hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
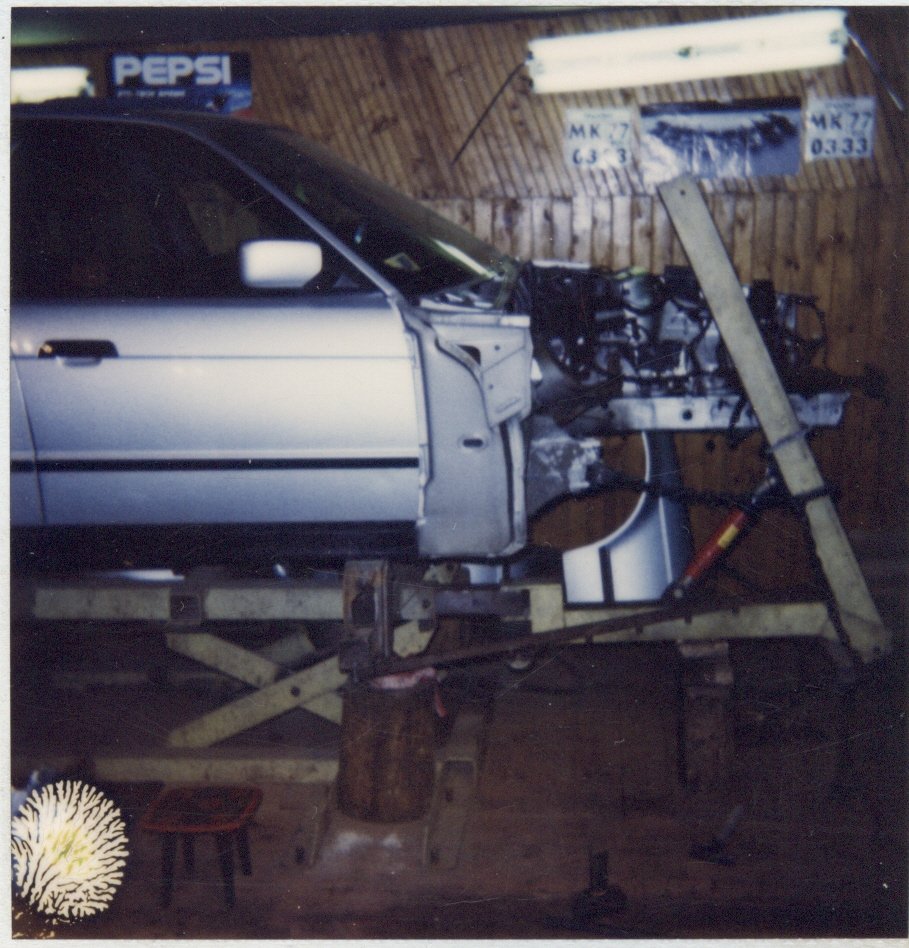
Чтобы далеко не ходить (кстати, всё мною это уже публиковано и не раз, в темах от "кроилово" до "высокие технологии"). Ремоторизация самолета Дубна-2 (да-да, тот самый). Заказчик - заслуженный летчик-испытатель-пенсионер (в контексте: мне все похер, я из любой ситуации вывернусь и на самом деле у него каждый год вынужденные и аварийные посадки). Родная рама самолета - ВНС-2. Заказчик не смог (не захотел) найти трубы из ВНС-2 и принес беспородные шовные трубы из чернухи, к тому же сильно корродированные (на фото красного и черного цвета). Косынки тоже из какой-то чернухи. Новая моторама проектировалась на глаз (не мной) по месту и само-собой никаких прочностных и модальных анализов не проводилось. Из-за глубокой коррозии труб, у них присутствовало неравномерное утонение стенки. К тому же, коррозию полностью удалить не удалось (толщина стенки сильно пострадала бы), что приводило в некоторых местах к кипению ванны. Кипению так же способствовала низкая скорость сварки из-за неудобных неповоротных стыков. На соединениях чернуха-нержавейка применялась присадка 309LSi, чернуха-чернуха - 70S-6 и 309LSi (в местах где сильно кипело). В общем, самое лучшее сочетание всего для самолетостроения. Почему взялся? Карфаген все равно был бы разрушен, не мной так другим.

-
Я боюсь для многих, приведенные примеры работ могут послужить триггером к действию в схожих ситуациях, без вникания во все нюансы. В приведенном мною примере сварки самолетной амортизаторной стойки, диалог с заказчиком выглядел так: - Это какой материал? - Я не знаю, но видишь головка амортизатора приварена, значит можно варить. Давай вари быстрее, мне через полчаса нужно уезжать. Спустя полчаса рытья в интернете и выяснения из чего эти стойки изготавливали: - Это 30ХГСА и наверняка термообработана. Нужен хотя бы подогрев и последующая нормализация. Время уйдет много: пока две печи разогреются, пока сварю, сама нормализация два часа. - Мне некогда, вари быстрее. - Давай хотя бы подогреем. - Вари быстрее. В данной ситуации заказчик - авиационный инженер, который наш самолет Дубна-2 проектировал. Представляю, как могут развиваться события, когда с обеих сторон будут люди, мягко говоря не награжденные багажом знаний. Хотя что гадать, вот как описано, так и будут.
-
Амортизаторная стойка шасси самолета. 30ХГСА. Без подогрева. Без последующей термообработки. Все мольбы сделать по технологии заказчик отверг. Я бы не стал варить, если бы знал что он откажется от правильной технологии (я еще токарку выполнял). Все, что я смог сделать в этой ситуации - сделать два круга сварного шва, с эфемерной надеждой на самоотпуск.
-
Опасная тема. У меня до сих пор стоит перед глазами авария Сенны, которую смотрел в прямом эфире. И цепь событий и действий, приведших к аварии, для меня лично послужило уроком на всю жизнь.
-
В авторемонтной жестянке есть такой способ хлопуны убирать - точечный нагрев металла (зачастую с резким охлаждением водой). Я споттер для приварки "гвоздей" использовал, хлопун натягивает только так. А на бликующей поверхности любой нагрев критичен.
-
Опять-таки в 90-е, мои знакомые, услышав слово "кинули", очень сильно оживлялись. При этом и я свои проблемы решал и они имели доход. У меня осталась легкая грусть по тем славным временам. Но это было тогда, а "тогда" уже закончилось. Сейчас не так поймут.
-
У меня знакомый директор завода в 90-е на ВАЗ ремни безопасности поставлял и был очень счастлив в что ему всего лишь через год деньги заплатили за поставку, у других было еще хуже. Так что, может не все потеряно?
-
Увы. ВАЗ 2105. Но прошедший рестайлинг с помощью громадной березы.
-
 На Rutube вроде еще есть возможность оптом перезалить видео со своего канала на Youtube на свой Rutube-ский. Правда действует ли это на загранице не знаю. Я свой целиком перетащил, пока не поздно.
На Rutube вроде еще есть возможность оптом перезалить видео со своего канала на Youtube на свой Rutube-ский. Правда действует ли это на загранице не знаю. Я свой целиком перетащил, пока не поздно. -
Не надо ни на чем зацикливаться. Кузовной ремонт - творческий процесс. При этом, надо придерживаться принципа необходимой целесообразности, но не в ущерб безопасности.
-
Одни из самых сложных узлов - средние стойки в порог. Там до пяти (точно не помню, двадцать лет прошло) элементов соединяются. Так вот каждый шов предварительно расшивается (даже новый) и по отдельности последовательно сваривается. А где приходится делать стыковой шов, то даже внутри, посредине этого пирога, делается соединение на подложке. Вообще, кузовной ремонт автомобилей после "катастроф", очень трудоемкая, кропотливая и зачастую неблагодарная работа (в плане время-деньги). И надо иметь гору специализированного оборудования, что бы делать ремонт в приемлемые сроки. А самое выгодное - передние крылья менять. Делайте выводы, за что браться.
-
Когда произойдет авария, всё, таким способом наваренное, может просто улететь в космос (может конечно не улететь, а может и улететь). Для понимания можно посмотреть краш-тесты, где заводские-то швы, из-за плохой сварки отрывает нахрен. А тут ремонтные... Но каждый вправе делать как ему удобно. Я же выполнял соединения с учетом восстановления потребительских свойств конструкции. И советы раздаю, основанные на многолетнем опыте ремонта.
-
Так подложка предназначена для разгрузки стыкового шва и должна к панелям привариваться крепко, так-как она несет существенную нагрузку.
-
Да я тоже не контактную сварку имел ввиду. А как еще подложку прикрепить?
-
Этот способ хорош когда уже есть практический опыт (все настройки многократно отработаны) и мат. часть позволяет такой вид сварки осуществлять на должном уровне. В противном случае можно получить негерметичность соединения (если такие требования существуют). А после опрессовки, с устранением обнаруженной течи может возникнуть проблема из-за попадания в свищ применяемой жидкости. Я вот как-то обычным способом варил гофру 0,5 мм к фланцу. Опрессовать возможности не было, да и вроде шов осмотрел под большим увеличением. Принесли обратно с течью. Хорошо транспортируемая жидкость - вода. Я этот свищ хорошо вооруженным взглядом разглядеть не смог (где-то наплыв шва не прилип к основному металлу). Пришлось еще раз небольшой участок переплавить для верности. Вода в свище не помешала, а была бы какая нибудь пища...
-
Если это видовая панель, например стык заднее крыло-крыша (по задней стойке), то при сварке только точками возникнут трудности с заделкой сварного соединения. Если его шпатлевать, то со временем появятся трещины и ржавчина. Чтобы этого избежать, заполняют соединение припоем, что повышает трудоемкость. Я данное соединение выполнял на подложке, приваренной с обоим частям панелей точками, а стык проваривал. Другой вариант стыкового соединения - порог-боковина (если он в заводском исполнение - накладной). В данном случае стык не проваривается, а производится воспроизведение, или имитация заводского соединения, с последующей герметизацией соединения окрашиваемым герметиком на основе MS-полимера (модифицированный силикон). П. С. Советую такие соединения выполнять на наладке. Спрофилировать кромку неплоской панели весьма затруднительно без существенной деформации и как следствие растягивания кромки, что даст по ней волну. Но в некоторых случаях клещи все же незаменимы.
-
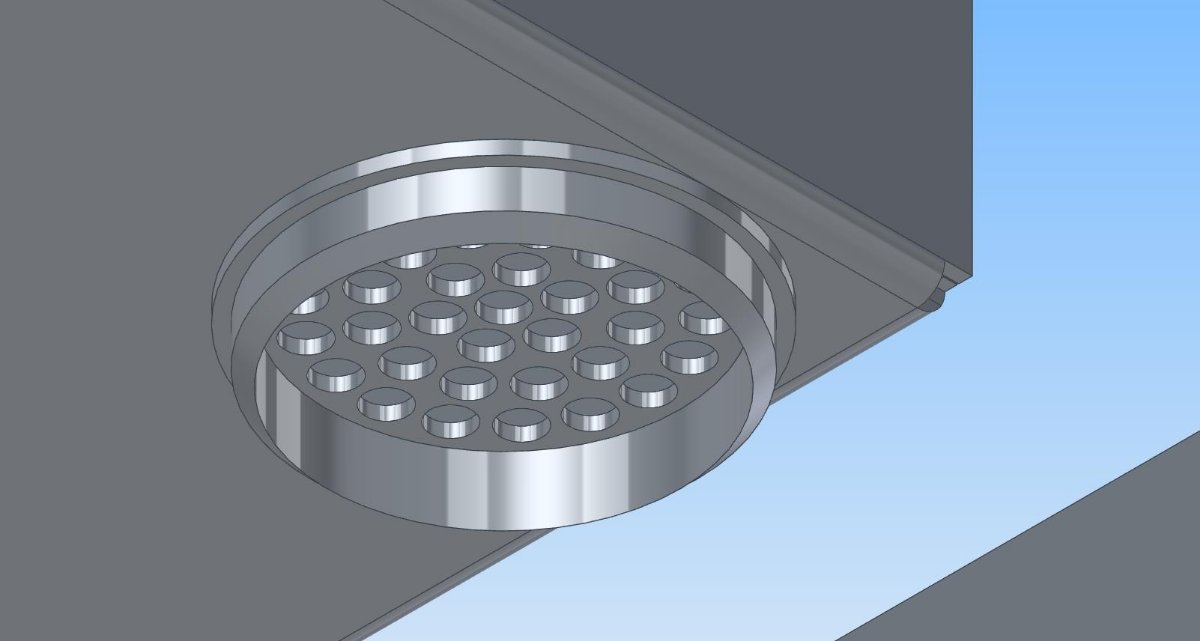
Про поддув. На тонком металле, окромя самой защиты, существенная роль поддува заключается в охлаждение. Если кто скажет, что его вклад несущественнен, то вспомним как горелка охлаждается. Я иногда на вращателе забываю поддув включить, так шов в таком случае может провалиться из-за перегрева. Выше я фотки выкладывал приварки кронштейна к трубе (D200). Вот диффузор поддува от этой операции (если кто спросит как крепилось, то труба - AISI 409). Так что не надо лениться и пренебрегать.
-
Если, как я советовал, сделать фланец и перевести сварное соединение из Т1 в Н1, то трудности не возникает. Для примера (конечно не совсем то, но что нашел): труба - 1 мм; кронштейн 2 мм; своим телом. Поддув обратной стороны - обязателен.
-
Если еще есть возможность, то спроектировать втулку правильно.
-
Я с клещами (с их отсутствием) не заморачивался. Если уж так было надо вырихтовывал молотком уступ. Конечно, когда клещи есть - удобнее, но лично я страдал не сильно, я молотком владел.
-
Тут главное (хотя еще куча всего) - выстроить техпроцесс, регламентировать его. У меня кузовной и окрасочный цеха (хотя у многих объединены) были разделены на принципиальной основе. В кузовном цехе работники не имели право наносить никакие покрытия. Например надо приварить панель - приходил маляр, подготавливал поверхность по своим технология и наносил сварочный грунт. А в малярном цеху маляр линейкой проверял допуск по отклонению поверхности, и если было превышение, звал жестянщика для исправления. И так во всем. Конечно трудоемко создать такую систему, но если все работает то процесс идет легче. В этом плане мне японцы нравятся.
-
Я эту тему имел в виду, в виде остроумной шутки. Лично у меня таких не было. В свое время я инструментом Usag работал, а у них было дорого, а китайцев не было. И, честно говоря, мне так не очень нравится. Во-первый: доступ, в большинстве случаев, затруднен с этими клещами; во-вторы - кромка деформируется и ее начинает вести (хлопуны и т. п.). Я предпочитал приваривать накладки через просечки: ничего не деформируется; просто все зачистить; стабильный зазор.
-
Если принять, что инженер - это склад ума, то найти будет легче. Это, как правило окупается. Но... Я к завершению этой деятельности (авторемонт) пришел к выводу (ну и мой экономист, великого ума человек, так советовал), что делать ставку на высококвалифицированный персонал - не выгодна. Высококвалифицированный работник капризен, как правило с завышенной самооценкой и обязательно уйдет, посчитав, что его здесь не ценят (мало платя, хотя сколько не плати, все равно уйдет). Я в своей деятельности сделал ставку на высокие технологии, позволяющие использовать средне, или низкоквалифицированный персонал.
-
И к слову. У меня ведущими специалистами на кузовном ремонте работали исключительно инженеры-конструкторы (причем авиационные). Качественный кузовной ремонт это инженерная работа (по обширности знаний).
-
Все эти темы максимум на 1-2 страницы полезной информации. Остальные страницы - из пустого - в порожнее. В смысл данной темы я даже вникать не стал. Просто увидел знакомые буквы и заскочил на пять минут.