laguna
-
Постов
450 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент laguna
-
Валерий! С наступающим!!! Нержавеющего настроения, не угасающей дуги в глазах, твёрдой руки и всех-всех благ!!!
-
Абсолютно верно! Мы работаем с нашими инспекторами (контроль под Рентген, всё хочу небольшой познавательный пост "замутить", да с фотографиями , руки не доходят В какой раздел только?). Ой, они сколько рассказывали про алюминиевые швы, показывали снимки с просвета... Внешне красивые швы, а на просвет - поры, поры, поры... Очень капризный металл. Пару недель назад разбирал возможности купленного очередного Фрониуса, AC/DC. Ну и ради интереса, пульсом поварил алюминий, делал варианты швов. Если завтра найду этот кусок, то выложу на обозрение и обсуждение. Внешне - не плохо, но я не спец по алюминию, а вот провара не увидел. Будем тренироваться
-
Вот это да!!! Вот спасибо!!! Я в этой фирме, что на видео (Amitec), почти 7 лет отработал . Народ на видео, естесссно мне не знаком, видимо аренда: фирма финская и эстонская, народ раньше был финны/эстонцы (нас русских почти и не было, долгое время я там был единственный ) По свариваемым трубам на видео: идеально варятся без присадки, внутренний валик формируется без проблем. Соглашусь, что некоторые швы были перегреты... Ну, у всех бывает, чего уж тут... А требования о поддуве на трубы канализации - это норма для пищевой промышленности: на "ёжиках" скапливается грязь, бактерии и т.д. При гладкой трубе все нечистоты успешно уходят в канализацию. Всё просто, гигиена - превыше всего!
-
Я не силён в сварке алюминия, есть определённые навыки. Но на сколько я знаю, да и опыт моего напарника по предыдущему предприятию, где ему довелось порядком поварить алюминий (П/A): алюминиевые швы шлифовать запрещено!
-
На угловых швах добиться, чтобы цвет шва был близок к идеальному, гораздо проще, чем на стыковых швах. На мой взгляд, у Вас всё нормально! Вы же не занимаетесь художественной сваркой, где цвет шва - искомое, правильно? Потом шов всё равно будет очищен (химия ли, металлическая щётка, ещё что...) А то, что потом будет проход изнутри или ещё что - это уже другое. Хотя, с таким током, я бы тоже использовал 2мм присадку. Тем легче макнуть электродом в ту самую сварочную ванну
-
Пройденный этап: если кромки после резки плазмой не зачищены, то удачи не видать! Без проблем доказал начальству этот факт, добавив, что если оператор этого делать не будет, то от нас этого нет смысла ждать. Оператор плазмы получает чертёж детали, там указанно: зачистка кромок после термообработки. Всё! Сварщик получает деталь без зачистки - деталь не соответствует чертежу. Детали после лазера - нет проблем для сварки ТИГом. Но всё-равно, иногда кромки могут иметь лёгкий налёт , который лучше удалить.
-
Абсолютно согласен! На моей практике было, что не то, что кастрюли шли на свалку, а ёмкости на 10м3. Молочная промышленность, завод сырОв. Такая же ерунда при попытке отремонтировать - трещины. С подогревом, без оного - результат тот же. Две бочки на списание...
-

Как вы яхту назовете... Или - как я выбирал название своего дела.
laguna прокомментировал G_Kar запись блога в M.O.V. engineering - работа на себя.
Название фирмы - действительно дело тонкое... К слову: я из Эстонии, владею местным языком, немного финским (когда то бывал там в командировках), малость английским. Эстонский и финский малость схожи, но самую малость,,. И так, вернёмся к теме. Мой давний коллега: инженер, эстонец, владеет языками русский, английский, финский так, что завидки берут! На предприятии работает по найму, имея свою маленькую фирму с интересным названием "Punane kull", что в переводе на русский - "Красный сокол". Казалось бы? И вот, пару лет назад выпало нам с ним отправится в соседнюю страну Финляндию в командировку, устранять косяки наших коллег. Как сказал владелец нашей фирмы, что хочет видеть там людей не только с руками, но и с головами. А у финнов закон суров: приехали работать, пусть даже на пару дней, то вперёд в налоговую, чтобы всё было законно. Там вас зарегистрируют и .. в общем, свои процедуры. Сидим вдвоём, у одного менеджера. Я был уже ранее в их регистре, всё прошло быстро. А вот коллеге пришлось немного дольше заниматься. Глядя на то, как он общался с девушкой из налоговой, свободно общаясь на языке Суоми, я понимал, что сейчас будет развязка и она наступила: он заполнив все бумаги, стал вежливым тоном, с серьёзным видом предлагать ей визитку своей фирмы... Я стал медленно сползать со стула от беззвучного хохота, девушка вежливо отказывалась, слегка краснея. Название его фирмы "Punane kull" на финском значило уже не "Красный сокол", а "Красный х.й" Вечером, за бокалом пива, когда я ему рассказывал эту картину, как всё выглядело со стороны, ржали оба. Думаю, что и работник налоговой вспоминала это не без улыбки. -
А за чем Вам чешуйки? Правильный сварочный шов должен выглядеть монолитно. Чешуйчатым шов должен быть при сварке алюминия. Объяснение этому очень простое: если на какой-либо чешуйке возникнет трещина (а этот металл подвержен такому дефекту), то последующая чешуйка будет накрывать начало предыдущей. Тем самым перекрывает распространение трещины по сварочному шву, если бы это был монолитный шов.
-
Согласен. Обычно, на производстве, пара человек имеют сертификаты, на них и оформляются ответственные сварочные работы. Если требуется индивидуальный допуск к выполняемым работам (наше производство), то тогда сертификация всего персонала, кто будет допущен. Так же много зависит что варить, категории сварочных работ и т.д. Корочки ни когда не помешают, но и за Вас не сварят какой-либо тест у работодателя. Удачи!
-
Вот она - коммунистическая закалка!!! Если что - я не был коммунистом... хотя звали
-
Чистить электрод - да, затачивать - да. Обычно затачиваю: длина заточки = 2 диаметра электрода. Но ни когда не делал притупления Не делал, не делаю и не буду делать. Может, это не по книжным правилам, но это факт ! Могу затачивать в зависимости от толщины свариваемого материала, меняя длину и угол заточки, но делаю это редко, в основном для тонкой сварки. Ищите, как Вам удобнее! Кто как привык...
-
Оцинкованные трубы могут быть такого же цвета, магнитятся и после их сварки (если не счистить цинк) вольфрам выглядит так же. Правда, и сопло должно быть всё в налёте...
-
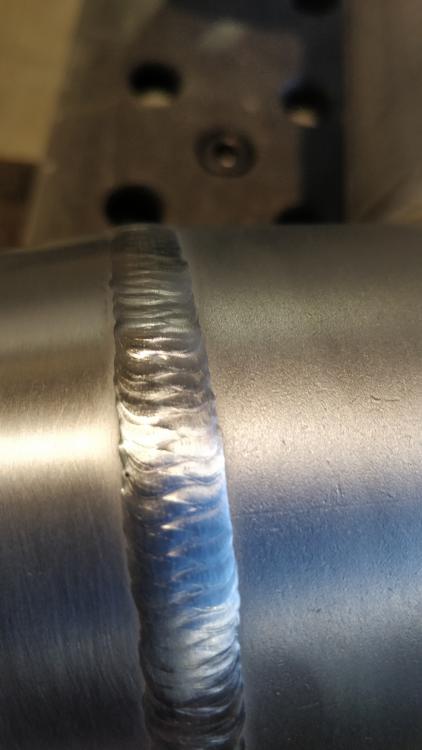
Собственно, вот и он, тот самый шов, вызвавший дискуссию, но уже после обработки. Ребят, один проход. Сын высказал предположение, что разные материалы, хотя обе детали aisi316, но по разному реагируют на тепловложение... потому так и выглядит на первых фото.

- 2 393 ответа
-
- 25
-

-
Про REHM не скажу ни чего. Про Фрониус: у нас Fronius Magic Wave TIG 2200 AC/DC. Замечательная машина, работаeт уже года три. Брали новый, докупили водяное охлаждение. Оригинальная горелка требует небольшого привыкания, но функционально - удобно. Дигитальный дисплей на горелке, можно менять силу тока во время сварки. Если установлены программы "Джоб", то их менять можно сразу с горелки. По аппарату - нареканий нет как на DC, так и на AC. В общем, довольны! Если есть откуда брать расходники (у нас в городе есть маленькое представительство), то вообще всё будет замечательно!
-
Согласен, на фото действительно похоже, как 2 прохода. Я ещё у сына переспросил: сколько? Но он делал всё за один проход: при мне варил следующий корпус фильтров - результат тот же Почему так выглядит?... Почистим - посмотрим, как будет выглядеть
-
Не перегретого.Провар и формирование обратного валика ОК! Один проход. Удачи!
-
Конечно нужно уметь: вот сегодня он делает корпус для фильтров, где между тройником и конусом вваревается пластина 3мм толщина, со своими прибамбасами. Перекрывает одним таким швом. По-моему, замечательно!
- 2 393 ответа
-
- 16
-
-
Так я и пишу про ёмкости, которые делал сам, так сказать делюсь личным опытом. А трубы мы варим под сжатый газ метан, давление 300 бар. Тест: 1.45, то есть 435 бар. Тянутые трубы от 16мм диаметром до 25мм, толщина стенки от 2мм до 3мм. Доводилось и гидравлику варить на тяжёлую технику, обращались к нам, бывало
-
У меня напарник (мой сын) "набил руку" на этих "модных швах" - загляденье! Однако, подобное творчество стал делать всё реже и реже: попробуйте целый день "покатать" на трубах! Кисть устаёт, большой палец несёт большую нагрузку, в общем стал делать выводы и правильные (!) плотные сварочные швы. Красиво, инспектор доволен, Рентген проходят без проблем. Ну а если нужна какая поделка из металла с красивым декоративным шовчиком, то выдаст так - хоть на выставку!
- 2 393 ответа
-
- 10
-
-
Здесь хорошо подошёл бы такой вариант: стукнув кулаком по крышке сказать: "Деньги на бочку!!!"
-
Тоже хотел спросить про толщину стенки. 2мм будет хорошо, не меньше. После того, как сварите трубу (обечайку), сделайте следущее: в крышке всё для заливной горловины и в днище - всё для сливного крана. И только после этого стыкуйте к обечайке и обваривайте. Почему так? Ни какого образива, стружки и подобных "отходов" от врезки деталей. Прихватки ставить часто (15-20мм), стыковать всё (!) с зазором, 1 мм достаточно. Это для лучшего провара и уменьшения различных напряжений после сварки. Ну и поддув, его ни кто не отменял. Разорвёт - не разорвёт. На таком диаметре не скажу точно, но то, что мы делали, на обечайках без усиления, диаметром до 350мм, крышки полусфера. Тест давлением в 20 бар проходили свободно. Мах рабочее давление наших ёмкостей 14 бар, газ. Объём доходил до 550 литров. Чем могу, так сказать
-
На своей практике убедился, что с широким соплом более лучше зашита шва. Гораздо удобнее опереться широким соплом на шов. Вольфрам находится дальше от стенок сопла, а значит тепло электрода будет лучше отводиться потоком газа, сопло не будет так нагреваться. Такие вот небольшие, но плюсики
-
@Точмаш 23, Полностью согласен! Буквально неделю назад делали объект, где были эти индийские трубы. 25х2.5мм, тянутые, под высокое давление газа. Как они достали ... я оочень мягко выразился: напарник (сын) варил - переплевался, на рентгене возникали проблемы и небывалые дефекты , в общей сложности пару швов вырезал, 4 шва переделывали. А было немного более 100 стыков и всё 100% шло под Рентген. Инспектор, а мы не первый год вместе с ним работаем, поражён возникавшим дефектам... В общем, все в шоке! Данный дефект выглядит не чернотой, а именно как пустота чётко ограниченная, доводилось видеть на рентгеновских снимках подобный дефект. (Вольфрам выглядит белыми точками, в зависимости от кусков вольфрама внутри шва и величина этих белых точек на снимках.)При чём, когда выбирал тот шов, то нашёл ту пору, инспектор был прав. Тогда трубы варились на открытой площадке, в довольно неважных погодных условиях, только это не оправдания В Вашем случае я, к сожалению, не смог рассмотреть, где дефект, мелковато, да я и не дефектолог, чтобы делать заключения.
-
Воооот, отсюда я и взял, что труба без фаски