Лидеры




Популярный контент
Показан контент с высокой репутацией за 13.04.2026 во всех областях
-
Новая работа,новые машинки
 6 баллов
6 баллов -
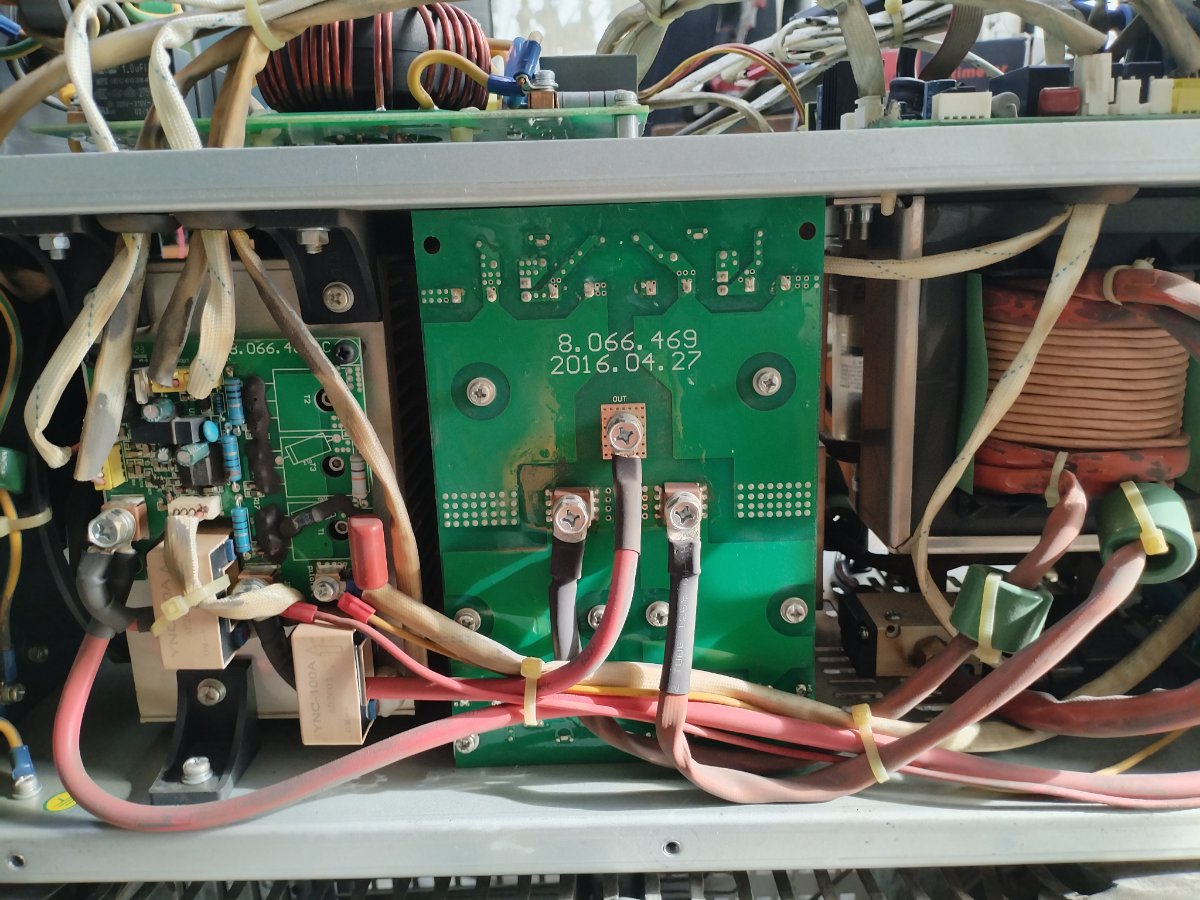
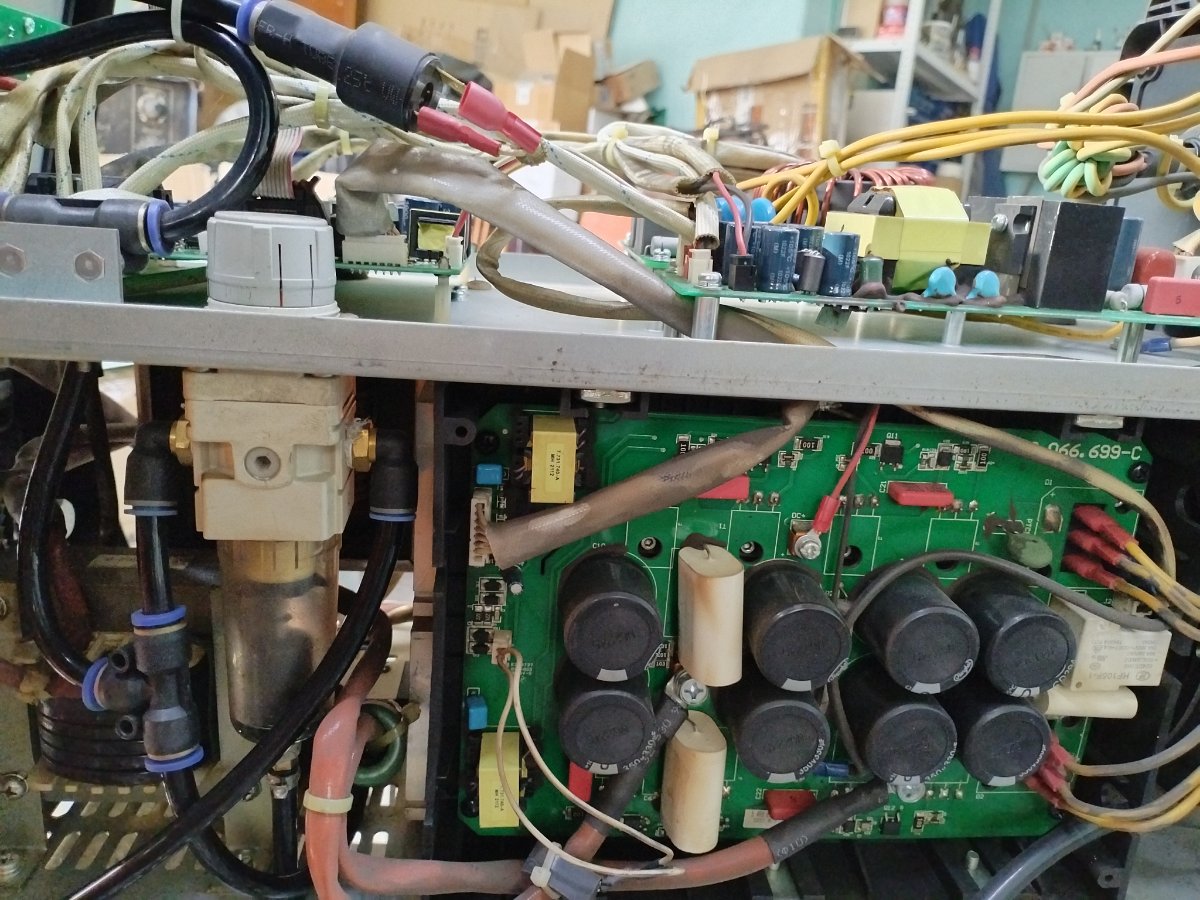
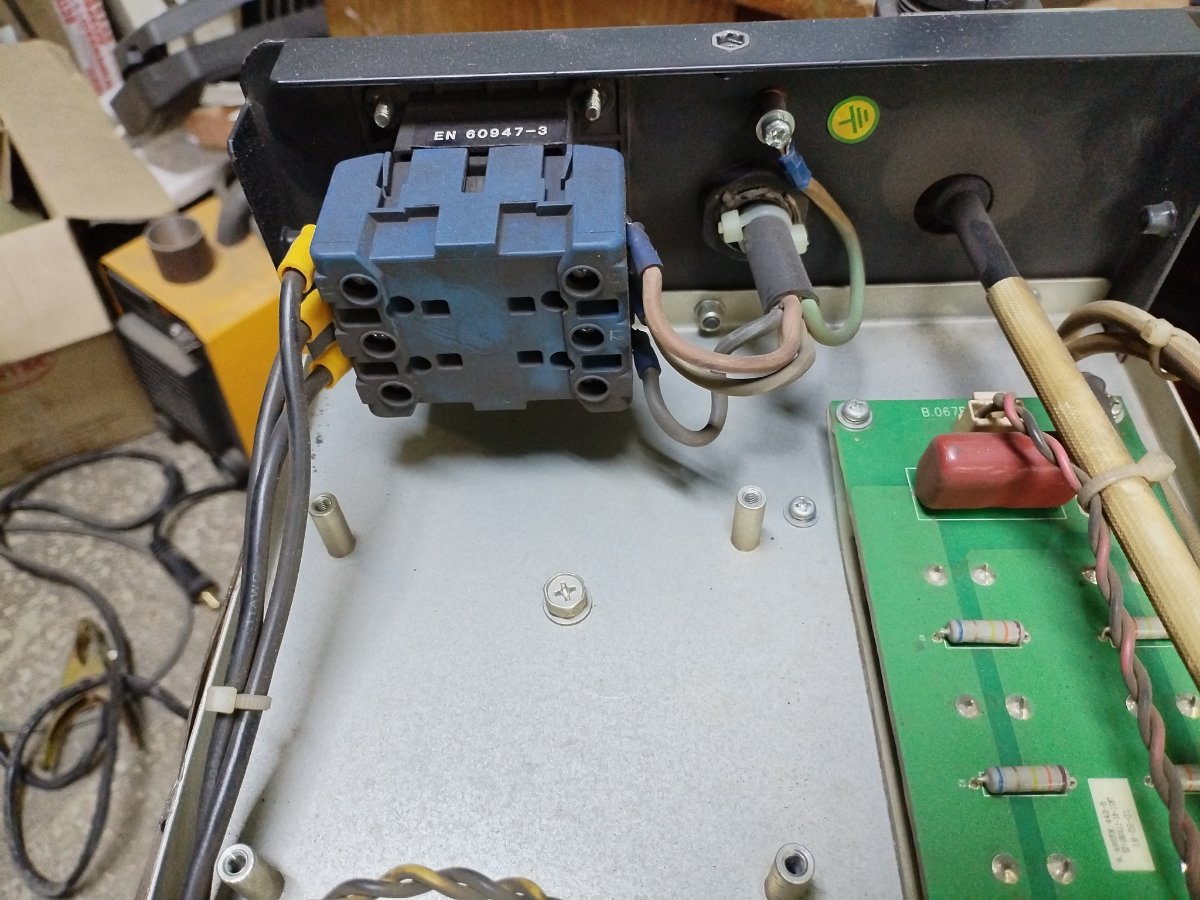
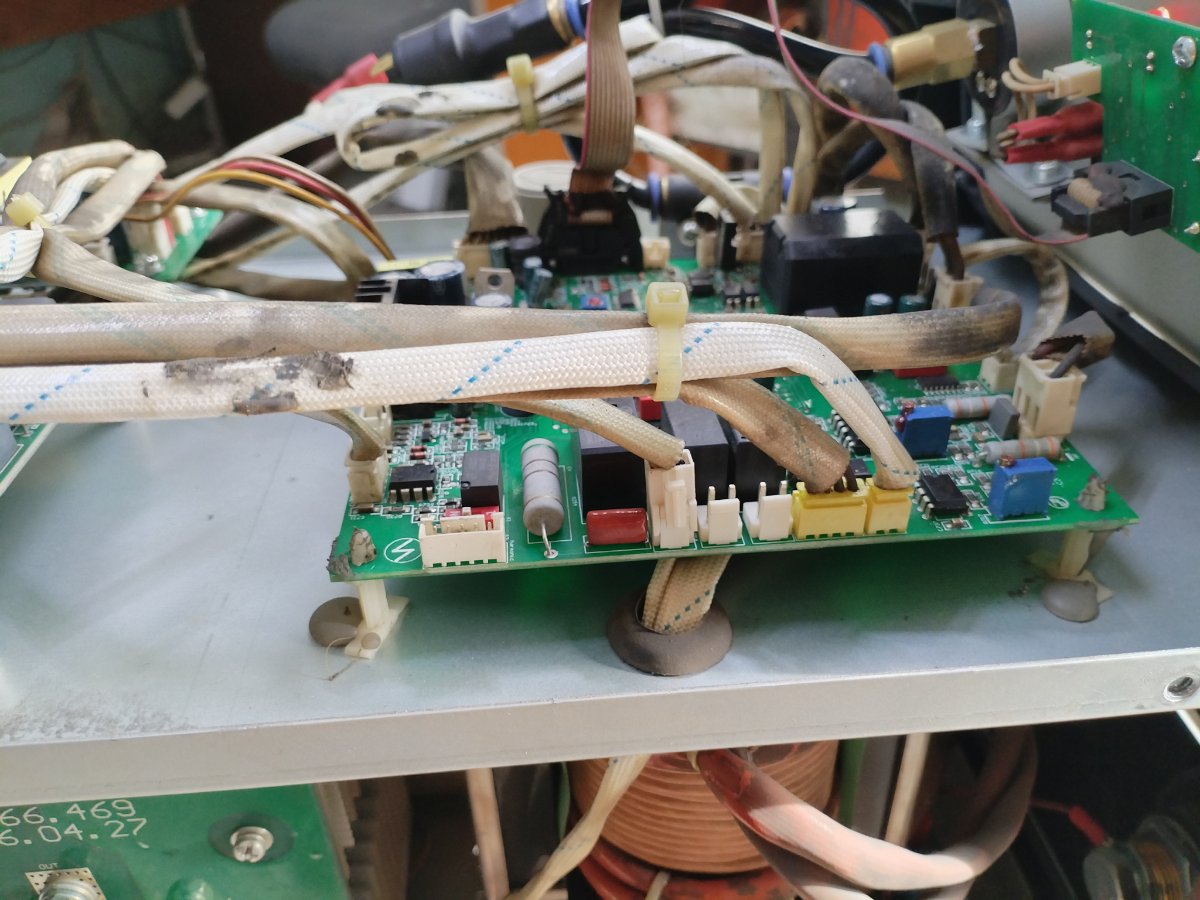
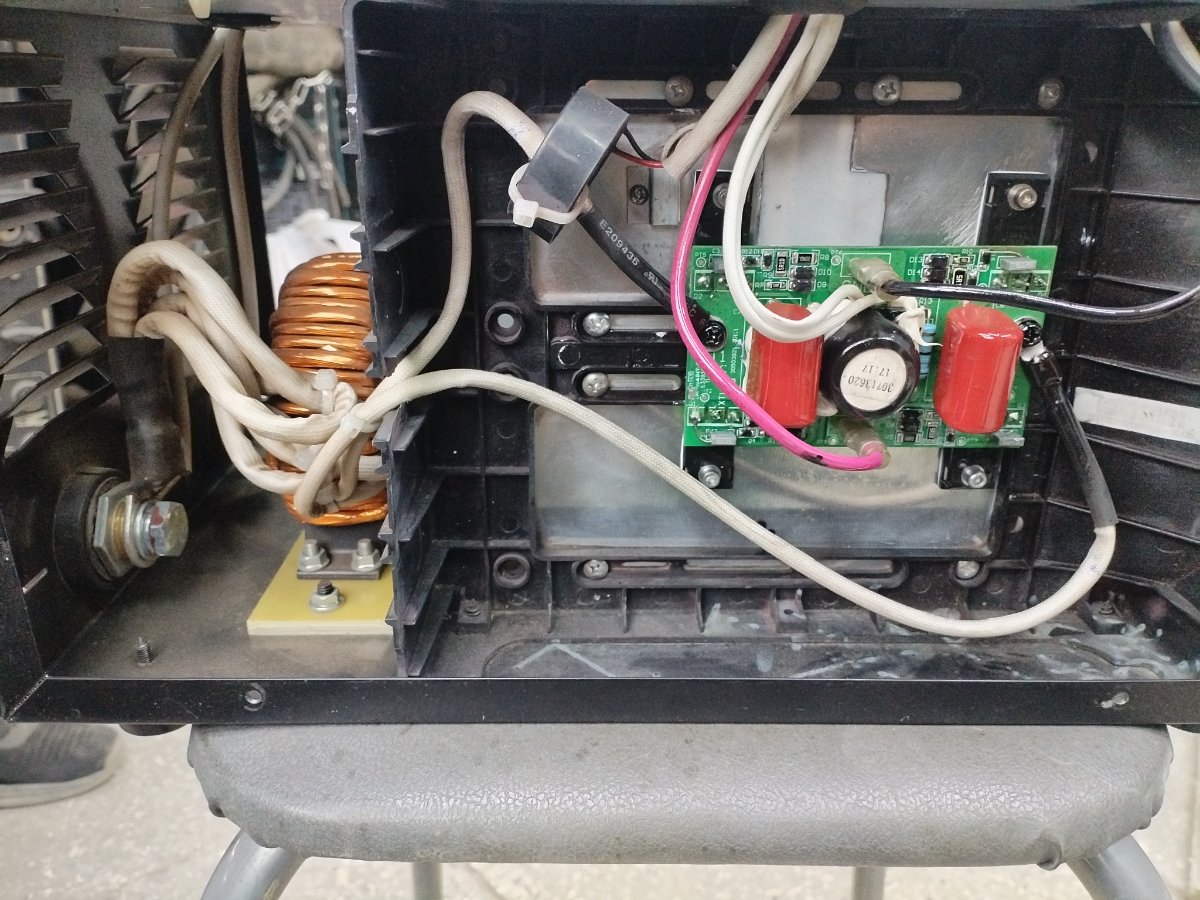
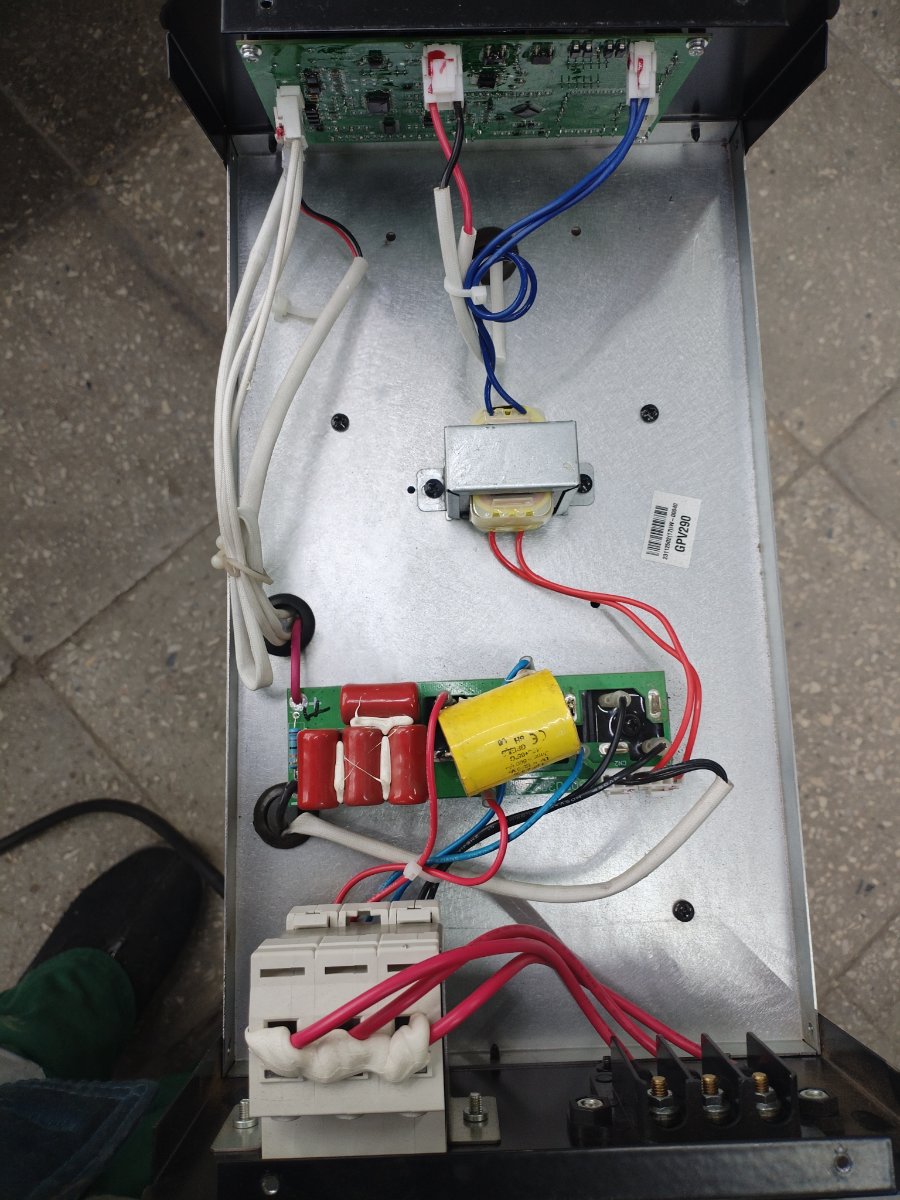
GROVERS CUT-100. Постоянное мигание цепи защиты. Плазмотрон прислали новый, но с ним такая же история. По грязи осциллятором вышибло несколько компонентов в плате управления.
5 баллов
-
ПАНЧ? Да-да, почти половина бабушкиной лапши съедалась в сыром виде! Раскатанный блин вешали на дверь, чтоб немножко подсох, вот тут-то я его и....5 баллов
-
ОК в названиях электродов пр-ва эсаб это отсылка и дань памяти к основателю компании еsab Оскара Кельберга, его сокращённые инициалы и есть ОК Этой компании так-то немало лет, первый выпуск их собственного журнала аж 1936 года
5 баллов
-
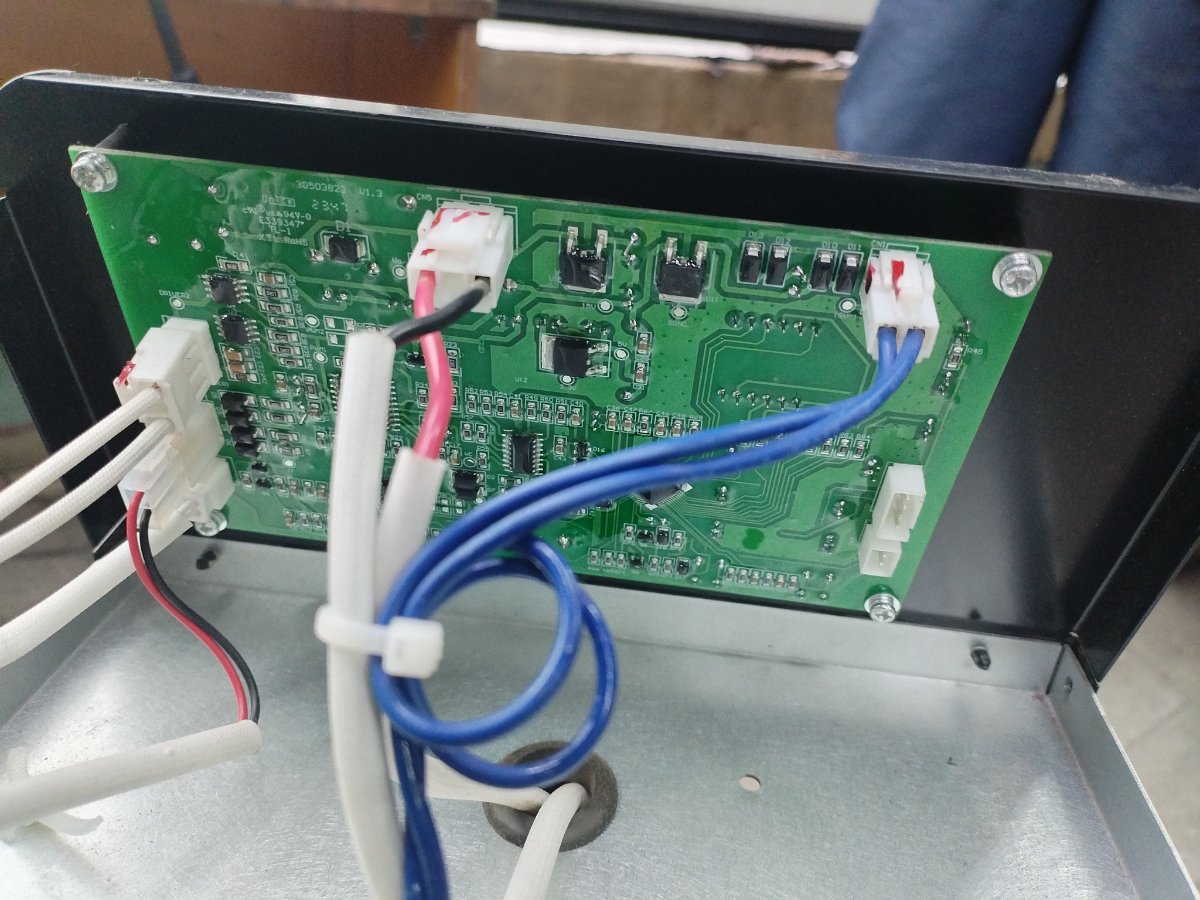
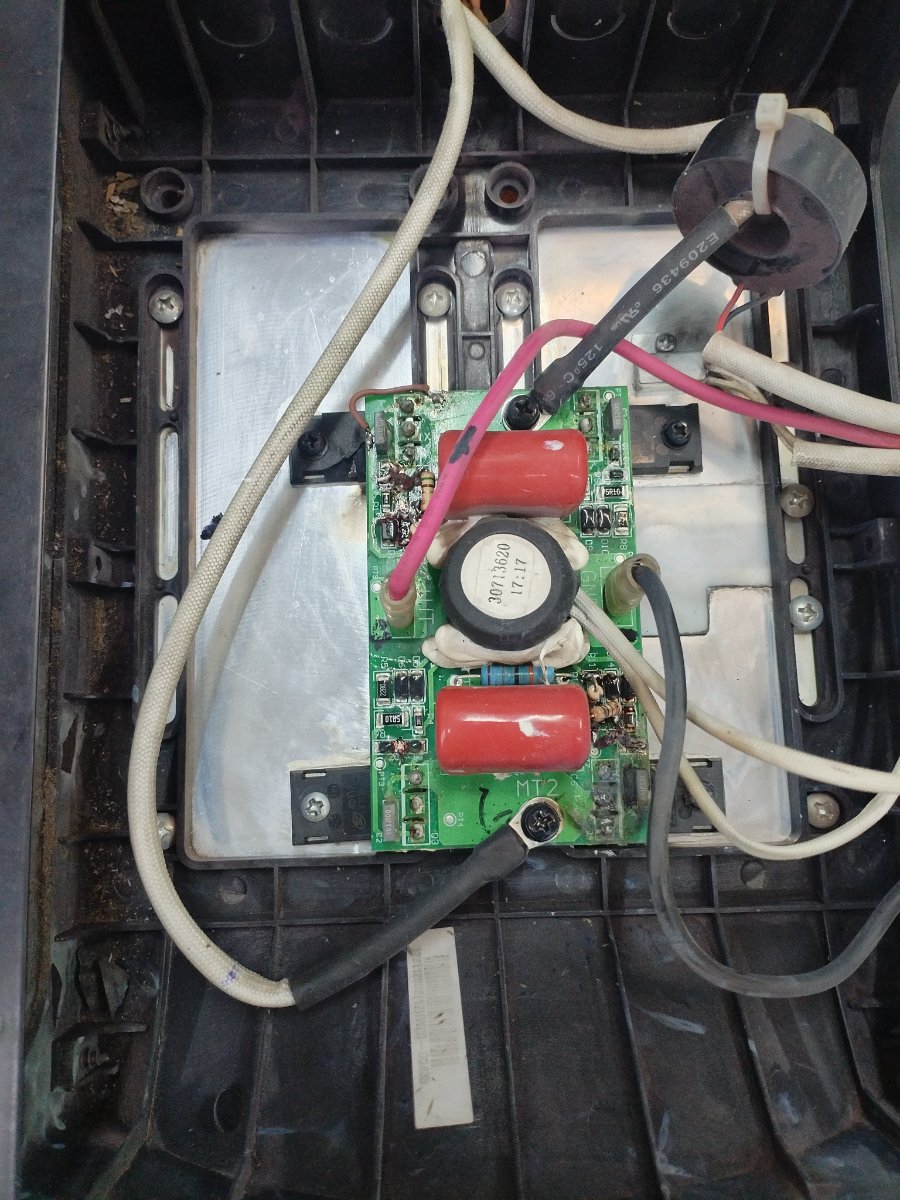
Ресанта 315. Нового образца, с энкодером регулировки тока. После мастеров. Меняли транзисторы, но видимо что-то недоменяли в обвязке. На предпоследнем фото показано, какой пришёл в ремонт. Также добавлен неэлектролит по питанию.
5 баллов
-
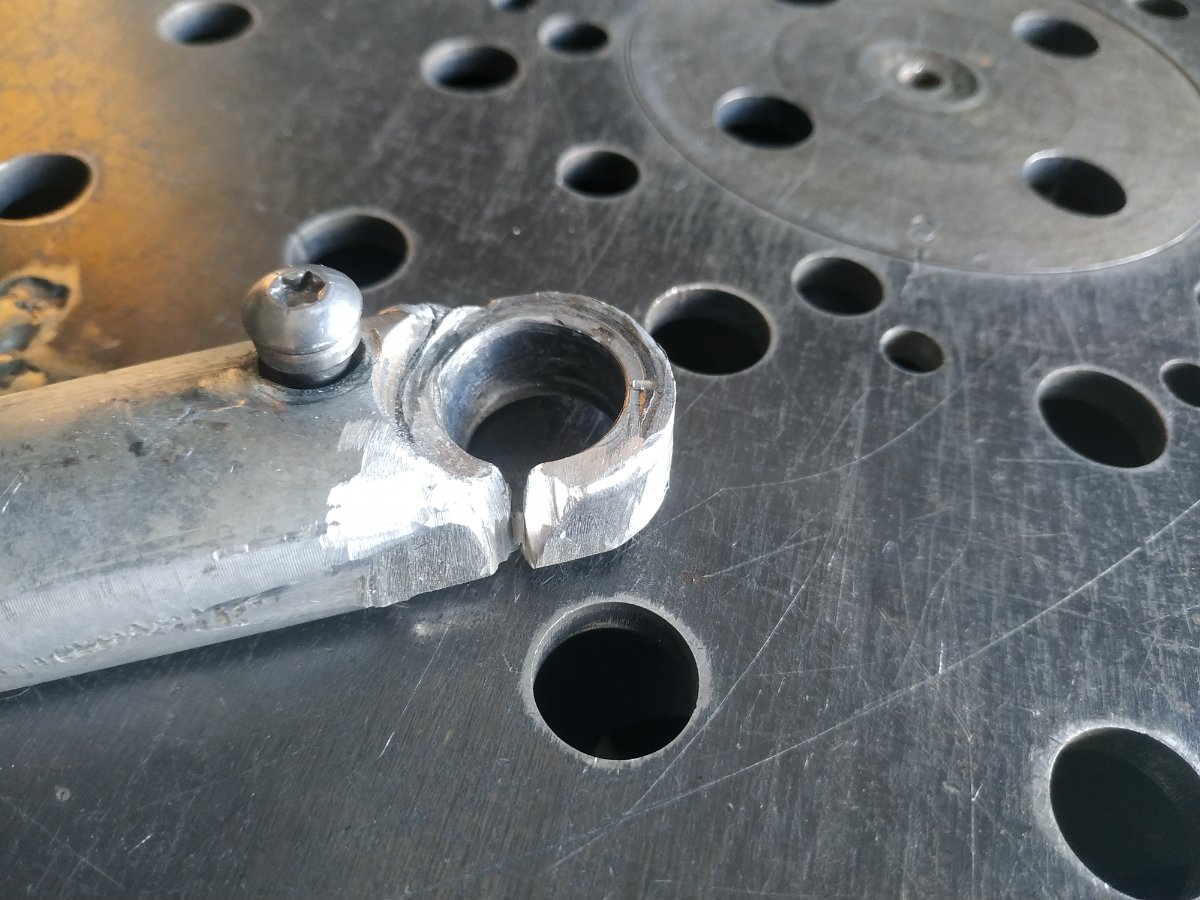
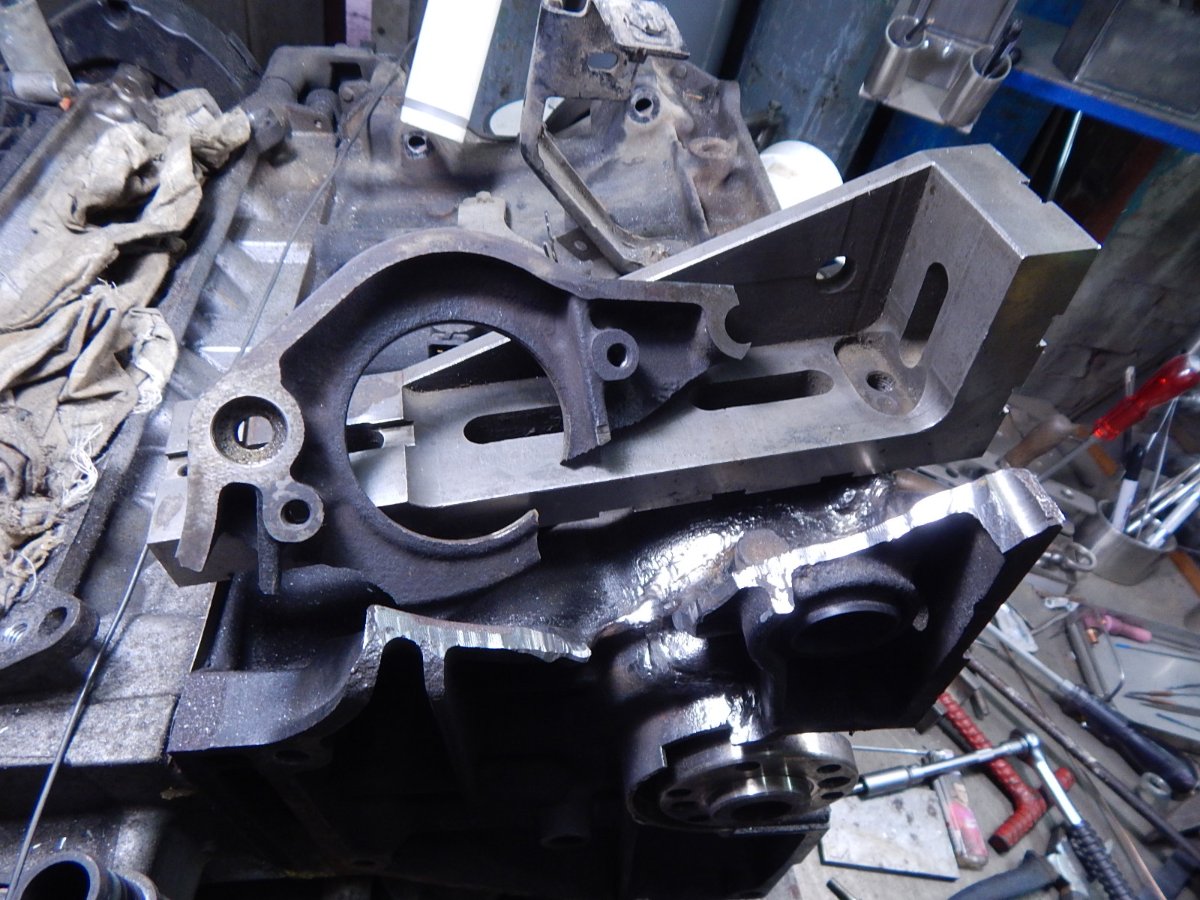
Сделал выводы, используя индуктивный метод. - Технология изготовления - точение (не ковка, требующая последующей термообработки). Значит можно применять материал в состояние поставки Т6. Применять сплав 6-й серии смысла нет, его свойства здесь не нужны. Сплавы 7-й серии избыточны по прочностным характеристикам. Я бы использовал 2-ю серию (люблю Д16Т). - Корпус плакирован (предположительно). Значит можно сделать вывод, что у сплава низкие противокоррозионные свойства. Высокопрочные алюминиевые сплавы, как правило, имеют низкую коррозионностойкостью и требуют дополнительных мер для предотвращения коррозии: плакирование; анодирование; окрашивание. - Травление NaOH дало черный цвет. Значит ощутимое содержание меди (CuO - кристаллическое вещество черного цвета), что характерно для сплавов 2-й серии. - Ну и вишенка на торте. Предыдущая сварка весело треснула, что может быть связано кроме пахорукости, с несвариваемостью.4 балла
-
Предварительный подогрев применяют, а иногда и попутный. Я программно задаю глубину проплавления, сварочные параметры устанавливаются автоматически. Это не моя прихоть, просто я вынужден зачастую действовать в условия высокой степени неопределенности - у меня нет возможности отрабатывать сварочные параметры на испытательных образцах, приходится варить с одного раза (максимум есть шанс на второй проход). Про кучу факторов, которые "не учесть". Я попытался. Плохо ли, хорошо ли, не знаю, но на что небогатого ума хватило, я сделал (правда сам теперь с трудом понимаю, что я там начудил). Что касаемо сварки без присадки - сам очень люблю такой способ и варю им всё, где можно и не можно. Я тоже не вижу причин не попробовать масштабировать этот способ на большие толщины. Но... Терзают смутные сомнения. Основная проблема мне видится в металлургие сварного шва и околошовной зоны, так-как эта металлургия перестает быть микро. Но по любому с интересом жду результатов.
4 балла
-
4 балла
-
Ранее обсуждали ЭА 400/10-У, ЭА 395/9 и им подобные, сварку электродами в импульсном режиме,на худой конец УОНИИ 13-55 или LB-52U... а сейчас-мурзилки с окашками, кои ранее за нормальные патроны вообще не считали куда катимся...хз Или это более никому не надо.4 балла
-
Второй день наступает весна. Тропинка на работу. Ещё пришлось чистить дорожки во дворе. 21 апреля я такого не помню, чтоб столько снега насыпало, см. 10 со вчера, и ещё сыплет.
4 балла
-
Если вы сравниваете то сравнивайте сравнимое. Т.е. точно и по пунктам. Или список из одного пункта в котором цена? Почему многие сравнение делают из двух трех пунктов и главный в этом списке цена?! Еще раз для более понятного привожу в пример, моторное масло для авто. И то и другое и десятое, по характеристикам на бумаге может быть аналогом, но есть опыт и если одно ни кто и ни когда заливать не будет, то другое ... ну смотря какие планы на технику. Поэтому сравнение надо делать осмыслено. ну по характеристикам, опциям, как раз сравнимо с китайцами (так же было выше сделано предложение и китайского производства). ЭВО выделяется из этого но там и бюджет уже другой. А так же ... лично мой опыт показал, что не так хорош их сервис. Уж извините, но лично мой опыт это мой опыт, это не со слов бабушки на лавочке. Касательно НЕОН, не знаю, как современные модели аппаратов, поэтому сервис и качество не обсуждаю. И все фломастеры разные, каждому свое. И еще ... я не лично вам предлагаю. Я высказал свое мнение, что под поставленную задачу подойдет то или иное. Это мой опыт, за сервис я отвечаю. Значит и ответственность на мне, за то что я говорю и рекомендую. И если у кого либо будет желание одно сравнить с другим, то милости просим. Ведь ни кто ни к чему не принуждает. Так же хочу обратить внимание, что это форум, и тут нет правила, что предлагать только дешевое или что можно купить десять по цене за рубль. P.S. личное наблюдение. Из разных тестов на разных аппаратах, особенно касается однофазных, я могу сказать, что есть один критерий, который ни как не попадает в характеристики. Когда дуга горит, то у многих я вижу поверхностное расплавление материала и наливание проволоки. Я раньше не мог понять, как на однофазном аппарате можно варить проволокой 1.2 . А вот после некоторого числа экспериментов стало понятно. Дуга не давит материал (не образуется воронки) и нет глубокого переноса энергии вглубь. Следовательно идет поверхностное наплавление расплавленной проволоки. Т.е. процесс построен несколько иначе, чем я привык видеть это у европейских производителей. Следовательно и электроника может работать в другом режиме не таком нагруженном, которые требует больших радиаторов и следовательно увесистого корпуса. вот именно, как то так... Я ни кого не пытаюсь задеть за больное или еще как. Это мое мнение, но вы настойчиво пытаетесь показать, что дорогое оборудование это точно такое же как и дешевое но с огромной маржой, т.е. с бестолковой переплатой. Но это не всегда так. И многие недоблогеры показывают фантики, а вот конкретики нет и им главное получить прибыль с рекламы. Что они успешно и делают. Я к тому, что нужно своими знаниями и головой делать тот или иной выбор основываясь на опыте. И к сожалению, иногда нужно за качественное доплатить, а покупая недорогое чем-то жертвовать. И если для вас эта жертва не критичная, то другим может оказаться проблемным местом. Или если функционал конкретного аппарата для вас верх, то для других это может и не начальный уровень. Купив с ограничениями, в дальнейшем это будет ограничивать и развитие. Для примера у меня ТВ4, токарник. И наверное 99% он меня устраивает. Но есть задачи, которые он не решает. И ... у меня уже есть токарник. Два мне не нужно. А этот продавать, потом другой покупать, это время и деньги. И я бы сменил, но ... пока не прижало, обхожу краеугольный камень другими путями. Т.е. купив сварочник с отсутствием некоторого функционала, в каких-то местах он будет ограничивать. И следовательно потеря некоторых заказов. Но при этом в первом приближении устраивала и цена и функционал. Но если развиваться. А если нет... у каждого своя дорога самурая.4 балла
-
...навеяло .,в те годы работая в РМЦ вырезал фланцы как обычно в ноль по допускам ( под чистовую обработку ), сработались с другом высококлассным токарем , но однажды в его отсутствие эти фланцы дали обрабатывать другому токарю , подбегает ко мне что за хрень -тут точить нечего !Он привык к допускам под 10 мм ( от другого резчика ) , резчик лучше не мог , а токарю нравилось - воткнет пониженную неспеша , пошел гулять пока станок шкребет .4 балла
-
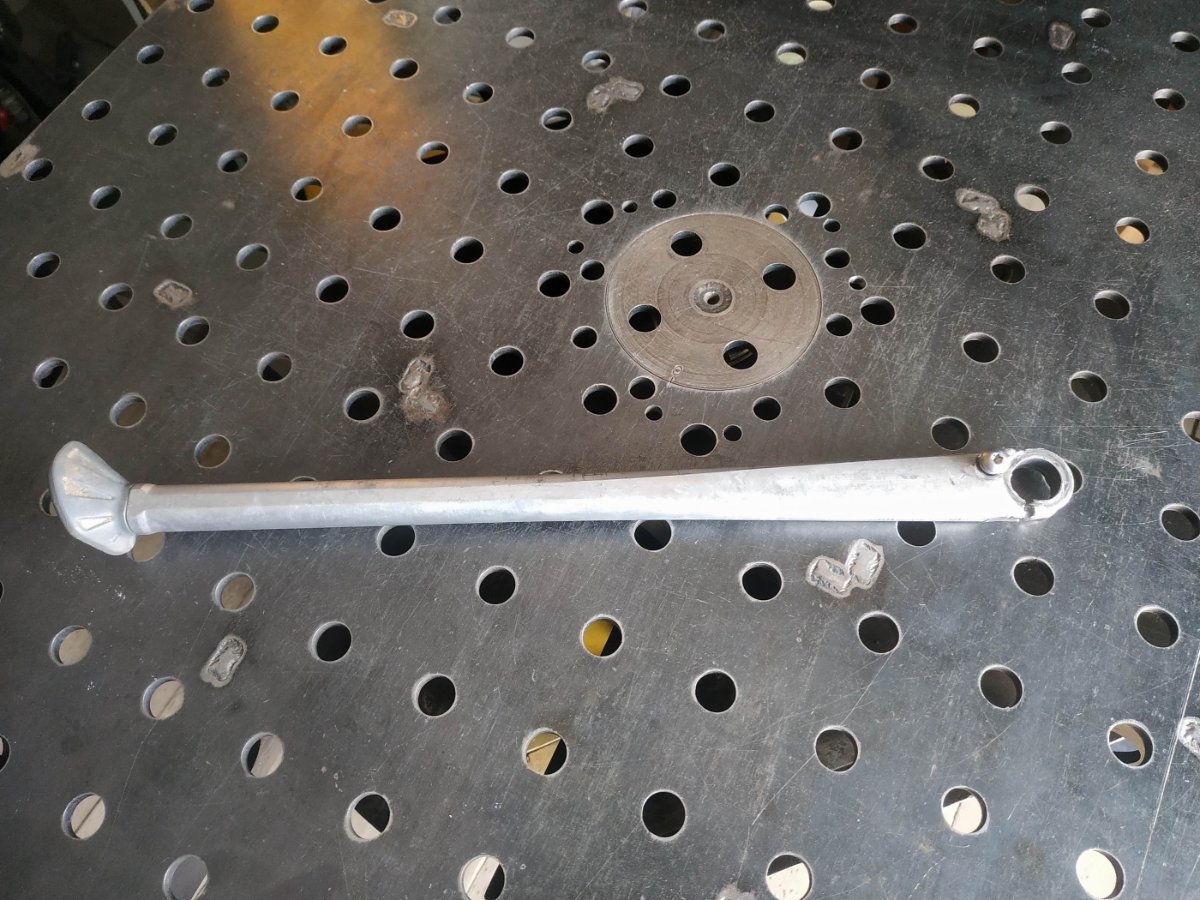
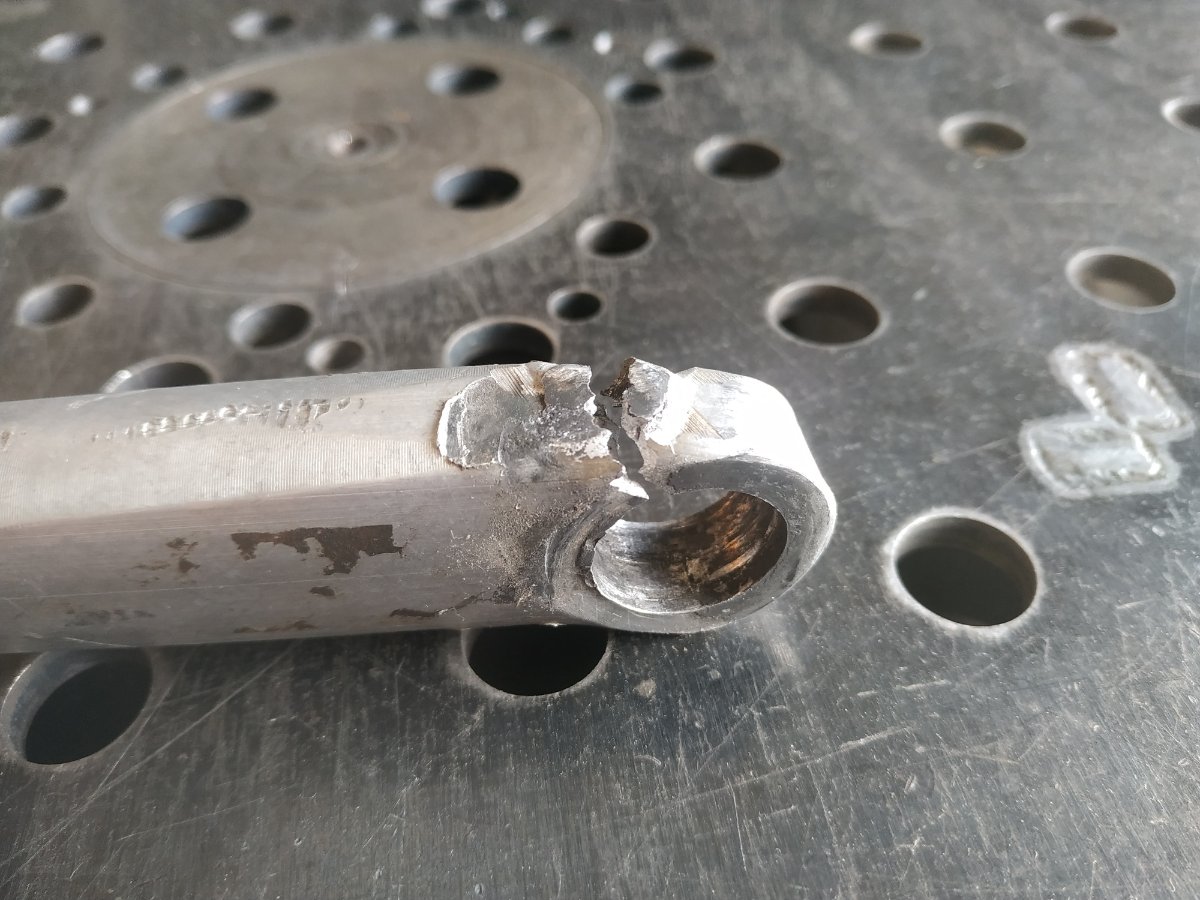
Артель "Напрасный труд". Лапка боковой подставки мотоцикла КТМ (мать его). Тело лапки, по сравнению с проушиной, как шасси от Боинга (принцип равнопрочности побоку). Кто-то уже варил. Ну и мне пришлось варить несвариваемое (просьба заказчика, идущая в разрез с моими религиозными убеждениями).
3 балла
-
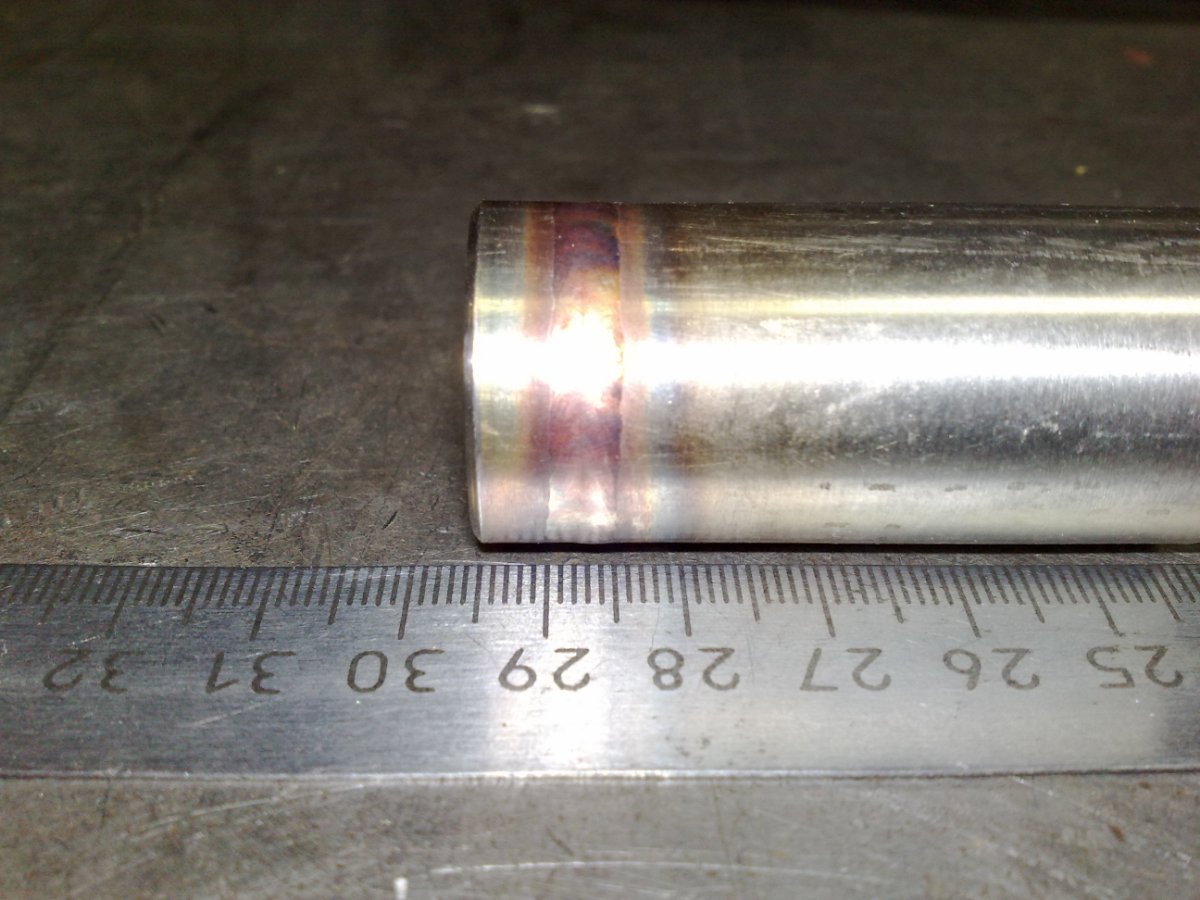
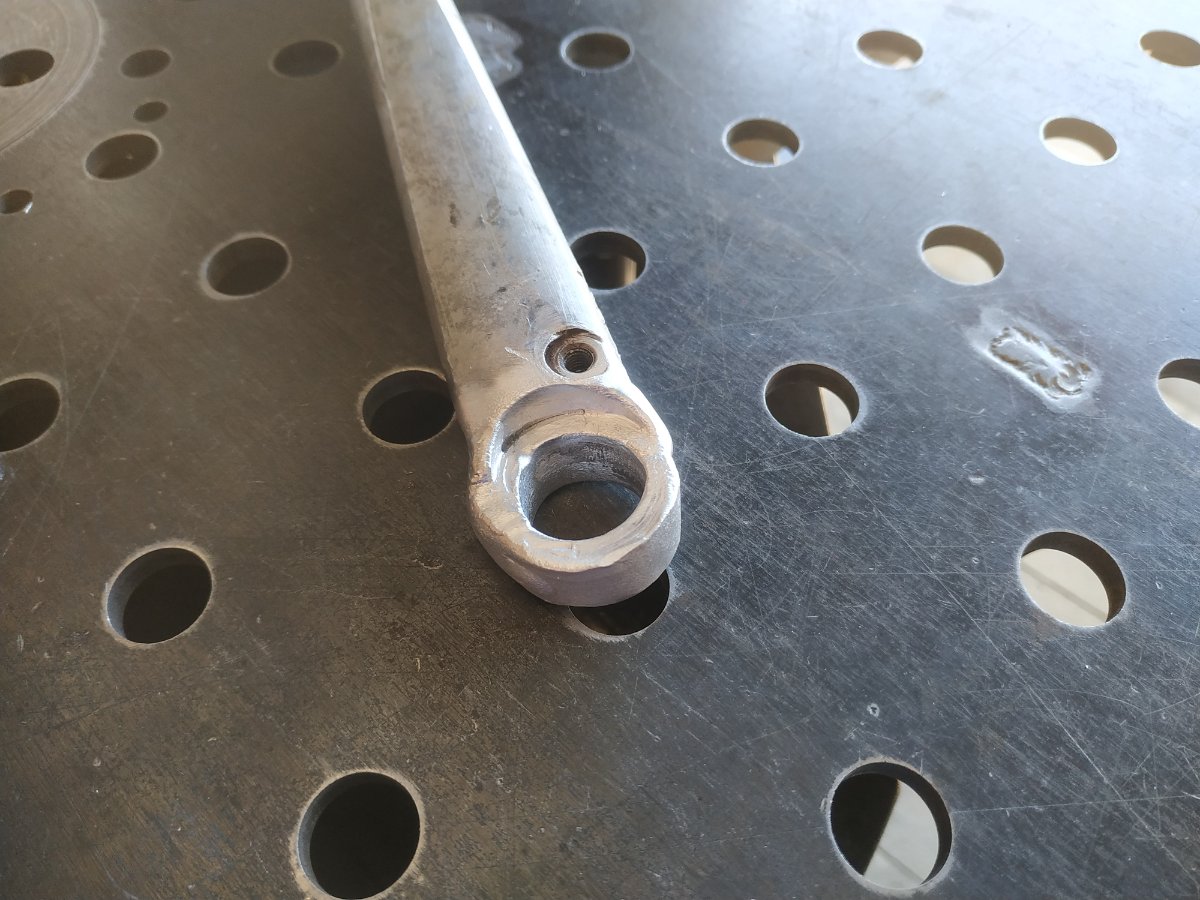
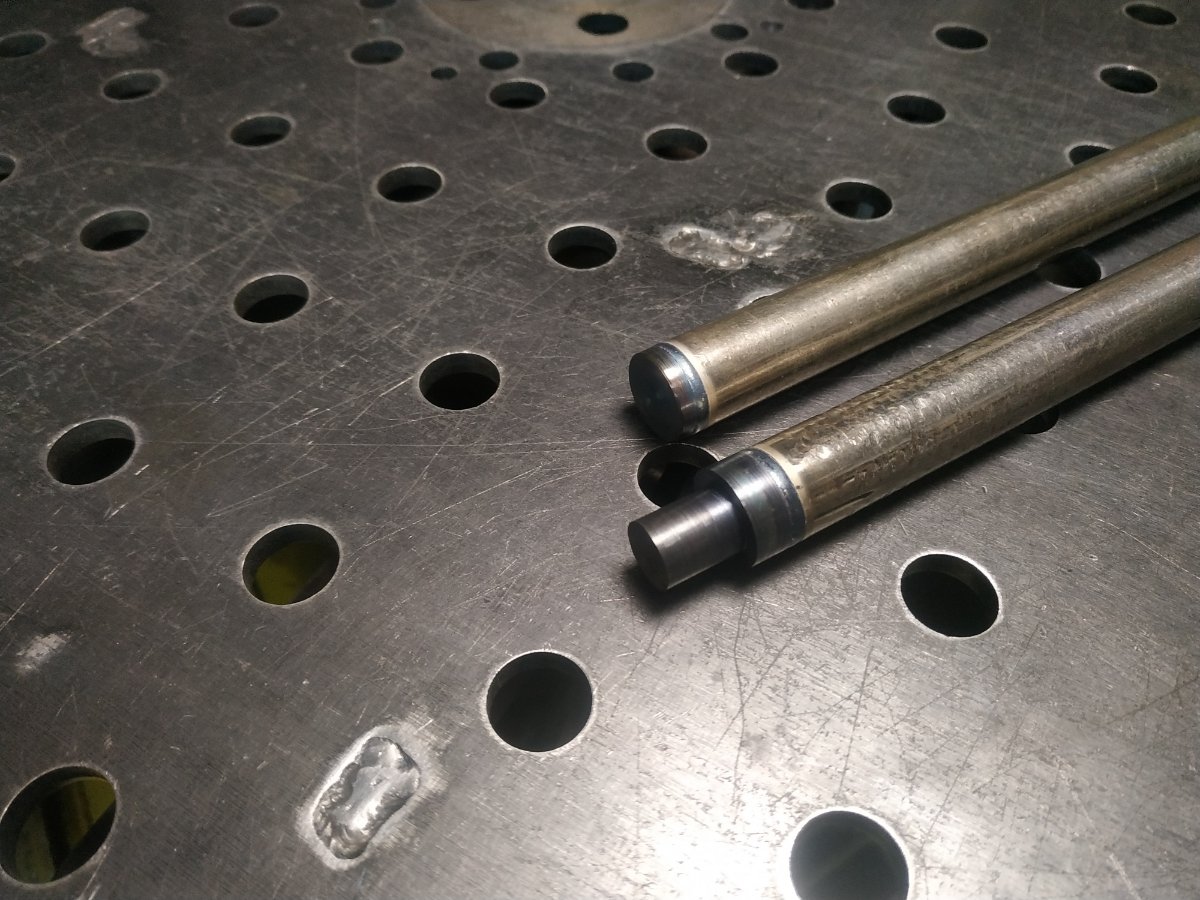
Простые вещи сложным способом (чтобы сварной шов не протачивать). Труба: нержавейка, 19х1,5. Вставки: черная сталь (вот так захотелось); итоговый цвет - оксидирование промасленное. П.С. Удлинитель линейки для замера колеи автомобиля для сход-развального стенда. Стенду тридцать лет, за это время колея у бибик заметно подросла, штатного расхода линейки уже не хватает.
3 балла
-
У меня во как. Еще видел не у меня, понравилось - пост ремонтной сварки гребных винтов. Сюжет на ютюбе, так-что опишу высокохудожественным слогом. Вращающаяся кассета из труб (тубусов для присадки), подвешенная за верх. С нижнего торца - шайба, по габаритному диаметру вращения кассеты, в которую упираются присадочные прутки, торчащие из тубусов. Между тубусами и шайбой расстояние, позволяющее вынимать присадку из тубусов.
3 балла
-
честно, отвечать нет желания. Вы что хотите? Просто замучать вопросами? Или хотите из омна и палок собрать себе супервундервафлю? Берете денег, идете к продавцу лазерами, берете с собой материал и тыкате ему в нос, вот это надо сварить. Не может, деньги при вас, идете к другому продавцу. Может, покупаете оборудование. Но вначале есть телефон, поисковик. Вот и задавайте им вопросы, что хотите сварить, как быстро, как качественно и т.д. Вам и длину волны подскажут (возможно) и мощность и т.д. Лазер это не игрушка!!!3 балла
-
Совершенно верно, все эти поделия за 4 т р, способны только принести проблемы с глазами. Есть тема, Выбор сварочной маски, там довольно таки аргументированно все расписано, и при учебе практичнее работать в простой маске. Вы этой маской, глаза себе испортите, единственный светофильтр, аттестованный по европейским стандартам это Текмен, остальные фильтры не понятные. Мне раз механик привез такую маску, я поджёг электрод, вылез из под машины, отдал ему ее, и одел обратно свою, с простым стеклом. Вот поэтому. Нужно сразу учиться правильно, законы физики по другому не работают))).3 балла
-
Разрушение из-за термической деформации по непрочному, из-за водородного охрупчивания, шву.3 балла
-
не удержался?
3 балла
-
В обеденное время завожу привычку, вместо того, чтобы сидеть в курилке, лучше делать какую-то фигню для дома которая нужна раз в месяц или реже и на которую впадлу тратится, на этой неделе сделал шило (вилку) для кальянных табаков и бисквиторезку (и то и другое из нержавейки). Ещё вот чего нашел
3 балла
-
Юмор из жизни: Приезжаю устраиваться в цех по производству пищевого оборудования, а там варят нержавейку электродами за 350 р\ч по 10 часов в день 6 дей в неделю.3 балла
-
на сколько я понимаю, в целом магазинами там не пользуются, кроме одежды и еды. Остальное все под заказы. У них вообще любой чих это сроки сроки и еще раз сроки. Если посмотреть на наш рынок, то у нас то же в основном дешман, а то что хорошее идет под заказ. Любой магаз сварки практически всегда на прилавках все самое дешевое. Если посмотреть сайт мурлен, то хорошие вещи у них то же есть но все под самовывоз и предварительный заказ. Да те же аптеки ... заходишь на сайт, делаешь заказ и ждешь 10 минут пока соберут. Приходишь, забираешь этот же товар за меньшие деньги. Аренда конская. Интернет магазины не имея собственных складов, демпенгуют как могут. Поэтому, ищешь то что сердцу любо и делаешь заказ.3 балла
-
Сделал какую-то кочергу из нихрома для литейки, непонятно только как ее собрались использовать, стержень нихромовый, что дали был 10мм толщиной, гнул с помощью резака, сварка этим же стержнем порезанным повдоль с помощью ушм Несмотря на спешку на мой взгляд получилось довольно изящно Можно хлеба из печей доставать
3 балла
-
Лопата прыгала внутри и нарыгала на три тысячи. Эта проблема, тоже не проблема. Вот Hummer со стеклопластиковым капотом. Не смогли между двумя деревьями проехать (колея-то по ширине была под нормальные машины). Первый раз я им угол капота приклеил, так-как сломали, но не оторвали. Второй раз, они его оторвали на хрен (вместе с колесом) и даже оторванный кусок не привезли, в болоте бросили. Пришлось оторванный кусок моделировать (пластилиновая модель; матрица). На фото - это первый заход. Клеить - это не наш метод (у нас же websvarka). Я клею только оптический PA, на автомобильных фонарях. А к ABS у меня двоякое чувство. С одной стороны, превосходно вариться (присадочный пруток приваривается к основному материалу без особого давления и очень надежно, в отличие, например, от PP). С другой стороны, материал быстро ведет от нагрева и надо манипулировать стремительно (хуже, наверное, только PS). И главный недостаток - растрескивание мелкими трещинами, которые выявляются, зачастую, уже при сварочном нагреве (характерное растрескивание на фото с другого ремонта). Пруток в наличие только белый (пруток фирмы Leister, из Швейцарии, мать её). Хотя, сейчас пытаюсь заказать - в наличии только черный. Я, в основном, варю автомобильный/мотоциклетный экстерьер, а он, как правило крашенный. Так что цвет, зачастую, не имеет значения. И к тому же, контрастным материалом комфортнее работа, при постобработке. И при сварке происходят неизбежные деформации, которые потов исправляются шпатлевкой. Я конечно максимально выравниваю нагревом, но такой способ имеет ограничения по конечному результату. Иногда заказывают нищебродский ремонт - без окраски. В этом случае приходиться варить с внутренней, не видовой стороны (с неизбежной потерей прочности, в сравнение с ремонтом на лицевой стороне). Такой вариант тоже не критичен к цвету присадки.
3 балла
-
Багажный бокс. ABS - 2,5 мм. Сварочная температура 530 С.
3 балла
-
Откуда такие выводы? И евро горелка любая подходит и 4 ролика и пульс там есть и катушки на 15 кг можно. Габариты соизмеримые с EWM. При желании можно поставить горелку с управлением.
3 балла
-
На работе есть ручник ресанта для всяких мелких бытовых работ, типа подварить что-нибудь. Его еще беру в проходную печку, если нужно сваривать нихромовые нагревательные спирали, свой ручник жалко брать на такую работу, т.к внутри очень жарко. Так вот, крутилка у этой ресанты ну очень неточная. На ок-46 3.2 мм в среднем ставлю ток 120-135А, когда как на z203-ем 80-90 и ощущения по тепловложению дуги примерно схожи. Кстати работать ресантой электродами ОЗЛ-6 при сварке нихромовых спиралей, без мата практически невозможно и просто пытка, когда как z203-ий их хорошо разжигает даже при сварке точками, особенно если форсаж дуги крутануть посильнее. А вот 63.30-ыми ресантой сваривать очень даже приятно. Так что походу реальное НХХ ресанты не соответствует значению заявленному производителем...Да и по крутилке 30А это наверное где-то 10-15А реальных, так что не совсем удивительно, что у вас не розжигается ничего на таком выставленном значении тока...2 балла
-
Некоторые швы по чистоте похожи на мои швы, когда завариваю отливки в которых была всякая бяка и ее недостаточно хорошо удалили, приходиться в таком случае самому брать бормашинку и выгрызать весь этот кариес и включения не пойми чего, круглым шариком, а иначе иногда вообще ну никак не вариться! Алюминий с присадка просто расползается вокруг постороннего включения, а оно (включение) зараза такая, ну никак не хочет всплывать наружу. Мне ОТК помечает места возможных дефектов в отливках черным маркером и кстати, если не зачистить этот маркер, хотя бы щеткой, то шов будет хреновым с виду и чернота будет. Это если что не критика, просто рассказываю про важность подготовки, алюминий очень любит чистоту, все мастера на Ютубе работающие с алюминием на высоком уровне вкладывают очень много сил в его подготовку перед сваркой. Иногда это прям 95% работы, а непосредственно сварка это награда А в целом хочется вас похвалить, вижу, что вы прям прогрессируете, вы молодец! Кстати, а кто как ухаживает за фрезами? У меня уже немало скопилось забитых алюминием фрез, некоторые получалось каким-то непонятным мне чудом очистить об сталь, но большая часть прям совсем гладкие, настолько сильно забились. Его как нибудь можно оттуда удалить? Выкидывать как то жалко.2 балла
-
Для хорошего розжига основных электродов надо чтобы источник имел высокое нхх, а бренд это или не бренд это уже не самое важное. Высоким данный показатель наверное можно считать от 70-ти, хотя не совсем уверен. Например значение данного показателя у моего сварога z203 составляет 73В, при том, что аппарат просто хороший китаец, проблем с уоньками у меня на нем не наблюдалось. Но думаю ewm pico 162 будет в этом плане получше, у него аж 105В. Взять тот же популярный аппарат, которые закупают всякие компании осуществляющие сварку труб kemppi minarc evo 180, у него 90В. То есть как бы на 90в в идеале и надо стремиться, если важен хороший поджиг.2 балла
-
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры2 балла
-
Есть такой способ сварки- с подачей излучения непосредственно через оптоволокно без фокусировки. МУЛ-1(В)2 балла
-
Привет, не особо понятно, конечно. Но трубу насквозь нельзя. Точнее можно, но через втулку вварную, так делать всё равно же не будете, поэтому и нельзя. Варите уголки (по 100мм сверху и снизу вразбежку) к трубе и через них крепите на здоровье анкерами к стене.2 балла
-
Как сказать..2 балла
-
Чтой-то весна совсем не спешит, кабы лето не отменили Вроде и зима не холодная была, и снегу не особо много. Давно такого не было.
2 балла
-
В самом начале освооения не учитывал некоторые особенности и выработал позже привычку: 1) Чуть прогревать начало шва. 2) Не торопиться! На толстом металле отрабатывется сплошной шов. На тонком - с отрывом. С приобретением навыков толщина металла для непрерывного шва уменьшается. 3) Все время контролировать положение электрода по отношению к шву. 4) Если нет работы для сварки, то раз в месяц для практики тренируюсь на отходах. Очень важно увидеть и понять, как выглядит сварочная ванна. Во время сварки она не должна рваться и должна максимально сохранять свои размер и форму.2 балла
-
https://www.yaplakal.com/forum3/topic3071103.html. Это можно показывать жадным заказчикам, вполне себе способ, можно дома самому все " приварить", не таская к жадным сварщикам.2 балла
-
Обезьяна - бригадир грустит, купила 17-ый iphone с нейроассистентом для сварочных расчетов, вся ее последняя премия на это ушла. Но что-то Петрович и другие сварщики не слушаются и отказываются соблюдать рекомендации озвученные голосом Siri. Пишет обезьян в техподдержку, что программа не работает, в ответ ей присылают последнее обновление созданное специально для российского рынка. На следующей день обезьяна собирает своих сварных в вагончике , жмёт кнопку, из динамиков начинают звучать слова громовым басом человека, который всю жизнь отдавал долг Родине на флоте. - Так, слышь, Петрович, ***! Сегодня варим трубу, техкарта такая: на корень берёшь лбшку, ***, на заполнение уонии, ***, не тупи, ***, полярность прямую поставишь — яйца оторву, ***! И без перекуров, ***, каждые пять минут, понял, ***?! Всё, по местам, ***! Петрович и остальные в восторге: — Во, это я понимаю, интеллект! Наш мужик!2 балла
-
Вчера пришло сообщение в МАКС: "чат жильцов нашего дома" Я обрадовался. Наконец-то смогу познакомиться с соседями. А то живу в частном доме, прописан один...2 балла
-
Представил себе картину. В разных концах страны форумчане: 1. Григорий достал из своей робы слегка окоченевшими руками новенький iPhone, открыл любимое приложение и понял, с электродами у него перерасход. "А что, если я поменяю марку электрода?", подумал Григорий, и приложение сразу пересчитало все показатели. "Начальник будет доволен", облегченно вздохнул Григорий. 2. Жена Константина садила в огороде картошку. Константин в это время чинил забор. "Что-то у него с параметрами швов неладно", подумала жена и достала из передника iPhone. Посмотрела графические отображения и облегченно вздохнула. 3. Наступил перекур. Зазвонил в кармане iPhone: - Как тебе новое приложение? - Отлично, Григорий! - Нормально, Константин! Пожалуй и я задумаюсь об iPhone18 Pro. Совсем скоро выйдет.2 балла
-
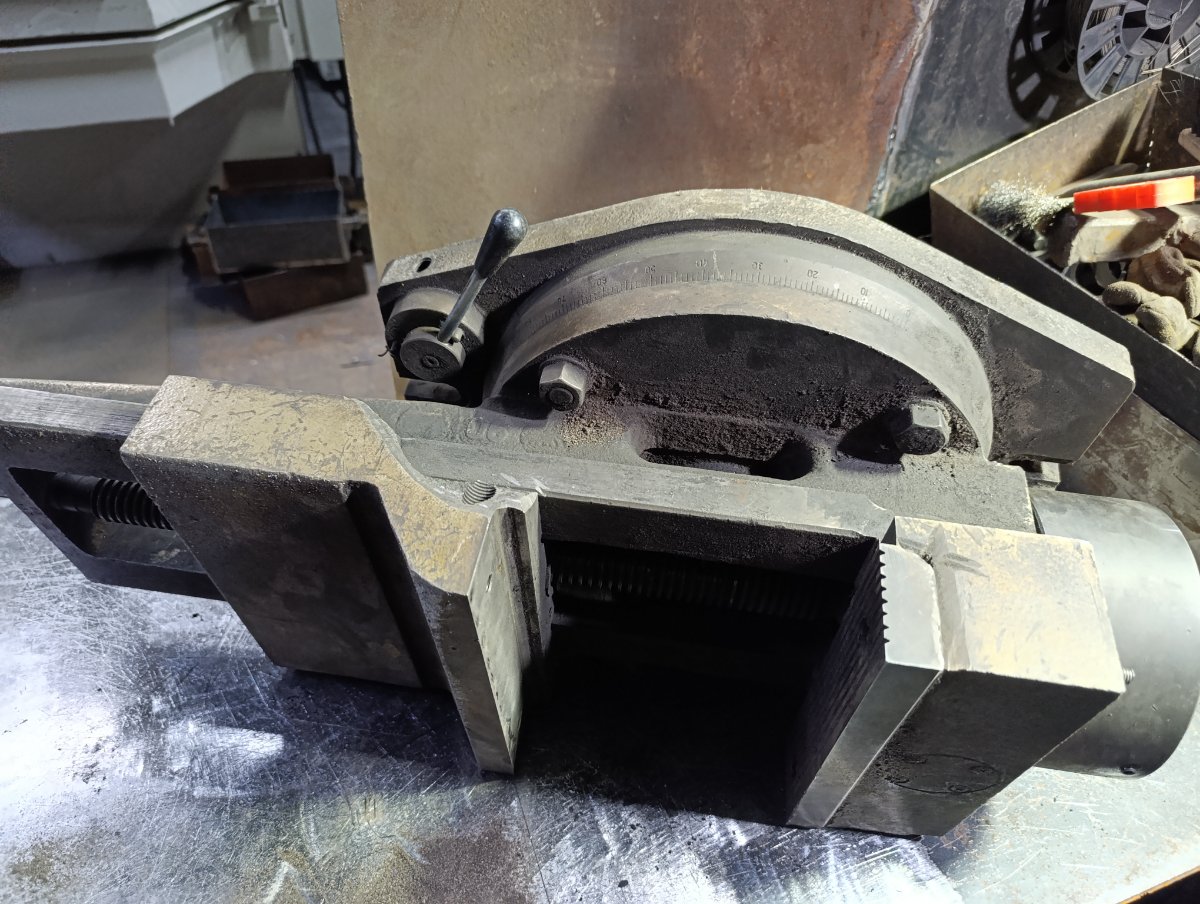
Пневматические тиски установленные в отрезном станке, как я понял кто-то по ним хорошенько стукнул чем-то тяжёлым при обслуживании отрезного станка. Хотели покупать новые (сказали дорогие очень, тысяч от 150 может и больше) , предложил попробовать эти как-то починить. Понимаю, что разделку стоило бы сделать глубже, но снова надо было выдержать плоскости (для меня неопытного было довольно сложно, т.к сварка велась с трёх сторон и при этом сохранить резьбу, удалось со второй попытки). Уже установлены и трудятся в станке месяц. Вроде не должны ещё раз лопнуть, если только не специально по ним бить, т.к участок где был излом вроде как и не нагружается. Блин, а я бы заморочился бабуля готовила иногда домашнюю лапшу (пасту) , у нее подобный станочек был, он тесто раскатывал и резал сразу на выходе, по вкусу ни в какое сравнение с макаронными изделиями из продуктовых, крутая штука, только губы туда лучше не совать
2 балла
-
Я писал и про завод, и личное использование. На первом есть техдоки, где всё прописано, дефектоскописты, лаборатория, ОТК, поэтому там не разгуляешься. На втором (личном) сам ими (46) гайки не брезгую прихватыватить, где горелкой не подлезть. И тоже - всё работает и не отваливается. Если варите агрессию, давление, вакуум, силовое, то лучше придерживаться рекомендаций из сварочной литературы. Ещё многое зависит от опыта и классности. Поэтому никаких издёвок и подтекстов. С уважением.2 балла
-
я не знаю как сейчас. Довольно давно был, редкие точки не считаются, а вбольших магазинах не встречал. Но и у нас раньше были магазы с нормальным выбором. Но ... Сейчас ни изоленту нормальную не купить ни припой ни флюс. Сейчас в ЧИПДИП вообще барахло осталось да и то по бешеным деньгам за маленькие объемы. Только интернет и остался. А если в любой профильный магаз заходишь, то волосы шевелятся от барахла на прилавках. В массе конечно, а частные случаи еще имеются, но проехать пол Москвы в один конец ... не накатаешься. Проще заказать в интернете и привезут домой либо рядом с домом и в удобное время. При этом, из Китая если привозят, то стоимость доставки дешевле чем это внутри страны. Парадокс. В обычных магазинах, ни нормального сварочного аппарата не купить, ни электродов, все только через заказ. А магазин, если прямо что-то срочное перехватиться ну и вспомнить, как ругаться трех этажным матом )))2 балла
-
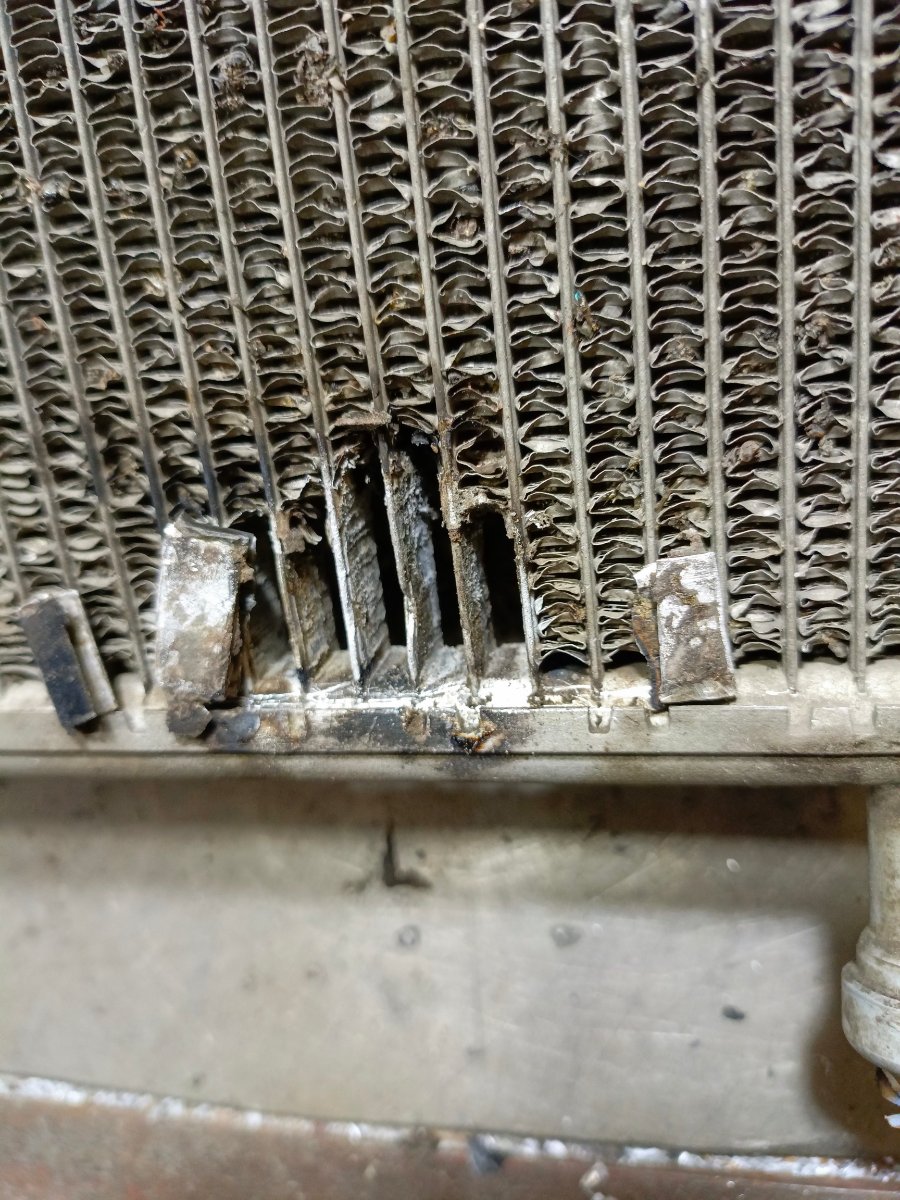
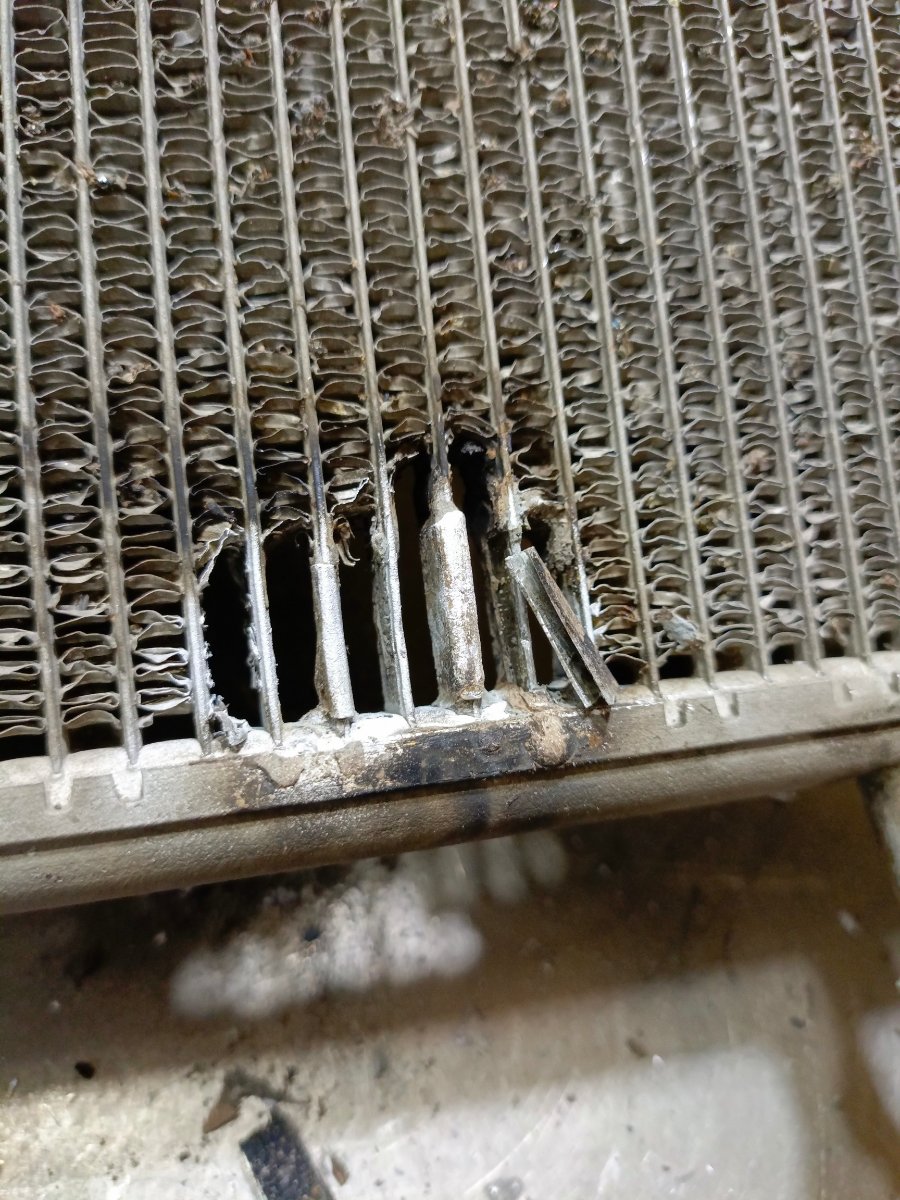
Радиатор т.камри. Попадается такое,но подобный ремонт радиаторов,в которых давление может достигать 30ати недопустим-эпоксидный клей на скобках.Читающему народу на заметку.
2 балла
-
все на это указывает. Только я не понимаю, как и чем они фокусируют. Второй момент, как защищают от грязи и брызг. Возможно это видео просто как .... типа рекламы своей продукции, типа сварка лазером. В то время было далеко не так популярно и доступно как сейчас. Это как в одном видео показывают молодого специалиста или специалистку, не помню, она держала паяльник за горячую часть, типа что-то там паяла. Обычному человеку, вау, а мне было смешно. Есть лазеры длинофокусные, над головой оператора висит излучатель. За счет линз подбирается то расстояние на котором будет сварка. В одном видео, робот варил дверь от авто на расстоянии в несколько метров. Лазерная резка, гравировка, по такому же принципу работает. В зависимости от линз, можно изменить высоту расположения головы. Но там резка (и все равно, чем ближе, тем эффективнее работает продув), а для сварки, нужна защитная среда. И в видео не показывают, что получается в результате сварки. У меня есть лазерная резка, для эффективности реза, в зону луча направляется поток воздуха. Поэтому длинофокусные по сути не сильно то и нужны, кроме как лечение матриц экранов, стирание гравировки на микросхемах и в целом поверхностная гравировка. Искорки это круто, на публику положительный эффект оказывает. Под видео, на вопросы, что за сварка, ни где не ответили. И это было давно. Сейчас есть довольно маленькие головы (горелки) для ручной лазерной сварки. И подлезть куда либо не проблема и подача защитного газа обеспечивается. Поэтому, не вижу смысла гнаться за таким световым шоу. P.S. возможно я где-то не прав, т.к. возможно где-то в узких кругах, есть специфичные лазеры. Но с тем, что я видел и имел дело, везде линзы, защита.2 балла
-
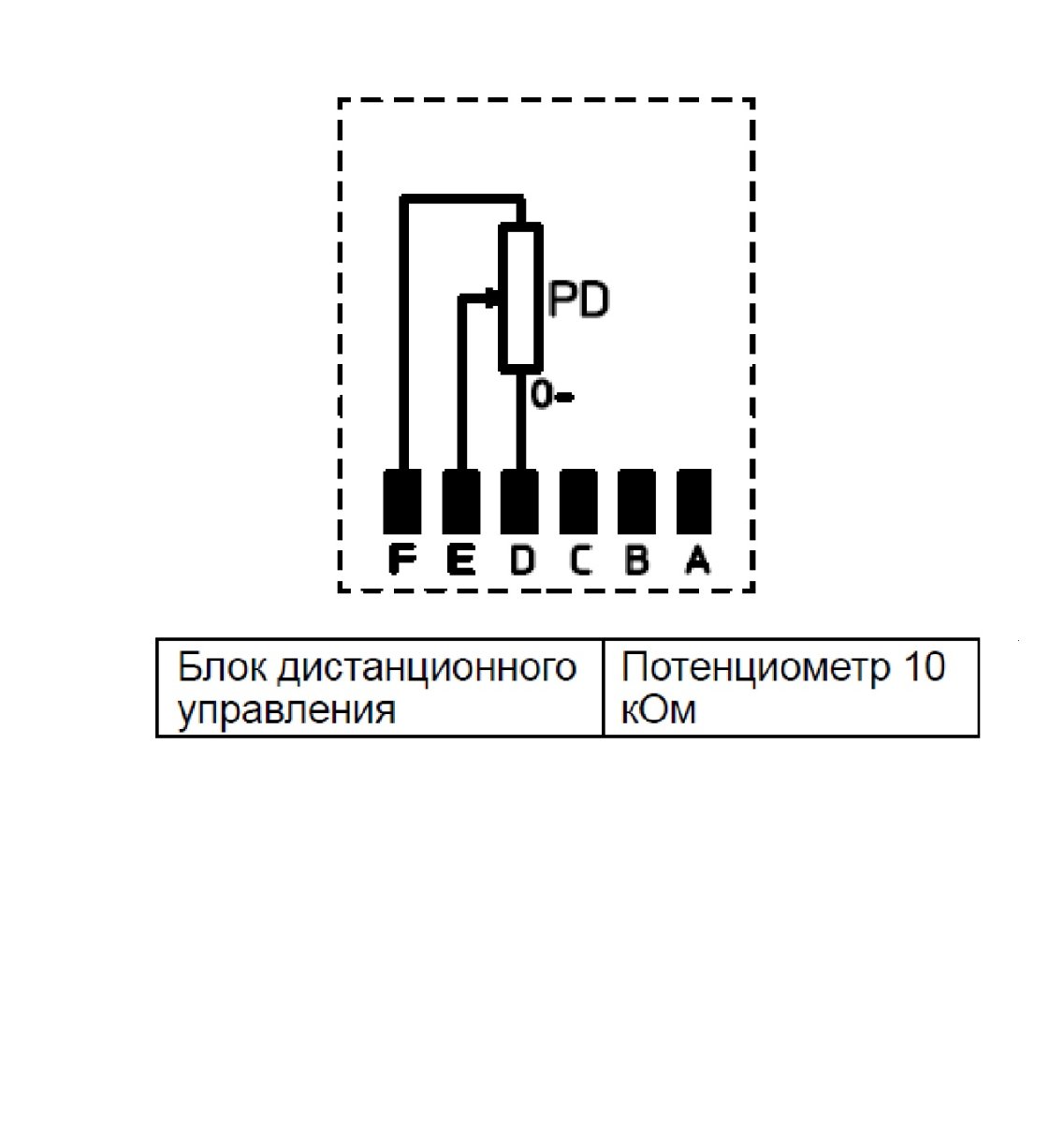
Скорее всего это.
2 балла
-
1. интересно, а модель аппарата угадывать? 2. если берете новый аппарат, то у продавца запросите инструкцию. В ней должна быть информация по распиновке разъема. По новым аппаратам у меня информации нет. 3. Попробую помочь, если будут все равно вопросы и проблемы.2 балла
-
Значит мы друг друга поняли. . Именно поэтому я не озвучил ранее свое предложение. И я более чем уверен, что и сейчас будет делаться упор в сторону китайского или тех же НЕОН и им подобных аппаратов. Но может кому-то будет полезно и будет основа о чем подумать. Просто ... вставил свои пять копеек . А моя, болезненная тема, касательно сервиса ... тут все очень не однозначно, в этой теме не только человеческий фактор замешан но и производитель (или наоборот). И в любом месте этой цепи, сбой, приводит к боли конечного пользователя. Поэтому при выборе аппарата надо либо конкретно знать данного производителя, знать как у него работает сервис либо не зацикливаться на этом и смотреть в сторону надежности и функционала. А функционал в современных реалиях, падает (т.к. падает и квалификация сварщиков). Вроде бы экран новомодный и тачскрин, но ... реально рабочий функционал не так и хорош.2 балла
-
Некоторые производства по 100 шт. и выше EWM покупают и не бедной комплектации. Увы, такая реальность, кто-то хрен без соли доедает, а кто-то не плохо себя так чувствует. Если денеХ нет, то и берем то что доступно и ... где-то в чем-то ужимаемся. А если с перспективой на завтра, то и думаем, с заделом на завтра и после завтра. Если думать, что берем на один день, то это не производство, так оно долго не протянет. Многим ломают психику и они поддаются этому настрою, все плохо, денеХ нет, но вы там это, того! Второй момент, ни кто не бежит и не покупает кузбас масло в свои дорогие авто и телефоны не покупают за 1000р. Ведь есть деньги на телефон и т.п. Т.е. телефон 100 000 на 3 года нормально, а сварочный (который каждый день деньги приносит) 200 000 на 10 лет, дорого? Да пусть 500 000 и те же 10 лет, а то и все 15-20 ... А далее политика... поэтому все это за кадром оставим. Человек попросил сообщить модели, я предложил. если что-то и ломается то практически все ремонто пригодное. Т.е. не дороже китайского аппарата, а может и дешевле. При этом детальный ремонт, если не гарантия, а не модулями (т.к. схемотехника понятнее, чем у китайцев, то и период ремонта короче и поэтому дешевле). Не нужно сравнивать с ЕВМ, кемпи и аналогичными, где модули по 500 000 и выше. Стереотипы - сильная вещь. И брат китай нам друг , пока мы у них покупаем, а за бесценок другое предлагаем.2 балла
-
Да будет тебе, Николаич! Умелые руки сиииильно сокращают эти сроки! Надысь прибегал жалиться "сварЩег" с соседней стоянки - кабздец, говорит , автомату! Все фырчит и плюется, подающее не того.... Обычная Аврора Динамика. А вот канал в рукаве.... Там даже не грязь и ржавчина, а просто засохшая гречневая каша!2 балла
-
Старая работа,но вспомнить не мешало бы..Чем сложнее работа,тем она интереснее. Сложность здесь, это не сварка,а плоскость в допустимое значение.. Это небольшая част измерительного инструмента,который надо иметь дли работы.
2 балла