hvr63
-
Постов
1 386 -
Зарегистрирован
-
Посещение
-
Победитель дней
118
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
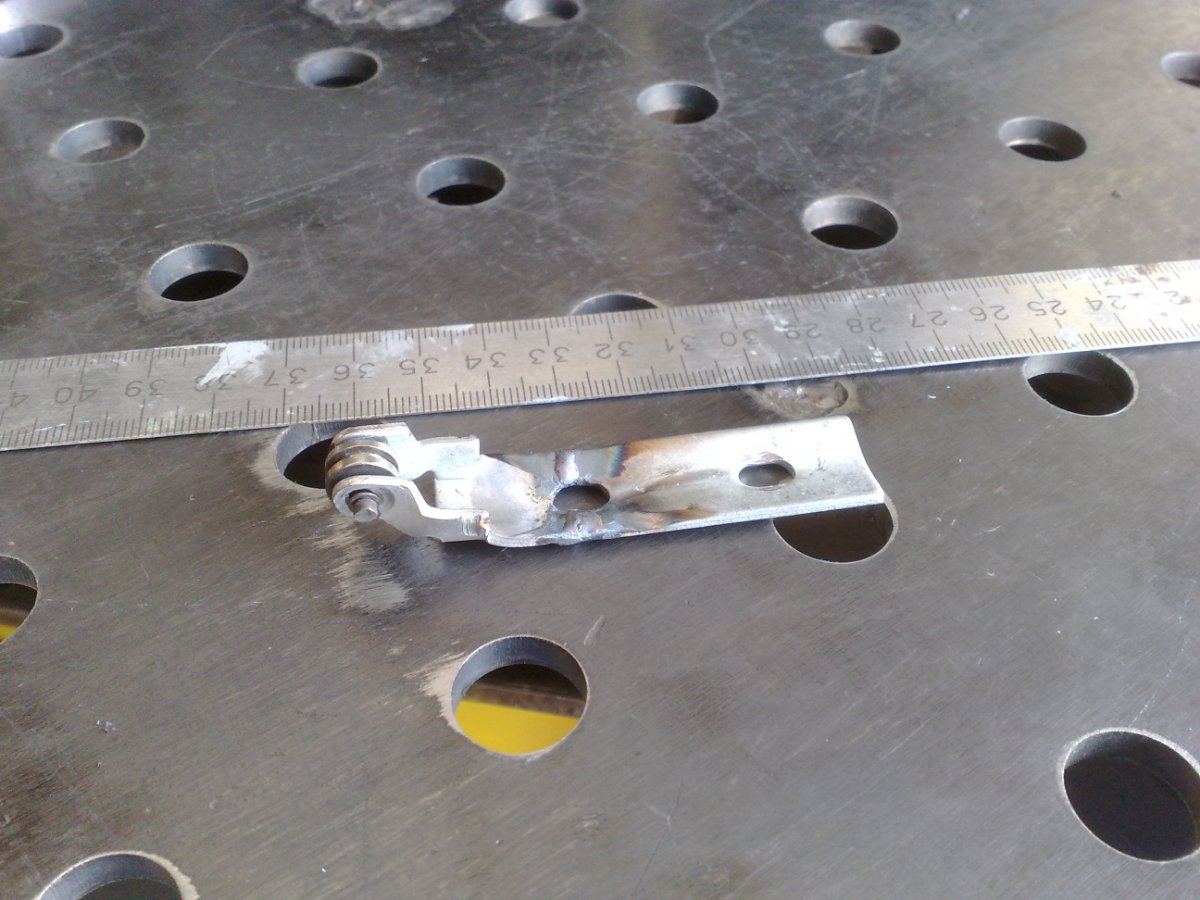
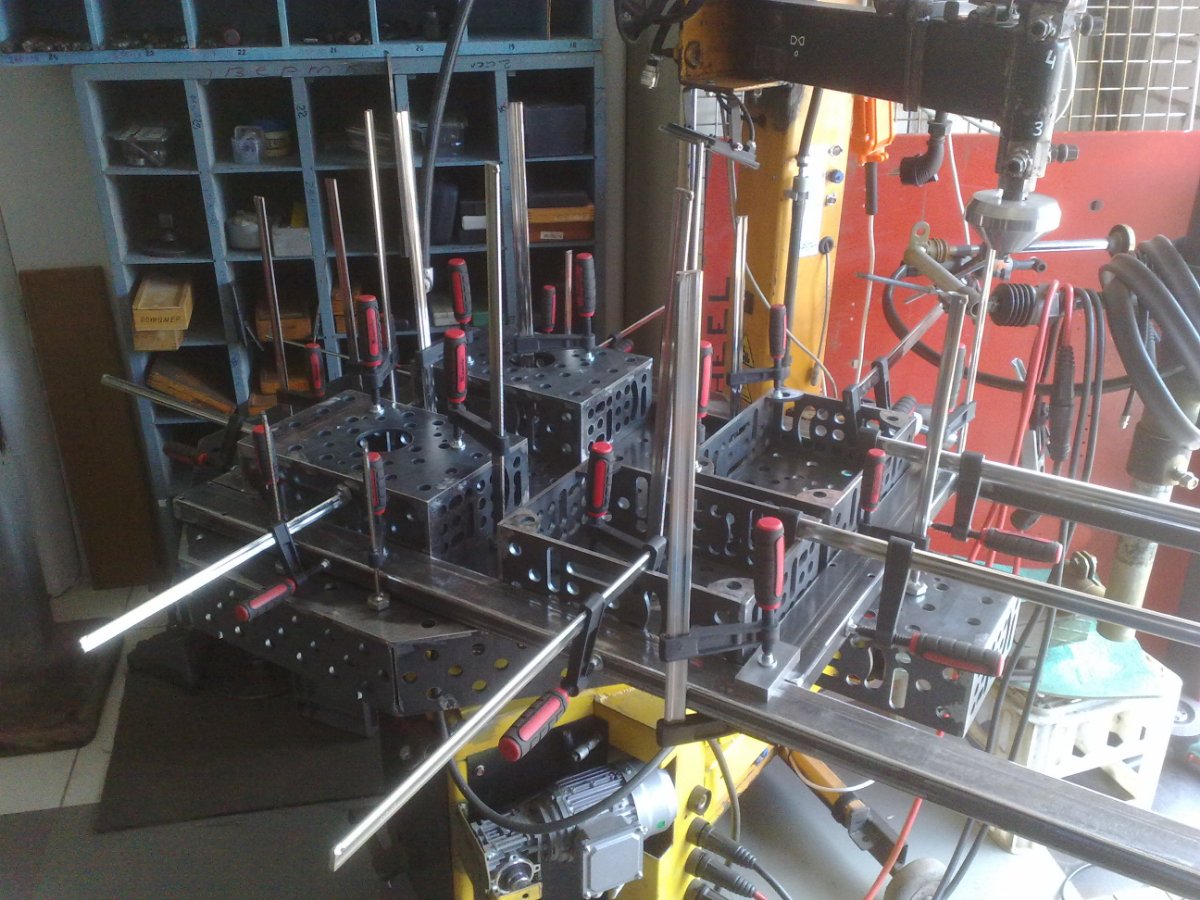
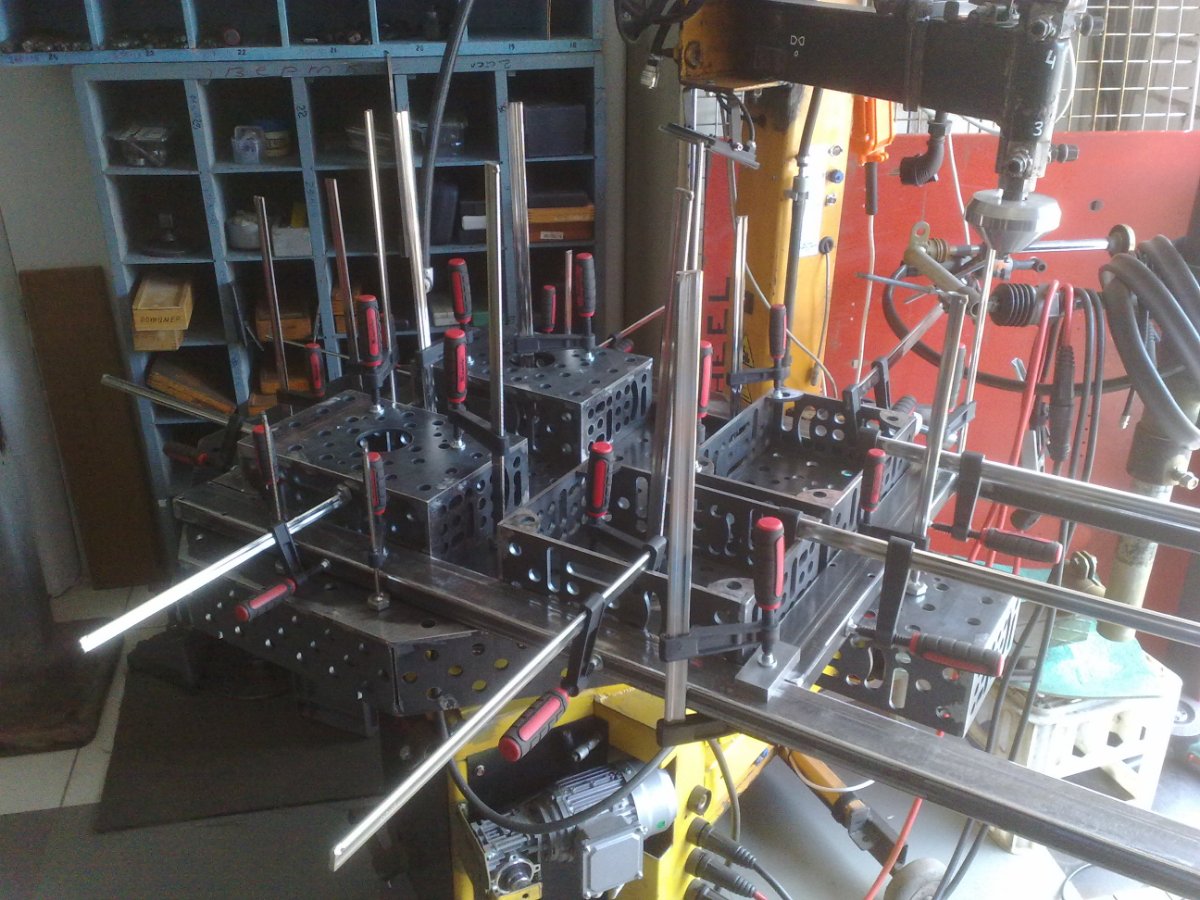
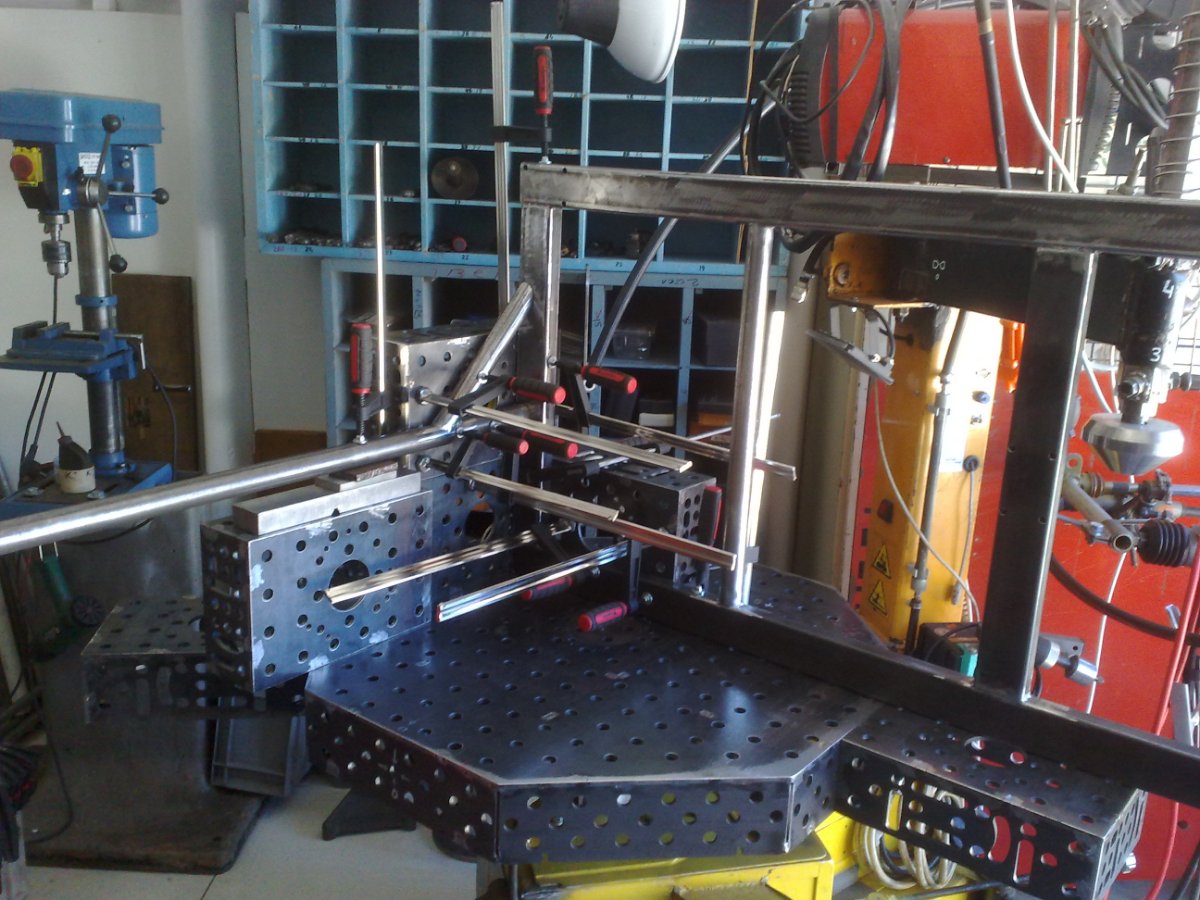
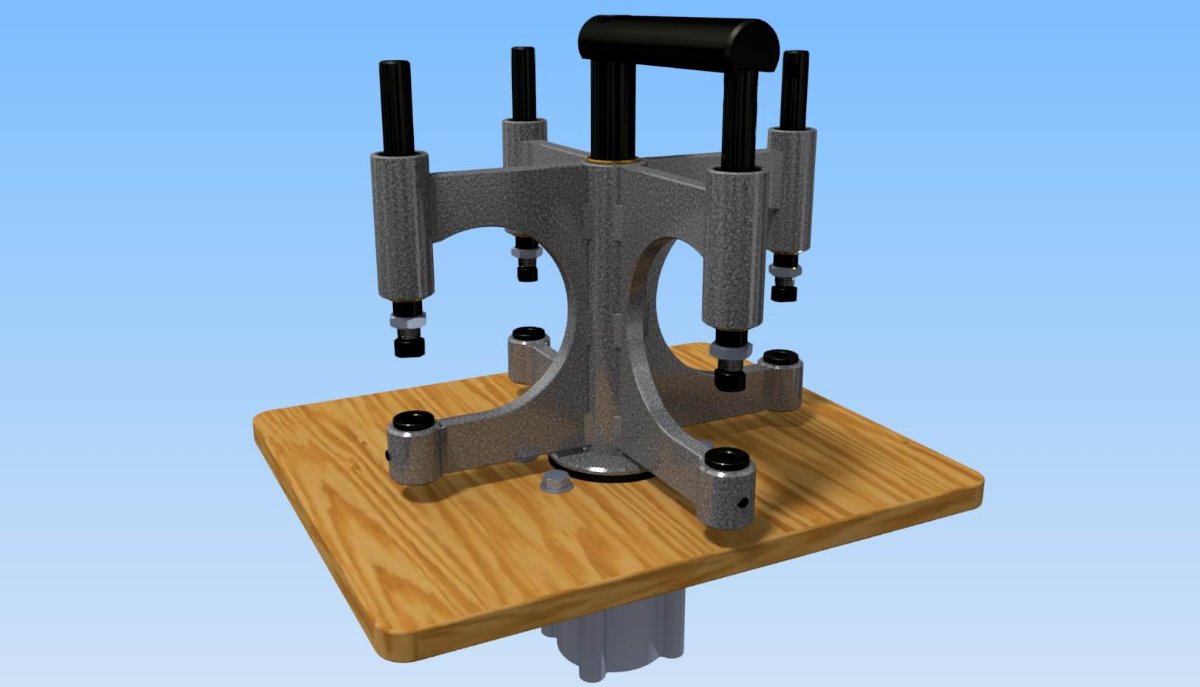
Про сварочные деформации. Прецизионная подставка, с минимально-возможным влиянием на изгиб и кручение станины станка. Профиль 80х80х3 ГОСТ 30245-2003. Сборка стапельная. Отверстия крепления станка выполнены до сварки. Швы сплошные, по всем стыкам (включая стык под косынкой). Порядок швов - симметричный относительно продольной плоскости. На фото с зафиксированной косынкой - мероприятия для компенсации сварочной деформации (сжатие), возникшей при приварке распорки к стойкам.

-
Это метро Нью-Йорка, там можно перевозить собак только в переноске, или сумке (наверное хотели, чтобы только маленьких возили, но народ в Нью-Йорк ушлый).
-
 А какие параметры предпродува (диаметр трубы; стенка трубы; длина трубы; расход газа; время предпродува)?
А какие параметры предпродува (диаметр трубы; стенка трубы; длина трубы; расход газа; время предпродува)? -
Процесс называется "Г" (ГОСТ 16310-70 Соединения сварные из полиэтилена, полипропилена и винипласта.)
-
Багажный бокс. ABS; 2,5 мм.
-
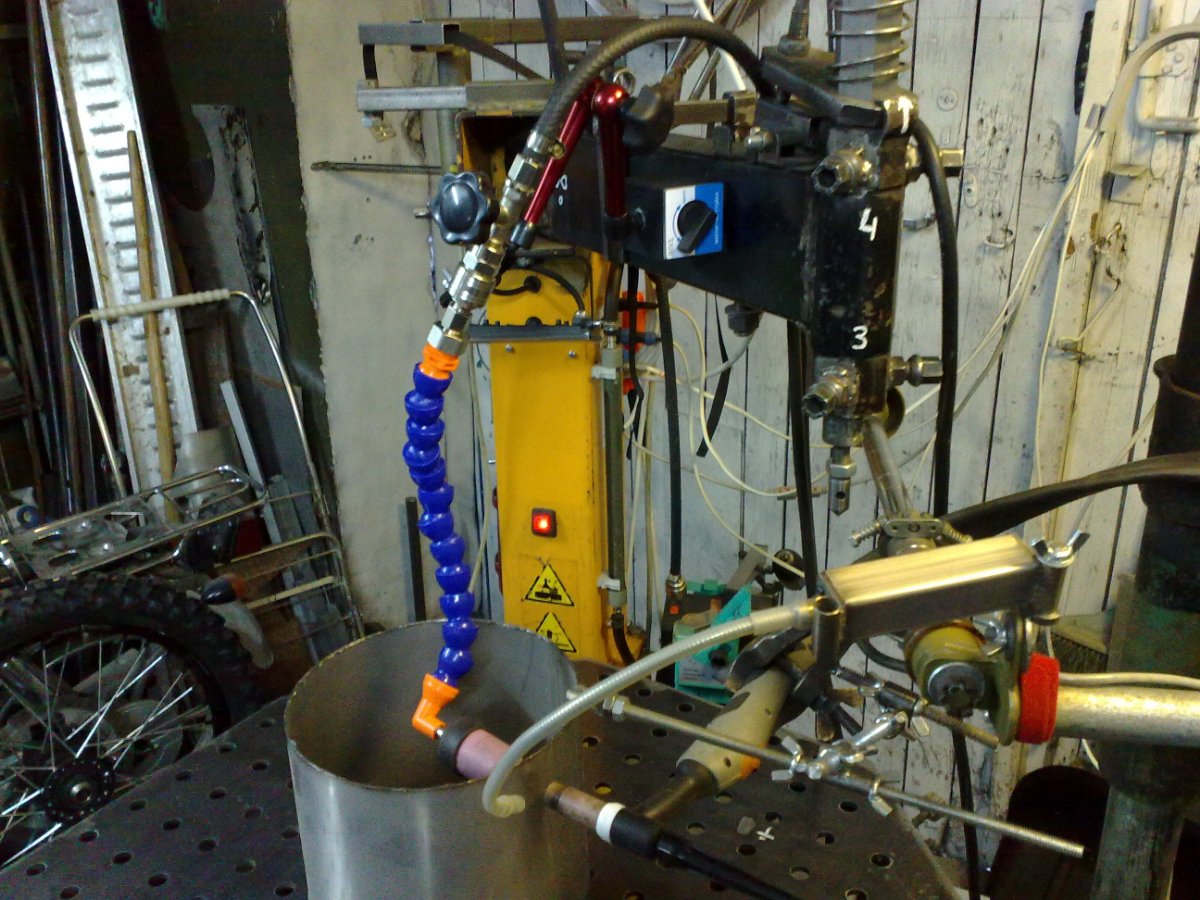
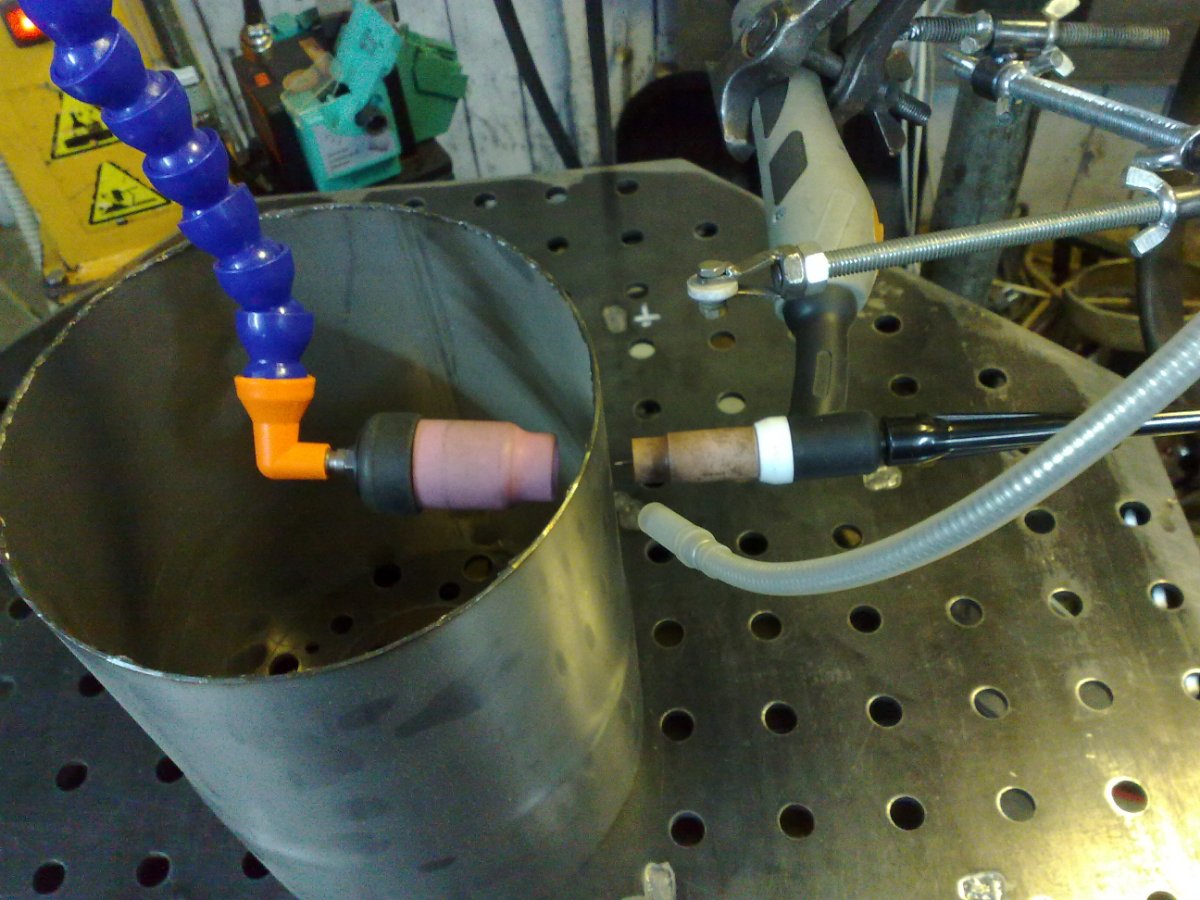
Я особо с продувкой не заморачивался (вытеснял кислород до минимально-приемлемого значения), так-как это у меня приемная труба выхлопной системы мотора. У меня сам шов не окислился, значит в норматив по прочности прохожу, а потеря коррозионной стойкости самой трубы не имеет значение так-как условия в процессе эксплуатации заведомо хуже. Интересная тема и она где-то уже проскакивала. Я конечно не встречал деления людей на адептов ламинарного и турбулентного вытеснения (подавляющему большинству вообще похрен на время предпродува и на остаточный кислород), но сам я за турбулентное. P.A. Сразу оговорюсь, речь буду вести про внутренний объем детали приемлемых размеров, не размером с железнодорожную цистерну, или длиной с серую ветку Московского метро. Мое мнение - вытеснение кислорода методом замещения одного объема другим, менее предсказуемо и трудней посчитать, чем расчет изменения молярного объема кислорода сильнотурбулентной смеси (может и неправильно выразился, не физик-химик). Как ведет себя ламинарный поток внутри объема - одному Богу ведомо и специалистам ЦАГИ. Может там Гольфтрим получается и из выходного отверстия будет течь практически чистый аргон? Моя теория: чем интенсивнее (быстрее) все перемешается, тем корректнее можно применять математический расчет. А расчет у меня простой (может даже и примитивный, но на безрыбье и хрен за мясо): P.S. Счастливые обладатели газоанализатора могут проверить мою теорию на своей практике.
-
Это тот же перегрев. А меняет положение зона перегрева из-за изменения условий охлаждения - ближе к холодной стороне, или дальше. И чем меньше диаметр трубы - тем критичнее. В моем случае, причина в высокой скорости сварки (16,69 см/мин). Моя черная полоса - это место встречи температурных полей в зоне окончания шва.
-
Такое?
-
Луноход-1 в 70-м почти год катался по Луне, а тут шов в бочке обдуть... Дарю технологию. ПС. Если бочка глухая, то, как говорил мой сосед по гаражу: "это будет стоить дороже".
-
Мне кажется, что вопрос уже такой задавался и ответ на него уже отвечался.
-
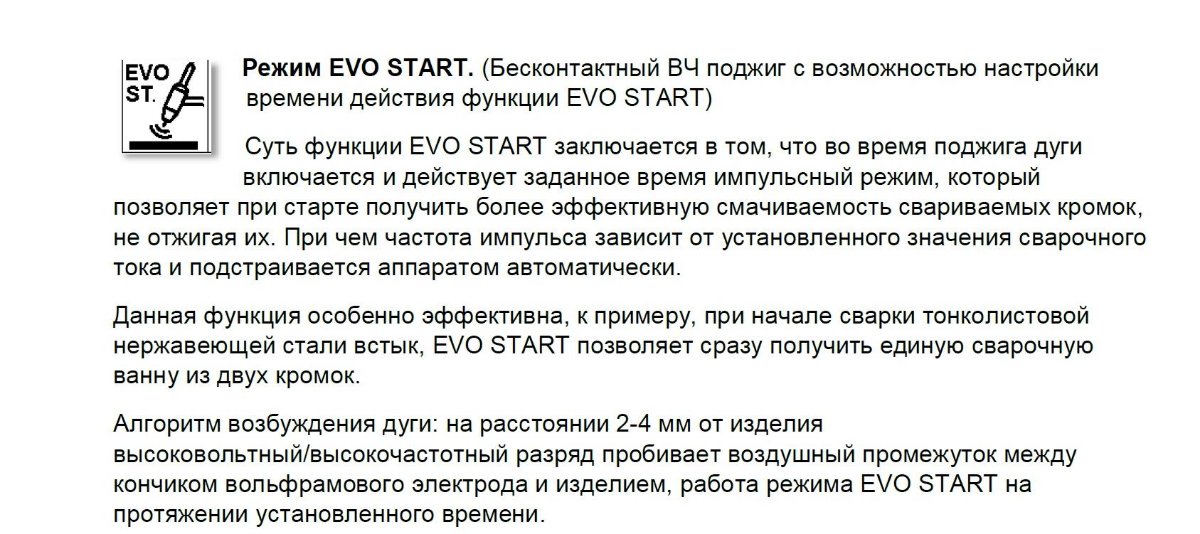
В данном случае скорее всего функция предназначена для разогрева электрода и как следствие улучшения его эмиссионных свойств. Все эти приблуды обычно предназначены для сварки тонких материалов, где всякая мелочь важна. Вот, например, какая еще бывает функция.
-
https://lib-bkm.ru/publ/31-1-0-733
-
https://meshok.net/item/143626562_Бобович_Б_Б_Бровак_Г_В_Бунаков_Б_М_Химики_автолюбителям
-
Не читал всю тему внимательно, так что может что-то продублирую. У меня совсем не производство, так иногда что-то, как-то делаю, в основном для себя, но даже при таком раскладе без ленточнопильного станка полная жопа. Режу абразивным кругом. Единственное преимущество - если нужно что-то быстро отчекрыжить. Летом режу исключительно на улице, так-как помещение небольшое и много оборудования несовместимого с токопроводящей пылью. Зимой тоже режу на улице, по той же причине. Раскрой твердосплавным диском - все те же проблемы, толь рез точней и опилок поменьше. Ленточной пилой ни разу не пользовался, но о таковой сильно мечтаю. Мое мнение: ленточная пила для производства, маятниковая для баловства на выезде. ПС. Всю проектную документацию на изделия делаю под нормальную точность раскроя. Те, кто предъявляет завышенные требования к точности такого типа раскроя, создают себе, или другим, лишние проблемы и им прямая дорога на лазерный труборез.
-
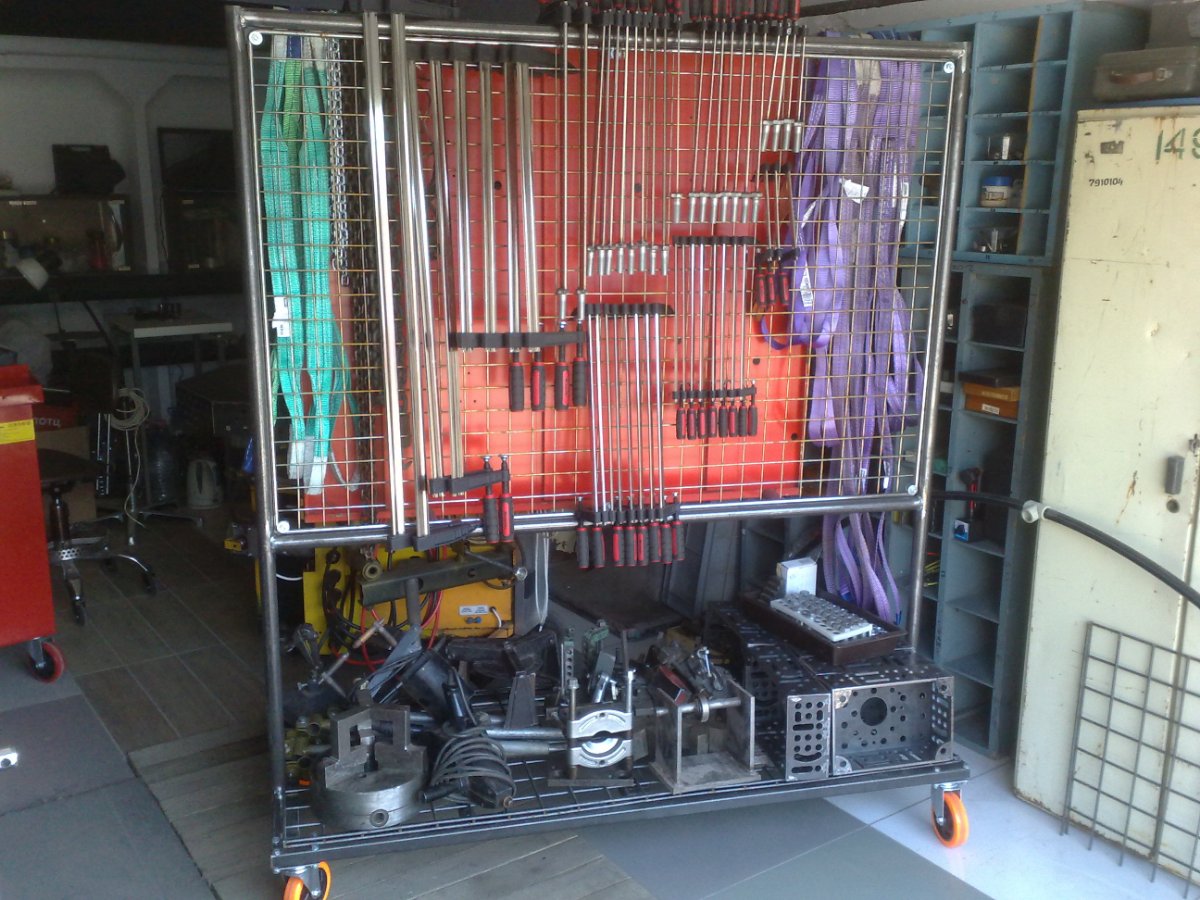
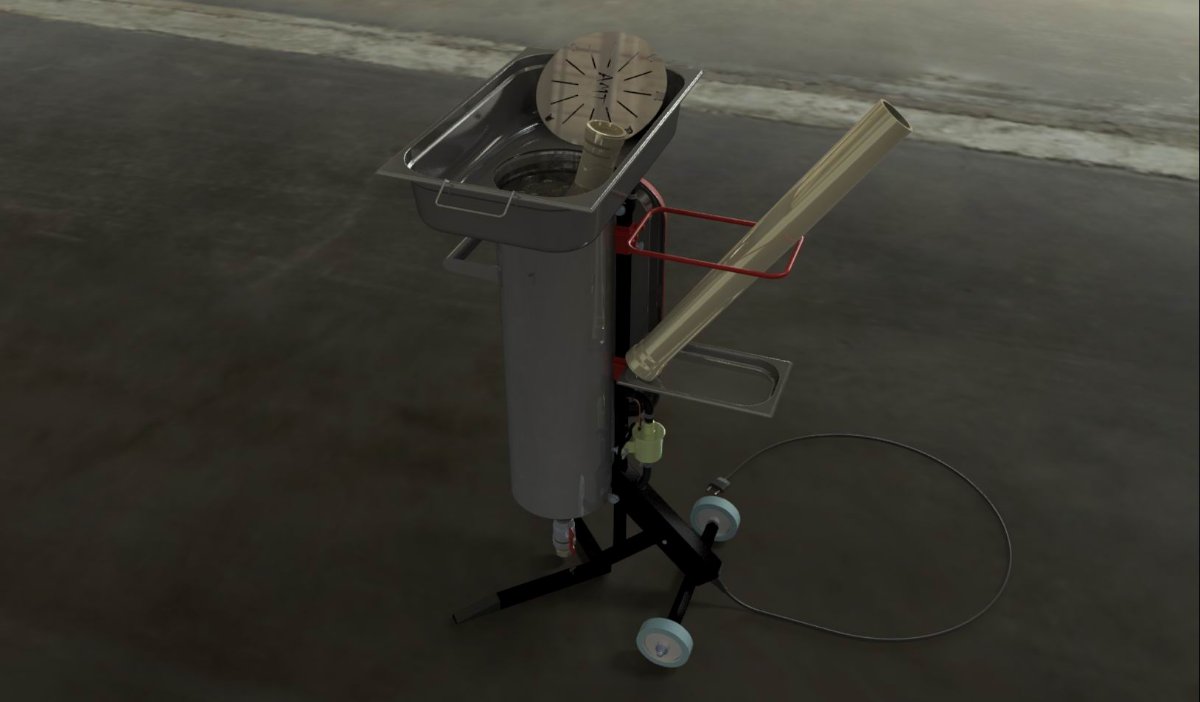
Надоело распихивать по углам и спотыкаться о разной полезности вещи. Решил красиво свалить все в кучу, причем относительно мобильную. Сначала, как обычно, проект (все серьезно, не хухры-мухры). Форм-фактор изделия обусловлен: имеющимися решетками (достались на халяву, нижнюю обрезал по длине); ограничением по высоте гаража (по верху ходит кран-балка); трубами, которые уже были в наличии; панелью от стенда "сход-развал" (компоненты стенда благополучно, уже двадцать лет, лежат в закромах, а сама панель просто сильно мешалась, как чемодан без ручки).
-
Да.
-
Чтобы столовая тема не забывалась.
-
Сделать кондукторную втулку в свечной колодец. Или, если есть сомнения в успехе в допуске перпендикулярности свечного отверстия и привалочной плоскости под свечу, то сделать циковку с направляющей по свечному отверстию и отторцевать посадочное место "как чисто".
-
-
Это не сварка.
-
Как-то, 2007 году, директор нашего завода послал меня во главе делегации на станкостроительную "ярмарку" на Красной Пресне (Москва) поторговать кое-какой нашей продукцией: два калибра питающих вибробункера и ленточнопильный станок. Как обычно (не знаю как у вас, а у нас это обычно), с самого начала подготовки к выставке все шло через жопу: вибробункеры и ленточнопильный станок были покрашены в стиле "ранний Советский союз" какой-то синей ПФ (а может зеленой, не помню) чуть ли не кисточкой. Зам директора по развитию (в советское время он был директором нашего завода) для стендов под вибробункеры приволок какие-то прилавки из 50-го уголка с колхозного рынка и неструганные доски для столешницы, типа по месту соберете все это (мы потом с водителем, в какой-то подворотне возле Экспоцентра, тупым топором пытались эти доски подогнать к этим прилавкам). Предложенная мною футуристическая подставка для цветов из приемной директора была с позором отвергнута. Видя весь этот позорный позор, мне пришлось в спешном порядке разрабатывать торговую марку для продукции, заказывать наклейки с этим логотипом (на фото), разрабатывать цветовую гамму, заказывать краску в подборе автокраски и самому все это красить-клеить (а между прочим должность у меня была зам. главного инженера), так-как имеющиеся исполнители уже продемонстрировали свои возможности. При обустройстве стенда на выставке я как мог пытался как-то сгладить весь этот колхоз, спер где-то ковролина, чтобы задрапировать эти колхозные прилавки под вибробункерами и паллет под ленточнопильным станком. Но все равно, мне было сильно стыдно и казалось что все, на фоне этих японо-пендосовских обрабатывающих центров с четырехкомнатную квартиру, смотрят только на нас с немым вопросом: "кто этих колхозников вообще сюда пустил?". Вишенкой на всем этом прокисшем торте был разговор о ленточнопильном станке с одним торговым представителем, врезавшийся мне в мозг как заноза. Он сказал, что обошел всю выставку и технические характеристики нашего станка очень высокие по точности и скорости пила (мы для демонстрации пилили блины 3-4 мм от двухсотого круга) и он бы с удовольствием его попродавал, но... И начал меня тыкать по всему станку носом: тут трубопровод криво хомутиком прикручен, тут болт одного вида там другого, тут криво, там торчит. Как, спрашивает, мне этот станок преподносить покупателя, с его ослячим видом? Что я мог ответить? Только то, что этот станок родился еще более страшным, но я в силу своих возможностей хоть покрасил его красиво. Я все это к чему? Нужно прежде всего научиться уважать свой труд. А то мы (в смысле россияне) восхищаемся китайцами (а не так давно японцами-пидсосами-немцами и прочими шведами), а приложить минимум усилий, чтобы выдающиеся технологические параметры красиво упаковать - на это у нас денег нет (желания нет и уважения к результату своего труда). И я считаю, что это еще и проявление неуважения к потребителю. После этого случая на выставке я стараюсь все свои изделия вылизывать в конструктивном и экстерьерном плане, независимо - для себя, или на продажу. Вот, для примера: для себя.
-
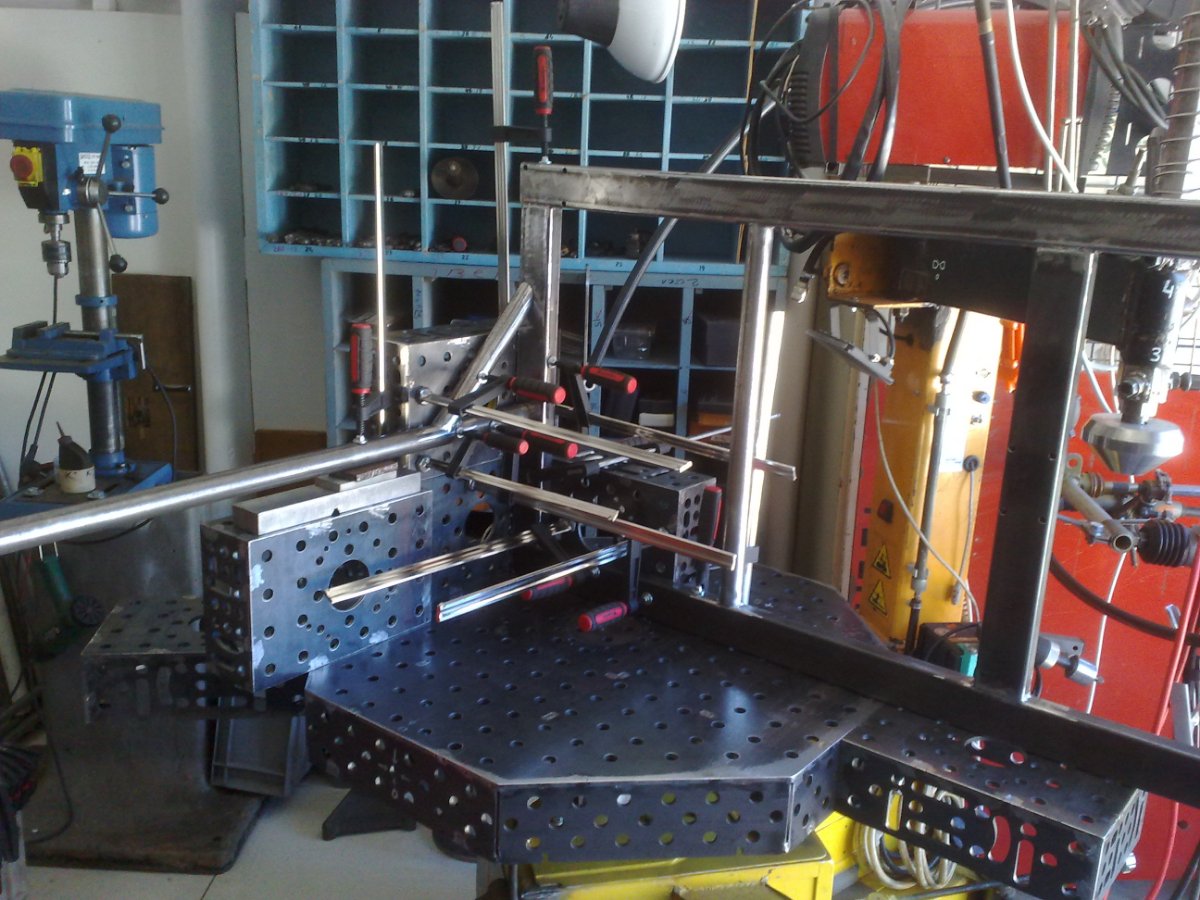
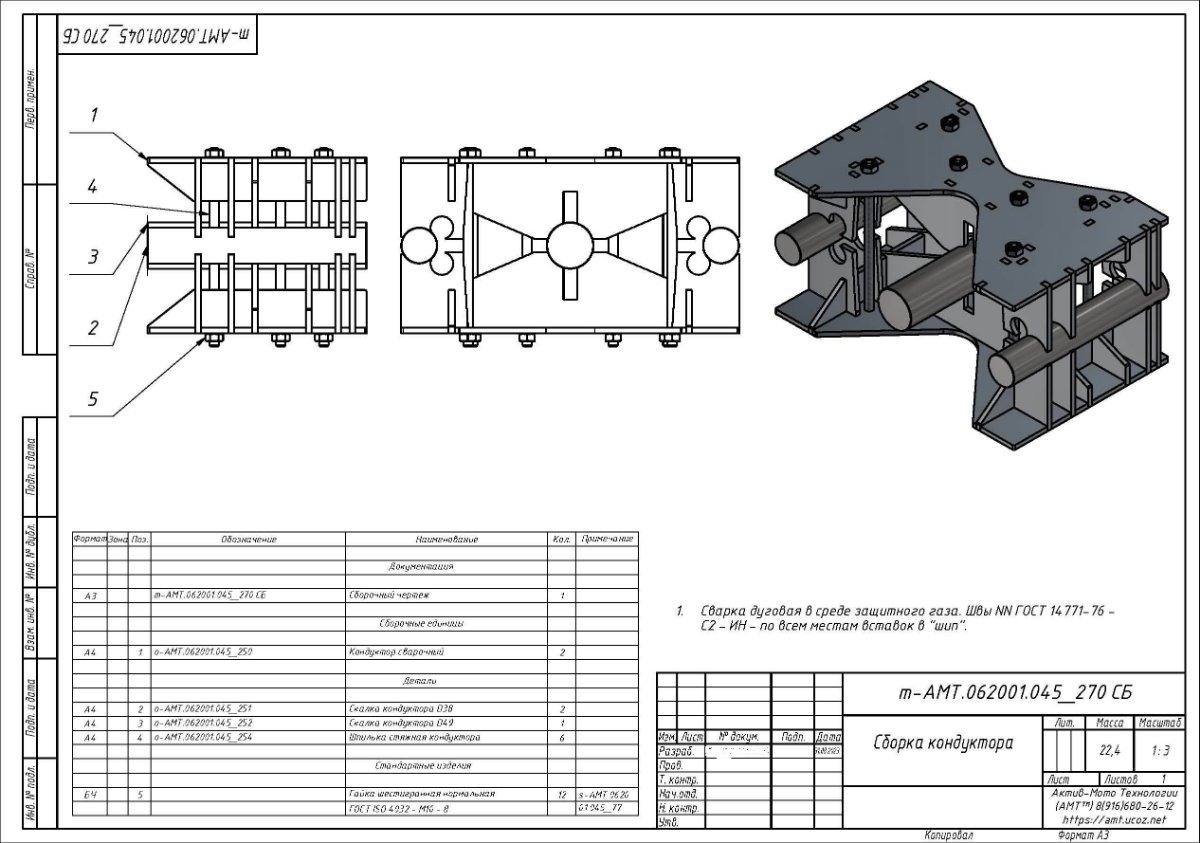
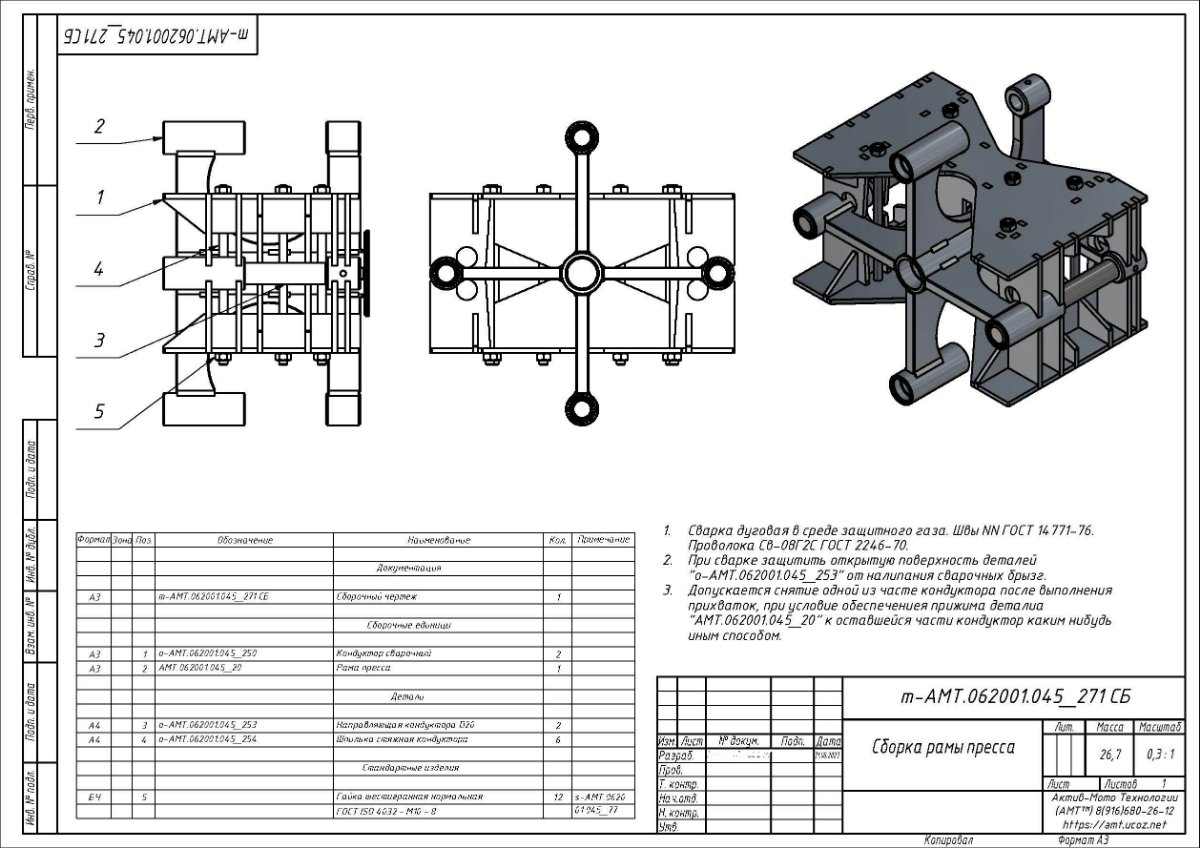
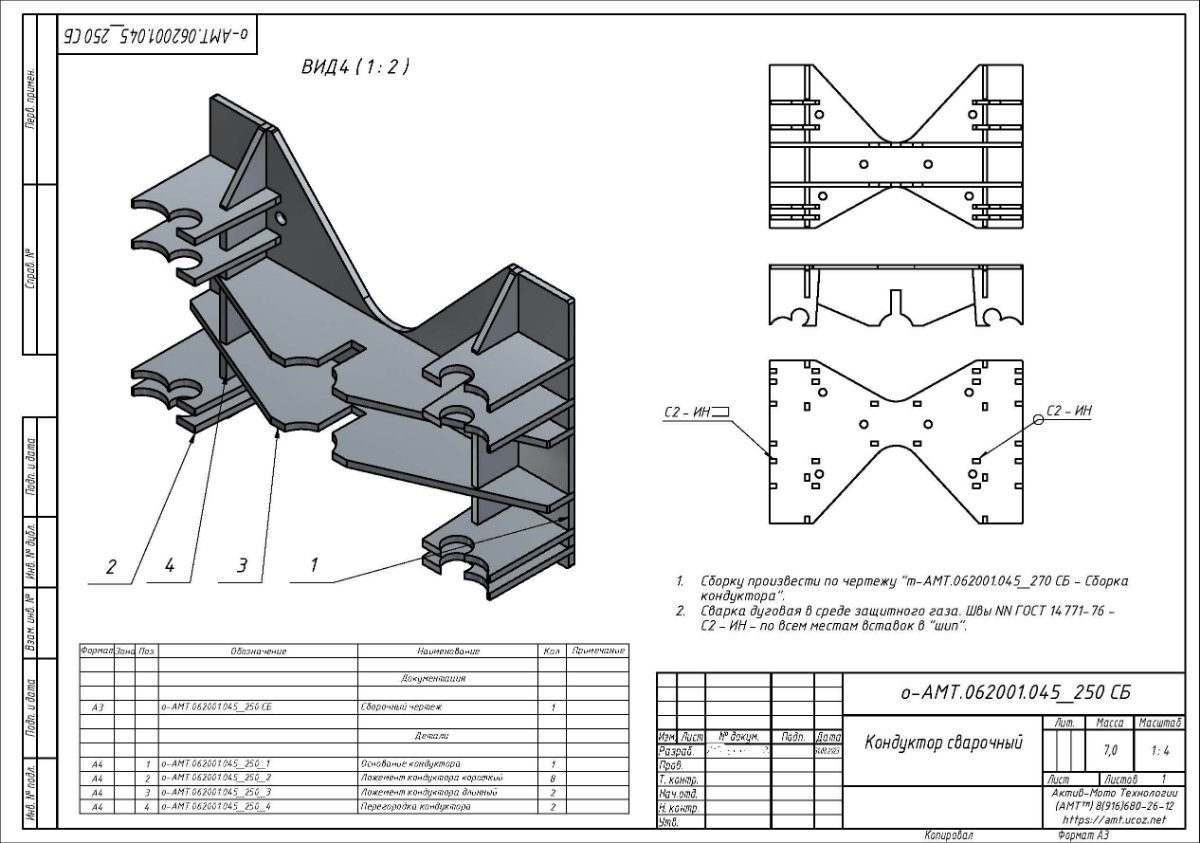
Просто так, для примера, как обстоят дела со сварочными напряжениями и деформациями и как с этим бороться на конструктивном уровне. Пояснение. Пришлось принимать конструктивные меры не только для изготовления самого изделия, но и для изготовления кондуктора, поскольку я знал технологический уровень исполнителя и мне было очень стремно пускать это дело на самотек (на откуп исполнителя), так что пришлось взять на себя часть работы технолога. На рисунка, в последовательности: пресс; кондуктор; изготовление кондуктора; изготовление рамы пресса. Но и тут, определение последовательности наложения сварных швов за исполнителем, так как уровень сварщика и применяемый метод сварки мне не известен.
-
Конструктор, при проектировании изделия, не должен, если это не является частью конструктива, указывать технологию его изготовления (но лично я стараюсь учитывать технологические возможности конкретного исполнителя). При подряде на проектирование, если я не знаком с заказчиком, всегда спрашиваю кто у них технолог. И часто слышу в ответ, что у них нет технолога. Но такого быть не может. Если изделие исполняется, значит кто-то выполняет функции технолога (зачастую не осознавая этого, со всеми вытекающими). Сварщик, берущийся составлять схему последовательности выполнения сварных швов - подрабатывает технологом, за зарплату сварщика.