hvr63
-
Постов
1 398 -
Зарегистрирован
-
Посещение
-
Победитель дней
122
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент hvr63
-
Точка росы. Поясню за эту таблицу. Если в комнате температура 20 градусов и относительная влажность воздуха 50%, а температура поверхности предмета 9,3 градуса (и ниже), то на сей поверхности сконденсируется влага. А при влажности 60%, конденсация произойдет при 12 градусах (и ниже). ПС. В мою бытность работы в автосервисе, знание этой физики помогало вклеивать автомобильные стекла (лобовые и другие) без брака. И очень часто приходилось за других ремонтников, не знающих физику, переделывать, когда они вклеивали стекла по росе, вследствие чего стекло очень быстро отклеивалось обратно.

-
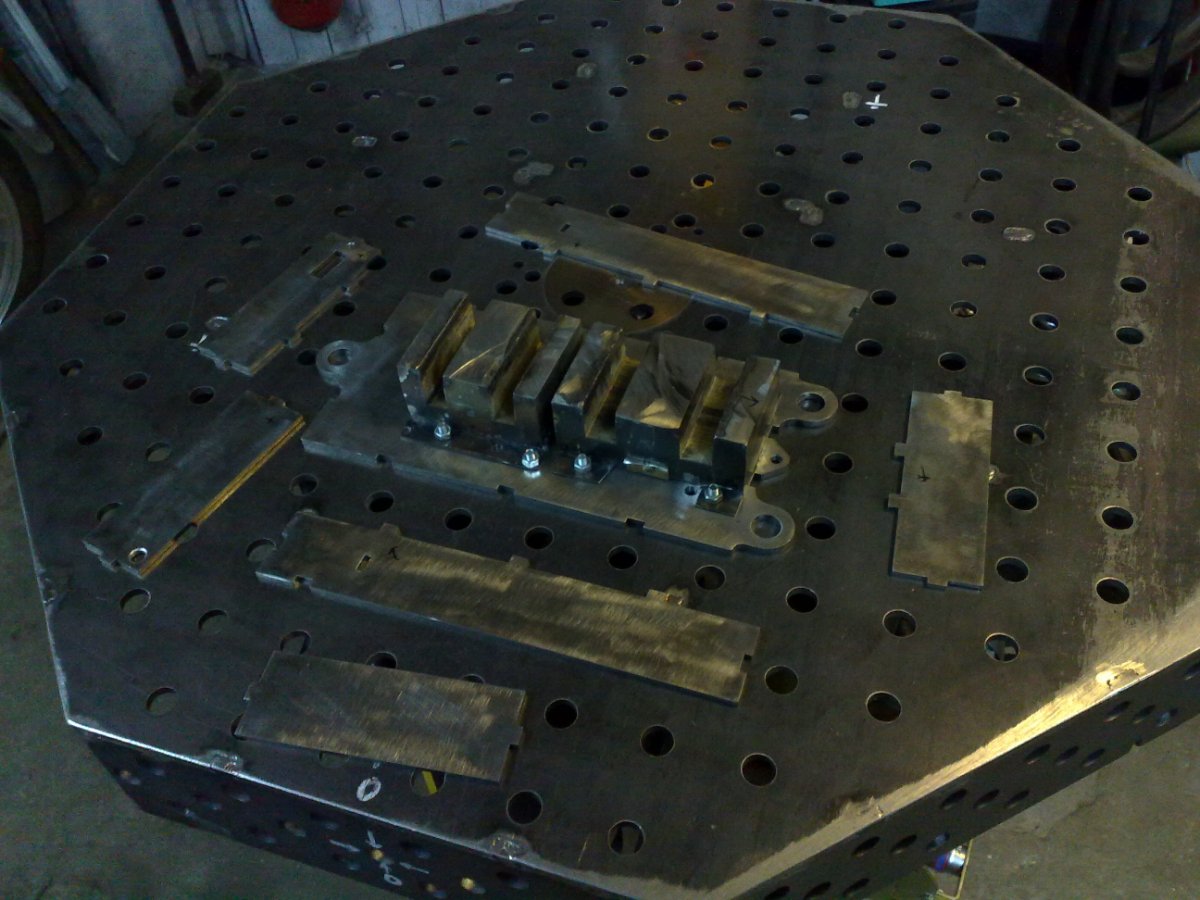
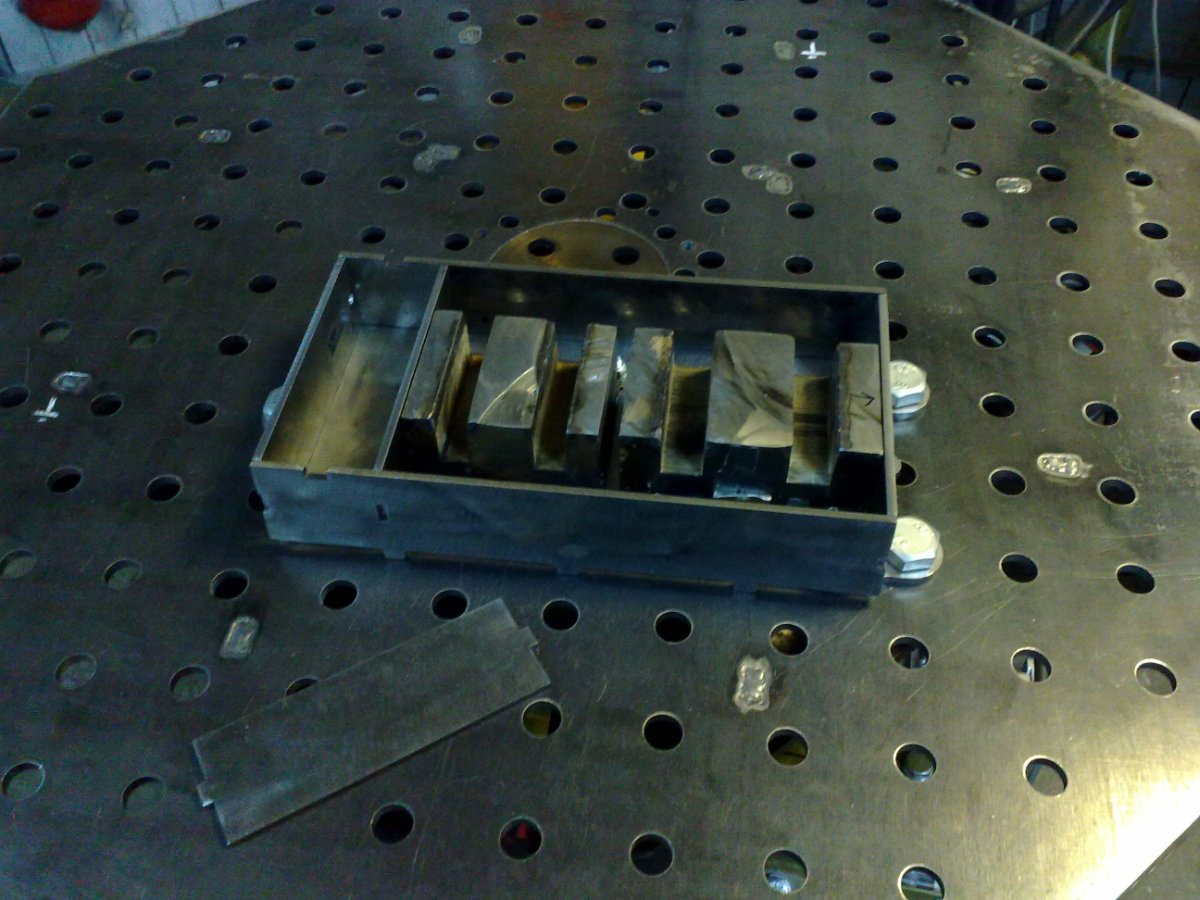
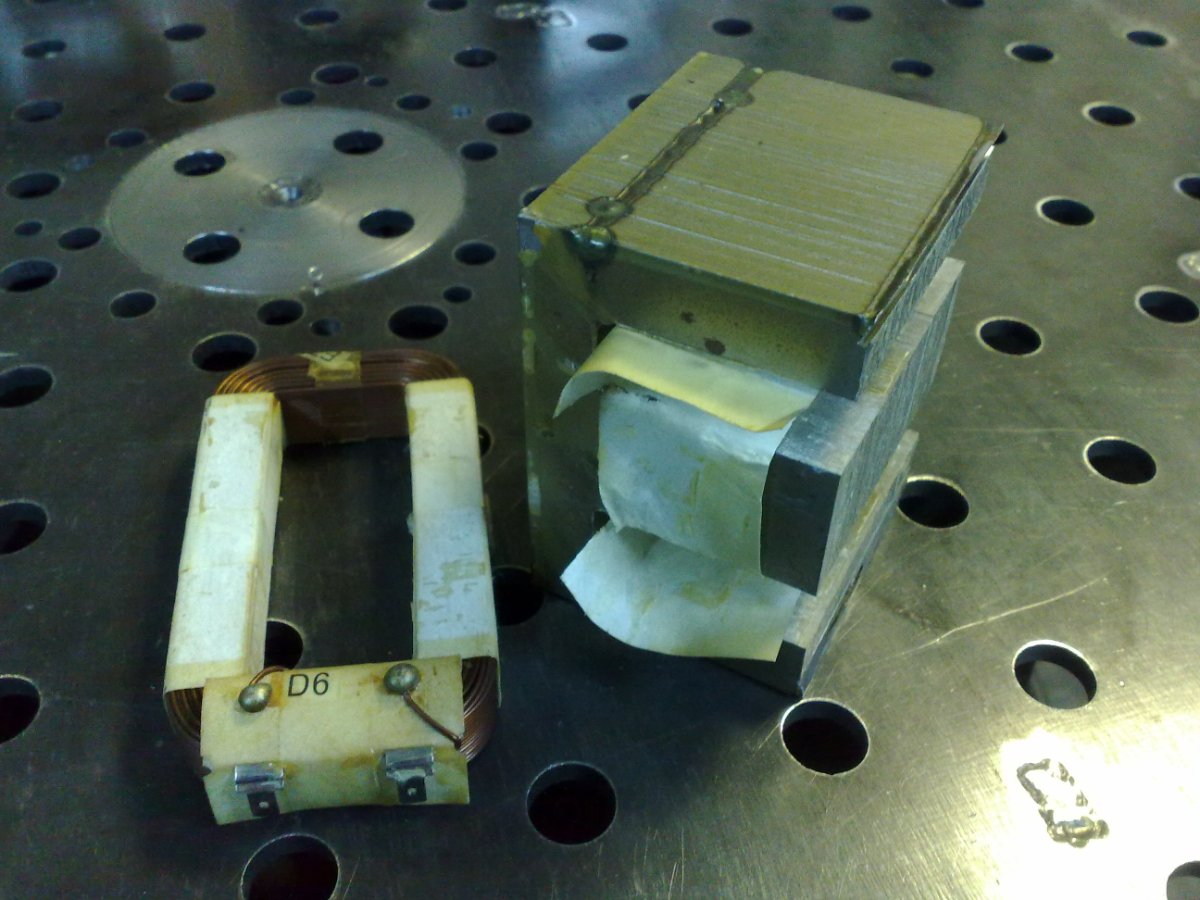
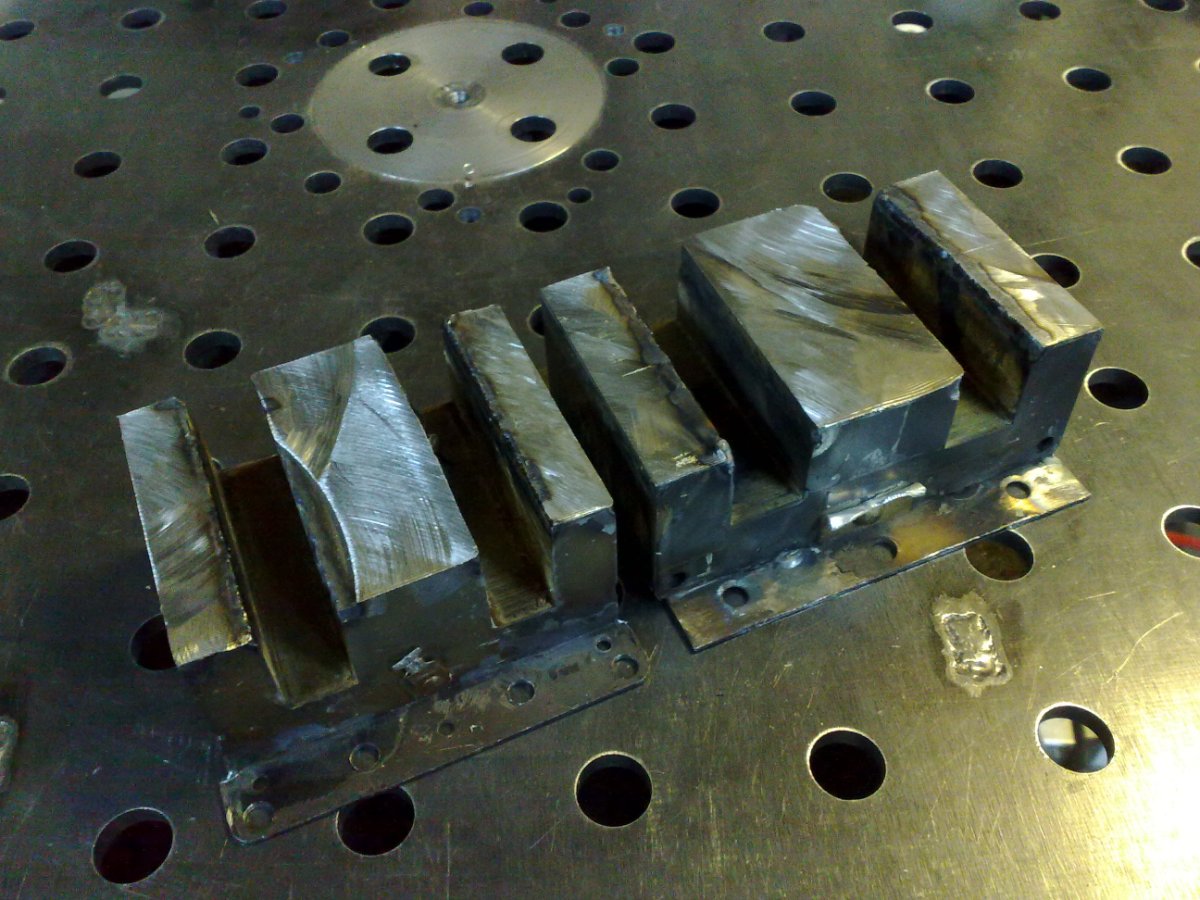
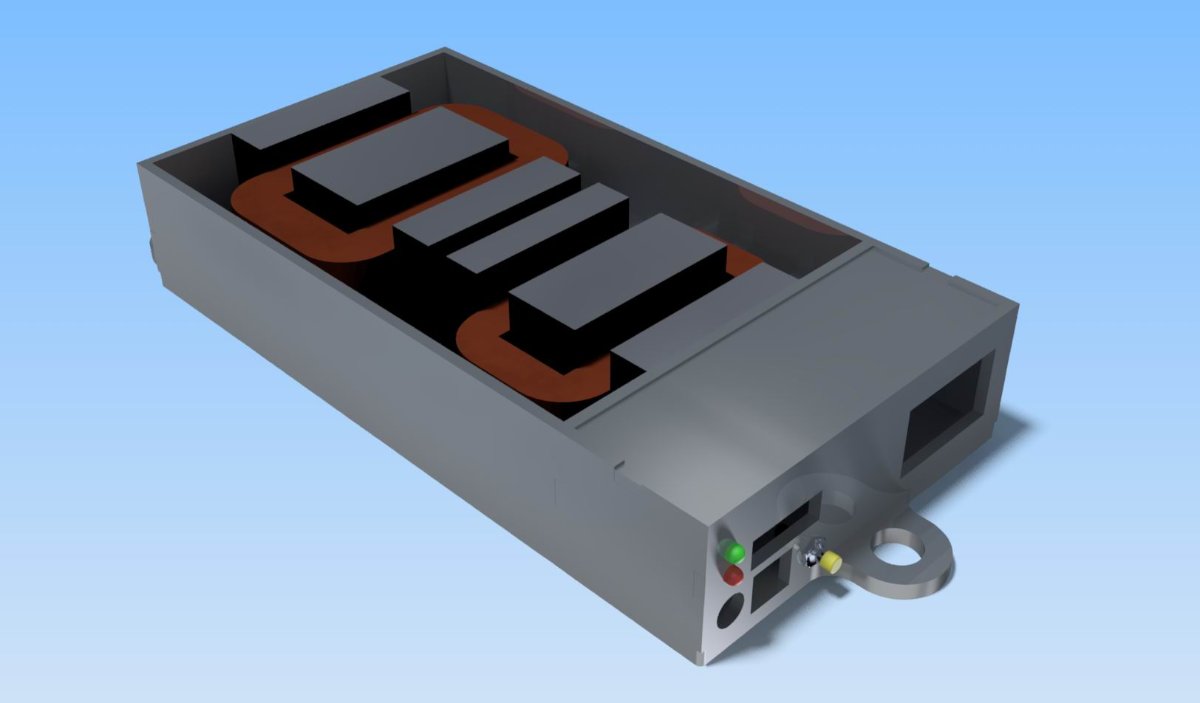
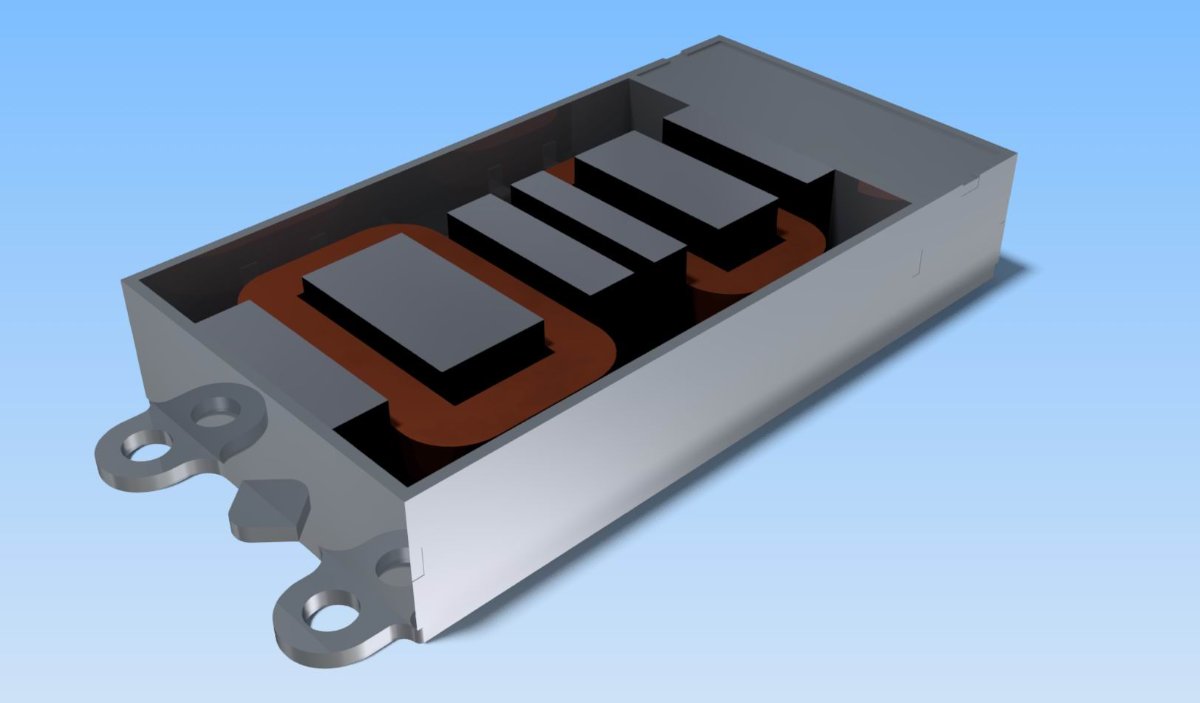
Задумал своять универсальную магнитную плиту. Конечно роликов про такие плиты на ютюбе - как говна за баней, но так-как мы сварщики, то и моя плита с уклонов в сварку. Плита имеет крепления в системе сварочного стола 16х50. Плита традиционно из трансформаторов от микроволновок и блока питания от компьютера. Как должно быть (без клавиш и термометра). На первом этапе - компановка и проверка температурного режима обмоток. Варианты применения.
- 3 ответа
-
- 5
-

-

-
ЗИС-110 дорогая машина. Литые, или фрезерованные детали будут неаутентичными. Как-то Мерседес для своего музея реставрировал редкий экземпляр (по моему W113). Тканевая обивка салона была утрачена почти полностью. Так они нашли мануфактуру, которая в те годы выпускала эту ткань. Те согласились воссоздать ткань, по плетению и виду нити идентичную оригиналу, но меньше 300 метров делать не согласились (цена соответствующая). Вот такие особенности аутентичной реставрации. Так что подобное реставрировать - с сохранение как можно большей части оригинальной детали, иначе это будет новодел, который ничего не стоит.
-
 Без опыта можно лохануться и шов надуть. Но мне проще, думать не надо, программно решено. Расчет по расходу через дроссельное отверстие 4 мм.
Без опыта можно лохануться и шов надуть. Но мне проще, думать не надо, программно решено. Расчет по расходу через дроссельное отверстие 4 мм.
-
Тоже себе поддув на РС-3 сделал. Регулировка - дросселированием.
-
У нас на производстве, где я раньше работал, такой столь - чугунный (с пазами). Грандиозная конструкция, для серьезных задач.
-
По другому уже никто не варит.
-
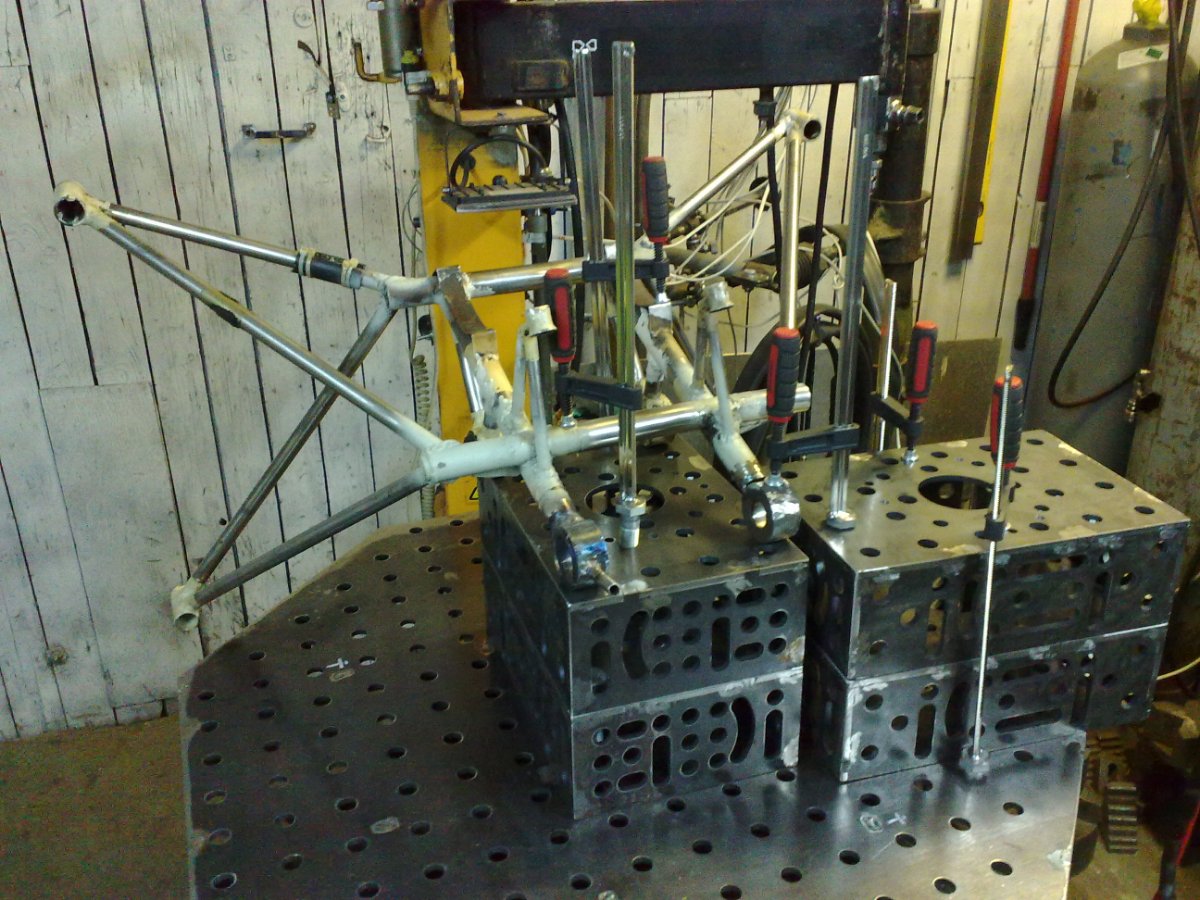
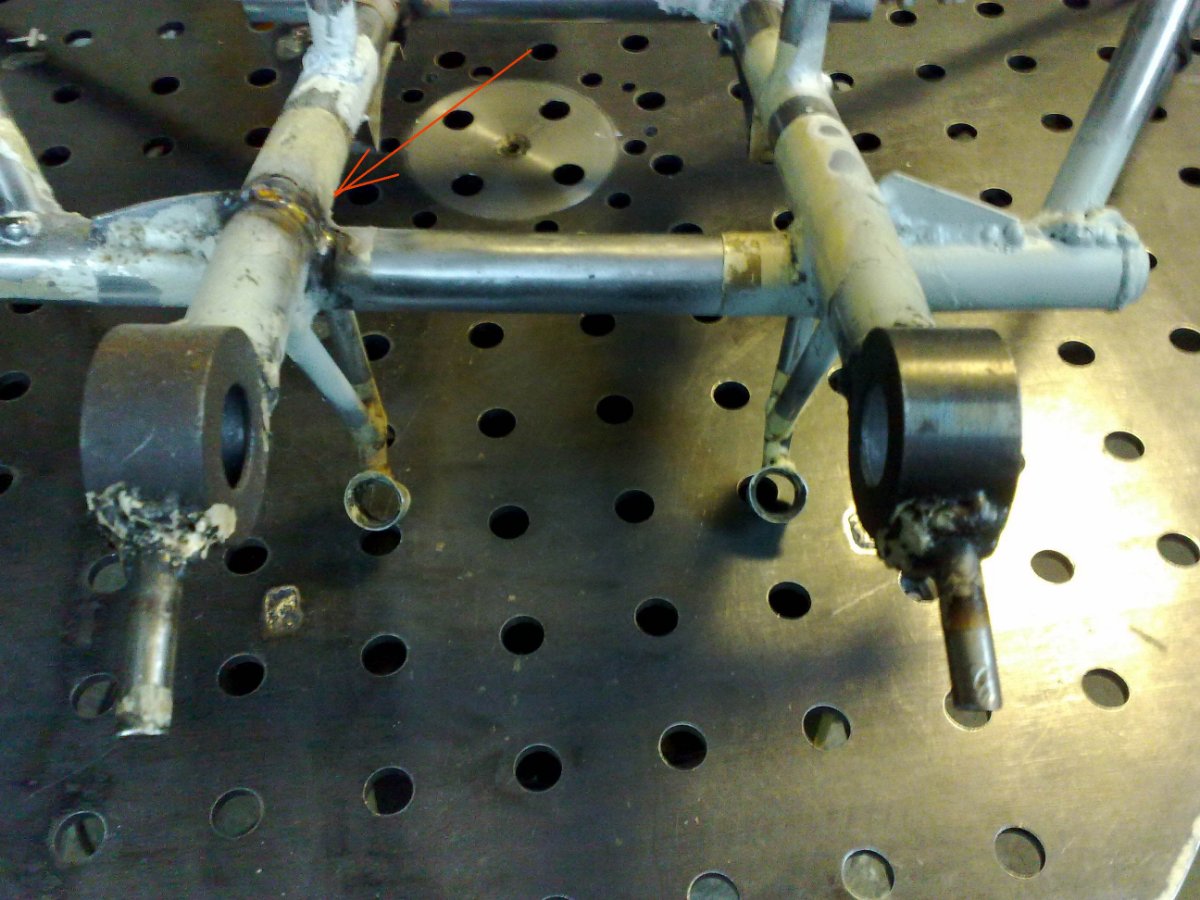
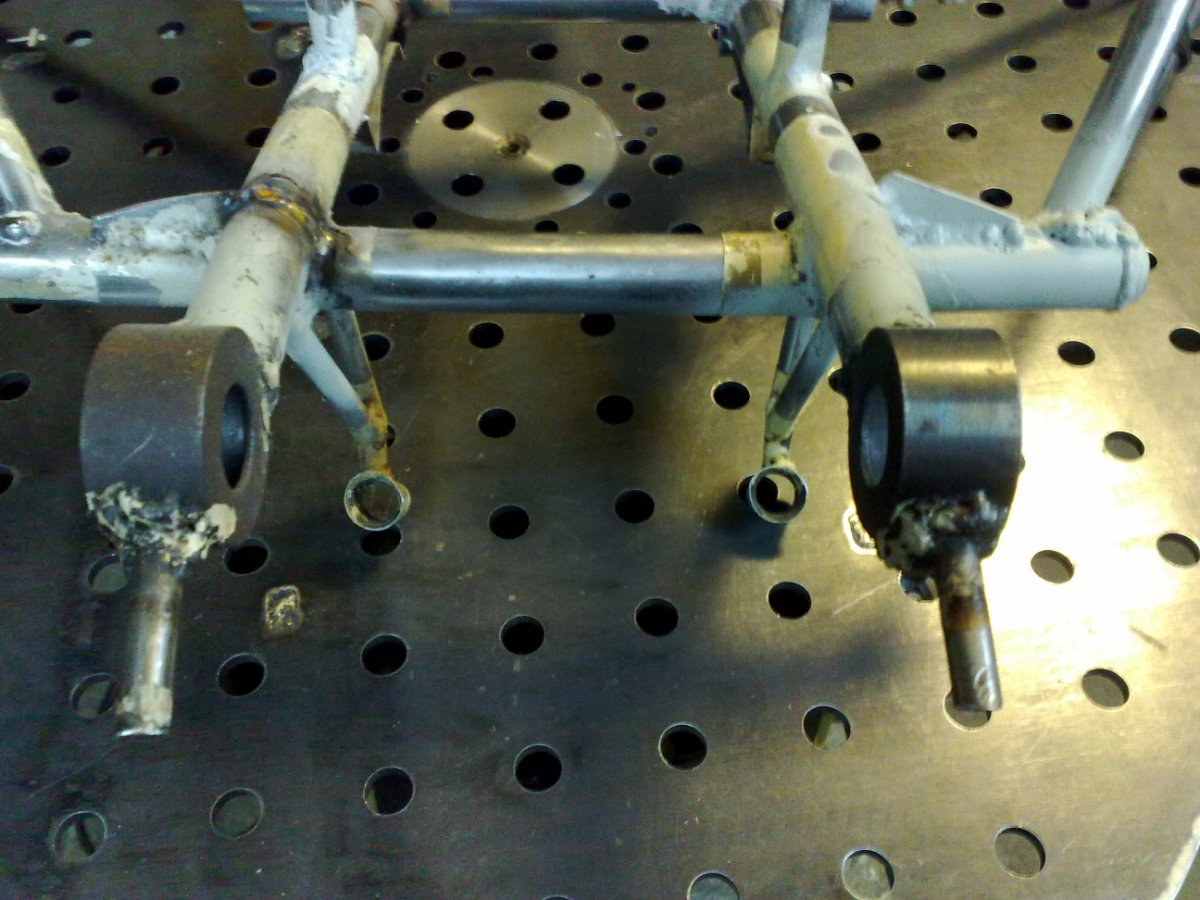
Ну и в завершении темы про моторную раму самолета. Собственно обратились ко мне не с проблемой сварных швов, а с тем, что не попали в координаты крепления двигателя и не смогли сайлетблоки приспособить. Исправил. Саму сварку не показываю - это рутина. К тому же еще и не сваривал, только выставился. Вся трудность в этом и заключалась, без двигателя, или кондуктора попасть в размер.
-
Кстати, рама из нержавейки вполне заурядная ситуация. Вот наш заводской самолет, Дубна-2 - рама из ВНС-2.
-
Их счастье, что в этой категории авиации характерно очень маленькое количество часов налета. Большинство таких самоделок не выдержат ресурсных испытаний. Они падают в основном по отказу двигателя. Мой сосед-летчик очередной раз сел на вынужденную из-за отказа (у него каждый год есть вынужденная), на лед, да еще и провалился под лед. Так что редко кому удается разрушить конструкцию за такое мизерное количество налета. Но... Они свои самолеты перепродают друг другу и в конце-концов кому нибудь эта "радость" с разрушением конструкции планера прилетает.
-
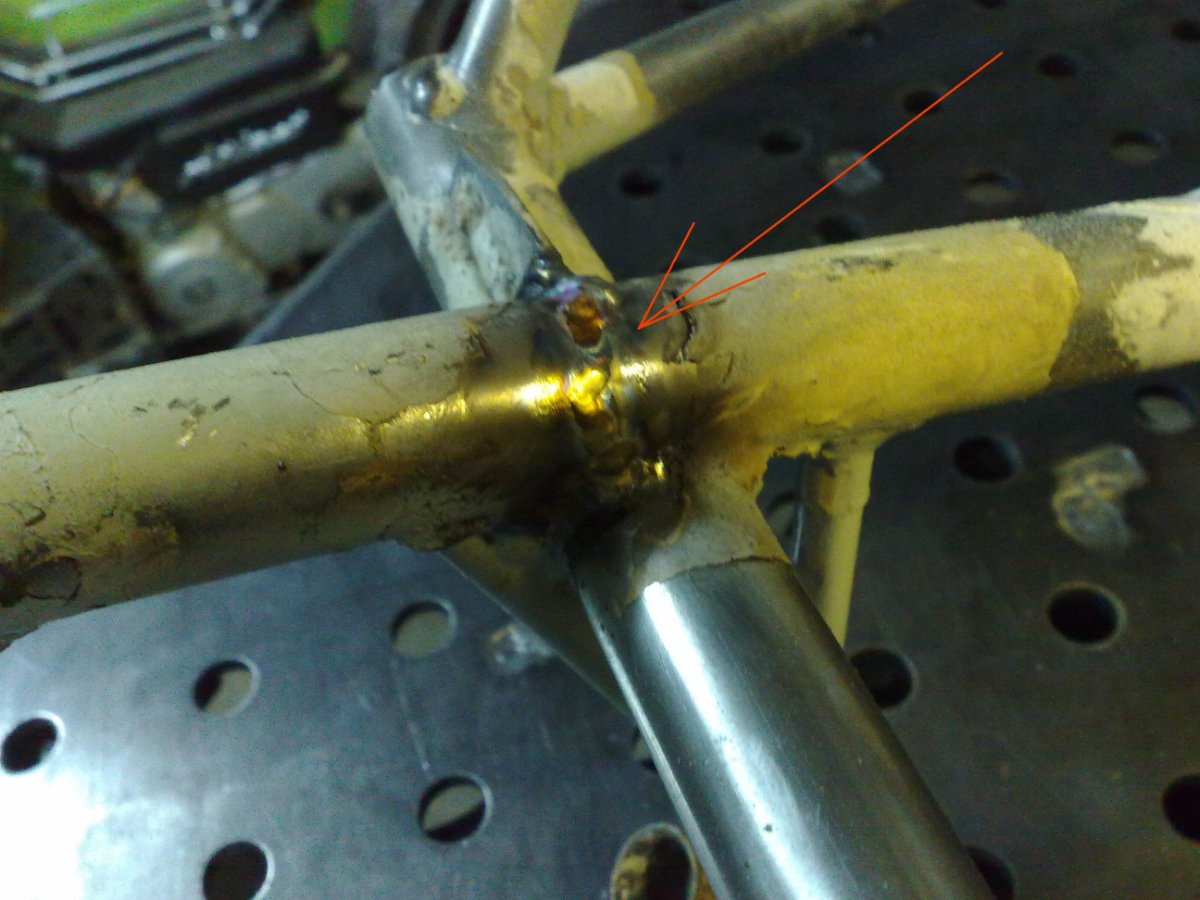
Я вроде ни слова против не написал. Просто описал что из чего состоит на данной раме. А ужас у меня вызывает культура сварки, конструкция и то, что она уже трещит.
-
Больше похоже на членом вредительство. В моем личном рейтинге рукодельщиков, авиаторы-самоделкины - самые беспечные люди и сильно опережают гаражных авторемонтников.
-
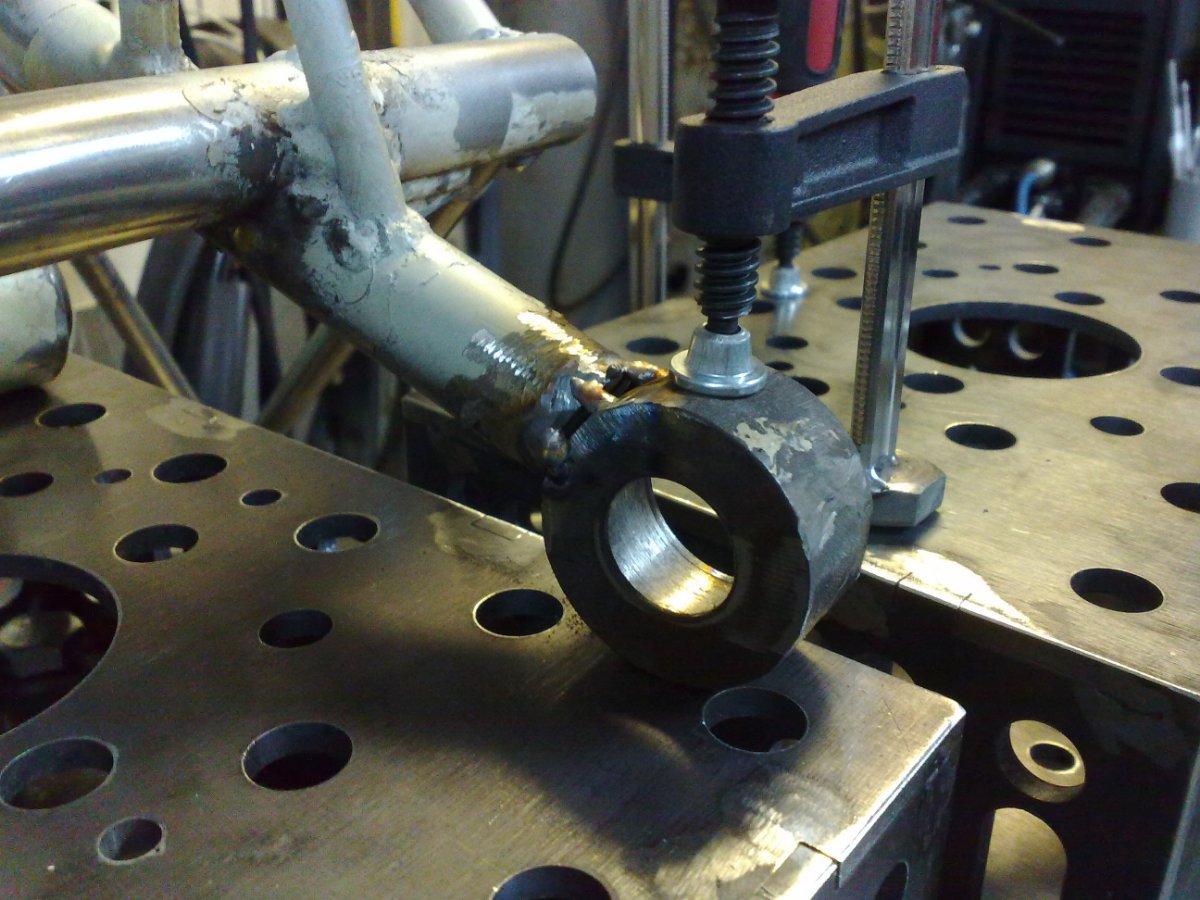
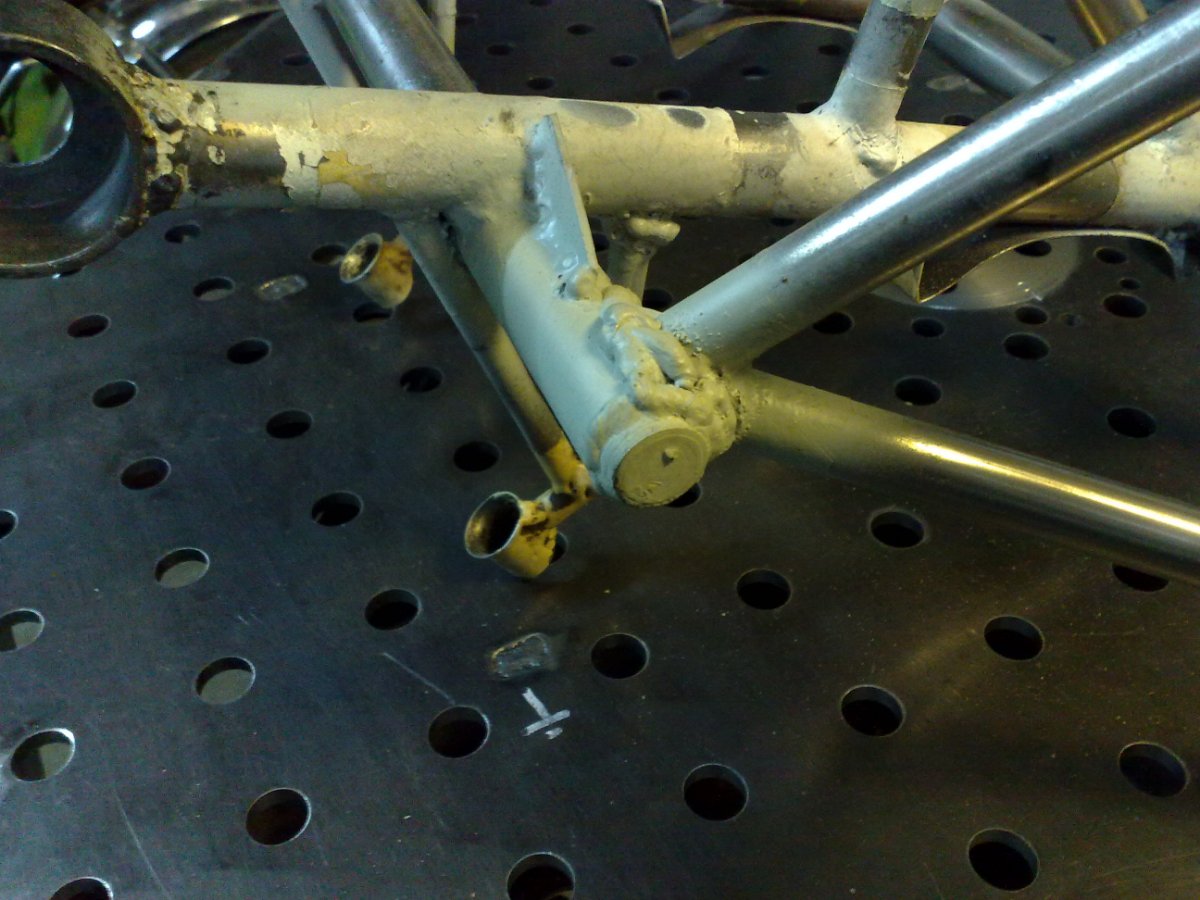
Ужас. Очередной самолет на доработку. Моторная рама. Трубы из нержавейки. "Сварены" полуавтоматом "черной" проволокой. Втулки под сайлентблоки (крепление двигателя) из "черной" стали. Швы переваривать не буду - "дорого". Сами берутся переварить. Я только втулки под сайлентблоки попытаюсь в координаты поставить. Но не удержался - заварил трещину.
-
- 4 ответа
-
- 2
-
-
Э, батенька, Вам куда нибудь в подобное место: https://dspace.susu.ru/xmlui/bitstream/handle/0001.74/17643/2017_243_semenovvo.pdf?sequence=1&isAllowed=y ПС. Поступать не обязательно. Хотя... Если поступить (а уж тем более отучиться), то там снабдят багажом знаний - нас потом учить будете.
-
https://cyberpedia.su/14xb6ee.html
-
Это, вероятно, слишком высокая скорость сварки. Происходит встречная кристаллизация зон сварочного валика, приводящая к такому усадочному эффекту (или дефекту, если может сработать как концентратор напряжения). Вот нечто подобное.
-
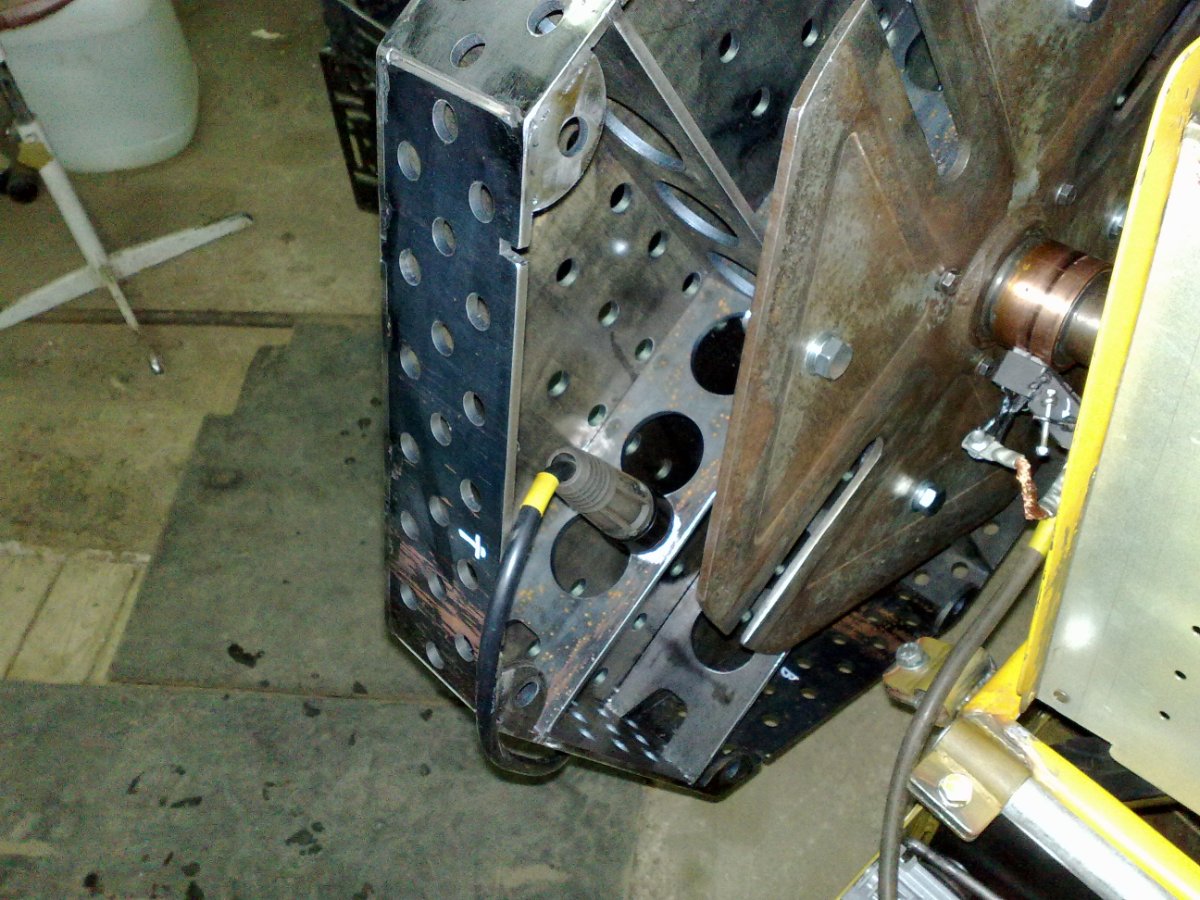
"Металлизация" сварочного стола. Когда необходимо обеспечить "массу" на детале в нужном месте (например, при сварке интерьерной, полированной нержавейки), а не там где удобно закону физики.
-
Не опасно, если его не заправляли на какой нибудь левой заправке, кривыми рукам в такой же мороз. Тогда могли перелить.
-
Чуда не произошло. После детального изучения корня шва сварного соединения обнаружились газовые каверны несовместимые с жизнью. Хотя прочность соединения была довольно высокая (выдержало даже легкое подгибание), но тут работает принцип: "если сломалось в заводском исполнении, то отремонтированное сломается с высокой степенью вероятности". Все больше убеждаюсь в том, что или вообще не стоит браться за такую работу, или выполнять ее на деталях с очень низкой нагруженностью (хотя, если сломалось, то работает принцип приведенный выше). При сварке ЦАМ загазованность сварного соединения гарантирована. Будет различаться только степень загазованности, так-как от кипящего цинка никуда не деться. Он кипит, даже если сварочная ванна проста наплывает на материал детали, без контакта с дугой. В общем, будни сварщика плавно перетекли в выходные токаря-фрезеровщика-слесаря. Надо было сразу так делать, но пугал внутренний прямоугольный паз. Конечно паз можно было продолбить на токарном, даже долбяк есть, но не стал корячится, просто пропилил вручную (кстати на сваренной детали пришлось также пилить паз от наплыва обратного валика сварного шва). В купе ко всему, была сломана еще одна мелкая деталька. Деталька из полиацеталя, так что заварить не рискнул (по сварке полиацеталя у меня нет информации и присадочного материала). Пришлось заниматься "ювелиркой". Изготовил из фторопласта. Конечно по прочности фторопласт с полиацеталем не сравнится, но ничего другого в наличии не было.
- 1 253 ответа
-
- 10
-
-
-
У кого какой размер?
-
По газовой защите зоны сварки. Рекомендую сохранять защиту после сварки до падения температуры шва ниже 250 С (на самом деле порог выше, но с поправкой на погрешность термоконтроля). Вот для примера. ПТ7М. Телом. Можно отнести к браку. Хотя постгаз был 17 с, при расходе 17л/мин и сопле №24. Не было средства для кольцевой защиты шва. На таком токе (120 А), диаметре (22 мм) и скорости сварки (17 см/мин), зона сварки успевает выскочить из под защиты с все еще высокой температурой. А вот приемлемый результат. Сварочные параметры те же, только ток 100 А и постгаз 11 с.