hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Меня мое исследование (с осциллографом) окончательно загнало в ступор. Осциллограммы по временному балансу противоречат практике. На практике указатель отображает баланс правильно: в EP (влево) - зачистка больше, в EN (вправо) - зачистка меньше. Наверное я осциллографом пользоваться не умею.
-
Забыл сказать, что вместе с малодушным выводом "не забивать себе голову", мною режим АС ХА был послан в жопу (во всяком случае, на время, пока нервишки подлечу). Я с ним справится не смог. И даже "несправление" связано не со сваркой - я в нем шарик на электроде по простому сформировать не могу. Оставлю эту опцию (АС ХА) применительно к тонкому металлу, когда вновь появится желание попытаться настроится.
-
Практика показала - все предположения сделанные по осциллограммам неверны. Такое ощущение, что на осциллограммах "+" с "-" попутаны. В общем, я сделал вывод: регулировать как показывает указатель и не забивать себе голову.
-
https://viam.ru/sites/default/files/scipub/2007/2007-204933.pdf

-
Это тефлон из угля, может бурого, а может коксующегося, точно не знаю.
-
https://ru.wikipedia.org/wiki/Политетрафторэтилен https://ru.wikipedia.org/wiki/Полиамиды
-
При чем здесь деталь мотора от агрегата, который таскают немощные пенсионеры-огородники, где вес играет значительную роль? И деталь тормозной системы, из коррозионно-нестойкого сплава, который обязательно был-бы анодирован, если кому-то приспичило его применить. Даже по простой логике (не по конструкторской) - на хрена это делать на ширпотребовском изделие?
-
Да какой магний. Нахрена он на снегоходе (да даже и горном). Да и Брембо - это дешевка на такой мототехнике, только чтоб престижа натянуть.
-
Можно попробовать, но наверное не поможет. У меня настольный монитор в 3-4 метрах гаснет, а ноутбучный нет (экранирования нет).
-
Я брызги стамеской срубаю.
-
Всех необходимо осциллограмить, независимо от половой ориентации. А то что это за инструмент, с котом в мешке.
-
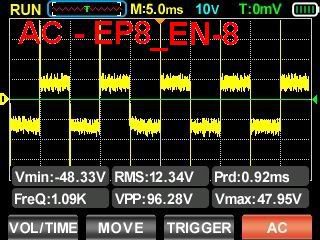
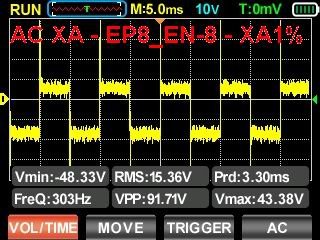
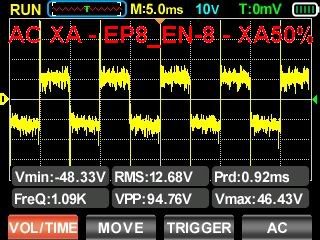
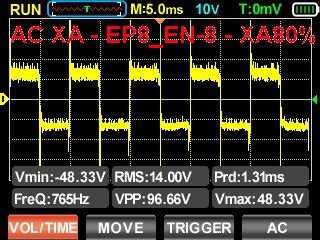
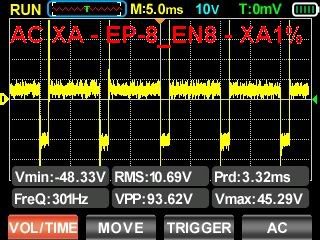
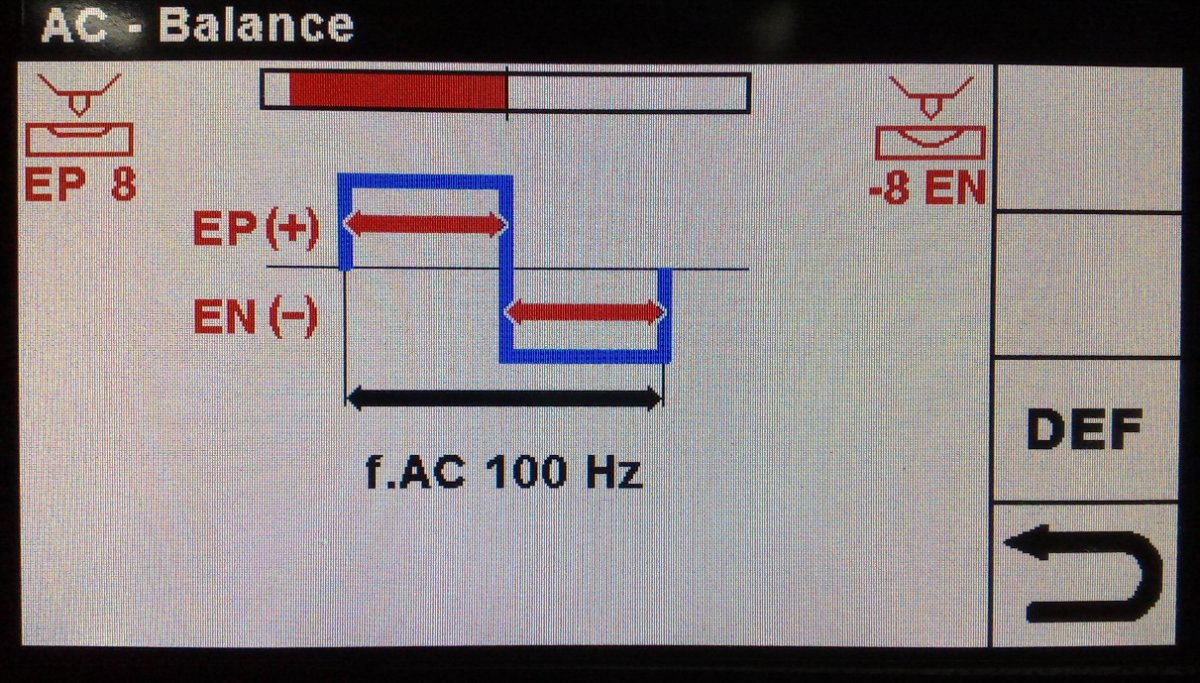
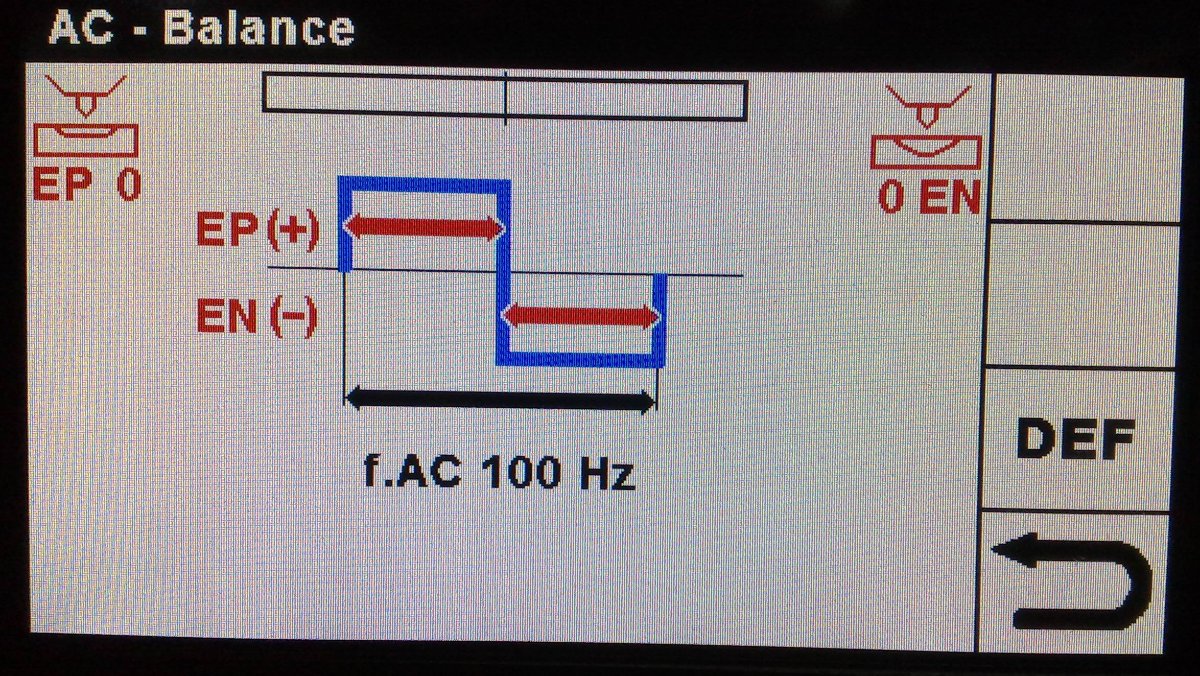
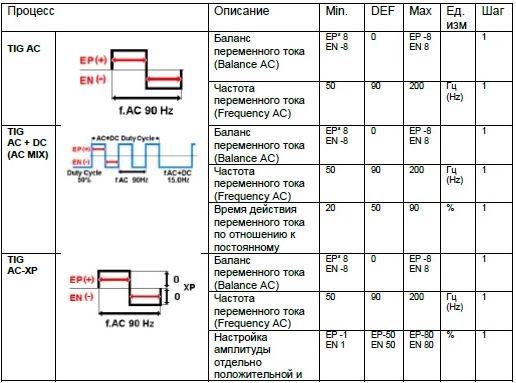
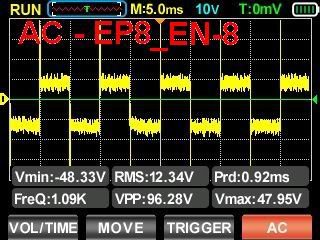
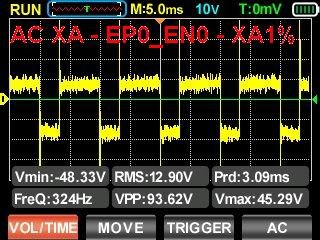
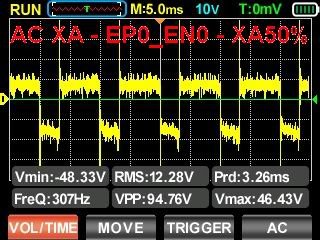
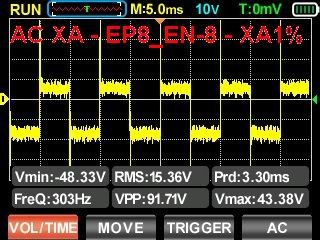
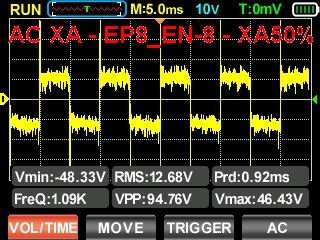
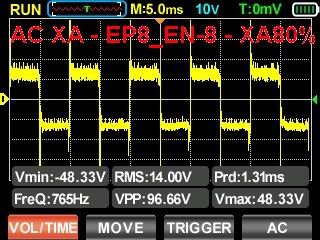
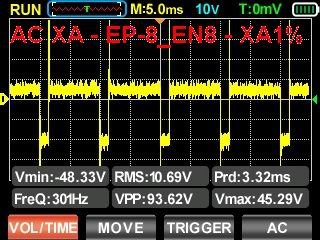
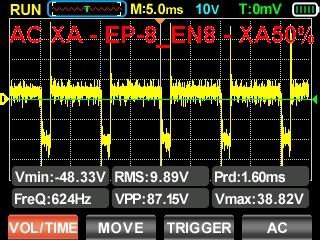
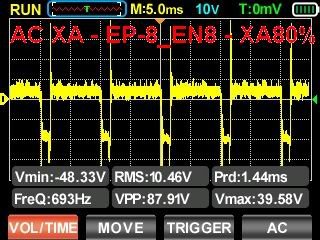
Теперь про функцию регулировки баланса амплитуды полярности АС ХА (в мануале АС ХР). ВНИМАНИЕ! Описание основано только на анализе осциллограмм. Поначалу не придал значения безобидной фразе в мануале: «Режим применим, к примеру, в сварке наружных углов тонкостенных изделий из алюминия при установленной отрицательной составляющей на максимальном значении». Смутило «к примеру», типа «возможно масса других вариантов». Но вот в описание плюшек аппарата на сайте продавца, эта фраза заиграла уже другими красками: «Он подходит для сваривания углов из тонкого листового металла, когда отрицательная полуволна установлена на МАКСИМУМ». Тут уже просматривается зловещая конкретика, в виде написания слова «МАКСИМУМ» заглавными буковками. Научные исследования показали – функция действительно начинает работать только при установленном значение временного баланса полярности в положение «EP8_EN-8». То есть, когда фактический временной баланс полярности равен 50/50. Значение АС ХА 1% - соответствует минимальному значению амплитуде положительной полуволны. Значение АС ХА 80% - максимальному. Как ведет себя величина амплитуды отрицательной полуволны не до конца понятно по осциллограмме, но похоже тоже двигается за изменением положительной полуволны. Во всех других значениях временного баланса, регулировка осуществляется как в обычном режиме АС (во всяком случае какие-то изменения в глаза не бросаются). В принципе, такой алгоритм регулировки логичен. Нафига городить дифференциальный огород регулировки длительности и амплитуды АС, осмыслить и осознано применять который будет затруднительно (кто видел пространственную карту значений регулировки зажигания на ДВС меня поймет). Есть подозрение, что и на аппаратах других марок, реализация такой функции решена подобным образом. Есть у меня аппарат Triton Alutig 250P AC/DC с аналогичной функцией, будет время и там проверю. Режим АС ХА EP8_EN-8, с установленным значение баланса амплитуды «-50%/50%», примерно соответствует обычному режиму АС со значением «EP8_EN-8». П.С. Если кому-то показалось, что я слишком на этом зациклился, вместо того, чтобы спокойно варить, подкручивая регулировки по вкусу, то поясню. Данный сварочный аппарат применяется в комплексе автоматической сварки, который работает под программой настройки параметров. Так вот, весь этот итальянский бред мне необходимо программно описать, для адекватной автоматической установки сварочных параметров. Я уже один раз из-за такой невнятности эту часть программы переписывал и вот опять.
-
Только писатели мануала Cebora WIN TIG AC-DC 180M забыли упомянуть, что про это надо читать в мануале на 230-й.
-
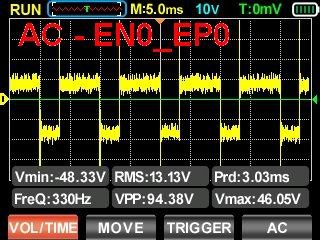
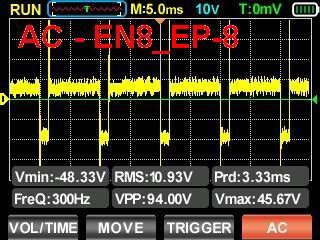
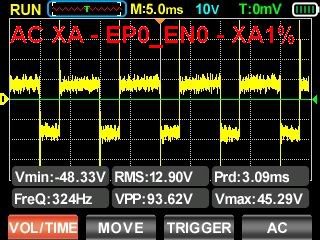
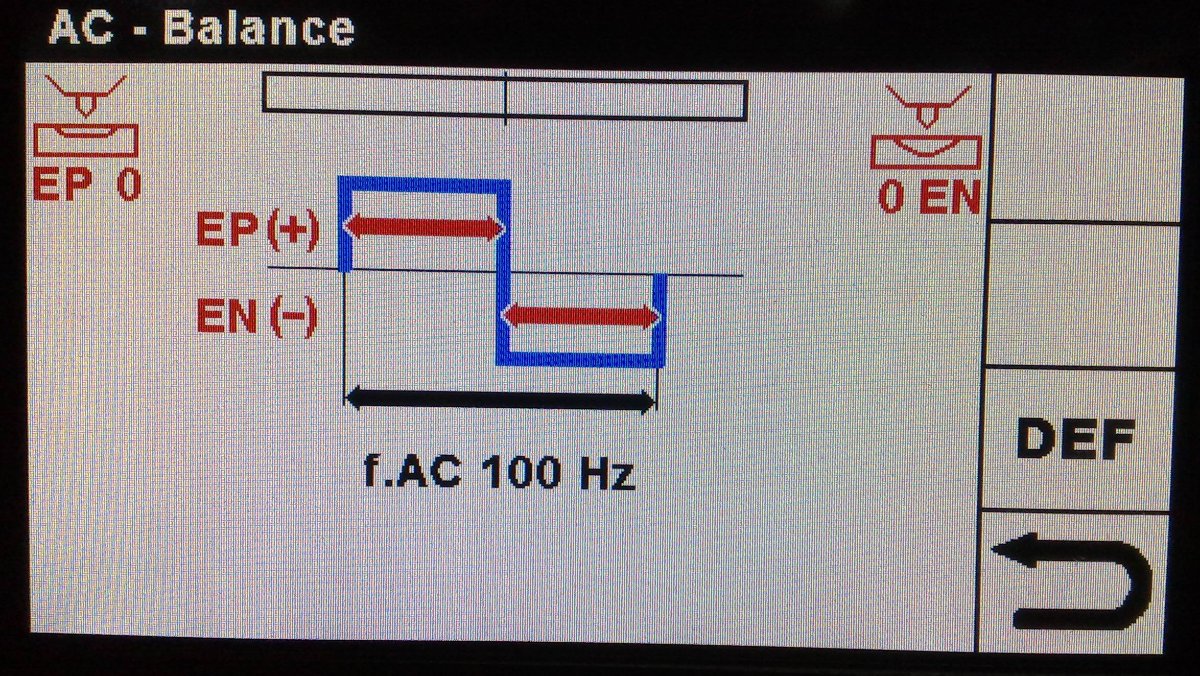
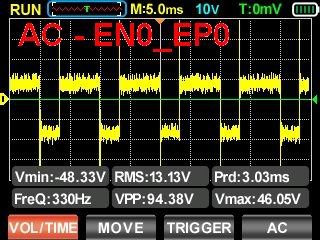
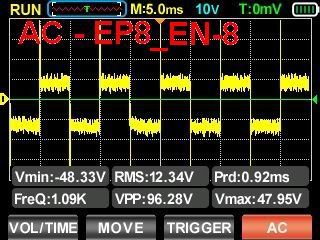
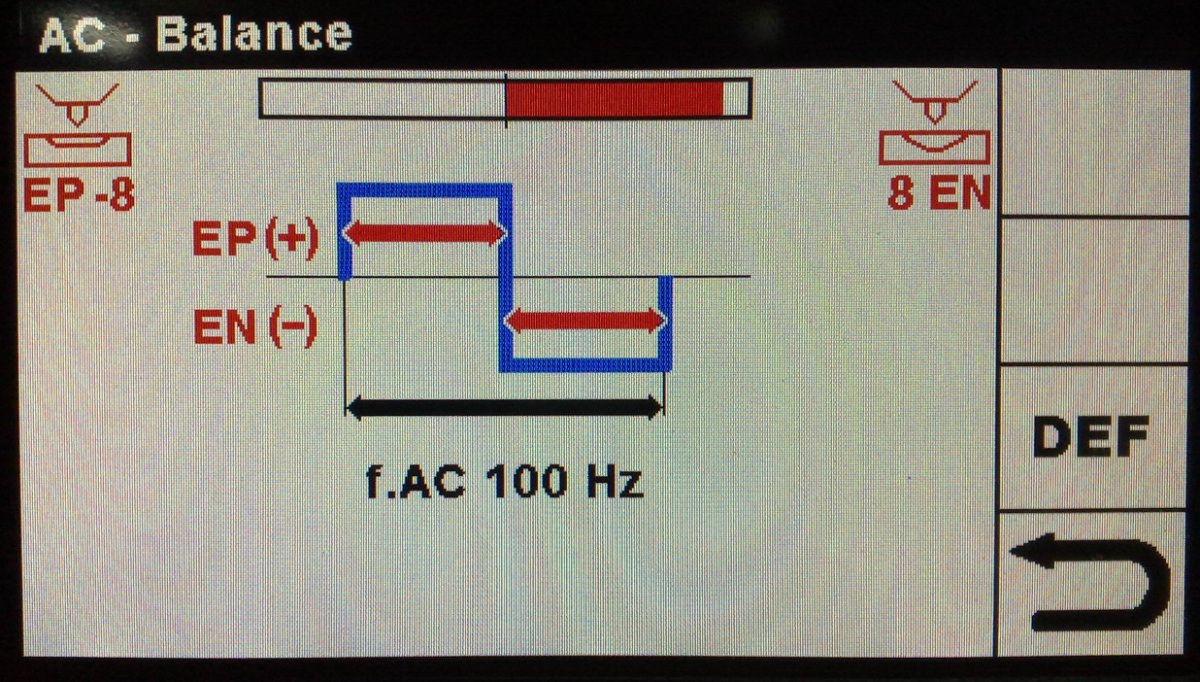
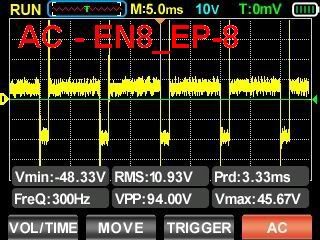
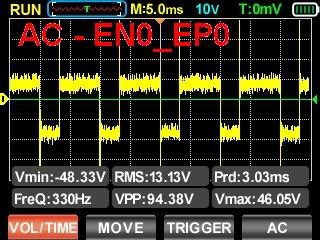
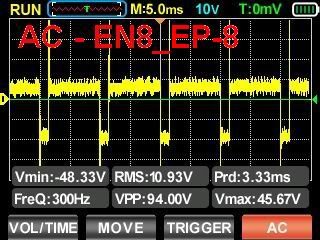
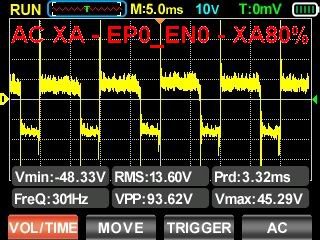
Совет: "ориентироваться по фактической степени зачистки" - работает только на аппаратах с небогатым функционалом. Это, как ехать на машине с неработающим спидометром и оценивать скорость по шуму ветра за окном и шуму шин. Вполне работоспособный способ, например в мотокроссе так и делают + звук оборотов двигателя и включенная передача. Но если ошибешься (я про мотокросс), то на трамплине - или перелетишь, или недолетишь. А на машине с неработающим спидометром, если звукоизоляция салона хорошая, можно и потерять скоростную ориентацию. Так и на сварочных аппарата с богатым функционалом (в данном случае с раздельной регулировкой амплитуды АС), можно разоориентироваться, так-как совместная работа совмещенных функций, да еще с невнятной логикой управления, влечет выполнение большой экспериментальной работы, с не до конца понятным результатом. В общем, современному думающему сварщику без осциллографа никуда. Результат проведенного НИОКР. Вот как работает регулировка баланса АС по длительности полуволны на Cebora WIN TIG AC-DC 180M. Хочу обратить внимание, что пиктограмма возле надписи EN явно указывает на большую глубину проплавления, а возле надписи EP – на меньшую. Делаем логический вывод: больше EP – меньше проплавление, больше зачистка; больше EN – больше проплавление, меньше зачистка. Баланс EP0_EN0. По факту - период положительной полуволны примерно в два раза больше отрицательной. Баланс EP8_EN-8. По спидометру – максимальная зачистка. По факту - период положительной полуволны равен отрицательной. Баланс EP-8_EN8. По спидометру – максимальное проплавление. По факту - период положительной полуволны примерно в пять раза больше, чем отрицательной, то есть – максимальная зачистка. Амплитуду полуволн по осциллограмме оценить сложно. Можно конечно ориентировать на пиковые значения напряжения (внизу экрана), но тут может вносить существенную погрешность условие горения дуги и как следствие ее электрическое сопротивление. Так-что амплитуду в данном исследование рассматривать не будем. Вывод. Логика отображения параметра баланса АС повернута с ног на голову.
-
Я разгадал этот ребус. Чуть позже опишу.
-
Вот он, код да Винчи. Обозначение TIG AC-XP на практике - TIG AC XA.
-
Достали меня эти итальянские ребусы с настройками полярности АС. Провел исследование. Ток - 65 А, частота - 100 Гц, электрод - 1,6 мм. По AC XA ясности не прибавилось. ПС. На частоту и напряжение внимание не обращаем. Частоту осциллограф показывает некорректно, а напряжение меняется из-за изменения сопротивления дуги на разных настройках.
-
Я как-то на выезде решил на своей ГАЗеле зажигание поправить . Метки на шкиву не видно, пришлось крепления радиатор открутить чтобы его отклонить. Когда все сделал для проверки газанул и радиатор присосался к вентилятору (вентилятор не электрический). Пришлось снимать и в полевых условиях ремонтировать. К счастью, машина у меня с подготовкой, все необходимое есть на борту. Порывы трубок зажал и заклеил эпоксидным клеем с алюминиевыми опилками.
-
В условиях своего автосервиса, разница - ни о чём. Можно не думая владеть и радоваться жизни.
-
На безрыбье и хрен за мясо. По любому лучше чем голая фанера.
-
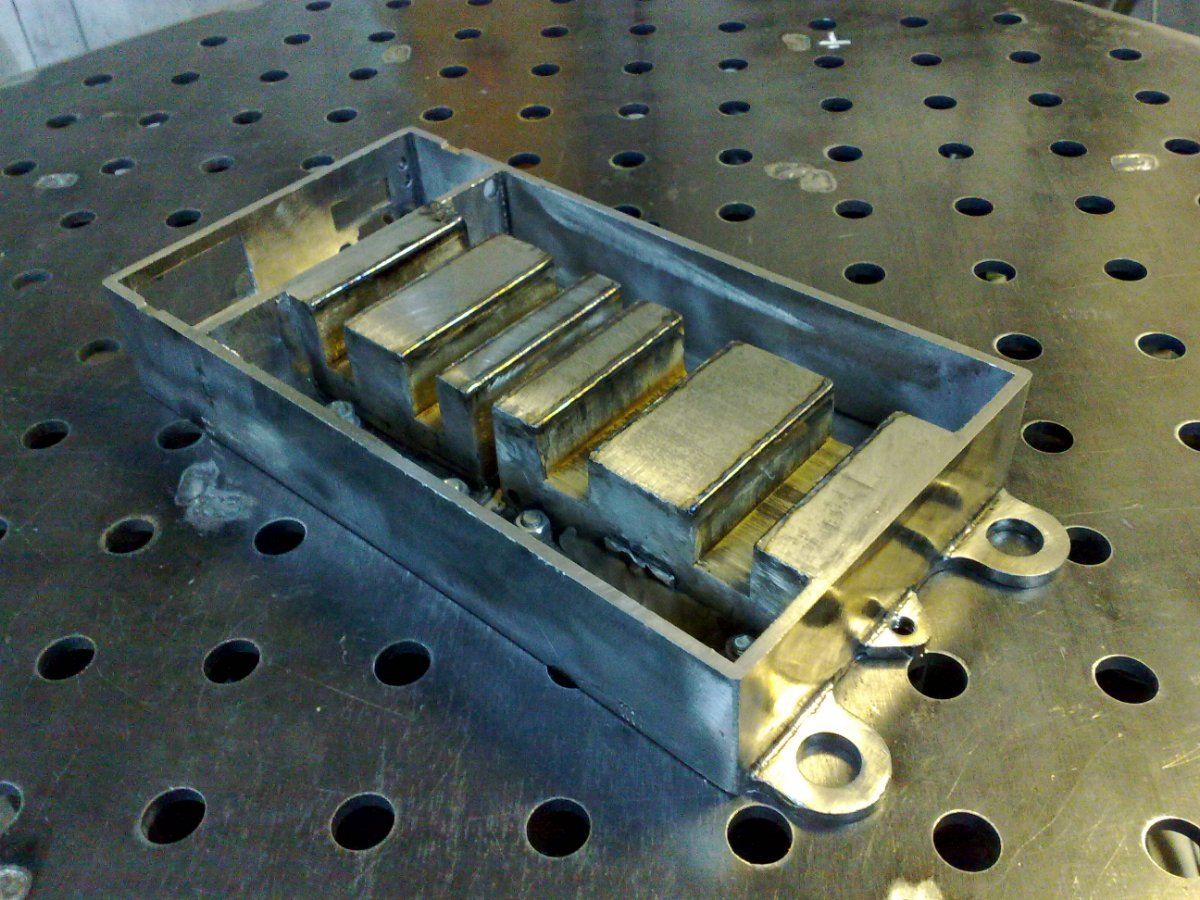
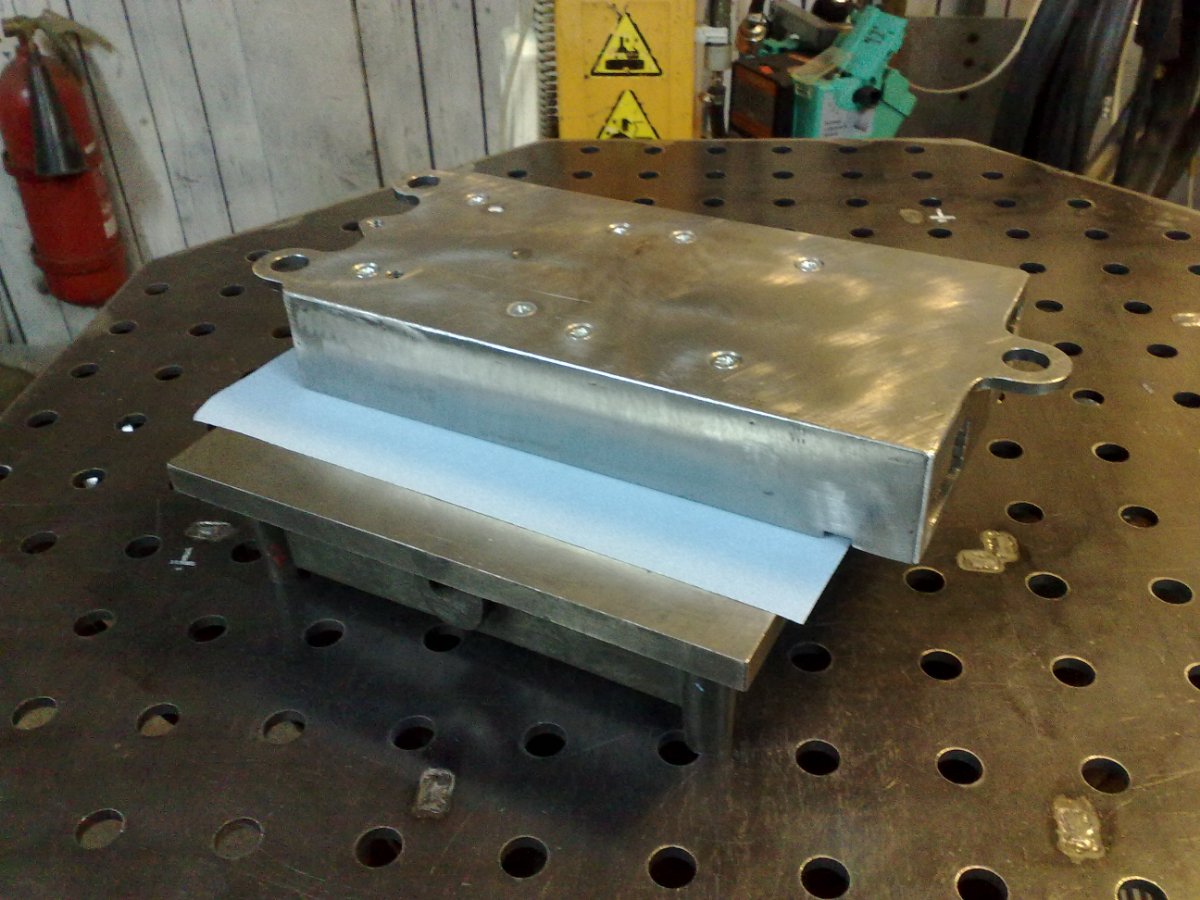
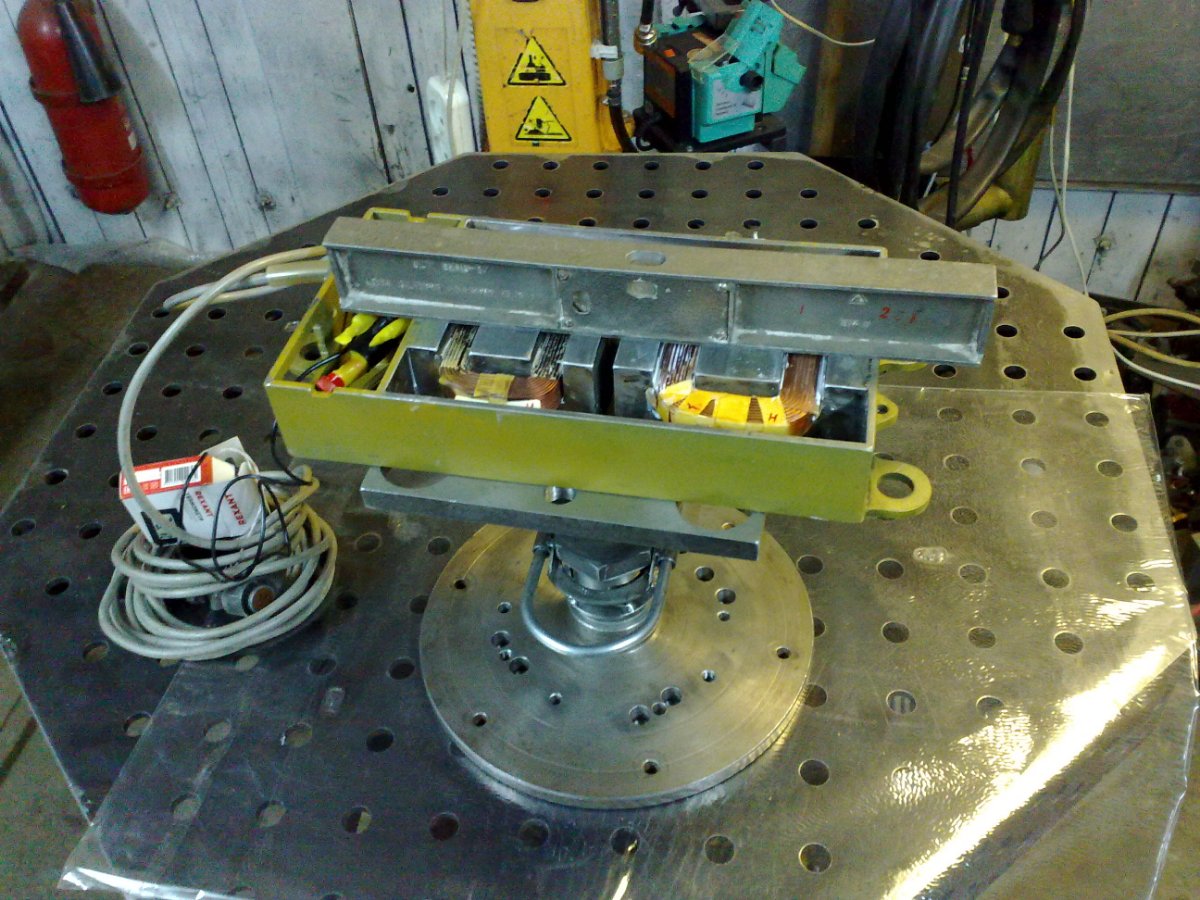
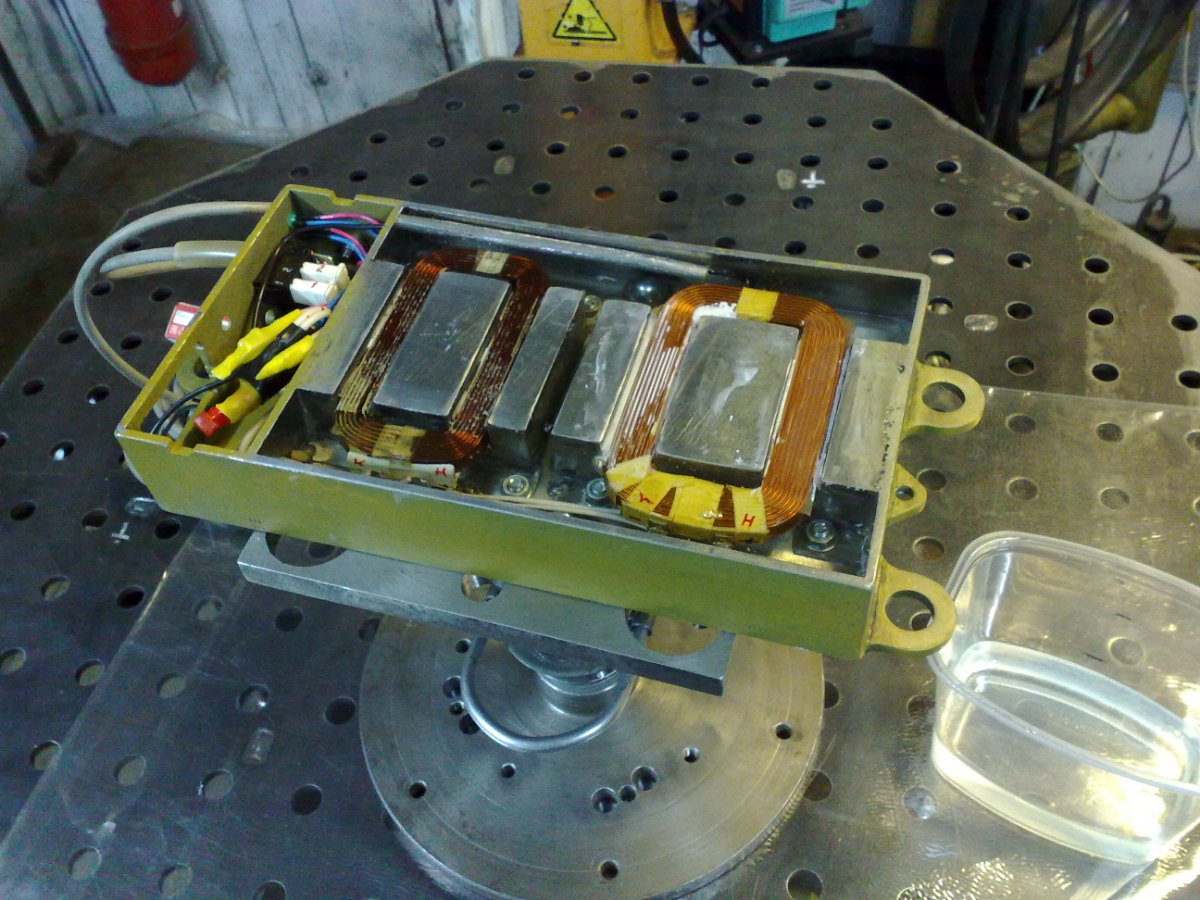
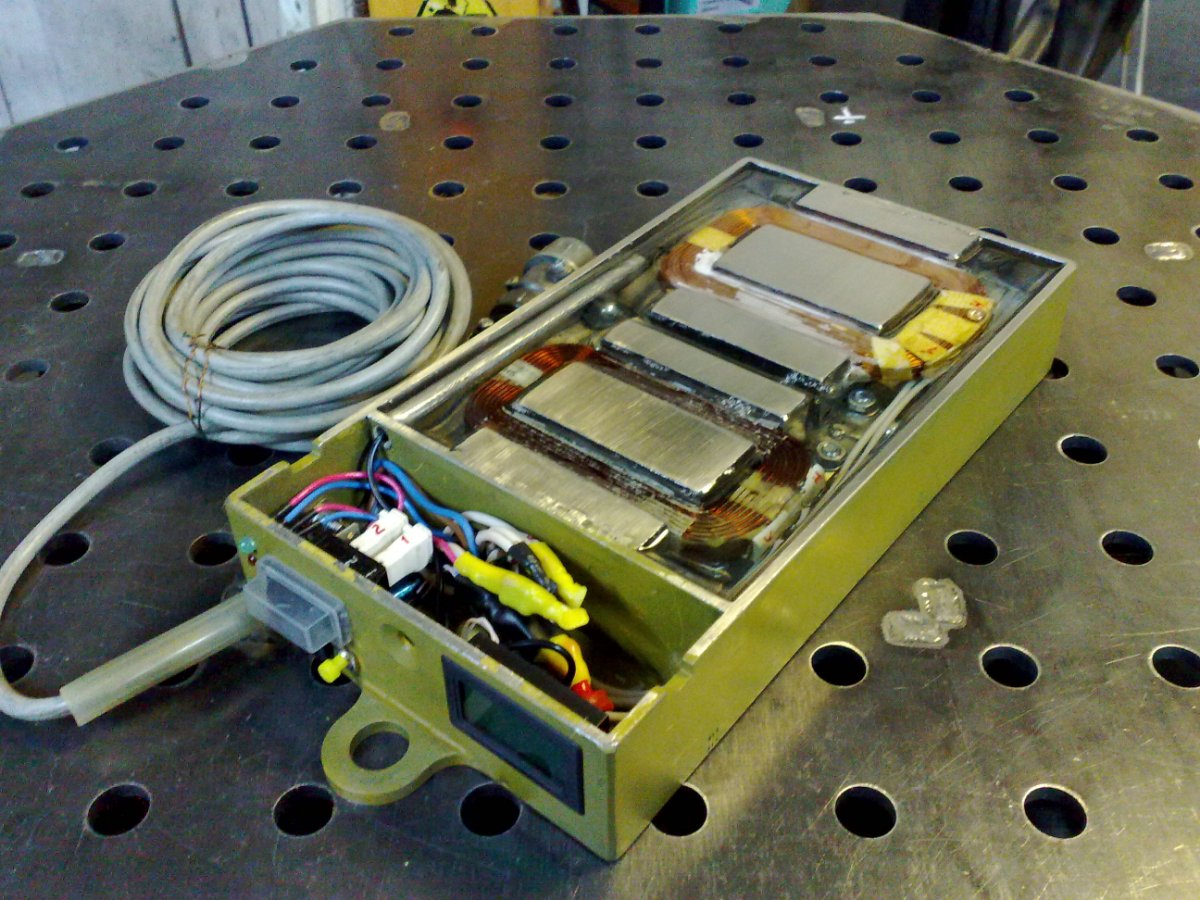
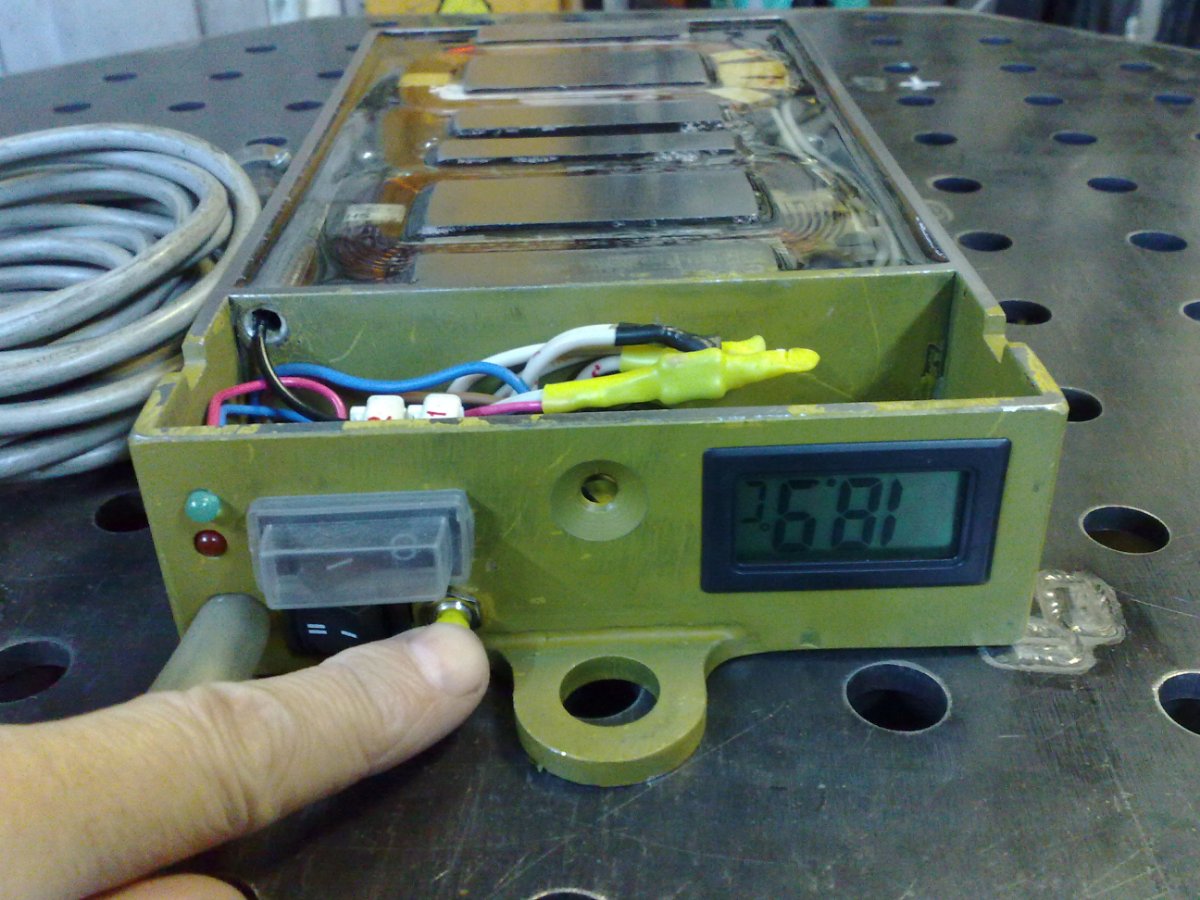
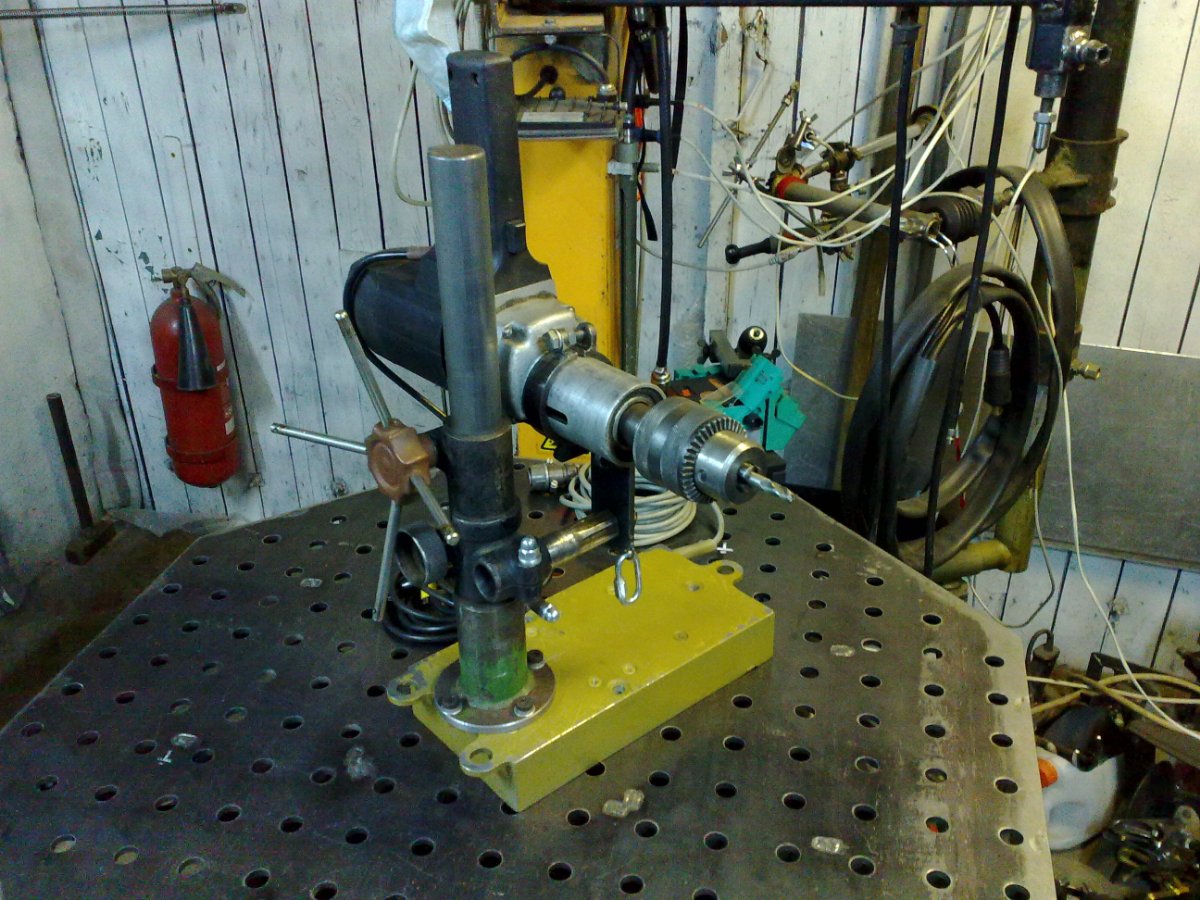
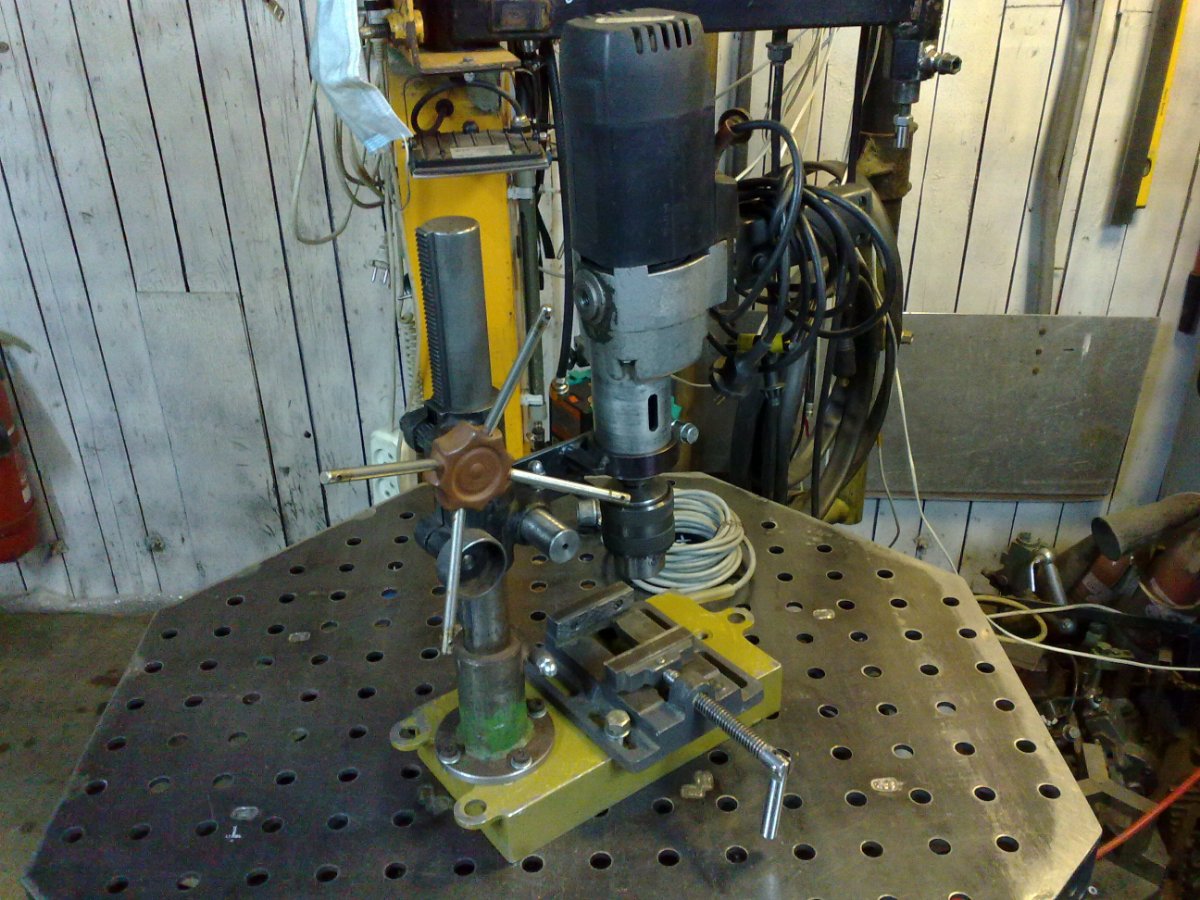
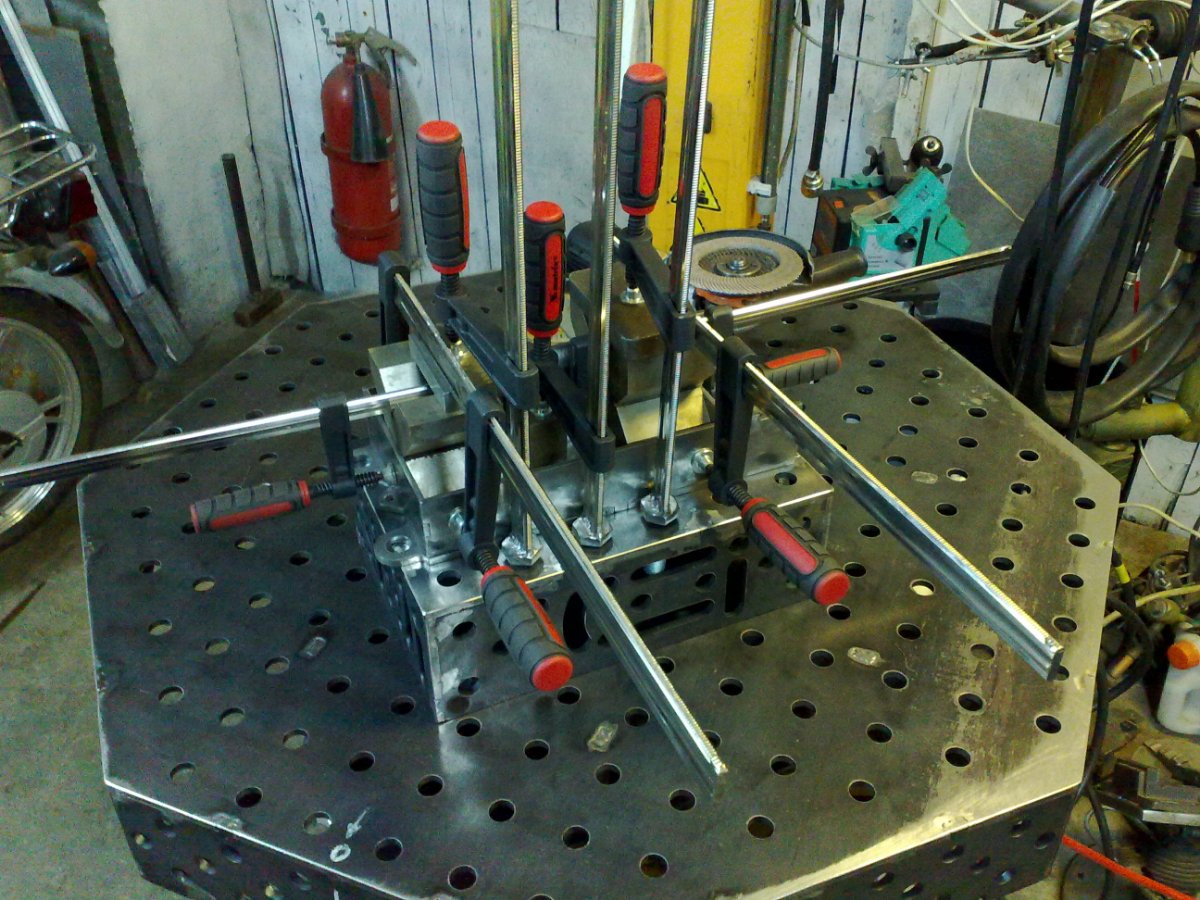
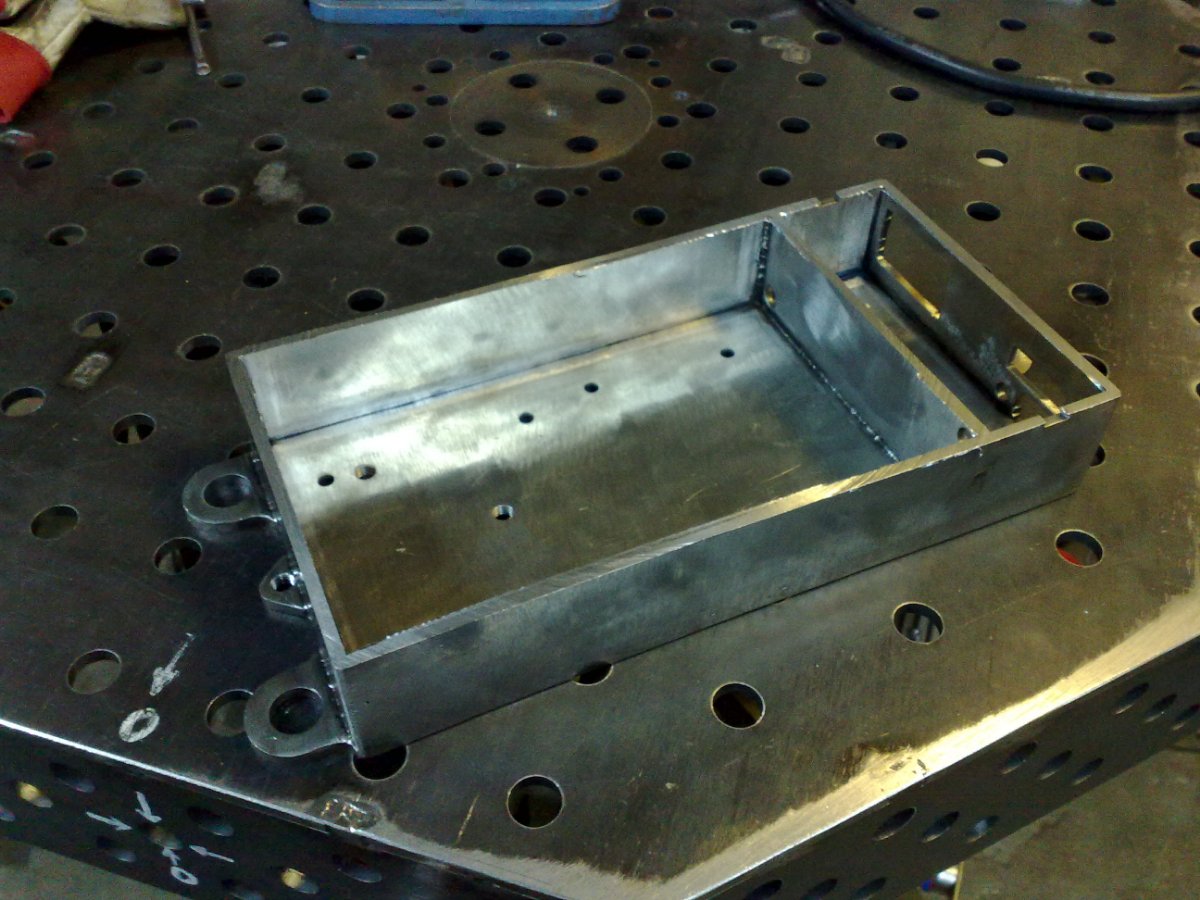
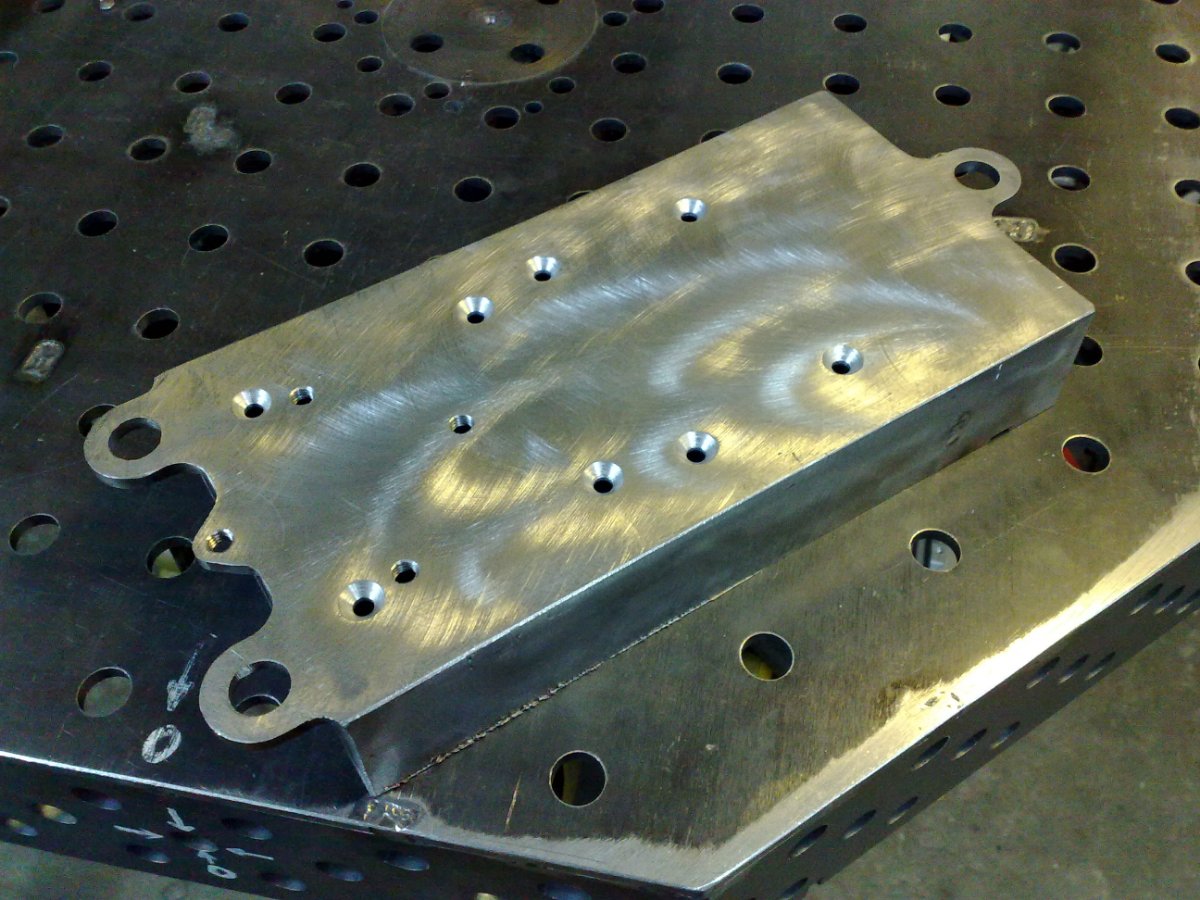
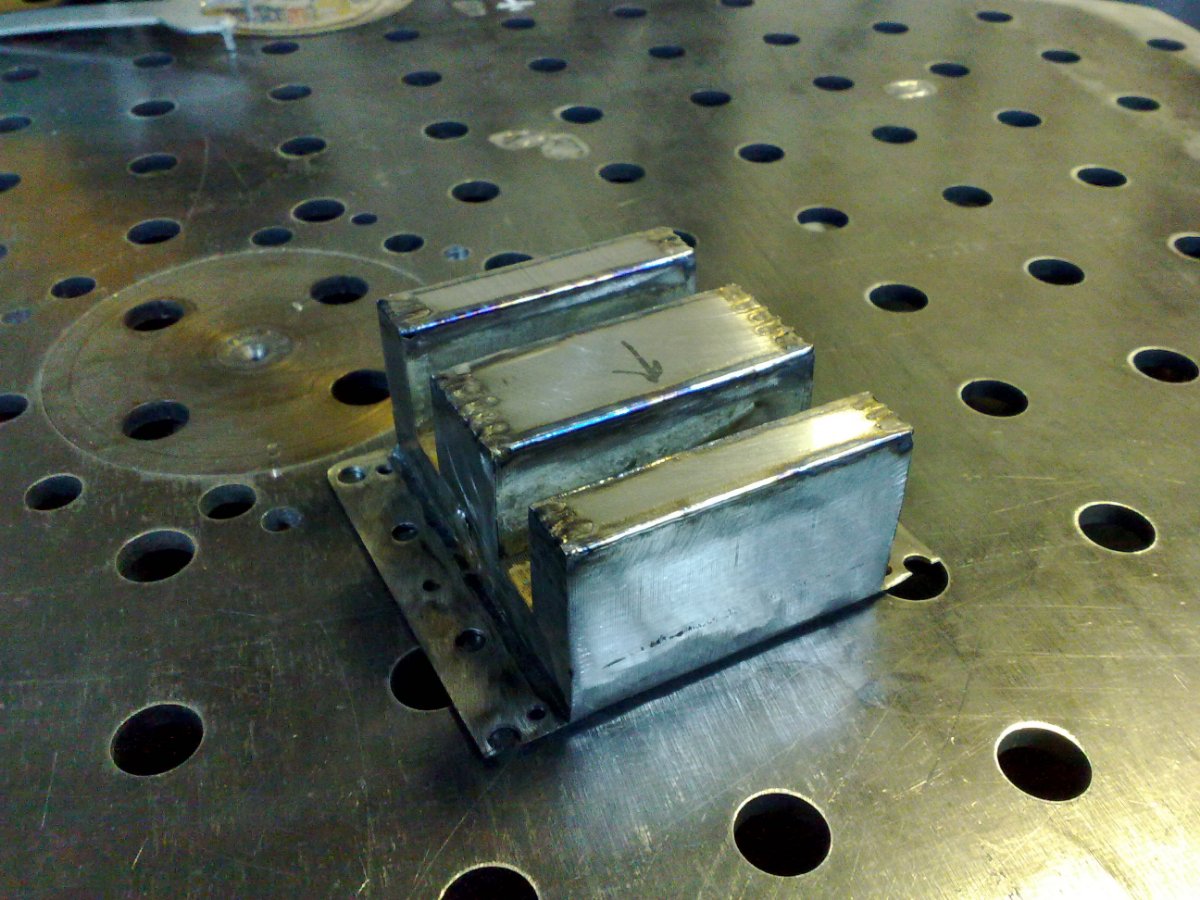
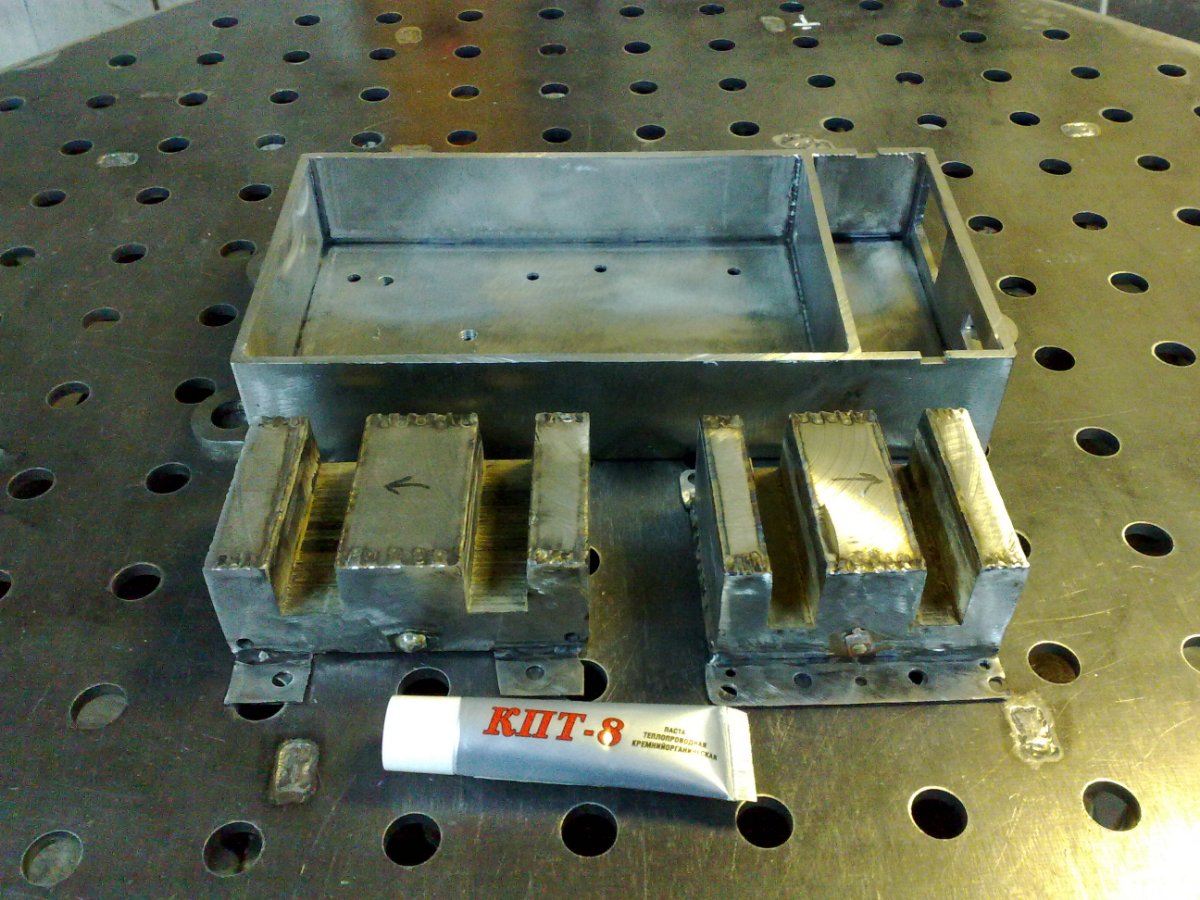
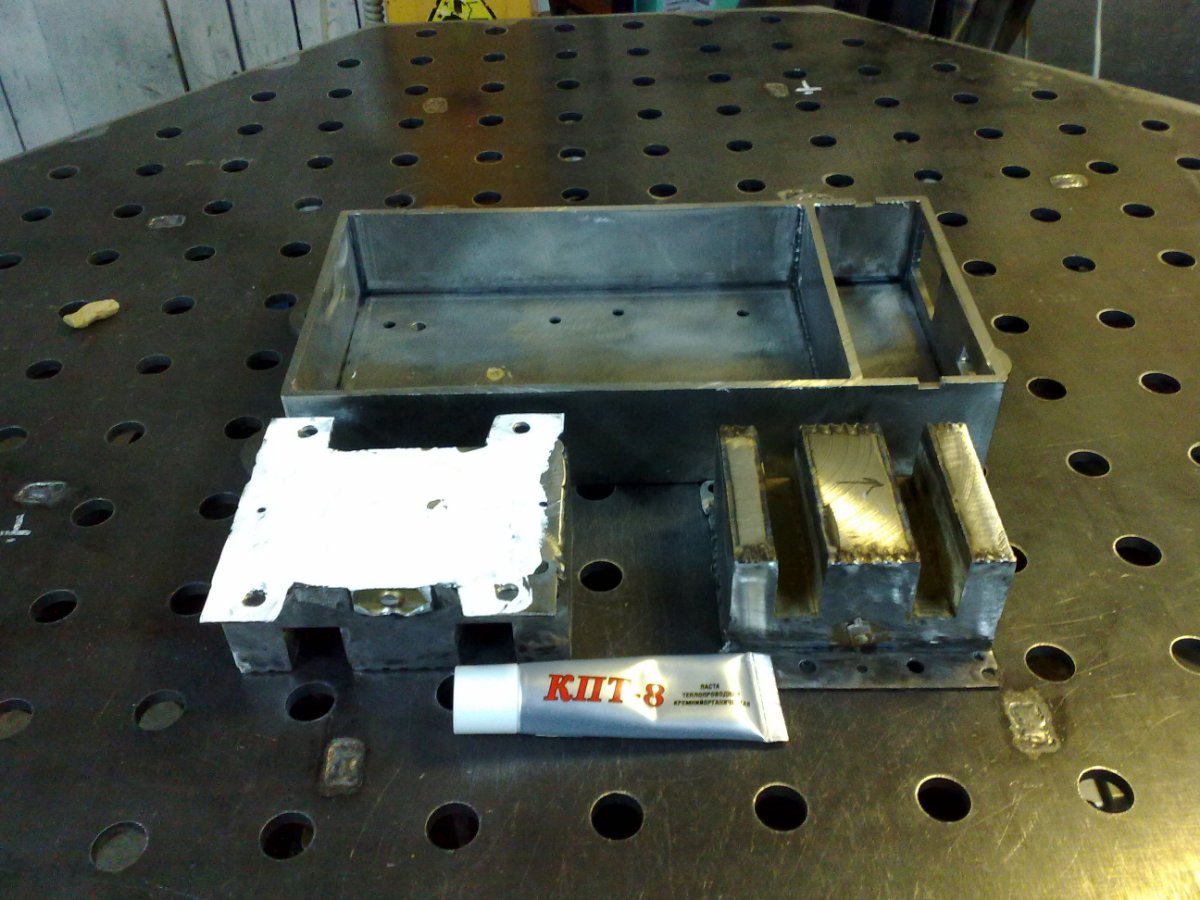
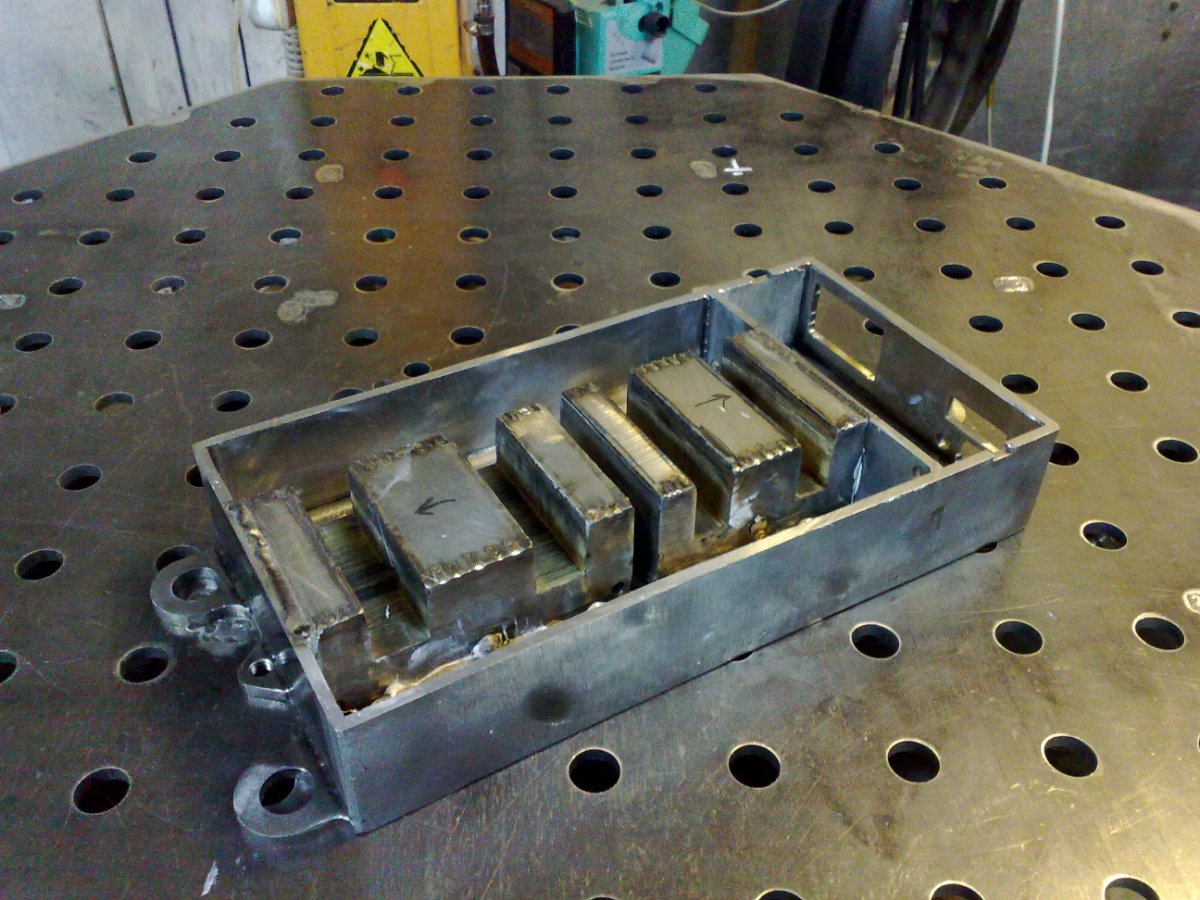
Сердечники катушек приварены к корпусу по краям и прихвачены посередине (это помимо крепления винтами). Края набора магнитопровода проварены, чтобы не рассыпались при мехобработке. Питание 5 В. Источник питания под нагрузкой просаживается до 3,6 В (но в защиту не уходит) Предусмотрен выбор параллельного, или последовательное включение катушек (для выбора силы тока и как следствие - силы прижима магнита). Сопротивление катушек разное. Больший ток (при параллельном включение) у той, которая испытывает большую нагрузку при сверление. В связи с тем, что сила тока при параллельном включение катушек, превышает предельно-допустимый ток для данного сечения обмоточного провода, установлен контрольный термометр. Данная опция применена и в расчете, что вдруг будет другой источник, у которого нет просадки по напряжению и тогда ток будет еще выше. При испытаниях катушки на воздухе, температура обмотки достигала 50 градусов. Термодатчик установлен на более теплонагруженую катушку. Термометр питается от батареек и чтобы их не высаживать питание подается через кнопку, которую необходимо удерживать нажатой для считывания показаний. Сердечники, катушки и термодатчик установлены на термопасту. Испытание на силу отрыва магнита пока не проводил, жду когда эпоксидка полностью встанет.
-
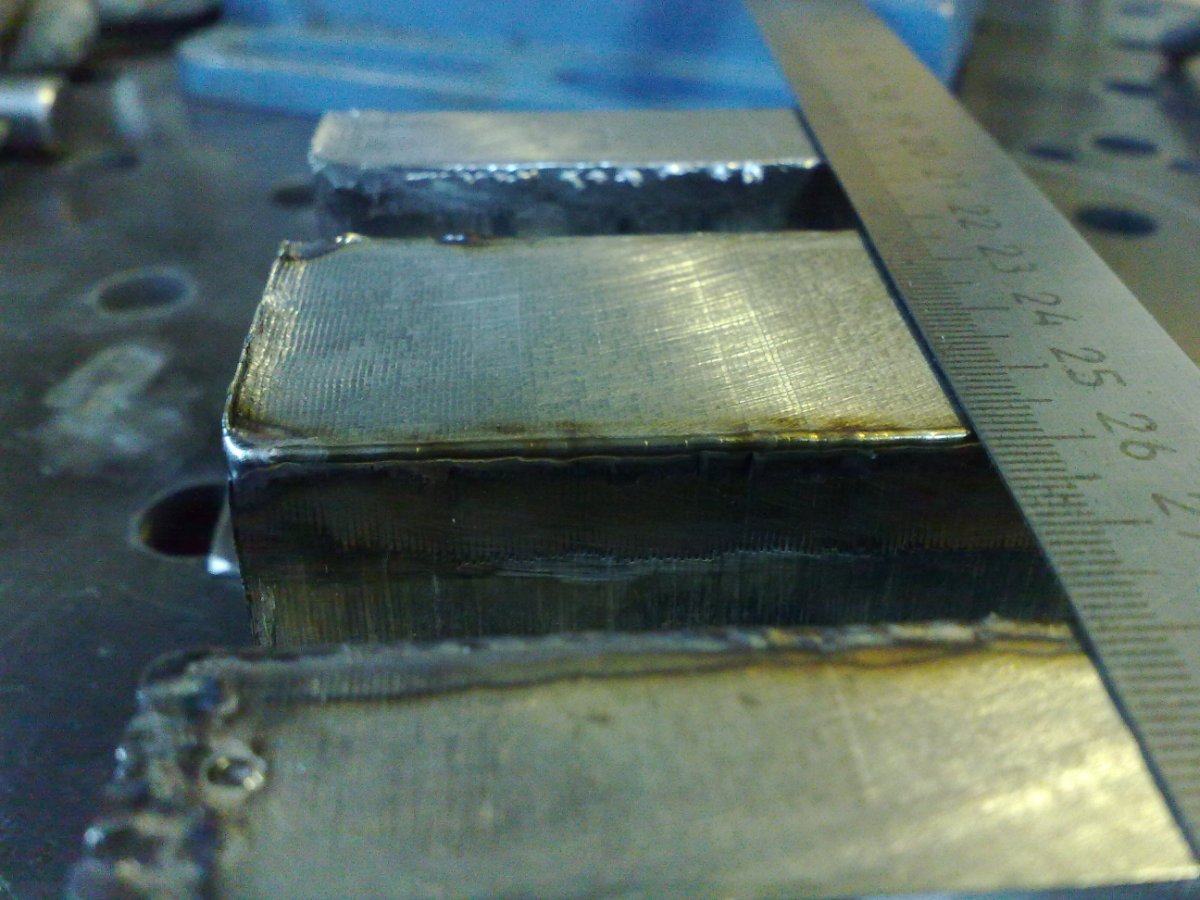
Железо магнитопровода. Телом.
-
Вот отсюда все наши беды. У меня на стене висел гигрометр психрометрический ВИТ-1 (с электроникой в те времена было не очень). Он и при окраске был полезен, красить по росе (и при критической влажности) тоже нельзя. ПС. Но мне было легче, я был владельцем автосервиса и я определял технологическую политику предприятия.