Лидеры




Популярный контент
Показан контент с высокой репутацией 21.12.2017 во всех областях
-
Горелка Фрониус, по-моему, TTW 3000. С водяным охлаждением, многофункциональная: с двумя переключателями, маленьким дисплеем , НО в ладонь не помещается... великовата, тяжеловата, сами это признаём! Он сам иной раз говорит, что рука подустаёт... А руки у него сильные, горелку держит, как я его учил когда то: крепко, но нежно, как птичку, чтобы не улетела и что бы не задушить.9 баллов
-
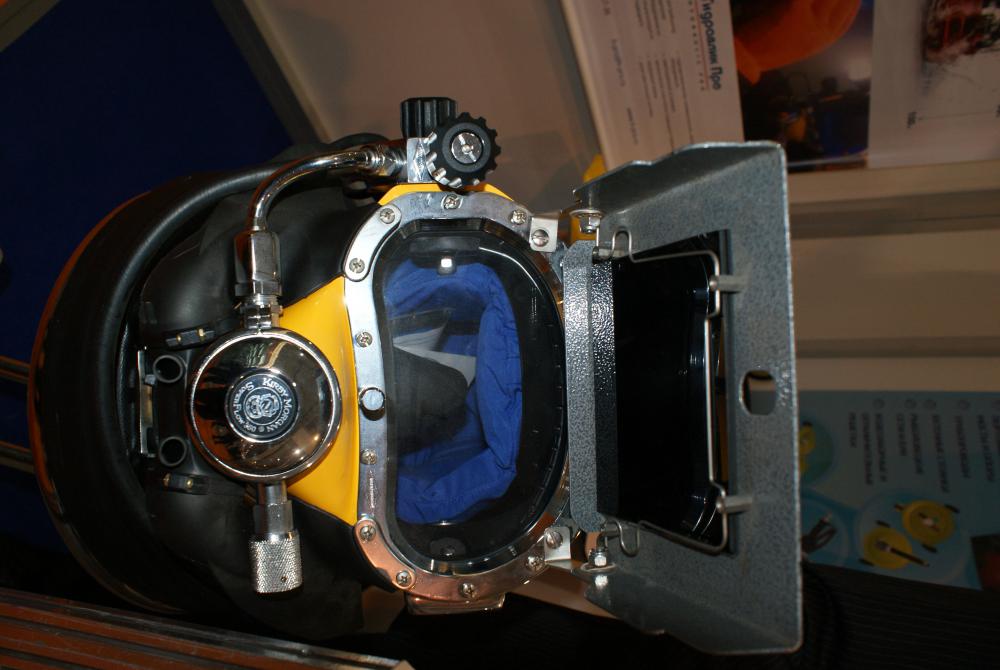
Что-то всё собирались тему отдельную открыть, да так и затихло. С недавних пор пользуюсь маской Temen 815s (тестовый экземпляр). Маска да Маска, все устраивает! Цветопередача реальная, картинка очень чёткая, оттенок немного теплей и белей, чем у старшей модели 820s (Viking 3350 4c), и главное синевы нет, присущей 820-му фильтру и 3350 4с. Чередую с SG 9100XX, с удовольствием работаю в обеих. Главный на мой взгляд недостаток такого оттенка, нет фонового цвета у фильтра. И вот при сварке алюминия TIG, когда процесс близок к идеальному, ванна видится в этот фильтр как жидкое зеркало. Как объяснить ощущения не знаю, но когда смотришь на стык под неудобным углом, я краев не вижу, отражение что ли мешает. Тут же одеваю СГ и его зелень придаёт ванне оттенок и ее границы становится лучше видно. С другими материалами все ок! Так что думаю не стоит гнаться за оттенком 4с и XXi. Красиво конечно смотреть, но недостатки как видите есть. Очень часто работать приходится под рамами автоцистерн, а там очень тесно и постоянно что-нибудь мешает и перекрывает обзор, иногда СГ мне сюрпризы преподносит, не закрывается. Хотя стык я вижу нормально, а вот датчики похоже нет, перекрыты. С tecmen таких проблем нет, ни разу ещё не подвела, и уже для себя определился, там где клоака, туда только в ней. В общем, что для меня лучше Speedglas или Tecmen, даже думать не хочу. Обе нужны и важны, FX тоже выручает и без flexview с адфло уже копыта бы откинул.8 баллов
-
Мой сегодняшний будень, вечор точнее. Ставил ёлку, для всех, чтоб красиво. Для модеров, там сани есть, там сварка была. Все по чесноку! Это моя 2-х этажная квартирка. Стараюсь украсить и зимой и летом...
 8 баллов
8 баллов -
6 баллов
-
Не плохая статейка тем, кто интересовался техникой сварки (американка или бабочка) полезно https://ngm-lab.ru/tag/tig/6 баллов
-
Вадим, после Мазовских, эти делать одно удовольствие. Вот она редкостная дрянь:
6 баллов
-
http://s19.rimg.info/6d18de007ff7f837e97c4d67ed5544bd.gif
4 балла
-
На фото прихватки не имеют никакого значения. Что надо сделать с нержей что бы края завернулись как у алюма? Вот мой шов на точно такой же детали. Фото внутри нет. Тест на соль прошел. Клиент въедливый попался, в соляном тумане проверял. Прихватки
4 балла
-
Согласен: я не любитель этого способа, хотя иногда практикую. За то сын (а он сейчас варит больше меня, разгрузил по проектам) "руку поставил" и у него получается довольно быстро. При чём швы визуально плотные, а не декоративные. Проходили и через Рентген, и тесты давлением (трубы).4 балла
-
@Учусь,Так никто не утверждает , что способ перекатыванием универсальный и под каждую операцию сварщик сам выбирает оптимальный способ сварки . Дело в том , что есть такие места , где бабочка не оставляет шансов иным способам , а где то проигрывает . Плюсов у всех способов , как и минусов , достаточно , но реально оценить достоинство каждого можно лишь овладев каждым из них в достаточной мере .4 балла
-
@Steelcar, а трубу шпарят стык в стык! Если технику освоить, можно применять повсеместно. Горелка играет главную роль, должна быть легкой, с очень мягкими шлангами (шлейфом), удобной. И лучше без кнопки, что бы неудобств не создавать.4 балла
-
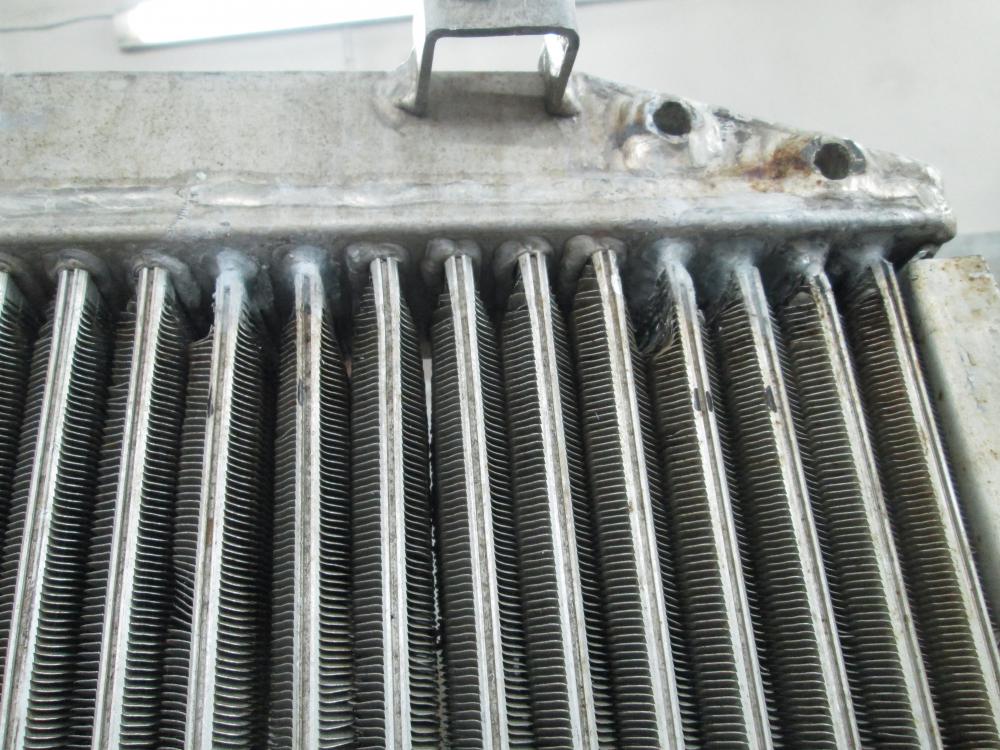
Вот такие не крашеные как на фото вполне ремонтопригодны и ходибельны, не помню чьего они завода но сплав у них хорош и не сравнить с крашеными. Вчера попался вот такой Интер, опресовал, смотрю угловая сота бежит, как обычно открываю глушу на всякий случай по две соты с каждой стороны, собираю проверяю, шипит из того же угла, внимательно присмотрелись трещина по опорной пластине под резинкой и уходит вовнутрь, первый раз такое вижу, пришлось опять открыть, проварить, сошлифовать наплывы, вот к чему приводит невнимательность, сам себе работы наделал.
4 балла
-
4 балла
-
Фиг его знает, работает в какой-то лаборатории видимо. В соляном тумане (т.е. высокое содержание в воздухе солей) , камера такая есть, ржа сразу за часы проявляется. Проверка сварных у него была. Я со второго раза прошел, не думал, что так проверять будет. Во второй раз на поддув аргона не пожалел, как в первый...... .3 балла
-
Горелка WP-12, водянка,500 ампер https://www.ebay.com/itm/WP-12-TIG-welding-machine-torch-Head-body-500Amp-water-Cooled/161661558675?epid=1656548040&hash=item25a3c79f93:g:koMAAOSwrklVHq36 https://www.ebay.com/itm/WP-12-TIG-weld-Torch-14N59-6-Alumina-Nozzle-Cup-1-1-4-Pkg10/322717590032?hash=item4b2377a210:g:06wAAOSwN8FZr2xo https://www.ebay.com/sch/i.html?_from=R40&_trksid=p2050601.m570.l1313.TR0.TRC0.H0.Xtig+wp-12.TRS0&_nkw=tig+wp-12&_sacat=03 балла
-
Для начала,в принципе, не плохо. Внешний шов симпатичный . Даже с этой силой тока Вы могли бы внутренний шов (провар) улучшить! Поясню: у Вас очень короткие швы, по фото видно. Это и отражается на внутреннем проваре, в данном случае непроваре, к сожалению. Делайте сварной шов длиннее и вы увидите разницу! Ну и перекрывайте началом каждого нового шва 10-15мм от предыдущего шва (это, думаю Вам знакомо). Это что? И как?3 балла
-
Спорный вопрос . При достаточном умении - легче и быстрее .3 балла
-
Красиво но медленно, руки устают быстро (лично у меня,когда я иногда пытаюсь это воспроизвести, хотя скорее всего просто излишне напряжён, нет автоматизма), да и оценил бы кто ещё. 90% швов, сваренных тигом, нормальных, где чешуйка к чешуйке, на рядового обывателя, коих опять же процентов 90 и привыкших видеть везде кучу сварочных соплей и так производят чуть ли не "вау-эффект".3 балла
-
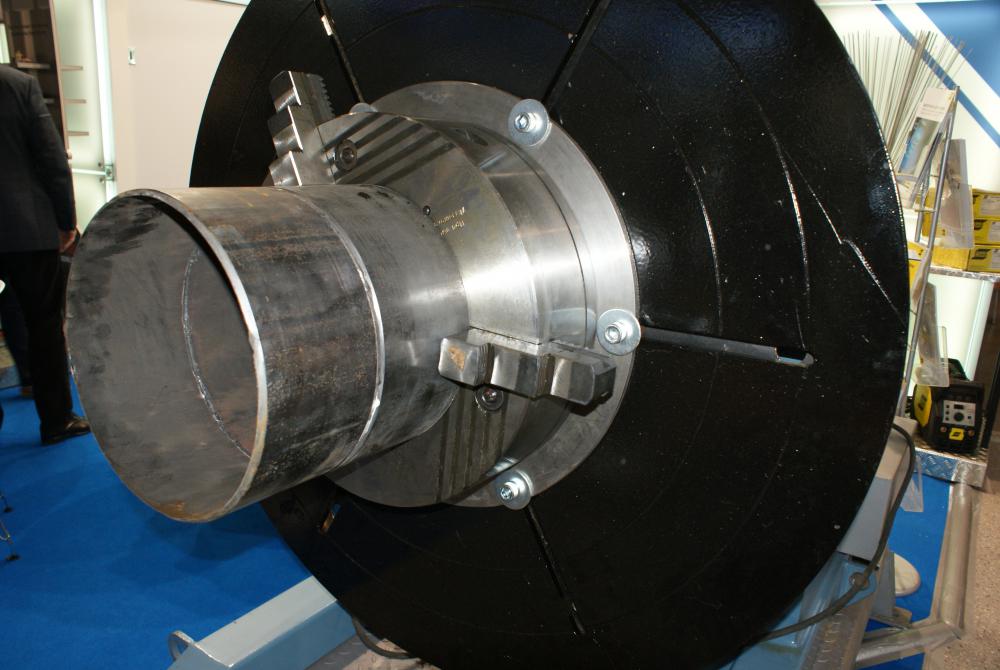
@Mikhailsvarka,Чтож так боишься?Если закраины целые,а разбита середина,то это самый изумительный диск для сварки.Всё ломанное вырезаешь,измеряешь,вырезаешь с другово диска и всталяешь.Если закраина разбита,то вырезаешь вместе с закраиной.3 балла
-
зазор добавить , проплавление метала 1 мм на 101 А ,смесь вам не нужна она требовательна к подготовке метала.индуктивность в минус. горелку углом в перед и немного в верх.попробуйте добавьте напряжение.3 балла
-
Слабал на досуге. 12Х18Н10Т, советиш запасэн. Сосед по гаражам попросил. Варил в угол, герцовый пульс, присадку 0,8мм иногда добавлял, но чаще телом. 321-я как всегда на высоте. Поддув делал ставшими уже привычными поддувами из алюминиевой профильной трубы с множеством отверстий. Дно варилось просто в пульсе, ежей удалось избежать.
3 балла
-
крепление рычага выжима сцепления,уже вареное,пришлось срезать и заново наплавлять.Выточил втулку по диаметру руля и по ней подгонял посадочное место.
2 балла
-
@PecToPaH, облегает в 4 точках, но непривычно после СГ. Лоб и височная часть мягкая.
2 балла
-
думаю это еще не все. при опресовке появятся еще. старость однако.2 балла
-
читайте сто 00220368-011-2007 http://files.stroyinf.ru/Data1/59/59752/2 балла
-
Старость с ними приключилась, просто сами по себе лопаются в местах изгибов, частое явление с тракторными бачками2 балла
-
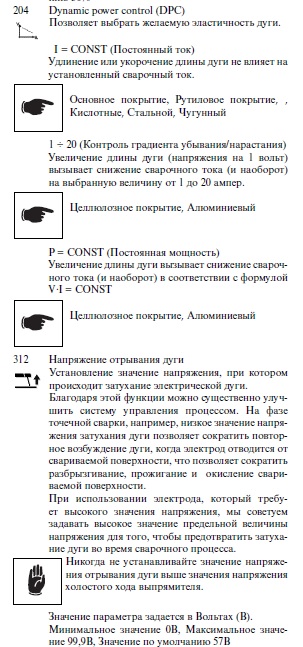
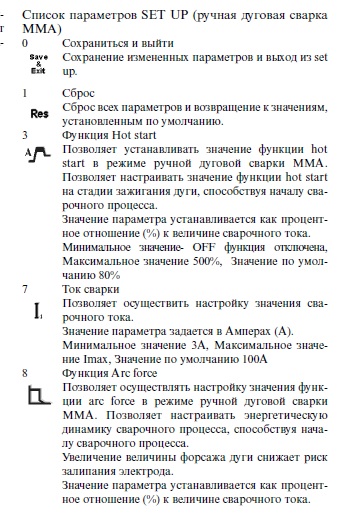
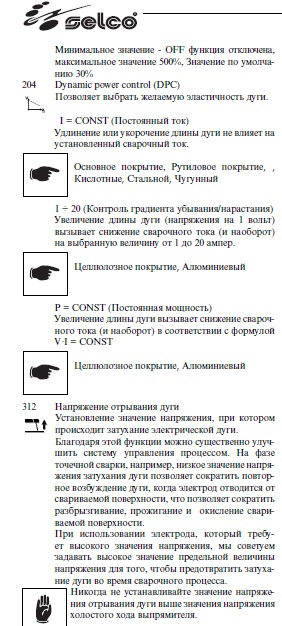
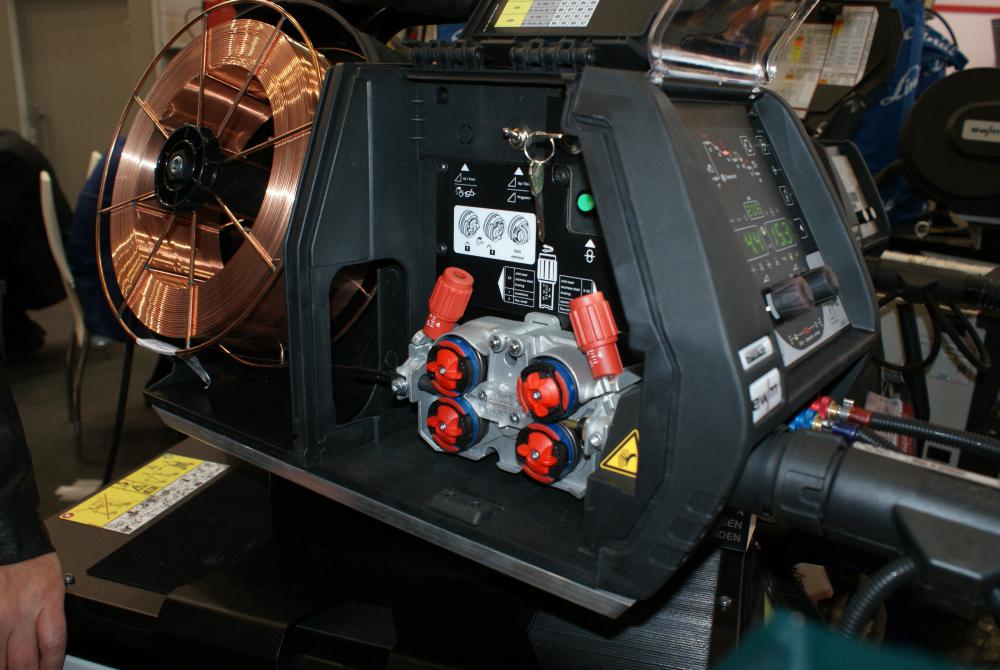
Ну дак я читать умею; Пико - длинная дуга, и маленький ПН. Форсаж - маленький ПН, и бооольшая ветка за ремонт. Мне этого достаточно, чтоб с экономить деньги, и не покупать данные экземпляры сваркостроения.2 балла
-
Сиреневым электрокорундом работаю уже 2 года, проблем вообще нет. После обычного песка паять действительно сложно, особенно оловом.2 балла
-
Начала пропадать дуга и плюсом-неуверенный поджиг. Посоветовавшись с Алексеем (Техсвар), взялся за горелку. При нажатии на кнопку строго сверху-контакт есть, а когда нажимаешь на край-сигнал на тестере неуверенный. Начал искать, какие концевики стоят на брендовых аппаратах-не нашел не одной. Но, вспомнил про Агни, как раз встретил знакомого. который недавно таки менял данный концевик. Новую завалявшуюся отдал мне МП -2-2 (кажется). Разобрал горелку SR-26, концевик оказался большеват, купил два МП 1-1. Обрезал ножки, сделал пропил болгаркой под потай, залудил контакты и кабеля впаял. Примерил по ручке, взял пруток ф 2.0 мм, наметил через кнопку, просверлил с обеих сторон под фиксаторы (с одной стороны один фиксатор, мешает провод), забил холодной сваркой, затем эпоксидкой. Кнопку ваял из капролона, было желание 3Д забацать (ждать лень). Настроил сверлильный (понадобятся фрезы 6 и 8 мм или переточенные сверла). Фрезеровал, выбирая по 1 мм, добавляя подкладки. Размеры, если нужны кнопки, добавлю. Примерил-цепляет, снял бандаж, склеил боковину, обточил с обоих сторон, вставил. Гуд. Спаял, собрал. Кнопка получилась с "изюмом". При нажатии в середину-работает, как обычная кнопка. При нажатии в начале-её подклинивает и дуга не прерывается, но нажав на конец отпускает ( получается как-бы режим 4Т), проверял не раз. В общем, доволен.
2 балла
-
Алексей , уважаю твое мнение , но здесь не соглашусь . Тут где то тема и знаменитый EWM пачками выдает "блох" в виде ошибок и самое печальное то что не кто даже производитель пока не определил что это за "блоха" да и ловить ее они ух как не хотят по настоящему и одни отговорки. EWM и на чистом не зажигает. http://websvarka.ru/talk/topic/4130-otkliuchenie-vrd-na-ewm-pico-300-cel/?do=findComment&comment=308564 Вот на EWM вряд ли получилось отключить так просто не Форсаж . Впрочем и Форсаж я так понял требует определенного навыка и понимания стоит отключать или нет и чем это обернется , впрочем мы уже знаем чем. Ну а здесь если такой капризный заказчик, я вам могу только посоветовать для таких целей покупать обдумано технику и думаю Форсаж 200 не дорос пока к сожалению до таких работ и по сему надо смотреть в сторону тех фирм которые десятилетиями делают аппараты под ММА ну например Миллер или Ленкольн . Можно и Selco , у него нет "страшного" VRD, да и настроить можно все вплоть до ХХ .
2 балла
-
Уазовский бачок порвало по углам паял латунью Уазовская печка чистил С комбайна пропаял 41 соту
2 балла
-
Кто знает , что за горелка и направление указать , где подобное имеется ? Всё видео можно не смотреть https://www.youtube.com/watch?v=a7pH7mP4x7s1 балл
-
Из за окислов на месте прихваток же, их греть сильно надо чтоб переплавить и смысл поддува, в данном конкретном случае, получился скорее научно-познавательный. Возможно стоит попробовать, прихватки делать с меньшим проплавлением. Ну это, нам со стороны легше же рассуждать1 балл
-
Насколько я понял приколы этой техники (бабочка и т.д.), то ее в основном используют когда есть угловое соединение, так проще, соплом упираются в угол как по направляющей и дальше только "размах". И насколько я понял, то это все баловство, ну или уже художественная составляющая (вау эффект).1 балл
-
@КЖ76, э нет товарищ дорогой, так не пойдет. Давайте рассказывайте на каком решении остановились. И фото готового соединения желательно бы.1 балл
-
@Дед мазай, основу под фибру надо брать вот такую, иначе она вас разочарует. Сейчас полный интернет жёстких пластмассовых основ. Она конечно имеет право жить, но только за неимением другой. И ещё есть чёрные резиновые тарелки, типа эластичная основа, они совсем непригодны к работе, как ими пользоваться я так и не понял. А это какой-то пластик, мягкий и очень живучий:
1 балл
-
это связано с порообразованием вызванным нарушением технологического процесса. Поэтому и выгодно применять бронзы, а не М0 или М1. А по поводу получения неизвестно чего в зоне смешения, так там сложно не известное получить. Т.к. в этой бронзе медь в диком балансе, а легирование в долях процента. В любом случае от этой работы я отказался, т.к. она мне не интересна.1 балл
-
@Kondor416, Судя по фото это сварка на вертикальной стенке паралельно горизонту. Желательно нижнюю кромку не разделывать. Двигаться сначла по низу, затем совершать возвратное движение как бы накидывая на уже наплавленый металл сварку, дотягивая до верхней кромки. Такого рода петли должны формировать нормальный шовчик. Ток подбирается соответствующий, чтоб сплавляло, но не утекало.1 балл
-
@konstantinXX, Многокомпонентная бронза БрХЦрК отличается от БрХЦр значительно меньшим содержанием хрома. Небольшая добавка кальция (0,03...0,10%) вводится для раскисления расплава, улучшения усвоения циркония и повышения технологических свойств (стойкость к двойным перегибам). Из этого сплава изготавливают токопроводящие монтажные провода, предназначенные для работы при длительном воздействии повышенных температур (ок. 150°С) и кратковременно до 250°С. Бронза отличается высокой технологической пластичностью, что позволяет выпускать микропроволоку.1 балл
-
Начинаю потихоньку осваивать аргонное яремесло дожигаю второй баллон, режим сварки 120 пик 6 миллисекунд база 6 36 миллисекунд получилось как-то вот так.
1 балл
-
http://www.novate.ru/files/u35075/18EpicFails17.jpg1 балл
-
слыш,пацанчик, семки есть? источник в ВК подробнее https://vk.com/weldqueen Александра жжжоооть
1 балл
-
Немного насущного . Ребята старались , выставляли , но такое не выставляется . Миримся с этим и делаем свою работу , с нецензурной бранью Трудяга ! Как бы я не относился к продукции ГРПЗ ( кстати , наша компания "Штурман и К*" взяла-таки 161-й Форсаж , но об этом в другой теме ) , но этот агрегат достоин уважения ! Забыл уже , когда варил 4-кой . Впечатление , будто шпалу в держак зарядил . Последующие облицовки проходил в 2 захода - одного маловато , широка разделка
1 балл
-
@El_Coyote,качество газа под вопросом, и если макнули электрод - перезаточка (не должно быть на нем лишнего и за границей заточки) опишите режимы сварки на постоянке и переменке.1 балл
-
Влияет. Потому как электролиз. Именно по причине недопущения электрохимической коррозии в нержавеющие баки бытовых электронагревателей ставят магниевые аноды.1 балл
-
@Миротворец, просто надо привыкнуть с таким поджигом боевой товарищ все объяснил https://youtu.be/dyKtDkzwHnY?t=4711 балл
-
Эльдар, и не говори , пропал куда-то. Говорят Нафоксвелдился -))1 балл
-
Вот и я наконец приехал домой)) Впечатления самые положительные от посещения данной выставки а главное от встречи с вами, друзья)) Был очень рад всех увидеть, Алексею и Андрею респект за поляну)) В общем все уютно было)) Я когда пришел на стенд фоксвелда, чуть не упал со смеха, все телефонами тычат в даму в нескромном наряде и пытаются за что то ущипнуть, хотя вы наверно помните стриптиз как то был на их павильоне, так что они знают как привлечь клиента, хотя там наверно уже не о сварке мысли...))) Ну и в общем время провел не зря, получил мастер класс от Александы Ивлевой - сварил звезду, она сказала что у меня не плохо получается сваривать)) Ну и в общем смотрите сами, поехали))
1 балл
-
Если генератор обеспечит пятикратный запас по току - то пожалуйста. В общем, чтобы не лезть в дебри, ситуация следующая: 1. Генератор рассчитан на работу с индуктивной нагрузкой. 2. Инвертор - нагрузка емкостная, к тому же высокочастотная. В результате высокочастотные токовые импульсы инвертора "сносят крышу" обратным связям в генераторе, и на выходе последнего появляются высоковольтные всплески (обычно - с частотой коротких замыканий сварочного процесса). Что приводит к выходу из строя либо генератора, либо, что чаще - инвертора. Завтра буду посвободнее, выложу статейку и осциллограммы.1 балл















.thumb.jpg.10a577770e7903cb45b9137aad511a03.jpg)