем никогда!!!!1 балл
-
На ротаметр датчик повесить, чтобы расход регулировать, вместо ротаметра Для газа газовые форсунки, но я планировал для бензина использовать. Окно в работе появиться - начну экспериментировать. В такой схеме третий газ добавить не проблема.1 балл
-
Друзья, если бы по приемлемой цене на Авито не попался Witt, так бы дальше и мешал по такой схеме: Два регулятора расхода GCE, оба давят 4.5bar на выходе фиксированно, по этому оба газа поступают независимо от расхода. Смесь происходит в горелке, не важно инжекционная или нет. По отдельности выставлял расход каждого газа, аргон 15 литров, а СО2, что бы чуть щекотало ухо. Пропорции конечно не измерить, но думаю даже в 1% СО2 попадал. Нержу Меркле прекрасно варил. Но что не нравилось, долгие танцы, пока подберёшь приблизительную пропорцию и «пшик» длинный, при котором сварки нет. А так, если перебиться, то вполне рабочий вариант. Допустим если после горелки-смесителя, перед аппаратом поставить экономайзер, скорее всего и пшик исчезнет, ну и СО2 можно мерить дорогим ротаметром, от 0 до 2 литров, с шагом 0.1л, то и вполне можно обходиться без дорогущих смесителей.
1 балл
-
Про провар. И про Патона. Как это я забыл? Видимо, ночные смены дают свое. У меня товарищ работает в НИИ им Патона. Я ему написал. Вот цитата его ответа. -Привет, Саня! Заливают те, кто сваривать нормально не умеют! А ежели найдутся умники, которые несогласны, отправляй их ко мне!)) Растолкую по понятиям! Они берут присадку за пол метра до сварочной ванны и суют ее непрерывно. Они, могу спорить, не знают, что такое оксидная пленка). Это вкратце). У таких обыкновенно спрашиваю: "Ну что, замазал?")) А для тебя скажу, нет гарантии, что будет провар. (С) Думаю, понятие,, провар,, таки имеет право на существовании, даже не у инжинеров. Степень проплавления, скажем так.1 балл
-
@Точмаш 23,я понимаю,что спицы варить вредно,но клиент ездил с этой трещиной и сваркой только изнутри продолжительное время.Я не оправдываюсь,я диски начал варить относительно недавно и мне просто интересно,как сварка ведет себя в тех или иных случаях.Возвратов пока не было,но понимаю всю ответственность и клиента предупредил.1 балл
-
@mehanik1102, так точно.1 балл
-
@selco, похоже, Вы по жизни не сталкивались с метрологией и метрологами.1 балл
-
Когда расхода нет ротаметр показывает ноль. Разумеется. Но если ты меряешь именно расход и именно ротаметром, то у тебя 15 литров именно вылетают из горелки. Иначе непонятно куда он девается. Ну вдумайся просто в физику процесса. Вот ты выставил 15 литров на двухметровом шланге, а потом вдруг переткнул на этот редуктор десяти метровый шланг. Сопротивление выросло, и ротаметр покажет меньший расход. На то он и ротаметр а не манометр.1 балл
-
@selco, сделай видео про работу на малых оборотах с алюминием. Хочу со своим опытом сравнить. Мне чего-й то не понравилось, но грех не поучиться. 40-60т./об. это для тонких фрез у которых угловая скорость становится нормальной только на таких оборотах. Да и скоростной режим фрезы выбирается из кучи условий. Кто не верит, то может поинтересоваться у станочников или просто забить в поисковик что-нибудь типа "высокоскоростное фрезерование". Высокие обороты почти не греют металл за счёт очень малого съёма, но при этом дают очень чистую поверхность. Однако высокие обороты требуют не человеческой реакции, терпения, не дрожащих рук. Поэтому выше 30т./об. руками очень тяжело работать. Да и на 30т. всё время в напряге. Чуть зевнул и получил подрыв, отскок, удар о стенку. Для сходящихся углов, узких отверстий и т.п. лучше низкие обороты и фрезы с более мелким зубом. Фрезу от Романа я на днях так убил когда точил канал в маслонасосе. Агрессивная фреза с крупным зубом слишком глубоко углубилась и была отброшена в соседнюю стенку. Результат предсказуем. Дальше фрезой с алиэкспресса с более мелким зубом и менее агрессивным съёмом работал без проблем. Вывод: разные условия нужны для разных фрез. Фрезы с крупным зубом у меня для прямых линий, фрезы с более мелким зубом для сходящихся стенок и каналов.1 балл
-
А я наделал ящиков для подвального стола. Нарубили железок. Сделал на прихватках и покрасил в любимый цвет. В принципе доделал "непонятного" предназначения выдвижной реллинг для стола. Мягко говоря не получилось нормальное выдвижение без усилий. Долго думал как парелельно-перпендикулярно приварить направляющие и втулки. Сначала приварил направляющие, потом втулки к столу. Задача не тривиальная . Туговато выдвигается и задвигается. Но штука довольно удобная. Особенно как опора для руки.1 балл
-
У меня опять пандусы. Сроки горят, второй слепили грубо говоря за сутки=) Наконец то она попала в мои руки! Но ожиданий не оправдала, из плюсов только цена(в нашей провинции 17200). В данной ценовой категории, - лидирует Jasic. Пару швов в исполнении авроры.
1 балл
-
1 балл
-
РЕМОНТ МАНИПУЛЯТОРА PALFINGER EPSILON. фото мало ,работа была срочная.пока ходил за телефоном уже все выкрасили
1 балл
-
В общем, купил 100 а, первый рез был на черном мет., 10 мм, с пробивкой. Нормально, но с похмелья лучше не резать... , повторяет четко. Вторая попытка на фото, нержавейка, по направляющей, ток 60а, воздух 5 атм., сопло 1.5. Метр в длину, резал не более 2х минут, с 2 двумя остановками. Это было в ясный, сухой день. А вот пришлось резать по дождю, под навесом, как сглазили. Дуга тухнет, поменял 2 сопла. Тот влагоотделитель, что шел в комплекте - 100% дерьмо, начал травить под ручкой рег. давления. Попытки привести его в чувство не удались. Купил и поставил на апп. 2х секционный, еще не пробовал. Также пробовал резать Al, 10мм, литье. Впечатления положительные, думаю 15 мм возьмет без проблем. Ну и валялся кусок чугунной плиты, не удержался, попробовал. Примерно 10-15 мм режет шустро и ровно, а толще - до 40 мм, навернул сопло. Сам резак не впечатлил, строгать им видимо не прокатит. Да и кнопка - порнография в чистом виде. Компрессор: сперва взял Прораб 50л ресивер, 360л/мин. Прямого включения. Не то. Просто погремушка. Заменил на Кратон 440/100, совсем другое дело. Работает в 3 раза тише, но гораздо эффективнее.
1 балл
-
ADS9-45ru.pdf с резьбой в Корее не угадали, итальянские ниппеля не полезли, дорезал:
1 балл












































.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)