Лидеры




Популярный контент
Показан контент с высокой репутацией за 07.03.2026 в Сообщения
-
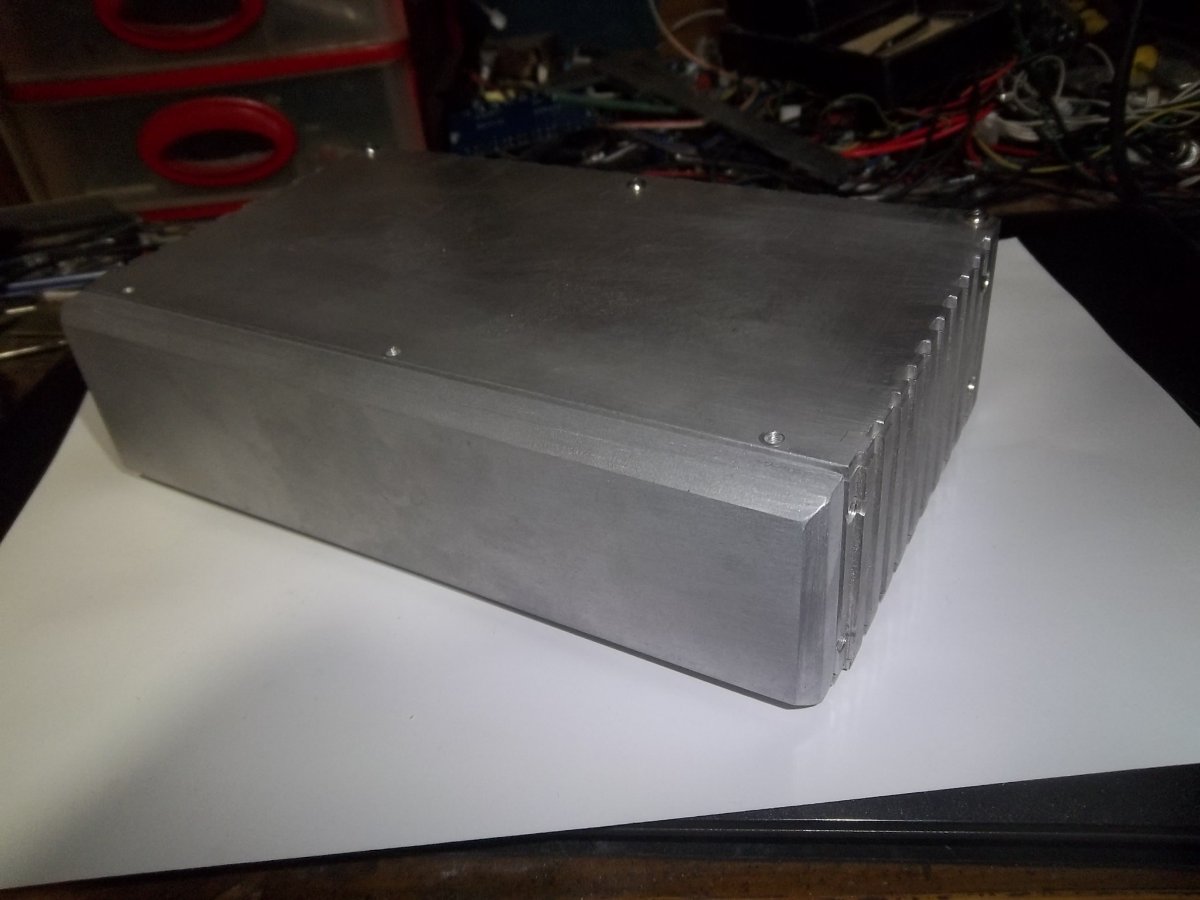
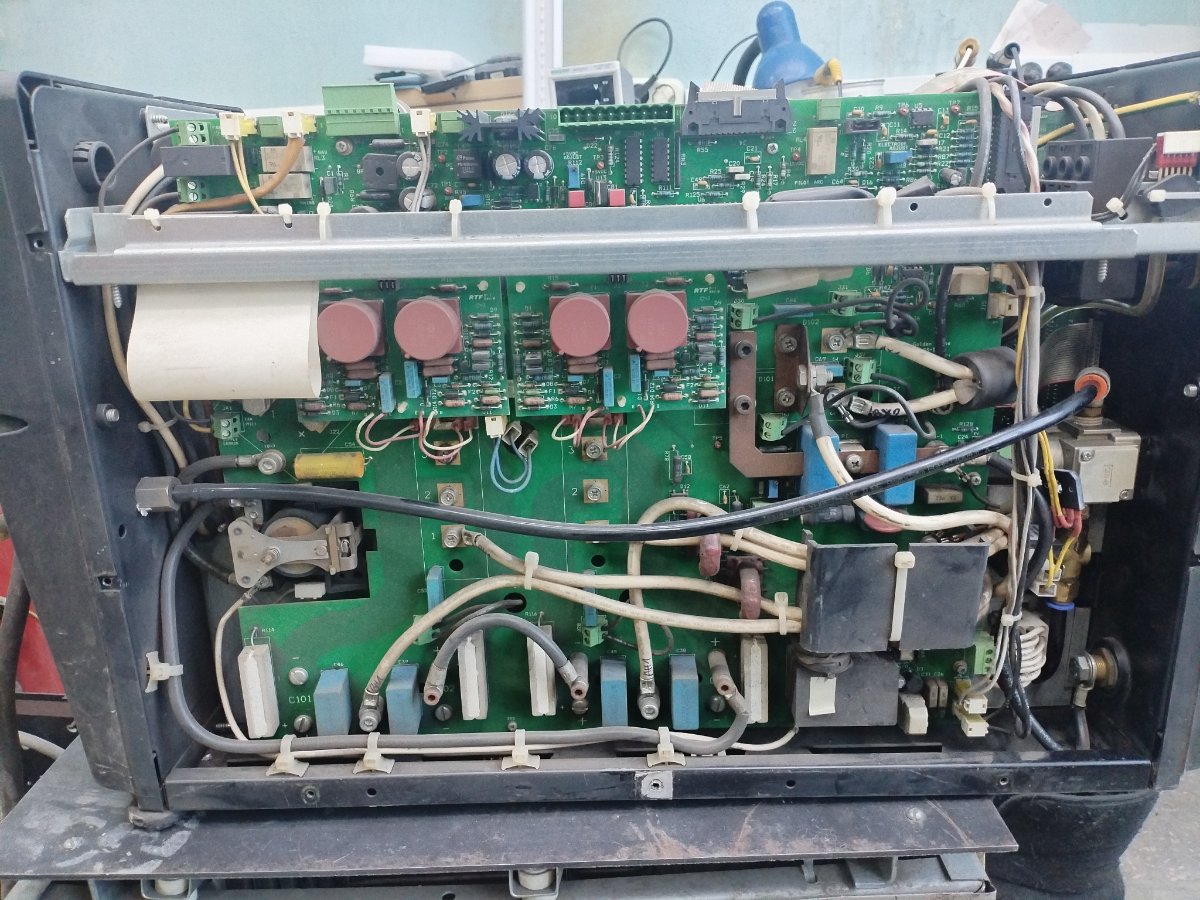
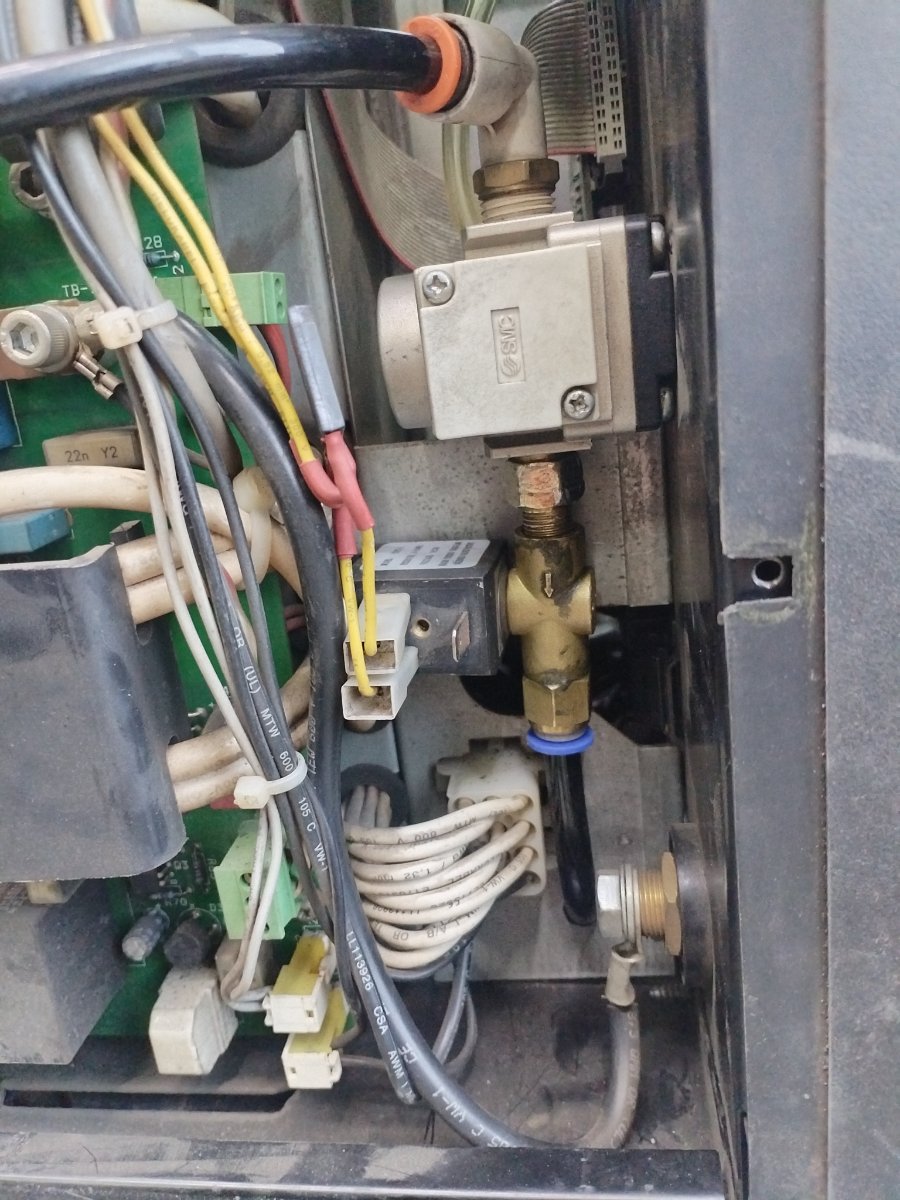
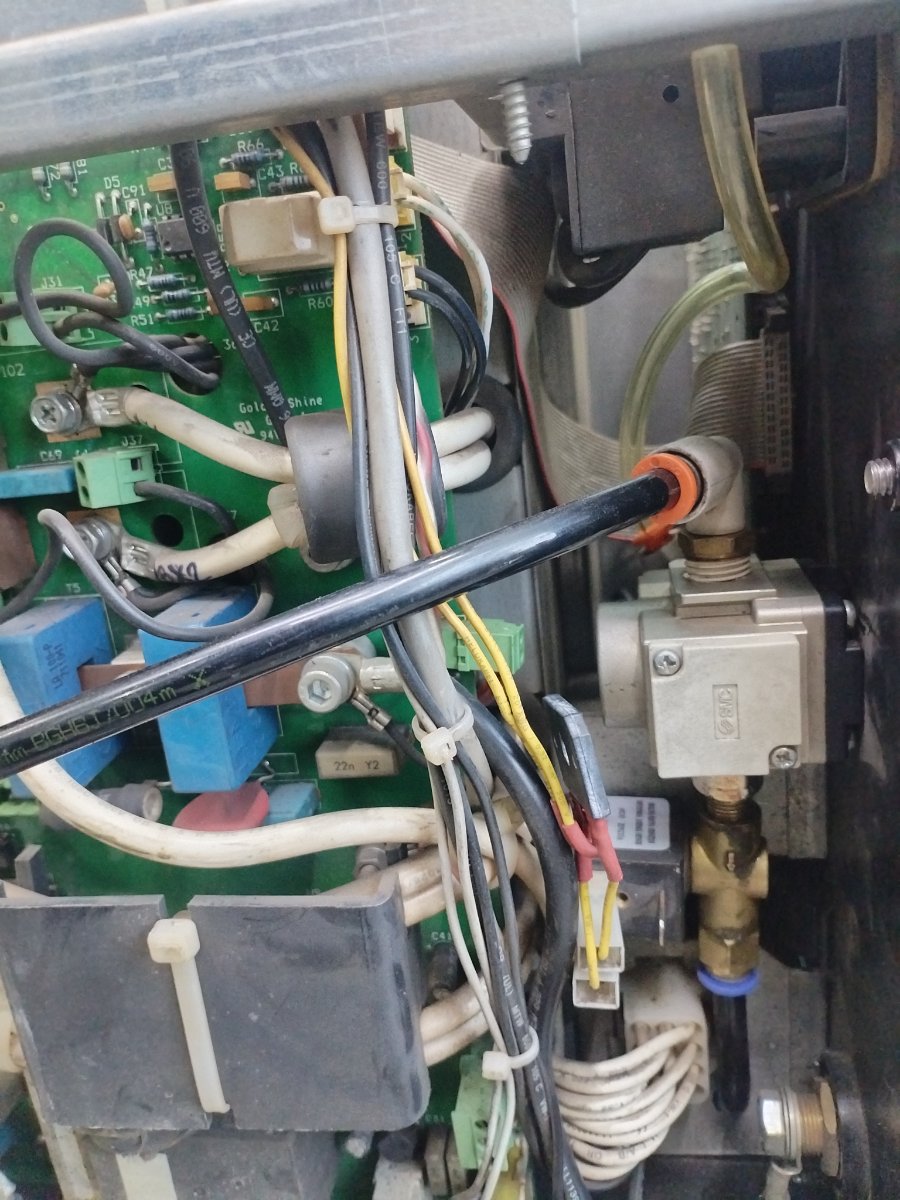
ESAB Powercut 100. Сам аппарат работает. Но вот плазмотрон уже износился, а новые дорого, долго и расходка редкая. Попросили переделать на более распространённый плазмотрон, но обязательно сделать съёмным. Сначала переделал выход и врезал адаптор, подключил его к силе и воздуху, проверил. Вроде работает, но давление хоть и выкручено в максимум, а на выходе резака получается поток воздуха на пределе срыва и ухода в ошибку. Давление большое, а потока воздуха нет. Пришлось полностью переделывать воздушный тракт и подбирать его к плазмотрону. Использовать решили Parweld XTY 125 Plasms Torch. https://parweld.com/product/xtp-105/ Эта же плазма и под маркой Гроверс идёт с таким резаком. Пару дней ушло на тест пропускной способности различных клапанов, сравнивали поток воздуха и давление. После подбирали разные переходники, быстросъёмы, трубки. Рассверливал латунные переходники для увеличения пропускной способности. Всё подобрали, собрали в целое, малость помудрили с установкой в аппарате, просверлив дополнительные отверстия. Адаптор тоже изменил, плюс пришлось увеличить для него выступ. Проход воздуха сквозь адаптор увеличил за счёт нарезки резьбы и установки быстросъёма пластикового. Ушло входное заужение канала. В итоге за неделю неспешной, но иной раз муторной, работы сделал хороший плазморез. Проверил в работе, отличный рез и охлаждение самого резака.
 10 баллов
10 баллов -
Анна868686 Купите мужу Сварог Реал МИГ 200 N24002. Они есть только с горелкой в комплекте, есть ещё и с маской. Есть рыжие, есть чёрные. Это не принципиально. Ему хватит с головой и для ММА и для МИГ. Это проволокой и электродом сваривать. Аппарат без всяких контроллеров, ремонтопригодность высокая. Сварочные свойства очень хорошие. Пусть он немного дороже других, но есть за что. Единственное, что нужно со всеми такими аппаратами делать, так это периодически продувать от пыли, особенно металлической. Это я Вам как ремонтник сварочников говорю.7 баллов
-
Даже роботы за еду не работают больше ) робот.mp47 баллов
-
Ещё одну вакуумную камеру собрал.
6 баллов
-
извините, но какой-то манагерский высер как у "сварщика из москвы" ... Рабочая лошадка в 99% это китайщина, т.к. и работают аналогичные специалисты . вот тут давайте доказательства, видео, фото. Вот кто процесс не знает и не понимает, может ваше высказывание и пройдет. А для меня это ... не более чем маркетинговое словоблудие. Четко китайский подход. Если подумать, то первые швы для аппарата? Для вас? Первые минуты после удачных настроек? Вот возьмите прокатный профиль и покажите первые швы . ни и последнее... Покажите, что они вам показывали? Есть неокрепшие умы, после ваших слов, они вообще в разнос пойдут. Вот к аппаратам, нет претензий, да, они хорошие под свои задачи и если бюджет позволяет, то отговаривать от приобретения глупо. А вот к рекламе, куча вопросов. Одни лозунги!6 баллов
-
иногда где размеры +\- вставляю медный прут , трубку по размеру и заплавляю .П.С. была работенка надо было восстановить 300 разбитых отверстий в корпусе мельнице , предварительно автогеном зинковал -аля фаска и подогрев в одном флаконе , вставлял медную оправку ( с охлаждением ) и тут же заплавлял п\автоматом , по окончанию сварки калибровали с помощью оправки и кувалды ., да и напряжения за одно убрали. Ни чем не рисковали , мельница готовилась к списанию , а так отработала еще несколько лет и все это время только радовала персонал - ни одной капли с нее не упало , когда пришел новый корпус а эту в лом ., жалко было резать ...6 баллов
-
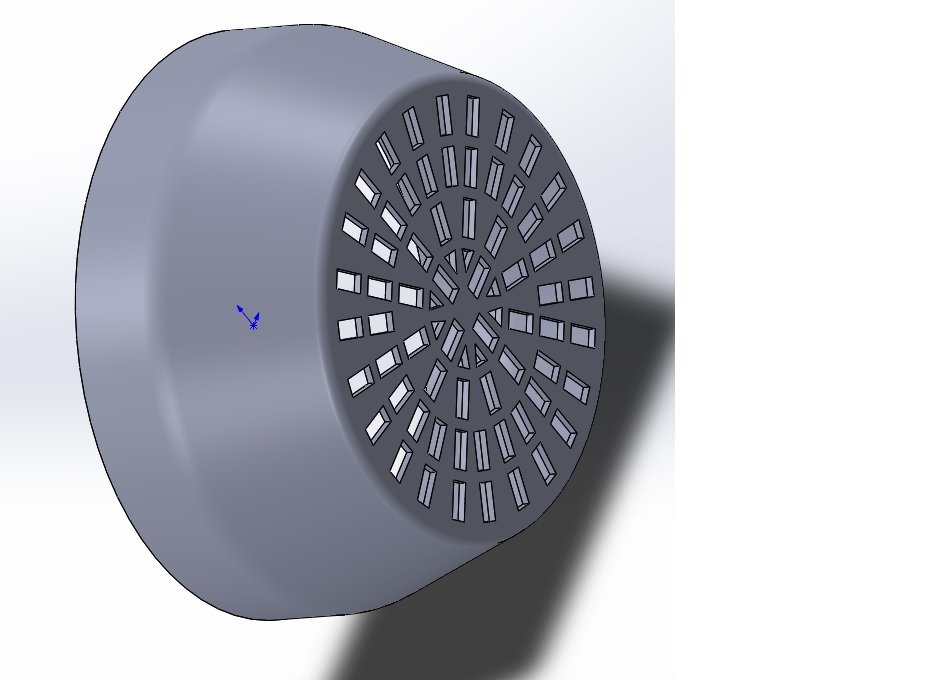
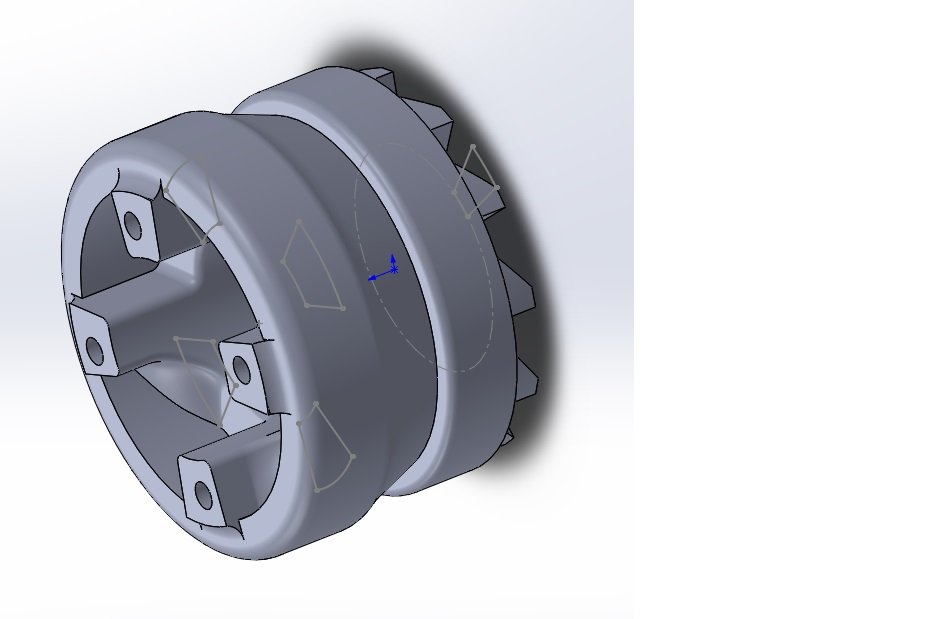
в современных реалиях, 3D принтер, сильно мне помогает. Готов ли клиент за это платить ... Но для себя много чего сделал. По работе, то же есть реализация. Пластик с дополнением карбона, очень хорош. Крышку под охлаждения двигателя в выходные напечатал для того электро мотора, что подваривал на прошлой неделе. Осталось покрасить и можно начинать собирать. После надо будет еще вентилятор спроектировать и распечатать.
6 баллов
-
и про этот раз можно забыть и не вспоминать чтобы это было круто: 1. они должны реально работать, а не картинки на панели менять, 2. сварщик должен понимать, как ими пользоваться и видеть (!!!) разницу между их применением.6 баллов
-
немного сварки: было, промежуточный итог и в итоге. Отверстие под крепление, без сверловки, в промежуточном итоге, подправил "кукурузой".
6 баллов
-
Жарим шашлыки на работе, встречая весну Удобно конечно газовым резаком прогревать угли, 3 минуты и готово
6 баллов
-
Пусть будет в этой теме. Крышка немецкого двигателя.История обычная-просадка. Несколько необычно,то что вставлена стальная втулка. И не сразу поймешь немецкую затею.Пришлось наплавлять МЖКТ-есть просадка алюминия в внешней стороны-чтобы этого избежать,надо в разброс наплавлять.С торца соединение сталь-алюминий -наплавка через кастолин 192-для фиксации втулки.Вообще-то это все дело надо бы срезать,если было бы известно стальной втулке и поднять стенки-лучший и простой вариант.Либо выточить втулку и приварить под расточку,либо слой костолина,что дорого. Ну,а так,как есть -некогда было,думаю,еще послужит.Так что,будьте внимательны - не все так просто в сварочной жизни.
5 баллов
-
Ток в сварке плавящимся электродом в защитном газе или без оного, с автоматической подачей электрода( проволоки) есть производная от напряжения и скорости подачи проволоки определённого диаметра.Подача отдельно от тока не настраивается.Никак.Вообще.Совсем.Физика процесса такая.5 баллов
-
Что то Вы плохо стали изучать, перед сваркой нужно зачистить металл в месте сварки, от ржавчины, краски, Вы это проигнорировали. Исправляйтесь5 баллов
-
Корпус турбины Рено.
5 баллов
-
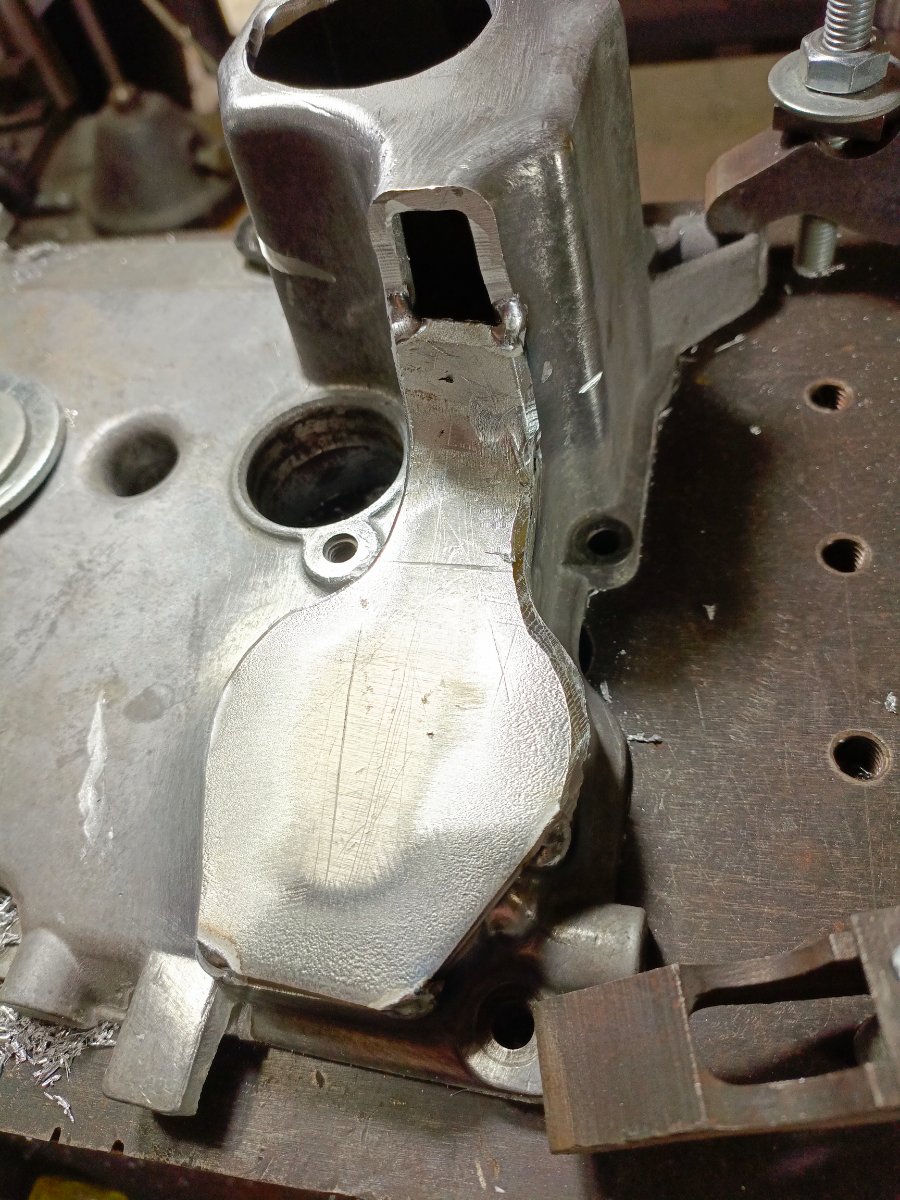
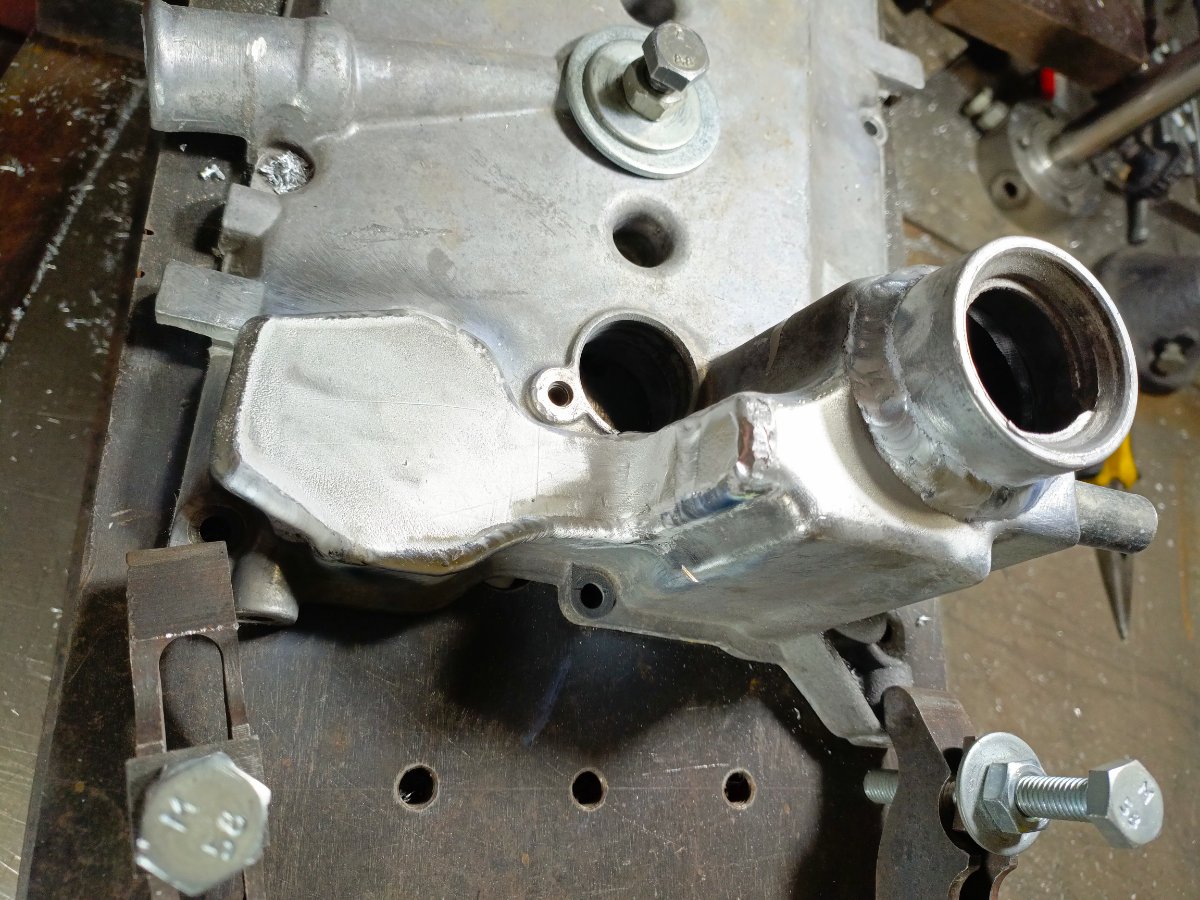
Крышка.Перенос горловины.
5 баллов
-
В общем возвращаясь к первому сообщению в теме предпринял следующие мероприятия: Прочистил всю систему подачи, поменял канал, перешел на конусообразные наконечники(по ощущениям меньше греются чем тонкие), разместил ПА так что-бы подающий канал был максимально выпрямлен. 0.8 проволокой стал варить прекрасно вообще без вспотыканий и обрывов дуги, приятно шелестит и ровно варит, одно удовольствие. На днях опробую еденичку.5 баллов
-
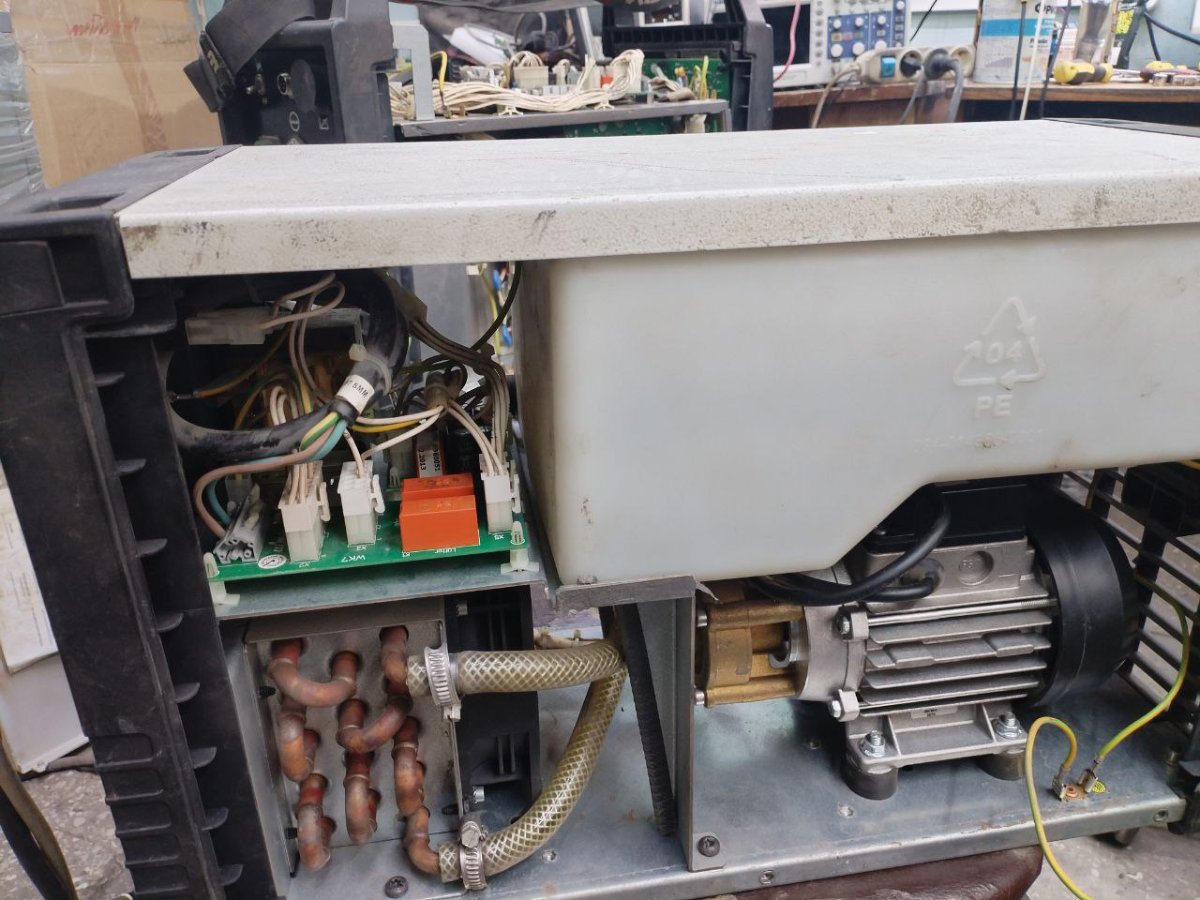
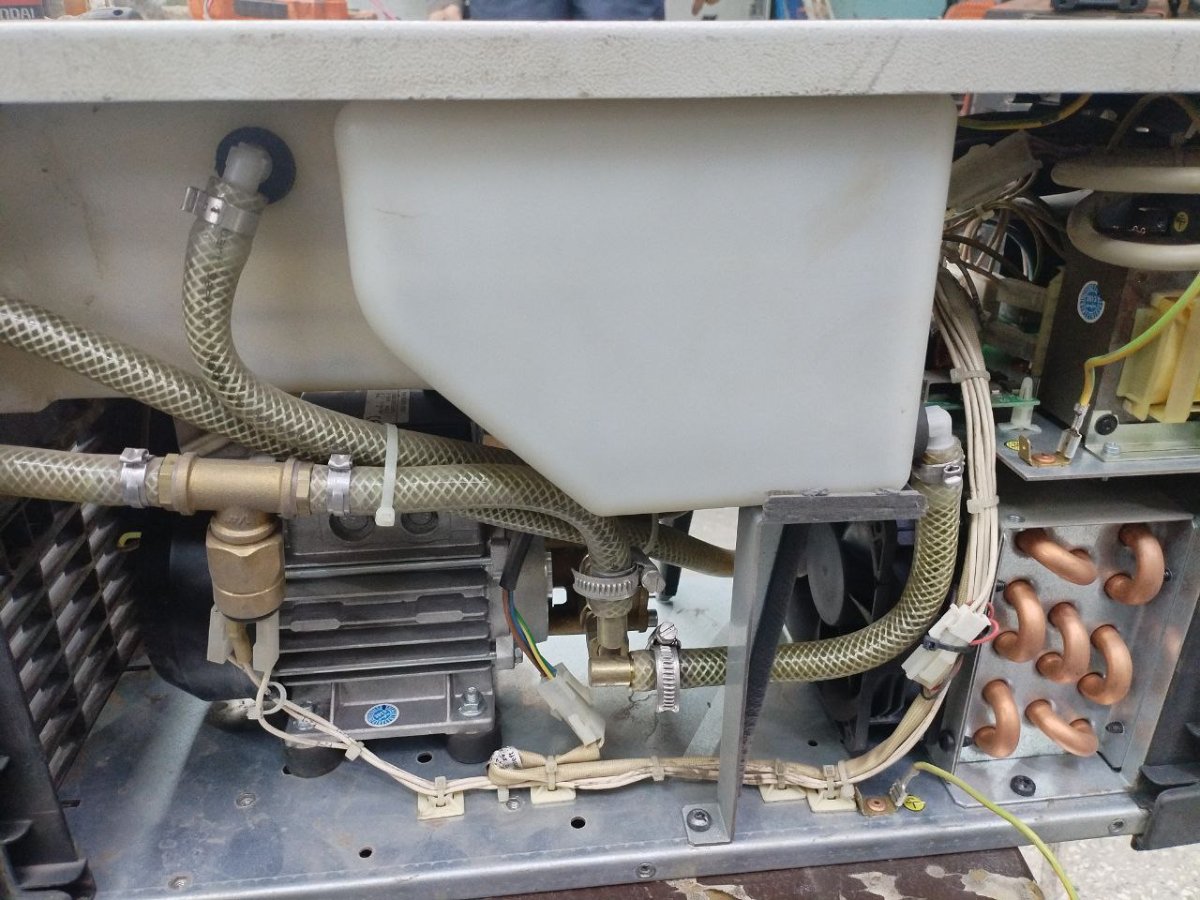
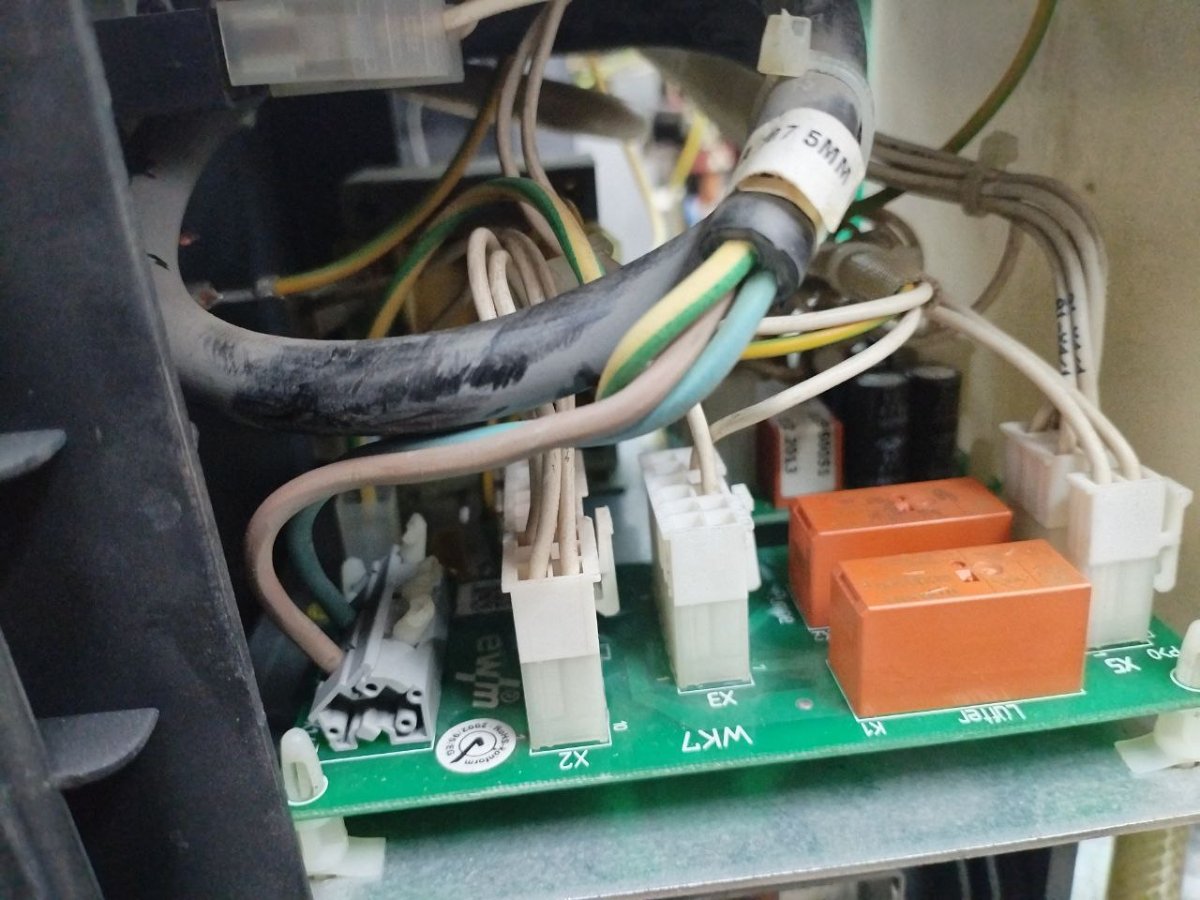
EWM Tetrix 230 AC-DC. Почти из Сибири. Слабый поджиг и не срабатывание БВА с началом работы. Осциллятор восстановили и блок полечили. Естественно, изначально проверили наличие сигналов включения этих устройств с платы управления.
5 баллов
-
Светлая память,хороший был специалист и человек....5 баллов
-
У Гроверсов совпадают номиналы переменных резисторов на педалях, вот и сделал рабочий прототип для своих аппаратов. Video Project 1.mp45 баллов
-
Вот сразу видно серьезный подход, так вообще практически никто к делу не подходит, обычно на первом попавшемся обрывке листа что то начиркают, и этим все и ограничивается. Снимаю шляпу4 балла
-
Дружище, чтобы сравнивать эти 2 почтенных аппарата ОБЪЕКТИВНО, надо довольно не плохо владеть МИГ/МАГ сваркой. И сравнивать на одних режимах/материалах/толщинах/положениях. Тогда будет смысл для читающих. Иначе вы попадаете в легион контента: "распаковка в гостинной на бабушкином ковре, длина видео 1,5 часа". Ну и дружеский совет на первое время: постарайтесь делать хорошо то, что не требует больших усилий и квалификации: зачистка поверхности, состояние наконечника, хорошая проволока, св. смесь, удобная поза. Это сильно влияет на результат. Удачи.4 балла
-
Присоединяюсь к поздравлениям. С днем рождения!
4 балла
-
Трубки гур низкого и высокого давления. Не надо бы к ним лезть полуавтоматом,но все равно это делают,а потом приходится городить огород.
4 балла
-
Всем участникам этой дискуссии-Заканчивайте препираться с друг другом. Еще раз напомню,что тема называется-Проблемы с подачей проволоки.Так что извольте по существу вопроса...4 балла
-
Возможно Вы и правы. В инструкции нет чётких указаний снятия крышки. а некоторые редиски вообще наклейки клеят на них, при разрыве - нет гарантии. Вот и не знают люди, что можно, а что нет. Нет ни запрета чёткого, но и разрешения тоже нет. Лично я всегда говорил - шутил, что не вскрытие аппарата ведёт к потере гарантии ))). Естественно для обслуживания. Протяжка клемм, винтов, болтов и прочее.4 балла
-
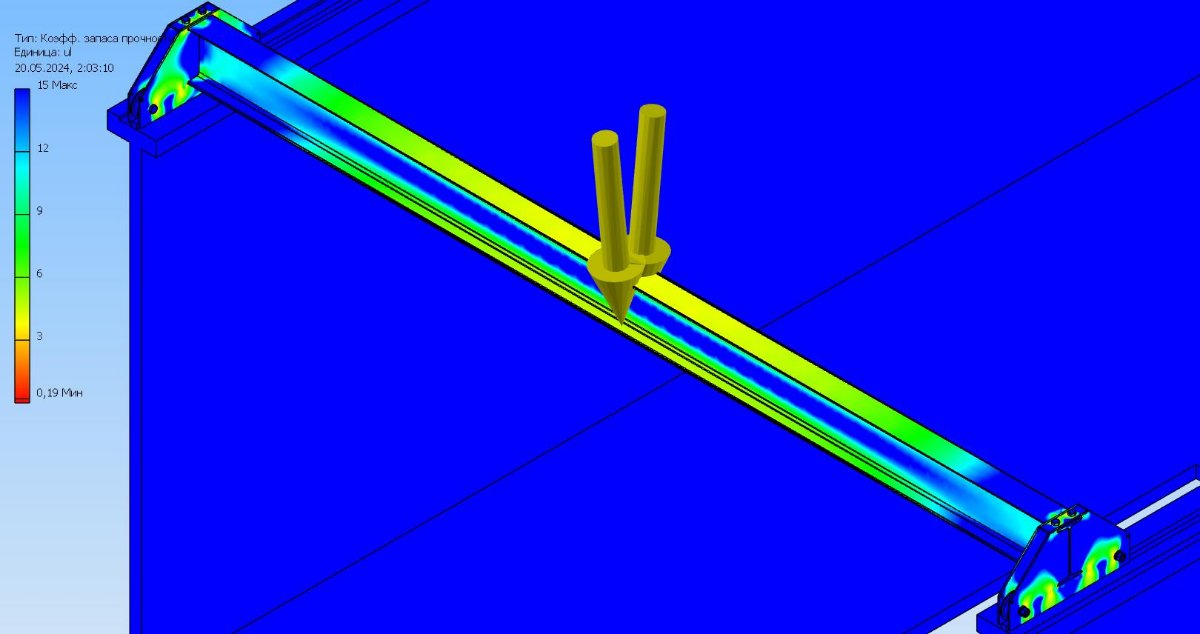
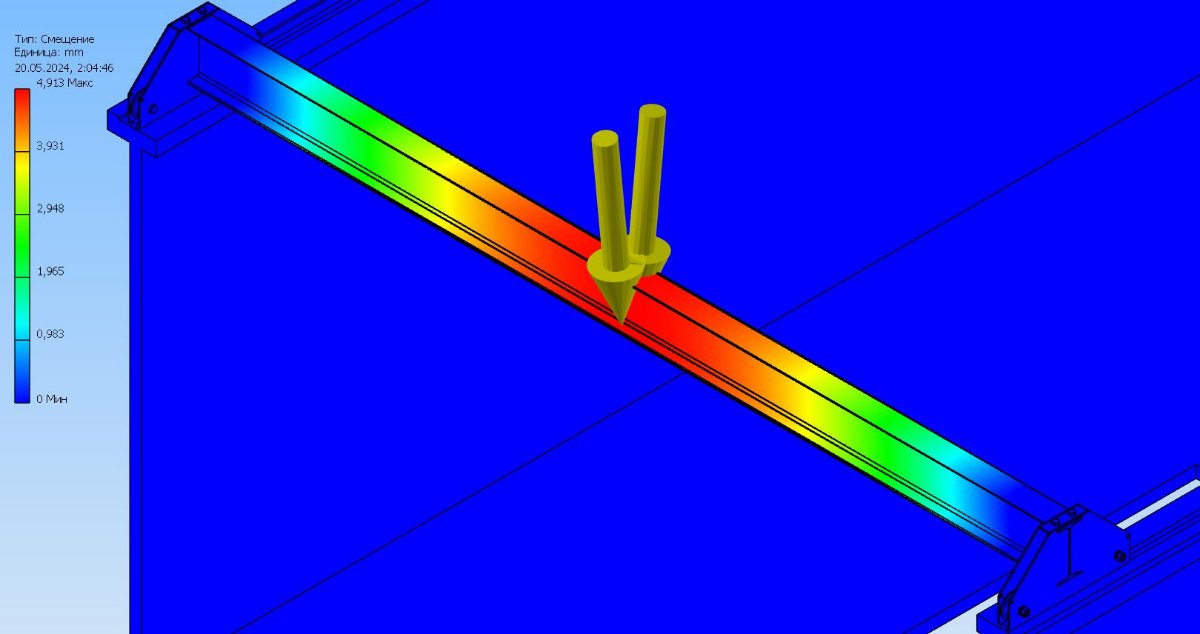
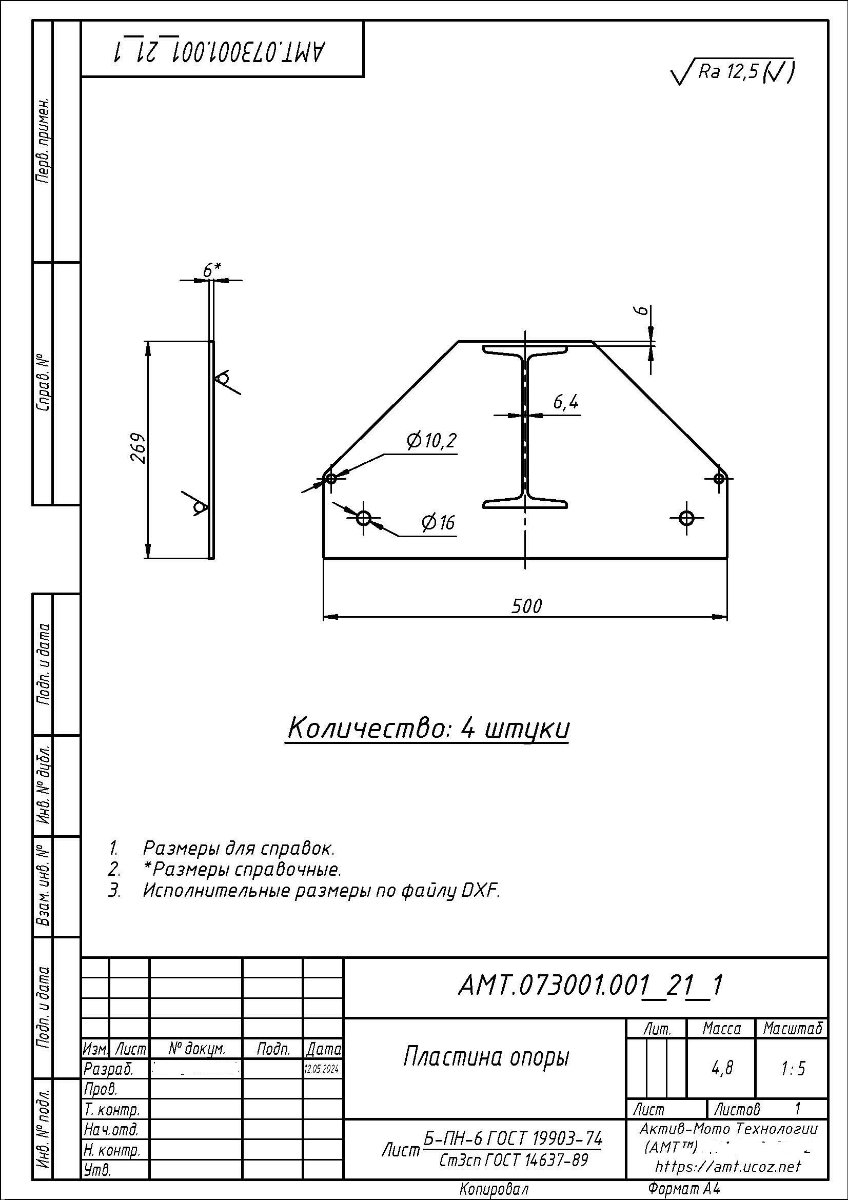
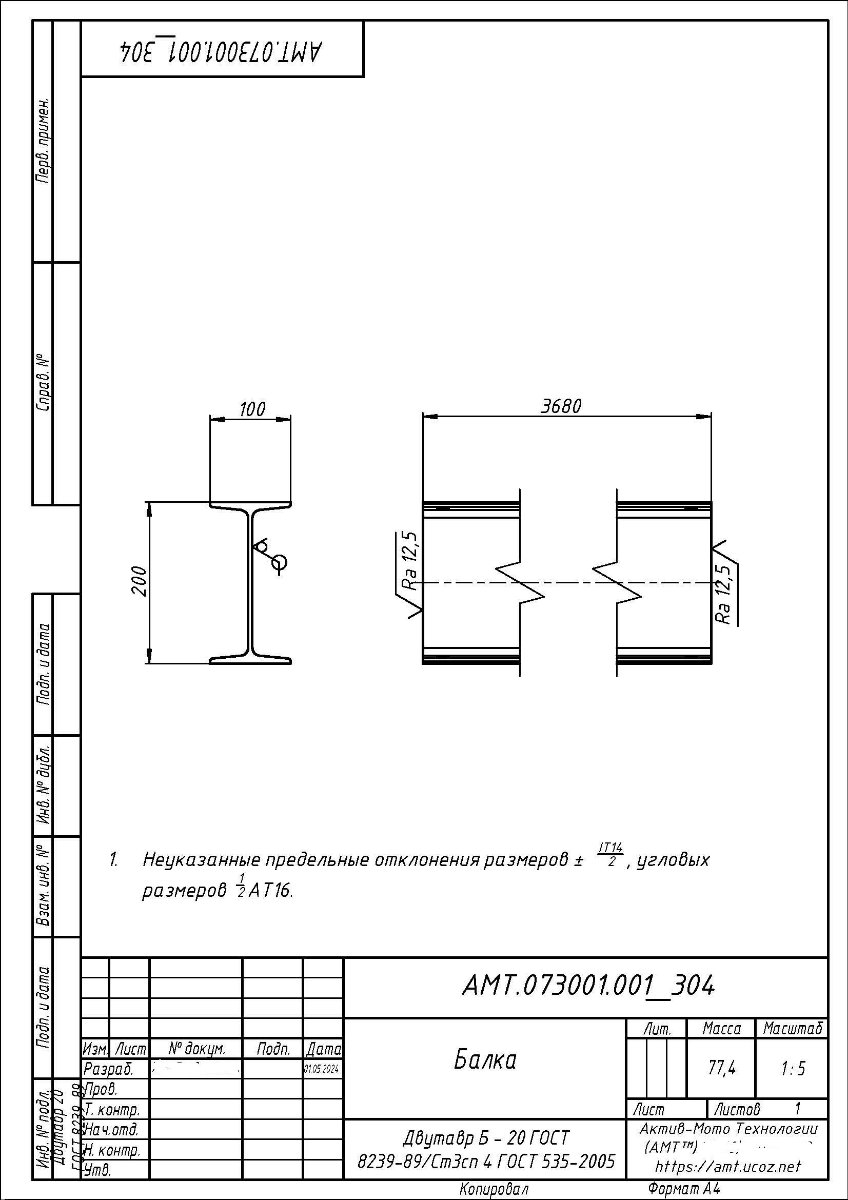
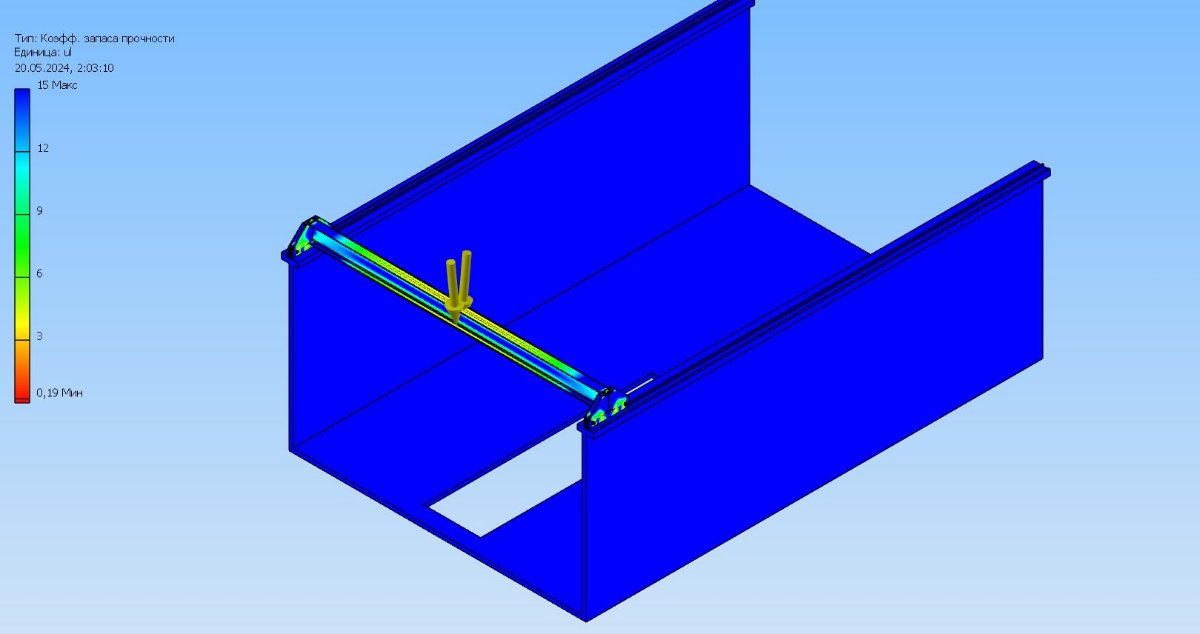
Тоже тыкну в заплесневевшую тему длинной палкой. Про кран-балкостроение. Я, для своего гаражика, пошел нетрадиционным путем, у меня же не производство (традиционно - это когда проект выполнен на обрывке обоев, куском угля). П.С. Прочностные расчеты на нагрузку 3 тонны.
3 балла
-
Почитайте сварка для новичков, в этом разделе есть тема для тех, кто осваивает полуавтомат. И учебник какой нибудь в электронном виде, это убережёт Вас от многих ошибок, да и никто уже особо даже на этом дружелюбном форуме, не хочет отвечать на 100500 раз задаваемые вопросы, ответы на которые 100500 раз уже написаны в соответствующих темах.3 балла
-
Пример: новая запчасть от велосипеда, покупал за 600р. Оказалась не нужна - выставил за 100р. Звонок "Ты мне ее не привезешь в другой район города?".3 балла
-
Игорь, с Днем Рождения! ...вот вчера употребил рюмочку кальвадоса - как чувствовал!3 балла
-
С Днём Рождения ! Всех благ !3 балла
-
С днем рождения,товарищ Игорь.3 балла
-
Печка фольксваген. Трещина по шву 10-12мм. Место не слишком удобное для пайки таких трубок ,поэтому пришлось заплатку ставить.
3 балла
-
да, тенденция четко прослеживается. Ищут кто дешево, а еще лучше если бесплатно. А следующий шаг, если сам еще и платить будешь . И еще хотя получить результат, положительный.3 балла
-
Не совсем так. У китайской фабрики есть модель источника. И эту модель они перекрашивают для разных покупателей под их торговые марки. Перекрас - это самое простое, почти бесплатное изменение характеристик изделия. На али-бабе даже минимальные партии написаны, которые вам отгрузят. При большей партии вам могут и комплектацию изменить, что-то улучшив или ухудшив. В общем, как договоритесь. Так что можете под собственным брендом заказать у них тоже (штук 50-100 одинаковых источников) и заделаться в торговца3 балла
-
недавно была одна ситуация. Говорили про частоту импульса в DC. И немецкая компания сделала исследование на эту тему. Получается, что по факту, более 6кГц, очень сильно снижается эффект сжатия дуги. Т.е. новомодные 20кГц и более, кто там понакрутил, ни чего кроме как маркетинг. А еще одно замечание, что для передачи высоких частот, условно высоких для сварки, нужно использовать специальные кабели, чтобы это хоть как-то передать до электрода. Лично мое наблюдение, мы имеем еще и инерцию дуги. Т.е. звук есть, на уши давит, а на ванну метала эффекта нет, ну или мизерный, что не возможно его лицезреть. Это по факту как динамик. Вы на него можете, что угодно подать, но если он не способен выдать, то он и не выдаст. Если кому надо статейку, знает немецкий или готов со словарем посидеть, обращайтесь в ЛС. Второй момент по формам волны. Тут на 1000% согласен, что этим всем надо уметь пользоваться. Да не просто уметь, но еще и понимать где нужно применить, а где это баловство. Лично на мой взгляд, более важный параметр, минимального стабильного тока, когда дуга будет гореть, а не пыхтеть. Ну и конечно, чтобы максимальный ток, был с достаточным ПВ, а не пара секунд и далее отдыхать 10 минут. Недавно очередной блоХер с Владика выдал... он даже доску достал и графики рисует, мол какая полезная это вещь и как это круто. А без этого у вас ни чего не получится. Третий момент, все эти китайские экранчики, это хорошо, приятно глазу, но внутри - как была аналоговая схема, так и продолжают клепать. Следовательно, выдавить что-то полезное и нужное это очень большая проблема. Поэтому изменение элементов с DIP корпуса на SMD, ни чего не дает кроме как еще проще собирать платы и удешевлять сборку, делать легче по массе и габаритам. Четвертый момент. Это касательно доработки. Если раньше посидеть и прикрутить "педали" можно было, то нынче с микроконтроллером и отсутствием прошивки, ни чего не сделаешь. И после по рынку бегают и спрашивают, а у вас прошивается и какая версия прошивки, а то тут проблема, там проблема... Это начиналось с отключения VRD, форсаж и т.п. т.к. производитель наделал так, что пользоваться невозможно. Но так или иначе это решалось. А вот если все это на микроконтроллере ... вот тут только ты и твоя боль будет. И последнее. я так и говорю, когда спрашивают, почему это не работает: ЗА ТО ДЕШЕВО3 балла
-
Ранее Эллой. Сейчас они сами делают свои аппараты. Был у них на заводе. Был ещё Интеграл бренд. Тоже им делали.3 балла
-
Переходной слой панч,а остальное неважно чем.3 балла
-
Что-то наоборот всё. Роботы в картинки , тексты и прочее полезли, а человек как работал в тяжёлых условиях, так и продолжает. Сибирь, уголь, нефть. Да тот же ремонт.. Везде человек. Вся эта ИИ шная хренотень раздутая слишком раздулась. Компьютер помогать человеку должен, а не замещать. Да и не заменит пока.3 балла
-
Это из серии "Байки из склепа".Есть сварщики, которые не знают теорию, но сваривают консервные банки покрытым электродом 4мм в диаметре так, что это соединение ВИК и РГК проходят влёт.Есть специалисты, сваривающие стык типа С17 20мм стали 12Х17 проволокой 08Г2С сверху вниз на трансформаторном п/а за один проход под РГК, есть умельцы,соединяющие сталь 12Х18Н10Т и ВТ-01 напрямую так, что ломается разрывная машина и т.д.Есть такие специалисты.Очень засекреченные. К ним стоят в очередь унылые доктора наук и кандидаты тоже.Ума-палата!Но в сварке не петрят! Поэтому их никто не видел,как тех сварщегофф и тех кандидатофф-дАкторофф...Но они есть, как тот суслик. Когда я был молод и юн,я тоже верил в подобную ересь.Но Вы уже спец в годах.Не надо транслировать сюда чепуху.3 балла
-
Иногда и таким на работе занимаюсь.
3 балла
-
Ну так расскажите всем, что сделали ?2 балла
-
Нет,не прояснилось.И разработчикам,и TW пока не этого.Да и мне тоже.Как говорится–в процессе.Следите за эфиром.2 балла
-
прорезиновые ХБ перчатки, очень сильно помогают. Есть и температура стойкие... но хотя бы обычные, не раз выручали. Успеваешь вспомнить, что тяжелое, прежде чем подплавить шкуру успеваешь. И главное, чтобы без дыр были в противном случае, через дырку в перчатке, опять вспоминаешь ... наверное уже не раз говорили, что алюминий обладает свойством впитывать грязь, масло и прочее. То что на поверхности не видно, не значит, что не полезет. А гнилушки по большому счету, уменьшенная толщина стенки и если дыру сделал то внутрянка на верх полезет, а она грязная, окислы и прочее. Такие вещи припоем по алюминию и горелочкой, легко исправить можно. По прочности вполне, а вот по легкости процесса, на порядок проще.2 балла
-
Про ценообразование. При оценке качества продукта ориентироваться на цену, устанавливаемую продавцов, не совсем корректно. Стоимость вхождения на рынок сварочных аппаратов высока. Продавец использует различные маркетинговые приемы для вхождения и закрепления, в том числе и ценовую политику, вплоть до демпинга (хотя это порочная практика). Если продавец уже является участником рынка и имеет существенную его долю, то тут действует правило - устанавливать стоимость продукта на верхней границе покупательной способности. Если продавец является участником рынка, но его доля незначительна (и постоянно находиться в опасности ее уменьшения), то тут действует правило "шляпы". Где поля шляпы - повышаем цену до момента снижения продажи и прибыли, снижаем цену до повышения продаж, но снижения прибыли. Тулья шляпы - зона баланса этих факторов. Так что продажная стоимость продукта характеризует его качество весьма условно.2 балла
-
Как говорится: "не обманешь, не продашь". Любителям купить на грош пятаков просто необходимо такое описание.2 балла
-
Есть уже...если не управление, то помощь –уже...https://yandex.ru/video/preview/84132146920792964772 балла
-
Стандартная проблема. Решаемая. Но в мастерских обычно предпочитают устранять симптом. Это пробой осциллятора на кнопку управления. Выгорает плата упраления. Нужно делать развязку и ставить фильтры на входе.2 балла
-
Все же решился взять себе tecmen 740L. Выбрал эту маску для работ с мелочевкой в большой количестве, когда потянул шею сделав наверное больше пятиста кивков за смену, чтобы опустить маску, в целом таких дней было немало, поэтому желание взять маску аналог отпреля Кристалл, по более гуманной цене теплилась в моей голове все сильнее и сильнее. Опишу свои впечатления. Светофильтр ну просто огонь (2 din), в незатемненном состоянии все видно, как в водительских очках снижающих блики и засветки. Приложил фотку сделанную через светофильтр. Сам светофильтр в затемнённом состоянии по цветопередаче похож на обычные маски этого производителя, окошко после tm 1000 кажется мелковатым. Наконец-то я могу работать с мелочевкой не поднимая маску и при этом не пропускаю места с дефектами. Благодаря мышечной памяти, иногда делаю кивок, хотя маска уже опущена Из минусов, субъективно мне не нравится ни цвет ни форма щитка, дизайн такой себе. Попытался сделать ее поинтересней обклеив стикерами, которые давно валялись без дела, надо будет ещё лак термостойкий нанести, чтобы дольше продержались. Сам материал щитка хороший, жестковатый, думаю, что при работе в среде с высокими температурами хорошо держать форму. должен. Оголовник вообще незачет. Хоть и четырехточечный, но хлипковат, так ещё до конца и не смог приспособить его к своей голове. Хотя с теми же 730-ыми или тм1000 такой проблемы не было, сразу с дефолтных установок садятся на мою голову, как влитые, да и наголовники в них как будто бы в несколько раз дороже. Не знаю для каких голов проектировалась вся эта маска, у меня не прям большая голова, но головой азиата ее точно не назовешь, но мне чтобы было удобно, пришлось развернуть светофильтр вверх ногами. Если бы этот светофильтр вставить в щиток от 615-ой маски, установив наголовник от 730-ой, то будет просто топ решение. Самый сильный минус (возможно исправиться, как совсем поднастрою крепление под себя, займусь этим завтра уже) что выдыхаемый через нос воздух не полностью уходит из подмасочного пространства и спустя какое-то время температура воздуха внутри маски растет, что в более холодную погоду явно будет приводить к запотеванию внутреннего стекла. Возможно этому способствует, что я использую "защиту головы" чтобы лишний свет от потолочных осветителей не попадал внутрь маски, и тем самым вызывая визуальные артефакты. Брал со скидкой для дилеров чисто себе, за фуллпрайс розничный в 24к все это решение наверное не стоит своих денег, если вам нужны 2.0 дин в незатемненном состоянии для комфортных сборочных работ или как в моем случае работа с большим количеством заварки дефектов у мелких пиздюлин, то лучше взять светофильтр отдельно и подружить его с вашим любимым щитком.
2 балла
-
Не против, но при одном условии, что никто выпивать при этом не будет2 балла






























.jpg.6e71c6c3998c01ea7920ab01001a1b38.jpg)
.jpg.49925af524721dc38416772c91046971.jpg)
.jpg.3a92d02e12a0b7d17ca4195aeccf177e.jpg)
.jpg.06d4bb2b12586b00e17eef611361c92b.jpg)
.jpg.47e119dbd447552cb8577ecc7560d9bb.jpg)
.jpg.829f73cbf1d45dc9aab16abbd8972e69.jpg)